钢板折弯工艺守则
型钢,钢管,钢板弯曲工艺标准守则
弯曲角大于90°时,对最小弯曲半径影响不大,当小于90°时,外层材料的变形就大,最小弯曲半径宜大。
弯曲线的方向
材料的纤维方向与弯曲线垂直时,材料具有较大的抗拉强度,不易破裂,可采用较小的弯曲半径。材料的纤维方向与弯曲线平行时,材料的抗拉强度较差,易破裂,最小弯曲半径宜大。
在一般情况下,材料的弯曲半径应大于最小弯曲半径。若由于结构要求等原因,必须采用小于或等于最小弯曲半径时,则应该分次或多次弯曲,也可采用热弯或预先退火的方法,以提高材料的塑性。
N为圈数
锥形螺旋弯曲
L=N√p2+2.467(D大+D小)2
N为圈数
涡旋形弯曲
L=1.57N(D大+D小)
N为圈数
膨胀形弯曲
L=2A′+2B′+C′
A′=A-(R1+d)
B′=π(R1+d/2)(180-α/2)/180
C′=π(D2-d)(360-α)/360
四型钢弯曲的展开
名称
简图
计算公式
等边角钢内弯圆
板材的最小弯曲半径
材料
(厚度t)
正火或退火的
冷作硬化的
弯曲线位置
与纤维垂直
与纤维平行
与纤维垂直
与纤维平行
08F 10
0.1t
0.4t
0.4t
0.8t
15 20
0.1t
0.5t
0.5t
1.0t
25 30
0.2t
0.6t
0.6t
1.2t
35 40
0.3t
0.8t
0.8t
1.5t
45 50
0.5t
1.0t
L=π(D2-2Z0)
Z0型钢重心距
等边角钢外弯圆
02-板材弯形工艺守则

发放序号:01板材弯形工艺守则编号:GY02-2024编制:审核:批准:*********有限公司2024年5月1日1、适用范围本守则适用于板材沿直线弯成一定角度的工作压弯工序。
2、设备与工具2.1 通用设备W67Y-63折弯机。
2.2 专用工具:90 压弯模、R2、3、5、8、12、20的压弯模及常用的槽板模等。
2.3 定位装置:热铁、样板、随机附件等。
2.4 常用工具及检具:手锤、样冲、扳手、卷尺、钢板尺、=弯尺、万能角度尺、水平角尺、千分尺、卡尺、尺规等。
3、工艺准备-4表中的最小弯曲半径由弯曲线与材料碾压线相互的方向关系决定:两者相互垂直压弯时,以表中最小值为最小弯曲半径;两者相互平行压弯时,以表中最大值为最小弯曲半径。
通常平行压弯的最小弯曲半径比垂直压弯要大40~50%左右。
4.3弯曲线的弯型区域不得冲缺或钻孔,在弯型区域以外3~4㎜处方可冲缺或钻孔,但该处冲缺应为园角。
55.3检查试车工件的弯曲角度,如果不合格就继续调整,直至合格为止。
5.4 试弯首件,质检员检验合格后,进行批量折弯。
5.5 若选择未注尺寸公差,可按表2规定,门壳应选取负值。
表26、检查6.1 每种弯型工件的首件、末件必须由质检员依据图样及弯型工艺文件要求检验。
6.1.1 检查变形长度的极限偏差按表2规定。
6.1.2 检查变形角度的极限偏差按表3规定。
6.1.3 测量方法弯形件角度的测量,用万能角度尺进行测量,测量点在两端附近,对于1m以上长度的弯形件,必须测量其三点,即中间有一测量点。
6.2 批量生产时,责任人、质检员应根据图样和弯型工艺文件要求随机抽检。
发现不合格,应暂时停止折弯,分析查明原因并采取措施解决,再继续折弯。
6.3将不合格品与合格品分开放置。
折弯结束后,质检员记录不合格品数。
6.4 不合格品返工返修或补做工件,以保证需求数量。
6.5质检员对合格品工件标识放行。
6.6对不能及时处理的不合格品,应存放在不合格品区。
型钢、钢管、钢板弯曲工艺守则
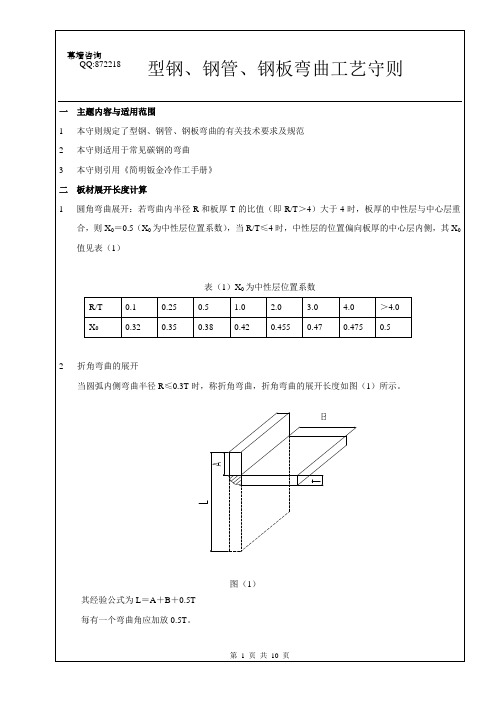
1本守则规定了型钢、钢管、钢板弯曲的有关技术要求及规范
2本守则适用于常见碳钢的弯曲
3本守则引用《简明钣金冷作工手册》
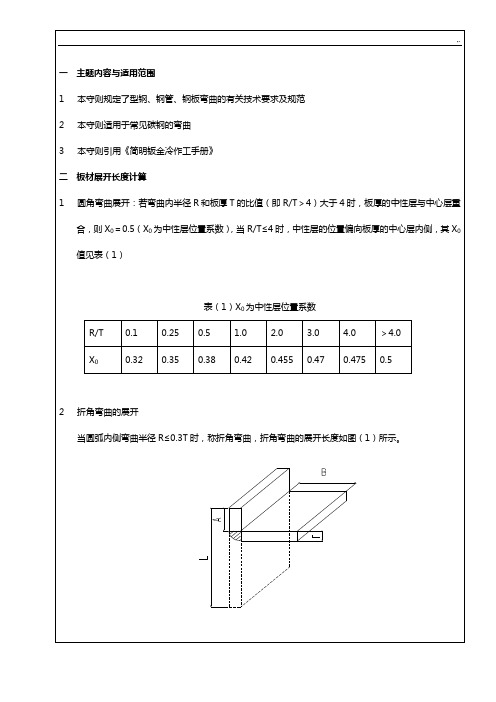
二板材展开长度计算
1圆角弯曲展开:若弯曲内半径R和板厚T的比值(即R/T>4)大于4时,板厚的中性层与中心层重合,则X0=0.5(X0为中性层位置系数),当R/T≤4时,中性层的位置偏向板厚的中心层内侧,其X0值见表(1)
1420
1375
10
435
395
1575
1535
10
380
345
1390
1355
12
425
390
1555
1515曲工艺
最小弯曲半径R
无缝钢管
d<20
d>20
热弯
冷弯
R=2d
R=3d
不锈耐酸钢管
充砂加热
气焊加热
不充砂冷弯
R=3.5d
R=2.5d
R=4d
铜、铝管
型号
尺寸
最小弯曲半径
型号
尺寸
最小弯曲半径
热弯
冷弯
热弯
冷弯
b
d
R1
R2
R1
R2
b
d
R1
R2
R1
R2
8
80
5
395
360
1440
1400
9
90
6
445
405
1615
1575
6
395
360
1430
1390
7
440
400
1605
1565
7
390
355
1420
板材折弯工艺守则
1 加工前的准备1.1根据生产任务,熟悉零件图,了解零件折弯角度、折弯高度、折弯长度,分析零件折弯方式、顺序。
1.2 调整折弯机1.2.1 调整折弯角度利用下行程调节装置,顺(或逆)时针方向转动刻度套,滑块下行程停止位置就上升(或降低),因而折弯角度就增大(或缩小)。
1.2.2 上行程长度的调整利用行程开关实现行程长度的调整。
调大行程时,松开滑块右端的手柄使撞块下降一段距离后,再锁紧手柄。
调小行程时,松开手柄将撞块上升一段距离,再锁紧手柄。
1.2.3 折弯机压力的调整折弯机的压力,可随工件所需折弯压力的大小无级调整。
上下模接触后,转动溢流阀手柄就可改变折弯压力的大小,当达到要求值,锁紧手柄。
折弯机的压力大小可从压力表上指示出来。
一般溢流阀的工作压力调定为250Kg/cm2。
1.2.4 选择上模刀口,调整下模刀槽。
a) 根据零件图纸标注圆角半径及长度、弯曲形状选取上模刀口并固定在上刀架上。
b) 根据零件材料厚度选择下模刀槽(一般下模刀模的宽度为材料厚度的8倍)。
翻转下模刀槽,适用的刀槽面朝上,把下模刀口放在下模垫铁上,起动折弯机使上模刀口缓慢地下降进入下模刀槽中,调整下模的前后位置,利用调节螺调节下模刀槽在下模垫铁上的位置至合适为止。
1.2.5 调整定位尺寸调整定位尺寸即调整后挡料架位置。
方法如下:转动手柄,可使支承板前后移动,同时也可适当调整挡料杆的伸出长度,使零件折弯的尺寸符合图纸要求。
2 折弯成形2.1 以一块材料进行试弯,检查成形零件外形尺寸、直线度、折弯角度是否符合图纸要求。
否则应重新调整定位尺寸及上下刀口间隙,直至符合要求为止。
2.2折弯次序根据零件形状来确定。
一般有以下四种典型折弯次序:2.3注意事项a)当零件需要折弯时,其折弯高度<80mm。
如超过80mm则需要换刀口,或调整折弯次序,增加整形工序。
b)折弯成形后的零件堆放整齐,防止因码放不当引起变形。
c)成形的零件应做好标记写明产品零件名称图号,以便下一道工序按图验收。
型钢、钢管、钢板弯曲工艺守则

影响因素
说明
材料的力学性能
材料的塑性越好,允许的变形越大,弯曲半径就越小,反之,则越大。材料加热后,塑性会提高,弯曲半径可减小。
材料的热处理状态
材料经冷变形后会产生加工硬化,塑性变差,最小弯曲半径宜加大。材料经退火弯曲,弯曲半径可小些。
材料的表面与边缘状态
材料的表面不得有缺陷,否则弯曲时易产生裂纹,经剪切或冲裁后的材料,其断面常出现毛刺或微小裂纹,最小弯曲半径宜大。
冷
Rmin≈24b-24Zo
槽钢外弯园
热
Rmin≈7b-8Zo
冷
Rmin≈25b-26Zo
不等边角钢大
Rmin≈25b-26Yo
不等边角钢小面内弯园
热
Rmin≈6b-6Xo
冷
Rmin≈24b-24Xo
工字钢立弯
热
Rmin≈3b
冷
Rmin≈12b
工字钢平弯
热
Rmin≈3h
140
130
520
505
5
310
280
1120
1095
3.6
36
3
175
160
640
625
6
305
280
1110
1085
4
170
155
630
615
8
300
275
1090
1065
5
170
145
620
605
10
295
270
1070
1045
4
40
3
195
180
735
715
7
折弯工艺守则

折弯工艺守则钣金件系列通用编制:审核:会签:批准:浩然金属制品有限公司二零一四年十月五日折弯工艺守则一、折弯基础知识1、折弯机简介目前折弯机中95%以上都是液压折弯机,它依运动方式的不同分为两类:上动式和下动式。
我司使用的折弯机为上动式数控板料折弯机。
2、材料分类一般的钣金加工材料分为3类:钢、不锈钢、铝,而相同的材质由于内部的各类元素的含量、加工方法的不同又分为不同的种类。
我们将常用的钢板分为:热轧板(SPHC)、冷轧板(SPCC)、电镀锌板(SECC)、热镀锌板(SGCC);常用的不锈钢分为:SUS3000系列(304)、SUS4000系列(403);我司使用的板料多数为DC53D+Z、DX51D+Z(均属于热镀锌板)。
3、折弯模具3.1折弯模具一般的模具分为中间板、上模、下模、导轨、下模座等,这类模具通用性强,大部分加工都可以完成。
3.2折弯模具的选择加工不同的零件需要使用不同的模具,首先要对机床和模具的加工参数有所了解,才能选择相互匹配的模具。
机床参数有:行程、加工能力、开口高度、中间板类型等;模具参数有:上模模柄型式(和中间板匹配)、耐压吨位(最大折弯压力)等;A关于机床参数的选择1、模具高度的选择行程(mm)=开口高度—中间板高度—上模高度—下模座高度—(下模高度—0.5V+t)t为板料厚度(mm)在下模座选择的时候也要注意下模座有多种高度,不同高度的模座用来配合不同的加工。
使用不同的模具组合可以获得不同的模具组合高度,用来加工不同的零件。
B关于模具参数的选择1、上模模柄形式上模的模柄有3种形式以配合不同的中间板2、上模形状常用标准形状上模有:普通上模直剑型上模鹅颈型上模框用上模根据不同的折弯需要,选用不同形状的模具:3、上模尖端R角及尖端角度上模常用的尖端R角有:(1)0.2R(2)0.6R(3)0.8R(4)1.5R(5)3.0R选用合适的尖端R:一般3mm以下使用R0.6。
标准上模的尖端角度有:90°、88°、86°、60°、45°、30°等。
10-(最好的3C文件)钢板折弯工艺守则

图1 4.5 折弯次序如图1所示: 4.6 零件经过折弯后,如未达到图样要求时,应进行人工校正、整形; 如是封闭的角,折弯修整后需挫尖角上锐利的毛刺。 5 工艺要求 5.1 折弯尺寸应符合图样规定,当图样中的尺寸公差未作规定时,应符 合本厂未注公差的要求。 5.2 折弯件的相邻垂直边的垂直度应符合图样要求,图样未作规定时, 尺寸不大于1m的垂直度为1mm。 5.3 折弯件的对角线之差的绝对值应符合图样要求,图样未作时可按表2 规定。
40
390(40)
13
4 工艺过程 4.1 根据零件要求的尺寸在折弯机上定位,定好后,先试弯一块,核对 尺寸正确与否,如果尺寸偏差在规定范围内,即可继续弯折。 4.2 折弯时,零件的放置应注意各边互相垂直,并且折弯的位置应尽量 放在折弯机的中间部位。 4.3 零件四边都折弯的,在折弯封闭的第四边时,如无适合的折弯刀或 垫块,可允许先敲平与折弯刀口相碰的部位,待折弯后用手工折弯,修 整使端部闭合。 4.4 当折弯零件形状因折弯机不能满足要求,而用手工或其它办法弯制 时,则在平台上进行。
08及
0F
碳素
已
结构 454 退
钢
火
20
240-350(2436)
470-590(4850)
280-390(2840)
310 - 440(32-45) 30-26 540 - 690(55-70) 15-13 350 - 500(36-51) 24-22
L2、 退 L3 火 铝
80(8)
74 - 110(7.5-11) 拉强度
相对延
材料 材料 名称 牌号
状 态
τN/mm2(kgf/mm2) 6bN/mm2(kgf/mm2) 伸率
δ10%
折弯实用工艺要求规范
12.7
14.3
15.8
17.5
3.0
3.1
3.9
4.7
5.6
6.3
7.2
7.9
8.8
9.6
11.2
12.8
14.4
16.0
17.6
3.5
3.4
4.2
4.9
5.7
6.5
7.4
8.1
9.0
9.8
11.4
13.0
14.7
16.3
17.9
4.0
3.6
4.4
5.2
6.0
6.8
7.6
8.5
9.3
10.1
中山市鑫海五金制品有限公司
GoldenOceanMetalwork(zhongshan)Co.,Ltd
作业指导书
文件名称:
折弯工艺规范
文件编号:
XH-WI-58-059
页码:
1/14
版本/修改状态:
A/1
发布日期:
2010-10-08
1.适用范围
本守则适用于折弯机床加工的各种黑色及有色金属的各种角度的折弯加工。
5.1.3规范列有弯角尺边、弯外翘边、弯内翘边的有关极限尺寸表(表4、5、6、7、8)及材料厚度,弯边圆角与凹模深度关系表,弯边圆角展开尺寸表和各种材料最小弯曲半径表(表1、2、3)
5.1.4复式弯边是角尺边、外翘边、内翘边的数种情况的相互结合,其弯制方法可参照表9。
5.1.5规范所列的各项参数可作为产品技术图纸弯边设计的依据。
5.8上刀口前边内翘边极限尺寸表(表8)
编制:工艺工程科
审核:
批准:
中山市鑫海五金制品有限公司
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
吉林省金冠电气股份有限公司
钢板折弯工艺守则
JG/SZ-010 B/0
1.适用范围
本守则适用于折弯机床加工的各种黑色金属的各种角度的折弯加工。
2.材料
2.1材料应符合图纸要求。
2.2 应具有良好的表面质量,表面应光洁平整、无锈蚀等缺陷,厚度应符合公差规定。
3.设备及工艺装备
a.折弯机;模具;
b.扳手、毛刷、手锤、油壶;游标卡尺、钢板尺、卷尺、角度尺等。
4.工艺装备
4.1 检查材料的长、宽、厚,料纹方向应符合图纸要求,板材应清洁卫生。
4.2 根据图纸选用合适模具。
4.3 检查折弯机状况并进行卫生清理及保养
4.4 工件加工完后应对折弯机及模具进行卫生清理
5.工艺守则
5.1 折弯守则的几点说明:
5.1.1 本折弯守则根据现有折弯机凸凹模的几何形状而定。
5.1.2 不同弯边圆角采用不同R的凸模弯制,不同的材料厚度则需调换不同深度(即不
同宽
度)的凹模弯制。
5.1.3 本守则列有弯角尺边、弯外翘边、弯内翘边的有关极限尺寸表(表四、五、六、
七、八)
及材料厚度,弯边圆角与凹模深度关系表,弯边圆角展开尺寸表和各种材料最小弯曲半径表
(表一、二、三)
5.1.4 复式弯边是角尺边、外翘边、内翘边的数种情况的相互结合,其弯制方法可参照
表九。
5.1.5本守则所列的各项参数可作为产品图纸弯边设计的依据。
5.2 材料厚度、弯边圆角与凹模深度关系表(表一)
表一(括号内尺寸为数控折弯机尺寸)㎜
5.3 各种材料最小弯曲半径表(表二)
5.4 弯边圆角展开尺寸表(表三)
R: 弯边圆角 L3:弯折线尺寸 L3 = L1 + A / 2 A: 弯边圆角展开尺寸 L:展开长度 L = L1 + L2 + A
T: 材料厚度
表三单位:mm
5.5 角尺边弯边最小极限尺寸表(表四)
a min 弯角尺边最小极限尺寸
b 凹模槽宽
c 搁置尺寸
a min最小弯折尺寸 a min = h + c =
b / 2 + c
h 凹模深度 (h = b / 2 )
弯边的最小极限尺寸决定于凹模深度及搁置尺寸,对于板厚为1~3㎜的搁置尺
寸均为3㎜,对板厚3㎜以上的搁置尺寸均等于板厚。
表四(括号内尺寸为数控折弯机尺寸)㎜
5.6外翘边弯边最小极限尺寸表(表六)
弯外翘边分两步进行,弯第一边,弯第二边
弯第一边等同于弯角尺边的情况,弯第二边最小极限尺寸决定于选用弯边槽中心至外边的最小尺寸、弯第一边的弯边圆角及材料厚度。
b min 为弯第二边最小极限尺寸 b min = d + R + t
d 弯边槽中心至外边的最小尺寸
R 第一边的弯边圆角
t 材料厚度
d的数值见表五,弯第二边最小极限尺寸见表六
表五 mm
表六(括号内尺寸为数控折弯机尺寸) mm
5.7 内翘边弯边最小极限尺寸表(表七)
数控折弯机内翘边弯边最大极限尺寸(图表一、表二)
弯内翘边分两步进行: 弯第一边,弯第二边;
弯第一边等同于弯角尺边的情况,弯第二边,其极限尺寸决定于凸模的几何形状、凹模槽宽和第二边的弯边尺寸。
5.8 上刀口前边内翘边极限尺寸表(表八)
上刀口前边内翘边极限尺寸amax决定于凸模的几何形状、凹模槽宽和b的尺寸。
5.9 对于如下图所示封闭式弯边零件,其弯边高度h最大不得超过40㎜,若需大于40㎜者,须经校核后方能使用。
表七 mm
5.10 弯边方法备查表(表九)。