镇海炼化炼厂气体资源优化分析
镇海炼化开展炼化一体化工作的实践与探索

MTBE
煤油 柴油
PP PP
LPG
PX装置
汽油 PX
加氢裂化
蜡油加氢
催化裂化
气化料、燃料
溶剂脱沥青
焦化
焦炭
CFB锅炉
电/蒸汽
沥青
镇海炼化分公司
镇海炼化公司简介 炼油图片:
镇海炼化分公司
镇海炼化公司简介 乙烯图片:
镇海炼化分公司
内容提纲
镇海炼化乙烯工程情况介绍
镇海炼化分公司
镇海炼化乙烯情况介绍
项目 单位
酸性气 W% 干气 W% 液化气 W% 轻石脑油 W% 重石脑油 W% 煤油 W% 柴油 W% 尾油 W% 合计
尾油BMCI
中油型加氢裂化方案
1#加裂 2#加裂
1.00
1.87
2.93
3.66
1.53
2.67
13.94
4.77
13.46
26.16
36.61
18.88
27.49
17.72
3.04
➢ 主要时间节点:
➢ 2006年3月17日, 正式获得国家发改委核准。 ➢ 2006年11月6日,举行开工奠基仪式。 ➢ 2007年4月2日,总体设计获得批复。 ➢ 2010年4月30日,建成投产。 ➢ 2010年6月,实现平稳运行。
➢ 总投资估算为约235亿元,实际节省约30亿元。
镇海炼化分公司
镇海炼化乙烯装置组成及规模
24.27
100.00
100.00
14~16
轻油型加氢裂化
1#加裂 2#加裂
2.01
1.85
0.61
3.18
1.94
2.65
2.92
镇海炼化深耕精益管理打造世界一流
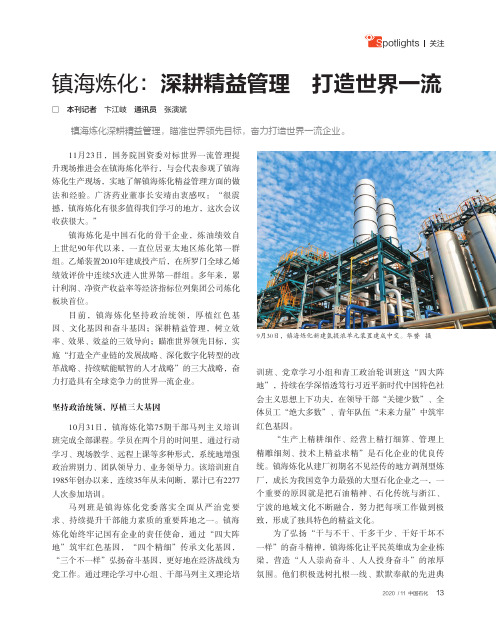
potlights关注132020 / 11 中国石化□ 本刊记者 卞江岐 通讯员 张演斌镇海炼化:深耕精益管理 打造世界一流11月23日,国务院国资委对标世界一流管理提升现场推进会在镇海炼化举行,与会代表参观了镇海炼化生产现场,实地了解镇海炼化精益管理方面的做法和经验。
广济药业董事长安靖由衷感叹:“很震撼,镇海炼化有很多值得我们学习的地方,这次会议收获很大。
”镇海炼化是中国石化的骨干企业,炼油绩效自上世纪90年代以来,一直位居亚太地区炼化第一群组。
乙烯装置2010年建成投产后,在所罗门全球乙烯绩效评价中连续5次进入世界第一群组。
多年来,累计利润、净资产收益率等经济指标位列集团公司炼化板块首位。
目前,镇海炼化坚持政治统领,厚植红色基因、文化基因和奋斗基因;深耕精益管理,树立效率、效果、效益的三效导向;瞄准世界领先目标,实施“打造全产业链的发展战略、深化数字化转型的改革战略、持续赋能赋智的人才战略”的三大战略,奋力打造具有全球竞争力的世界一流企业。
坚持政治统领,厚植三大基因10月31日,镇海炼化第75期干部马列主义培训班完成全部课程。
学员在两个月的时间里,通过行动学习、现场教学、远程上课等多种形式,系统地增强政治辨别力、团队领导力、业务领导力。
该培训班自1985年创办以来,连续35年从未间断,累计已有2277人次参加培训。
马列班是镇海炼化党委落实全面从严治党要求、持续提升干部能力素质的重要阵地之一。
镇海炼化始终牢记国有企业的责任使命,通过“四大阵地”筑牢红色基因,“四个精细”传承文化基因,“三个不一样”弘扬奋斗基因,更好地在经济战线为党工作。
通过理论学习中心组、干部马列主义理论培训班、党章学习小组和青工政治轮训班这“四大阵地”,持续在学深悟透笃行习近平新时代中国特色社会主义思想上下功夫,在领导干部“关键少数”、全体员工“绝大多数”、青年队伍“未来力量”中筑牢红色基因。
“生产上精耕细作、经营上精打细算、管理上精雕细刻、技术上精益求精”是石化企业的优良传统。
中国石油化工股份有限公司镇海炼化分公司智能制造能力成熟度研究
中国石油化工股份有限公司镇海炼化分公司智能制造能力成熟度研究陈强1,陈彬2(1.中国电子技术标准化研究院,北京100007; 2.中国石油化工股份有限公司镇海炼化分公司,浙江省宁波市315000)摘要:智能制造(Intelligent Manufacturing , IM )是新一代信息技术与先进工业制造技术的深度融合,贯穿于产品 的供应链、制造和服务全生命周期的各个环节及相应信息系统的优化和集成,旨在实现制造的数字化、网络化和智能化,不断提升企业的产品质量、效益和服务水平,进而推动制造业实现创新、绿色、协调、开放和共享式发 展美国的“先进制造领先战略”、德国的“工业4.0”、英国的“英国制造2050”、法国的“新工业法国计划”、日本的“再兴”战略和韩国的“新增长动力”战略等,都是以智能制造为主攻方向,希望借此增强本国在新一轮全球产业竞争和价值链中的地位与话语权。
关键词:智能制造;石化企业;能力成熟度1引言智能制造日益成为未来制造业发展的重大趋势和核心内容,是企业向中高端迈进、加快转型升级的重 要举措,也是新常态下企业打造竞争优势的必然选择。
当前,很多企业对自身的智能制造水平并不清楚,不 能明确该如何分步实施智能制造,这种情况极大地影响了智能制造的有效落地。
主要原因是智能制造在全 球尚无样本和案例,我国制造业的发展由过去的以跟随为主走向了引领全球;智能制造的发展如何做到引 领,离不开标准的制定,同时也促进标准的不断完善。
中国电子技术标准化研究院(以下简称“电子标准研 究院”)在工信部和国标委指导下,起草编制《智能制造能力成熟度模型》和《智能制造能力成熟度评估方法》,给出了智能制造能力成熟度的评估模型和评估方法,从而使企业以及应用主体能够明确智能制造相关标准的确定与改进方法。
这些标准的制定不仅为 制造业及特定行业的改革与创新升级提供了渠道与方 法,同时通过具体的行业示范点项目,提高了政策落 地与实现效果的可能性。
炼油厂氢气系统优化调度及其应用

炼油厂氢气系统优化调度及其应用摘要:智能工厂和工业4.0已成为未来发展的战略方向,生产的最优调度是过程工业建立智能工厂的重要环节之一,是生产管理与生产过程控制之间的纽带。
在石油化工行业,一方面,由于重质原油和含硫原油加工比例的提高,以及环保法规的不断增加,清洁油品的生产质量要求越来越高。
另一方面,重油产品市场逐渐萎缩,轻油市场继续增长,这导致炼油厂深加工技术的广泛应用,如加氢裂化和加氢精制。
原油的处理深度和加氢比率增加,炼油厂的氢气消耗量增加。
大型氢气成本已成为仅次于原油成本的炼油厂成本的第二大成本。
本文研究分析了炼油厂氢气系统的优化调度和应用,以供参考。
关键词:炼油厂;氢气系统;优化调度1前言作为中国国民经济的支柱产业之一,石化工业也是原油和煤炭等不可再生资源的巨大消费。
污染排放的关键行业在降低能耗目标和实现国家节能减排任务中发挥着至关重要的作用。
与此同时,它也面临着巨大的压力。
石化行业节能减排的有效性将直接影响中国环境和资源的可持续发展。
多年来,石化行业一直在努力通过内部管理,优化生产,采用先进的节能技术。
大幅改善,但整体水平不高,与国际先进水平相比仍有较大差距。
因此,提高能源资源综合利用水平,降低能耗,减少环境污染已成为石化行业提高效率,增强市场竞争力的有效措施,也是建设资源节约型环境的必然选择。
友好的社会。
2炼油厂中的氢气系统氢源是指炼油过程中为其他生产装置提供氢气的装置,包括重整副产氢装置、制氢装置,此外提纯装置也被认为是提供氢气的氢源,能够将低纯度氢气进行提纯得到高纯度氢气来提高氢气资源利用率。
氢源的出口氢气流股其浓度、组成和压力一般是稳定的。
氢阱又称为耗氢装置,是指炼油过程中需要消耗氢气的装置,氢阱的进口氢气流股需要满足一定的流量、浓度及压力要求,通过压缩机增压和提纯装置提纯来满足氢阱的压力和纯度要求。
氢气管网是整个系统中氢气传输的媒介,决定吝个涉氢装置之间的连通关系。
2.1氢源1)重整装置副产氢催化重整是指在一定温度、压力、临氢及催化剂条件下,将轻质饱分油环化脱氢转为富含芳烃的产品,并得到大量副产氢的过程。
镇海炼化公司高硫原油炼制过程中的恶臭污染及其控制

如常压容器和贮罐呼吸挥发 、部分脱液和采 样操作没密闭 、碱渣处理装置和污水处理场的敞 口处理设施、 焦化冷焦水凉水塔冷却过程 、 焦碳塔 除焦等情况都会有恶臭气体逸出。 12 腐蚀 造成 的机 泵设 备泄漏 . 近几年来 由于含硫原油的加工量逐年增多, 各装置的设备 、管线等接触的介质含硫量普遍增 高, 设备 、 管线的腐蚀程度也逐渐增大 , 经常出现 腐蚀穿孔现象 , 不仅造成恶臭污染 , 还对安全生产 造成严重威胁。
加酸混合器放料口 3 0 379 9 4 19 8 . 1556 3 .
9. 29 7
69 1 1 5
维普资讯
・
4 6・
叶军苗等 镇海炼化公司高硫原油炼制过程 中的恶臭污染及其控制
表 2 部分含恶臭罐磺呼吸产生的污染物浓度 嘿/
04 .2
0 2 .5
sR B 装置
亏 场 气 浮 水
5 5 1 08 3 . 2 6 . 2
2 8 .3
一
一
15 .3
一
一
1 表3 分别表示正常生产情况下部分恶臭污染源
及恶臭污染物浓度、 部分含恶臭罐顶呼吸产生的污 染物浓度 、 部分装置停工吹扫时挥发污染物浓度 ,
图 l 炼油厂各种不 同原 因引起污染所 占比例
2 恶臭污染 对厂界 及周 边环境 的影 响
I3 故障检修 、 . 管线施工碰头时逸 出
有些设备故障检修 、 管线施工碰头时 , 经常 由 于设备或管线中介质处理不干净而使较多恶臭污 染物逸出, 而有些设备管线 因无法处理 , 只能向大
镇海炼化智能化改造实践

镇海炼化智能化改造实践镇海炼化智能化改造实践已经取得了显著成果。
智能化改造的主要目标是提高生产效率、降低生产成本、提升产品质量和可靠性。
镇海炼化通过引进智能设备和控制系统,实现了生产流程的自动化和数字化。
通过使用先进的传感器、仪表和自动化控制系统,生产过程中的各个环节可以实时监测和调整,从而提高了生产效率和产品质量。
智能化的生产流程还可以减少人为操作的干扰和错误,提高生产过程的稳定性和一致性。
镇海炼化智能化改造还包括对数据管理和分析能力的提升。
通过建立全面的数据采集和管理系统,镇海炼化可以实时监测和分析生产过程中的数据。
这些数据可以用于监测设备状态、预测故障、优化生产计划和进行决策支持。
通过对大数据进行分析和挖掘,镇海炼化可以发现生产过程中的潜在问题和改进机会,进一步提高生产效率和产品质量。
镇海炼化智能化改造还加强了与供应链和客户的智能化连接。
通过与供应商和客户建立信息交换平台,实现供应链的透明和实时监控。
这样可以更好地协调供应链各个环节的运作,提高供应链的效率和可靠性。
通过与客户的智能化连接,镇海炼化可以根据客户需求进行个性化生产和定制化服务,提高客户满意度和市场竞争力。
镇海炼化智能化改造实践为企业带来了巨大的好处。
通过提高生产效率、降低生产成本,镇海炼化可以更好地满足市场需求,提高企业竞争力。
智能化的生产流程也可以提高产品质量和可靠性,增强企业的品牌形象和客户信任。
镇海炼化与供应链和客户的智能化连接,可以实现更加协调和高效的运作,进一步提高企业的综合竞争力。
未来,镇海炼化将继续推动智能化改造,进一步提升企业的智能化水平。
镇海炼化还将积极探索新的智能化技术和应用,为产品和服务创新提供支持。
通过不断提高智能化水平,镇海炼化将不断提高企业的竞争力和可持续发展能力。
炼化一体化企业燃料气平衡与优化

燃料气是炼化企业常见的副产品,也是企业主要能耗之 一。燃料气平衡与优化关系到企业经济效益以及环保绿色生 产。本文介绍武汉某炼化一体化企业燃料气管网基本状况,通 过对管网燃料气的产出和消耗情况和影响管网平衡的因素和 问题的分析,提出了现阶段采取平衡与优化措施及成效,并对 企业下阶段持续优化提出的具体思路。
E:1台乙烷+ 4台脑油+ 2台尾油+ 1台轻烃炉;石脑油炉 掺炼碳五拔头油(20 t/h#
其中AB工况较常见,CDE工况较少。通过SPYRO软件 对这几种工况下燃料气产出和消耗情况进行模拟,模拟数据表 明,各原料自产甲烷氢收率:LPG(24 82%)>碳五拔头油 (19. 13%)>石脑油(15.59)>加氢尾油(8.48%),裂解炉负荷 按循环乙烷丙烷28 t/h,其余炉负荷250 t,裂解炉总投料378 t/h;此外干气5 t/h以及各装置尾气6 t/h。根据软件模拟,甲 烷氢产出和消耗模拟数据结果见表2。
图1天然气分配中心 第二个是乙烯装置内部燃料气分配中心, 主要目 的是分配 乙烯装置自产甲烷氢,在乙烯装置燃料气消耗量大于自产甲烷 氢时,引入外部天然气;在消耗量低于自产甲烷氢时,将过剩的 自产甲烷氢送至全厂燃料气管网或者泄压至火炬, 确保燃料气 压力的稳定,保证乙烯装置燃料气消耗的安全稳定。乙烯燃料 气分配中心燃料气用户主要包括乙烯装置裂解炉以及汽油加 氢装置加热炉;具体流程如图2所示:
图2 燃料气分配中心
收稿日期:2021 —04 —02 作者简介:唐旭(1988—),大学本科,工学学士,工程师,主要从事化工生产管理。
• 164 •
山东化工 SHANDONG CHEMICAL INDUSTRY
2021年第50卷
1.2炼油厂区燃料气管网情况
镇海炼化开展炼化一体化工作的实践与探索 ppt课件

13万吨/年,作为汽油调和组分,顶出调入汽油中的碳五、非芳 等石脑油组分,作为乙烯装置原料。
镇海炼化分公司
措施8:优化公用工程
充分利用价格相对较低的煤炭和石油焦资源,通过自 建的CFB锅炉进行热电联产。 蒸汽系统按能级匹配和热能梯级进行优化利用。 开展原水用量优化、循环水量优化,进一步提高污水回 用率和循环水浓缩倍数,减少新鲜水用量和外排污水量。
镇海炼化分公司
镇海炼化乙烯开工及运行情况
2010年4 月20日 一次开 车成功 。
7月份 当月就 实现了 盈利。
8月份 勇夺化工 利润第一 ,装置负 荷达到 100%。
2011~2012年
2011年装置投产后 第一个完整年, 乙烯产量达到 110.8万吨,乙烯 能耗553千克标油/ 吨;2012年预计产 量110.6万吨,乙 烯能耗541千克标 油/吨。
镇海炼化2012年预计加工原油2020万吨,生产乙烯110.6 万吨。全年炼油能耗45.8千克标油/吨,乙烯综合能耗 541千克标油/吨。2012年预计完成利润30亿元。
附:镇海炼化炼油总流程示意图
镇海炼化分公司
镇海炼化炼油总流程示意图
煤油
柴油
算山码头 原油 常 减 压 蜡油
渣油
煤油精制
汽柴油精制
27.40
PP
25.49
丁二烯 14.25
甲苯
16.30
混合二甲苯 8.24
抽余油
9.30
C5
13.12
C9+
5.54
PFO
7.06
PGO
5.00
镇海炼化分公司
镇海炼化乙烯设计原料组成:
原料名称
工况一
工况二
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿 日期:2013一09— 11 作者简介:洪志刚,工程师,1993年毕业于广东石油学校石油炼制 专业,长期从事炼化生产、系统平衡与优化等工作。
、l 重叠冒蟹嗣嗣蛋蚕因盈▲
量约460万t /a,催化干气产量达到16万∥a以上, 其中乙烷和乙烯的体积分 数达到了20%以上,还 有少量的丙烯。在乙烯投产前催化裂化干气作为燃 料气直 接烧掉, 没有任何增 值。乙烯 装置投产 后, 镇海炼化选择催化裂化干气预精制加深冷分离的技 术路线,对催化裂化干气 先经过脱硫、脱氧、脱 CO:等措施进行预处理后,再采用深冷次序分离技 术,从催化干气中分离出富乙烯气送到乙烯裂解装 置进一步分离,最终得到了乙烯、丙烯及部分丙烷 等产品,附加值大幅提高。从两套催化裂化装置的 干气中可得到富乙烯气6万池以上。 1.1.2聚丙 烯装置尾气的回收利用
镇海炼化公司拥有2套加氢裂化装置和6套 加氢精 制装置, 在加氢过程 中产生大 量的低分 气, 这些低分气中氢气含量达 70%以上,并含有大量 的H:S、C。、c :等组分。 为降低公司用氢成本,采 用膜回收技术回收低分气 中的氢气。各加氢装置 的低分气经过脱硫后,送往膜分离装置进行集中 回收氢气,原料低分气经过前处理单元后进入膜 分离单元,通过渗析技术从加氢低分气中分离出 H,组分,纯度92%以上氢气供低压加氢装置使 用,并将膜尾气并人高瓦作燃料。此技术路线可
鱼至Qj 垒堡笠垒鲞篁j 塑鱼
以从炼油加氢装置低分气中回收氢气4 380 t /a以 上( 约 5 000 m3/h ) 。 1.2.2重整氢解析气的回收利 用
镇海 炼化拥有 2套 连续重 整装置 生产高附 加 值化工类产品的原料,辅产高辛烷值汽油调合组分 和纯度92%的重整氢气。为提高下游加氢装置新 氢纯度,减少废氢排放量、降低能耗,公司分别配 套I 、Ⅱ2套Ps A装置处理相应连续重整装置产 氢气,得到纯度97%以上的产品氢气,供下游加 氢精制及加氢裂化装置使用。但解析气中氢气含量 仍在50%以上,c :+组分达40%,直接进高压瓦 斯系统则资源浪费。利用第Ⅲ套Ps A氢气回收装 置进一步提纯I 、ⅡPs A的解析气、歧化尾气等 气体,分离出纯度大于96.0%的氢气产品,同时 解析尾气中C:、C,( 含量达60%以上) 作为乙烯 裂解原料,进一步提升了装置的高附加值。该装置 从重整解析气、歧化尾气中回收氢气8 500妇以上 ( 约9 000 m3/h) ,同时为乙烯提供优质的富乙烷 气约10万t /a 。 1.3富烷烃气体的综合利用
炼厂的富烷烃气体主要来自常减压、歧化装 置,另外加氢装置的不凝气中也存在部分富乙烷气 体;焦化装置的干气中乙烷等含量较高,同时含有 部分乙烯、丙烯等烯烃,需进一步处理后才能回收 利用。富 乙烷气资源情况 见表2。
镇海炼化炼厂气体资源优化分析
洪志刚,薛海锋
( 中国石化镇海炼化分公 司,浙江宁波315207)
摘要:中国石化镇海炼化分公司自20l o年乙烯开工以来,不断优化气体资源,降低对石脑油的依赖, 提高企业竞争力 。本文重点介绍了镇海炼化炼厂 气体资源综合利用思路,实施效 果表明乙烯原 料更加优质且轻质化,其中丙烯、乙烯收率可达49%以上。
富烯烃气体主要为含乙烯的I 、Ⅱ催化干气 及含丙烯的I 、Ⅱ聚丙烯尾气,具体组成见表1。
项目 氢气 甲烷 乙烷 乙烯 秃烷 丙烯 冥丁烷 正丁烷 碳五 产量,( m3·一)
I 催干气,%( v)
镐两 殳 £j
仉 L 仉 仉
仉眩 m∞n蕊∞轮姐、∞拇咖
表1富烯烃气体组分
Ⅱ催干气。%( v)
48.9l 27.18 10.06 11. 37 0.33
关键词:一体化炼厂气乙烯综合利用
中国石化镇海炼化分公司( 简称镇海炼化) 拥有2 300万t /a原油加工能力、100万t /a芳烃、 100万t /a乙烯生产能力。在炼油过程中产生大量的 气 体, 其中 含 有H: 、c , ~c 。 烷烃 、 烯烃 以 及H: s、 cO,、cO等杂质。在单纯的炼油企业中,一般只将 其中的部分H2及C,以上资源进行回收,而C:资源 没有进行有效利用,只是并人炼厂高压瓦斯系统作 为燃料直接烧掉,从而造成炼厂燃料不平衡及制氢 成本上升;还 有c ,、C。资源中除回收其 中的丙烯组 分外 ,不再进 行细分而 直接作 为液化气 产品出厂 。 通过这几年的生产实践,利用大炼油的优势,从各 类炼厂气体中提取富乙烷、富乙烯气、饱和液化气
1.2 2 O.15 0.04 0.24 18 00lo
I PP尾气。%( 1,)
4.81
O舵
l O.16
她59
ⅡPP尾气 ,%( v)
O。6艿
7。19 7.43 82.38
1. 57 l 300
根据组分的 不同,利用不同的工艺回 收处理。 1.1.1催化干气的回收利用
镇海炼化拥有2套化裂化装置,实际总加工
镇海炼化拥有2套聚丙烯装置,实际总加工量 约50万t /a。在装置加工过程中,高压尾气丙烯纯 度较高,经过处理后可以返回原料罐作原料。但丙 烯含量80%左右的低压尾气中含有乙烷、氢气、 不凝气 等杂质, 不能直接作 为聚丙烯 装置的原 料, 如果直接排火炬或作为燃料则造成资源浪费。在乙 烯开工前,I 套聚丙烯的尾气经I 催化气压机升 压、吸收稳定后进入催化液化气,再经气分装置分 离出丙烯,实现丙烯的回收利用;与乙烯配套的Ⅱ 套聚丙烯的尾气送至乙烯裂解装置的气压机GB201 升压后进 人裂解的深冷分 离单元回收丙烯 组分。 1.2富氢气体的综合利用
等优质的裂解原料,使乙烯原料除了有传统石脑油 外,还有更多的选择,即更多样化、轻质化,以降 低生产成本。
1 炼厂气体的综合利用现状 根据炼厂气体资源中组分、含量的不同,可分
为富含氢气、烯烃及烷烃气体三大类。根据组分及 含量的不同,采用不同的回收方式,以达到最优的 资源利用率。 1.1 富烯烃气体的综合利用