石油管线管螺纹
石油专用管螺纹管材的类型及规格

石油专用管螺纹管材的类型及规格之三----------特殊油套管螺纹随着油气钻采作业向更加苛刻的工况条件的方向发展,以及石油钻采工艺技术的不断进步,世界标准-API SPEC 5B旗下的圆螺纹和偏梯形螺纹在石油专用管领域已日渐力不从心。
从而促进了特殊螺纹接头的开发和研究。
于是世界各大石油专用管制造商纷纷致力于开发强度、密封性能俱优的特殊螺纹。
目前,国外生产和使用的特殊螺纹油套管产品约有上百种,而比较典型、应用较广的不过10余种。
在下面将会介绍几种常用特殊螺纹。
热应力和高温作用是热采井套管柱接头选择及选材的重要问题,因为油套管容易发生轴向压缩屈服变形,导致接头跳扣和油套管纵向弯曲;套管柱容易产生拉伸屈服,导致接头脱扣和套管的双轴压溃;高温作用,使材料产生蠕变,使接头密封接触部分产生应力松弛,接头气密性恶化。
许多模拟热采条件的试验(即接头在加热的同时还加上轴向拉伸,压缩应力的气密性和拉伸破坏试验)表明:1 热采井的特殊螺纹接头应具有径向密封面和合适扭矩台肩结构的接头,以保证在采油周期接头受到很高的轴向拉力作用时,当扭矩台肩接触面压很低直到0时,仍能保持足够径向密封面压;2 扭矩台肩应能随高的压缩应力,以保证蒸汽注入周期,当接头受到很高轴向压应力作用时,连接螺纹不易跳扣,同时径向密封接触面压不因前部密封头部分弯曲变形而降低;3 在螺纹齿形结构设计上除应保证性本能好的对扣性能外,要特别保证特殊螺纹接头具有好的抗拉伸和压缩载荷特性。
热采条件下接头密封面压除受热应力影响外,还受应力松弛的影响,蠕变应力松弛对密封部密封配合量的影响,随着温度的升高而增大,它使配合量减少。
为此特殊螺纹接头以其优良的使用性能-较高的气密封性,接近管体的连接强度(除整体连接)及良好的耐粘结性受到油田的普遍重视,在许多油田得到应用,如VAM、NSCC、NK3SB、FOX、SEC扣等,这些接头基本满足了一些特殊井况(如深井、超深井、高压气井、热采井、水平井等)的石油天然气的勘探和开发的需要,推动了石油工业的发展。
管螺纹类型及规格

石油专用管螺纹管材的类型及规格
油套管是石油钻采工程中要求高、用量大的深度机械加工产品。使用螺纹将单根油套管连接成为长达数千米能承受数百大气压的长管柱——管状高压容器。1924年API制定了第一个油井管标准,油套管接头螺纹是每英寸10牙和每英寸8牙的V型螺纹,但后来被API8牙圆螺纹及偏梯型螺纹取代,并沿用至今。API SPEC 5B标准规定常用套管螺纹为圆螺纹(简写CSG)和偏梯形螺纹(简写BCSG)。 我国油气田通常普遍采用这两种螺纹接头。随着我国油气的勘探开发,尤其是深井、超深井、高压气井、定向井、含硫化氢等井的增多都对油套管接头的使用性能提出更高要求,API圆螺纹及偏梯型螺纹的气密性、连接强度、耐腐蚀性已不适应要求,为此各国纷纷展开特殊螺纹接头的开发和应用。以下对API圆螺纹、偏梯型螺纹以及部分特殊螺纹进行一一阐述。 1. API圆螺纹 圆螺纹有套管短圆螺纹(英文简写CSG,外观如图5所示)与套管长圆螺纹套管(LCSG)之分。油管圆螺纹英文简写为TBG,细分为不加厚油管螺纹(TBG)、外加厚油管螺纹(UP TBG)。 圆螺纹为无台肩锥管螺纹、需要有接箍连接,牙型为三角形、圆顶圆底,牙形角为60°,螺纹锥度为1:16,牙形角平分线与轴线垂直,当螺纹旋紧后,靠内外螺纹的牙侧面密封。 圆螺纹牙顶和牙底圆弧形有如下优越性: 1改善螺纹在旋紧时由于擦伤而引起的阻力 2上紧螺纹时,牙顶间隙为外来的颗粒和污物提供了一个有控制的间隙 3这种圆弧面牙顶对于因局部刮伤或凹痕损伤不敏感。 圆螺纹因其加工容易、密封性好、有一定的连接强度、现场维护和使用较简单、价格便宜的优点,在套管连接中被大量使用。 由于套管外径小至41/2,大至20寸,同种外径圆螺纹套管其螺纹接头形状有长、短之分,管体壁厚有厚、薄之分,材料钢级有高低之分,机紧扭矩有大小之分,这就使得套管和接箍的其它螺纹参数如:手紧紧密距牙数A等基本尺寸有所区别,所以,检验不同规格的圆螺纹套管及接箍螺纹的紧密距,要用相应规格的螺纹量规检验,必要时还要对检测数据进行相应的处理。 所有套管圆螺纹及接箍螺纹的基本形状是一样的,其齿高、螺距、锥度、牙型角等基本尺寸和公差范围完全相同。且齿顶和齿底圆弧形状、管端外倒角、消失锥角的要求也相同。 在API SPEC 5B标准中对同一种外径尺寸的套管圆螺纹,其检验用量规只有一种,且都是按照相应规格短圆螺纹的尺寸设计的,也就是说,量规的基本尺寸与对应的短圆螺纹的基本尺寸相同,这就意味着要一规多用,即该量规既要检验同种外径的长圆螺纹,也要检验同种外径的短圆螺纹。 2. 偏梯形螺纹 这种螺纹是为了提高抗轴向拉伸或抗轴向压缩载荷能力,并提供泄漏抗力而设计,英文简写BCSG,无台肩锥管螺纹、需有接箍连接,牙型为偏梯形、平顶平底。 规格为41/2-135/8的套管螺纹,直径上锥度为62.5mm/m,每25.4mm5牙螺纹(螺距为5.08mm);导向牙侧面与螺纹轴线的垂线间的夹角为10°;承载侧面与螺纹轴线的垂线间的夹角为3°;牙顶和牙底为锥形,与螺纹锥度平行;导向侧面牙顶的圆角半径(0.762mm R)比承载侧面牙顶的圆角半径(0.203mm R)大,这有助于对扣和上扣。旋紧时,螺纹是全牙型配合,螺纹牙顶到牙底之间的最大间隙为0.051mm。螺纹本身的机加工偏差造成接头螺纹部件一端的一个螺纹侧面上受力,并使配对接头螺纹构件在另一端的相反螺纹侧面上受力。在任何情况下,使用合适的螺纹脂或或镀层(或这两者)是保证螺纹泄漏抗力的又一手段。泄漏抗力只能通过完整螺纹长度范围内的适当组装(干涉量)来控制。这种接头螺纹的牙底沿连续锥体一直延伸到管体外表面上消失,接箍(内螺纹端部分)与不完整螺纹开始一直延伸到消失点。 3°承载侧面可使螺纹在高拉伸载荷下具有抗滑脱性能,而10°导向侧面可使螺纹承受高轴向压缩载荷。用手工方法修复螺纹应谨慎进行,并仅限于完整螺纹长度上很小一部分。对外螺纹的不完整螺纹部分进行谨慎修复不会影响对泄漏抗力的控制。 规格不小于16寸的偏梯套管螺纹,直径上锥度为83.33mm/m,每25.4mm5牙螺纹,平顶和平牙底平行于管子轴线,这有助于对扣和上扣。所有其它尺寸和螺纹圆角半径都与规格不大于133/8的套管相同。使用合适的螺纹脂和镀层对保证泄漏抗力是很重要的。 偏梯形螺纹牙型的优点: 1)由于偏梯形螺纹具有3度承载牙侧面和10度引导牙侧面,所以能够承受足够大的拉伸或压缩载荷。特别是3度承载牙侧面使套管螺纹具有足够的抗拉强度。 2)牙顶牙底平面的斜度与螺纹斜度相同,而且牙顶有圆弧。引导牙侧面在牙顶的圆弧半径比承载牙侧面在牙顶的圆弧半径大,这样有利于螺纹的旋合。 但偏梯形螺纹密封性较低,尤其是套管下井后,在轴向拉力和一定的弯曲应力作用下,其抗气密封压力将进一步降低,同时螺纹接头发生了一次泄漏后,其二次气密封性会进一步下降。从套管接头结构示意图及偏梯螺纹啮合示意图可知,对于偏梯形螺纹套管接头,其密封部分主要有两部分:其一为扭矩台肩AB,另一部分为螺纹承载面S,此外,环形间隙中的螺纹密封脂在特定条件下也有密封作用。当偏梯形螺纹套管接头受到内压、拉伸及弯曲复合载荷的作用时,扭矩台肩AB及螺纹承载面S将叠加弯曲正应力,其扭矩台肩的接触压力减小,因而其密封压力降低。 目前为了提高套管接头的密封压力,各套管厂均在开发新的特殊接头,为了不影响接头的连接强度,新的特殊接头一般采用偏梯形螺纹或改进的偏梯螺纹,提高了扭矩台肩及螺纹承载面承载压力,设计各种各样的金属对金属的过盈配合结构,大大提高了套管接头的密封压力。 同其他所有石油管一样,套管螺纹连接是最薄弱的环节。螺纹连接的质量直接影响到套管柱的结构完整性和密封完整性,而螺纹加工精度又是螺纹连接质量的重要影响因素之一。5B标准对螺纹质量的控制指标多达十余项,螺纹单项参数如锥度、螺距、齿高、牙型角等可以借助于螺纹单项参数测量仪进行测量,测量结果很直观,不需要进行数据处理,也不易出错。而综合反映各单项参数及表面加工质量的、也是最重要的一个参量-紧密距,需用工作量规进行检验。由于要考虑量规的结构型式及与校对规的传递值、螺纹的长短、套管壁厚、钢级等,需要对测量数据进行必要的判断和处理,才能获得所需紧密距。 3. 常用套管的规格 API套管尺寸规格共有14种,它们分别是:114.3 (41/2),127 (5),139.7 (51/2),168.8 (65/8),177.8(7),193.7 (75/8),219.1 (85/8),244.5(95/8),273.0(103/4),298.4 (113/4),339.7 (133/8),406.4 (16),473.08 (185/8),508.0 (20),其中常用的有139.7 (51/2)、177.8(7)、244.5(95/8)和339.7 (133/8)四种。 API规定,套管钢级有H-40、J-55、K-55、C-75、L-80、N-80、C-95、P-110共8种,其中以H-40钢级最低,以P-110钢级强度最高,根据钢级不同,套管上所涂颜色也不同,常用钢级J-55涂绿色、N-80涂红色、P-110涂白色三种。 Φ139.7套管共有5种壁厚,其中J-55、K-55两种钢级包含三种壁厚是6.20、6.98和7.72毫米,C-75以上钢级包含的三种壁厚是7.72、9.17和10.54毫米。 Φ177.8套管共有8种壁厚,其中K-55以下钢级包含四种壁厚是5.87、6.91、8.05和9.19毫米,C-75以上钢级包含的六种壁厚是8.05、9.19、10.36、11.51、12.65和13.72毫米。 Φ244.5套管共有6种壁厚,其中K-55以下钢级包含三种壁厚是7.92、8.94和10.03毫米,C-75以上钢级包含的四种壁厚是10.03、11.05、11.99和13.84毫米。 Φ339.7套管共有6种壁厚,其中K-55以下钢级包含四种壁厚是8.38、9.65、10.92和12.19毫米,C-75以上钢级包含的两种壁厚是12.19和13.06毫米。 4. API标准螺纹存在问题 由上可知,螺纹连接强度和密封性是油套管两个主要技术指标。API圆螺纹及偏梯型螺纹不适合如稠油热采、超深井、重腐蚀进等较苛刻条件下使用,原因是与其结构、螺纹轮廓有关的密封、强度问题。圆螺纹只能承受相当于管体强度的60%~80%的拉伸负载,偏梯螺纹接头虽然有较高的连接强度,但在较高内压下密封性能很差。此两种螺纹一般借助于在合适的载体中含铅、锌、铜、石墨和硅油等组成物的螺纹脂来实现密封,这种形式密封一般只能在60~95oC以下温度工作。 因此API标准螺纹接头的密封主要通过螺纹脂、金属镀层和螺纹过盈啮合等方法实现。API圆螺纹牙根到牙顶间隙为0.152mm;偏梯螺纹最大间隙在导向侧整个牙高范围内,193.7mm以下规格套管牙顶间隙为0.178mm,219.1mm及以上规格套管则大至0.229mm。API标准螺纹接头的密封一是靠螺纹脂填堵该间隙并使内压力在公平啮合螺纹长度内(通常为3~5螺纹牙长度)的间隙两端产生一定压力降,从而实现密封作用。其二是靠螺纹牙侧面过盈啮合,形成若干个不确定的金属对金属接触密封(密封位置、接触压力受螺纹尺寸、镀层、螺纹脂影响),从而达到密封作用。 在静水压试验中圆螺纹和偏梯螺纹接头的密封性能随着管子尺寸、钢级变化而变化,管径越大、壁厚越厚、钢级越高,临界密封压力与管体内屈服压力之比越低,密封性能越差。而API圆螺纹除密封性能差外其抗拉强度也较低。API圆螺纹在正常条件下,接头的抗拉强度仅为管体强度的80%。在外压及轴向拉伸等双轴应力作用下,遇到较大弯曲或冲击载荷时易发生滑脱。主要原因是接头螺纹上载荷分布不均及牙形半角为30度,半角的正切值远高于牙侧面复合螺纹脂或镀膜层的摩擦系数,使抗滑脱阻力小于外力分量造成滑脱现象发生
石油常用专用管螺纹和管材的类型及规格

石油常用专用管螺纹和管材的类型及规格一、前言在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。
石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。
随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。
本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。
二、钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是API SPEC 7。
(螺纹外观见图3)API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型序号螺纹型式英文写法螺纹牙型规格与种类1 数字型(NC)Number style connection theads V-0.038RNC23-NC77共计13种2 内平型(IF)Internal-flush style connection threads V-0.06523/8in-51/2in共计6种3 贯眼型(FH)Full-hole style connection threadsV-0.065V-0.050V-0.04031/2in-65/8in共计5种4正规型(REG)Regular style connection threadsV-0.050V-0.04023/8in-85/8in共计8种1. 内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。
API螺纹的检验学习

API螺纹的检验学习API--AMERICAN PETROLEUM INSTITUTE(美国石油协会)Cham2015-12-251.石油管简介钻杆钻具钻铤方钻杆油井管转换接头油套管石油专用管管线管2.石油管螺纹的特点:带有一定锥度的螺纹,如1:4(3寸/12寸)、1:6(2寸/12寸)、1:8(1.5寸/12寸)、1:9.6(1.25寸/12寸)、1:12(1寸/12寸)、1:16(0.75寸/12寸)。
具有上扣速度快,连接强度高,密封性能好等特点。
主要用于钻具、油套管和管线管等石油管螺纹连接。
3.石油管螺纹特性螺纹连接部位是最薄弱的环节,失效事故80%以上发生在螺纹连接处。
因此,螺纹主要应具备两个特性:结构完整生:就是螺纹啮合后应具备足够的连接强度,不致于在外力作用下使结构受到破坏。
密封完整性:就是要能够保证含有数以百计螺纹连接接头的管柱在各种不同受力状态下承受内外压差(一般为几百个大气压)的长期作用而不泄。
结构完整生和密封完整性是油井管两个极为重要的技术指标。
4. 螺纹检测的目的:就是要把存在螺纹质量问题的管子检查出来,防止不合格管出厂或下井,最大限度避免或减少油井管失效事故的发生。
生产厂要经过工序检验、巡检、入库前抽检(成品库抽检)等多道工序把关;各油田还要进行到货后商检(验收)或派人到工厂监造或在出厂前、装船(车)前检验,有的油田则委托第三方检验机构驻厂监造。
油田除螺纹参数、外观按比例抽检外,有的单位还要对螺纹接头进行静水压密封性能检验。
油井管下井前,作业员还需要对螺纹进行外观检查(有无变形、损伤、锈蚀等)。
5.石油管螺纹检测5.1 检测项目5.1. 1 螺纹外观(缺陷、缺欠)5.1. 2螺纹参数及几何尺寸(牙高、锥度、螺距、牙半角、紧密距等)5.2螺纹形式及代号钻具:数字型接头NC(NC23~NC77)正规型接头REG(2 3/8REG~8 5/8 REG)内平型接头IF(2 3/8IF~5 ½ IF)贯眼型接头FH(3 1/2FH~6 5/8FH)螺纹有左右旋之分。
石油钻杆接头螺纹量规

石油钻杆接头螺纹量规标签:杂谈石油钻杆接头量规是检验石油钻杆接头螺纹的一种综合量具,根据钻杆接头形式的不同,量规可分为正规型、贯眼型、内平型和数字型四种,每种又有一系列的规格。
是石油钻杆接头、水龙头、方钻杆、钻铤等钻杆构件的连接螺纹的检验量具。
石油专用螺纹量规的特点在于:控制塞规和环规的螺纹单项要素(锥度、螺距、半角和塞规中径);用校对塞规作为检验基准,与它配对的校对环规作为传递基准,把校对环规与校对塞规的配对紧密距,传递给工作规得到互换紧密距,再传递给产品螺纹。
石油螺纹用于石油行业,根据使用需要细分成直的和有锥度的、不同的牙型,其品种、规格较多,主要分为四大类:1、石油钻具接头螺纹量规,是检验石油钻杆接头、方钻杆和钻铤等钻杆结构件的连接螺纹的检验量具。
根据钻具接头形式的不同,量规可分为正规型(REG)、贯眼型(FH)、数字型(NC)三种;而内平型(IF)则在逐步淘汰。
石油钻具接头螺纹量规正规型(REG)规格有23/8REG、27/8REG、31/2REG、41/2REG、51/2REG、65/8REG、75/8REG、85/8REG。
贯眼型(FH)规格有31/2FH、41/2FH、51/2FH、65/8FH。
数字型(NC)较常用规格有NC23、NC26、NC31、NC35、NC38、NC40、NC44、NC46、NC50、NC56、NC61、NC70、NC77等等。
2、石油套管螺纹量规, CSG(短圆螺纹套管,螺纹为圆螺纹,齿顶、齿底为圆弧状;锥度为1:16;牙型角为60,牙侧角为30;螺距为3、175和2、54,牙型高度:1、810、1、412,每英寸8牙、10牙时),长圆螺纹套管代号(LCSG)。
B CSG(偏梯形螺纹套管,133/8″以下锥度为1:16,16″以上锥度为1:12,螺距为5、08(5牙/寸);牙型高为1、575;牙侧角为3和13,牙型角为13。
注:133/8″以下,螺纹齿顶、齿底与母线平行;16″以上,螺纹齿顶、齿底与轴线平行。
石油接头螺纹新旧及牙型尺寸表
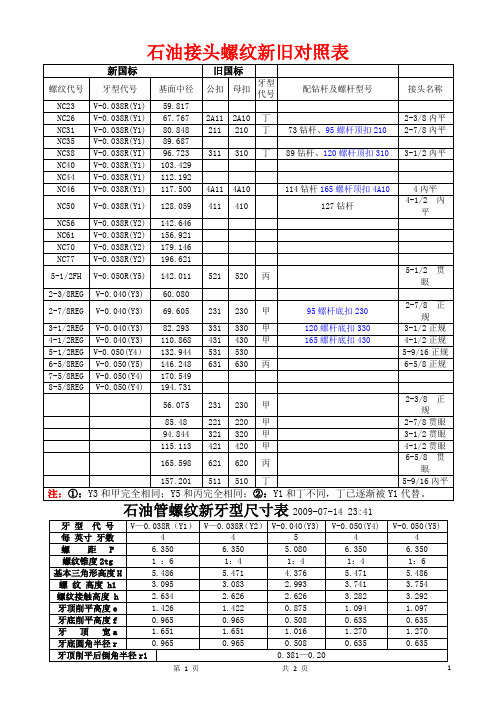
V-0.050R(Y5)
142.011
521
520
丙
5-1/2贯眼
2-3/8REG
V-0.040(Y3)
60.080
2-7/8REG
V-0.040(Y3)
69.605
231
230
甲
95螺杆底扣230
2-7/8正规
3-1/2REG
V-0.040(Y3)
82.293
331
330
甲
120螺杆底扣330
170.549
8-5/8REG
V-0.050(Y4)
194.731
56.075
231
230
甲
2-3/8正规甲
2-7/8贯眼
94.844
321
320
甲
3-1/2贯眼
115.113
421
420
甲
4-1/2贯眼
165.598
621
620
丙
6-5/8贯眼
157.201
511
510
丁
5-9/16內平
4A10
114钻杆165螺杆顶扣4A10
4內平
NC50
V-0.038R(Y1)
128.059
411
410
127钻杆
4-1/2內平
NC56
V-0.038R(Y2)
142.646
NC61
V-0.038R(Y2)
156.921
NC70
V-0.038R(Y2)
179.146
NC77
V-0.038R(Y2)
196.621
石油接头螺纹新旧对照表
新国标
石油螺纹的测量和检验
验的依据ꎻ标准 7 ~ 9 是石油专用螺纹检验和测量用量
纹的质量符合要求ꎮ
字ꎬ但并未 给 出 加 工 步 骤 和 工 艺ꎬ 仅 是 给 出 了 各 个 位
具的校准规范ꎮ 虽然标准 2、标准 5 名称中都有加工二
初投稿收稿日期:2021 - 04 - 12ꎻ修改稿收稿日期:2021 - 05 - 08
(1. CNPC Tubular Goods Research Instituteꎬ Xi′anꎬ Shaanxi 710077ꎬ Chinaꎻ 2. Bohai Equipment Petroleum Special Pipeꎬ Tianjin 300280ꎬ China)
Abstract: This paper points out the necessity of measurement and inspection of OCTG threadꎬ and introduces the reference standards. 互换
紧密距可能相差较大ꎬ不利于确保测量结果的准确性ꎮ
部分校准机构在校准工作量规紧密距时对校准结果依
据校对量规的偏离情况对校准结果进行修正ꎮ 修正后
有利于量值统一ꎬ但修正过程会增加工作量ꎬ降低校准
效率ꎬ且进行修正在相关标准中并无依据ꎮ API Spec 7 -
于石油管材的硬度ꎮ 在抗硫管材及 9
in 以上大规格
套管螺纹接头紧密距检验时ꎬ螺纹量规划伤产品的现象
纹量规紧密距值减小约 0. 1 mmꎮ 油管、套管螺纹量规校
时有发生ꎮ 旋合之前ꎬ在螺纹上淋稀释后的螺纹脂能起
结果的重复性、稳定性ꎮ 但是现在 JJF 1108 中推荐的最
纹、短圆螺纹套管紧密距检验都使用短圆螺纹量规ꎬ套
石油管外螺纹顶径及椭圆度的优化测量方法
石油管外螺纹顶径及椭圆度的优化测量方法以石油管外螺纹顶径及椭圆度的优化测量方法为题,将探讨如何准确测量石油管外螺纹的顶径和椭圆度,并提出一种优化的测量方法。
石油管是石油开采和输送过程中不可或缺的重要设备。
在石油管的连接处通常采用螺纹连接,以确保管道的密封性和稳定性。
石油管外螺纹的顶径和椭圆度是影响螺纹连接质量的重要参数。
准确测量石油管外螺纹的顶径和椭圆度对于确保螺纹连接的密封性和可靠性具有重要意义。
测量石油管外螺纹顶径的传统方法通常使用卡尺进行直接测量。
但由于螺纹结构的特殊性,使用传统方法进行测量往往会出现误差较大的情况。
为了提高测量的准确性和精度,可以采用光学测量方法。
光学测量方法利用光学传感器对螺纹进行扫描,通过测得的光学数据计算出螺纹的顶径。
相比于传统方法,光学测量方法具有非接触、高精度和高效率的优势,能够有效地解决传统方法中存在的误差问题。
测量石油管外螺纹椭圆度的传统方法通常使用投影仪进行测量。
投影仪通过投影光线在螺纹上形成投影图像,通过对投影图像的测量和分析得到螺纹的椭圆度。
然而,传统的投影仪测量方法存在测量结果的主观性和人为误差的问题。
为了提高测量的准确性和可靠性,可以采用三维扫描仪进行测量。
三维扫描仪能够快速地获取螺纹的三维数据,并通过对数据的处理和分析得到螺纹的椭圆度。
相比于传统方法,三维扫描仪具有高精度、高效率和低误差的优势,能够更准确地测量石油管外螺纹的椭圆度。
为了优化石油管外螺纹顶径和椭圆度的测量方法,可以采用综合应用光学测量和三维扫描仪的方法。
首先,使用光学测量方法对螺纹进行顶径的测量,得到螺纹的顶径数据。
然后,使用三维扫描仪对螺纹进行椭圆度的测量,得到螺纹的椭圆度数据。
最后,将两种测量方法得到的数据进行综合分析,得出石油管外螺纹的顶径和椭圆度。
综合应用光学测量和三维扫描仪的方法可以充分利用两种方法的优势,提高测量的准确性和可靠性。
光学测量方法能够快速获得螺纹的顶径数据,而三维扫描仪能够准确测量螺纹的椭圆度。
钻杆扣型介绍
石油常用专用管螺纹和管材的类型及规格一、前言在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。
石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。
随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。
本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。
二、钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是APISPEC7。
(螺纹外观见图3)APISPEC7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型序号螺纹型式英文写法螺纹牙型规格与种类1数字型(NC)NumberstyleconnectiontheadsV-0.038RNC23-NC77共计13种2内平型(IF)Internal-flushstyleconnectionthreadsV-0.06523/8in-51/2in共计6种3贯眼型(FH)Full-holestyleconnectionthreadsV-0.065V-0.050V-0.04031/2in-65/8in共计5种4正规型(REG)RegularstyleconnectionthreadsV-0.050V-0.04023/8in-85/8in 共计8种1.内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。
所有规格螺纹均采用V-0.065平顶平底三角形牙型,这种牙型为平牙底,牙顶较宽度为0.065英寸(1.651mm)。
石油螺纹介绍
扣型是工具中最常见的部分,也是比较难区分的一部分。
扣型对于工具师或是监督是很重要的,一个工具师如果不了解扣型,要料、准备到指挥作业都是行不通的,要出大问题的。
这一周主要是学习认识各种常见扣型,包括油管扣型,冲管扣型,筛管盲管扣型,密封单元连接扣形,钻杆扣型等。
1、常见油管扣型(Tubing Joint)油管常用扣型分为三种分别是EU、NU和NewVam。
这三种扣型在工具车间都能找到,其中EU和NU单独从扣的外观上很难区分,都是三角扣型,但是从整个管柱就能很容易区分,那就是EU表示外加厚NU表示没有外加厚。
New Vam实际是一种梯形扣(扣截面呈矩形),也是不带外加厚的,所以也很容易区分。
下面将用示意图详细介绍三种扣型。
1)EU(External upset)外加厚EU扣是一种外加厚油管扣型。
在车间货架上认识变扣接头过程中还会发现三种和EU有关的biano标识。
其中EUE(External Upset End)表示外加厚端,EUP(External Upset Pin)表示外加厚公扣,EUB(External Upset Box)表示外加厚母扣。
除了用pin和box表示公扣母扣外,其他表示公扣有1. external thread 2. male 3. male thread。
母扣有1. female thread 2. internal thread 3. box 4. box thread。
图1-1 EU扣型2)NU(Non-upset)没有外加厚NU表示是没有外加厚的油管接头。
除了没有外加厚外和EU一般还有一种区别就是NU一般每英寸10扣,EU一般每英寸8扣。
其中NUE表示非加厚端或者说端部非加厚。
同样E表示End。
[以上说法来源《石油大典》。
]图1-2 NU扣型3)New VAM这种扣型特点是扣截面基本为矩形,螺距间隔相等,锥度不大,没有外加厚。
在车间的生产滑套套筒端部见到。
图1-3 New VAM扣型2.钻杆常用扣型总结钻杆扣一般常见为REG和IF扣,其他如FH等在工具车间没有找到。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8.45 9.06 9.48 10.32 16.11 17.70 18.97 20.24 22.94 25.63 30.71 36.11 41.19 44.37 49.45 54.53 59.61
3 3 3 3 3 3 3 3 3 2 2 2 2 2 2 2 2 2 2 2 2 2
60°圆锥管螺纹 Z NPT -
米制锥螺纹 ZM ZM 2)
3.5 5.5 5.4 7.1 6.8 8.3 9.3 8.9 9.6 12.5 12.5 12.8 13.1 12.0 12.5 12.2 13.1 12.8 12.8 12.5 12.2 13.4
3.04 5.08 4.92 6.28 6.10 8.22 8.32 8.74 9.17 16.24 15.69 15.56 16.25 16.59 18.75 21.16 22.83 24.10 22.14 20.87 21.18 23.08
10.3 13.7 17.1 21.3 26.7 33.4 42.2 48.3 60.3 73.0 88.9 101.6 114.3 141.3 168.3 219.1 273.0 323.8 355.6 406.4 457.2 508
4.10 5.79 6.10 8.13 8.61 10.16 10.67 10.67 11.07 17.32 19.46 20.85 21.44 23.80 24.33 27.00 30.73 34.54 39.67 46.02 50.80 53.98
11.9 15.3 18.7 22.9 28.3 35.0 43.8 49.9 62.7 75.4 91.3 104.0 116.7 143.7 170.7 221.5 275.4 326.2 358.0 408.8 459.6 510.4
1.3 3.1 2.9 4.0 3.9 5.7 5.8 6.2 6.0 12.5 12.0 11.8 12.5 12.8 14.9 17.2 18.8 20.0 18.1 16.9 17.2 19.0
石油管线管螺纹
螺纹代号 螺距(牙数) 锥度 大端大径D4 基准距离L1 有效螺纹长度L2 螺纹全长L4 基面中径E1 机紧后J 接箍端面到基面M 接箍端孔直径Q 接箍端孔深度q 完整螺纹最小长度Lc
GB9253.4-88
手紧紧密距牙数A
1/8LP 0.940(27) 1/4LP 1.412(18) 3/8LP 1.412(18) 1/2LP 1.814(14) 3/4LP 1.814(14) 1LP 2.210(11.5) 11/4LP2.210(11.5) 11/2LP2.210(11.5) 2LP 2.210(11.5) 21/2LP 3.175(8) 3LP 3.175(8) 1:16 31/2LP 3.175(8) 4LP 3.175(8) 5LP 3.175(8) 6LP 3.175(8) 8LP 3.175(8) 10LP 3.175(8) 12LP 3.175(8) 14DLP 3.175(8) 16DLP 3.175(8) 18DLP 3.175(8) 20DLP 3.175(8)
9.489 12.487 15.926 19.772 25.117 31.461 40.218 46.287 58.325 70.159 86.068 98.776 111.433 138.412 165.252 215.901 269.772 320.492 352.365 403.244 454.025 504.706
6.70 10.21 10.36 13.56 13.86 17.34 17.95 18.38 19.22 28.89 30.48 31.75 33.02 35.72 38.42 43.50 48.90 53.98 57.15 62.23 67.31 72.39
9.97 15.10 15.26 19.85 20.15 25.01 25.62 26.04 26.88 39.91 41.50 42.77 44.04 46.74 49.43 54.51 59.91 64.99 68.17 73.25 78.33 83.41
标准号 55°圆柱内外螺纹 55°圆锥内螺纹 55°圆锥外螺纹 GB 133-74 G ZG ZG GB 7306-87 Rp 1) Rc R GB 7307-87 G GB/T 12716-91 GB/T 1415-92 -
1) Rp是与圆锥外螺纹配合的圆柱内螺纹,它不同于GB7306中的圆柱内螺纹G。 2)与米制圆锥外螺纹配合的普通, 但需要螺纹代号后加注标准号,以区别于一般的普通螺纹,如M6·GB/T 1415
石油管线管螺纹
GB9253.4-88
锥管螺纹