软质泥料制砖人工干燥探讨
砖坯的干燥制度
砖坯的干燥制度一干操阶段的划分:由于砖坯中的水份分别以紧紧吸附在顺粒表面形成水膜的吸附水和被挤压积聚在颗粒之间的自由水两种形式存在。
在干燥过程中,自由水首先蒸发排出。
同时,相邻颖粒迅速占自由水排出后的剩余空间而相互靠拢,坯体产生收缩。
由于干燥总是由坯体外层向内逐步进行,收缩也总是外快而内慢,造成内部被外部压紧,外部向内部挤胀,一旦这种压紧和挤胀超过了泥料的弹性系数(1%~2%),必将胀破坯体表层,产生干燥裂纹。
尤其在千燥的初期阶段,砖坯表层的自由水迅速蒸发,同时内层的自由水依次向表层移动形成内湿外干的湿度梯度,由于这时砖坯本身的含水量较高,其与周围环境的湿度差较大,脱水速度和干燥收缩速度也较快,到本阶段结束,约可脱去其水份的20%~50%,收缩量也将达到其总收缩量的一半,是最容易产生干燥裂纹的危险期,这一阶段常为24~72小时,对干燥敏感性系数大于2的泥料制成的砖坯有时要一周以上。
并均以砖坯表面已均匀变色,触摸时手上没有湿印为本阶段结束的标志。
世界砖瓦网进入干燥的中期阶段后,表层的自由水已基本脱去,砖坯深部的水必须在先扩散到表层以后才能蒸发脱去,砖坯的干燥和收缩度明显减慢。
至本阶段结束时,自由水已基本排完,干燥收缩也基本结束。
这时,紧裹在颗粒表面的吸附水才开始蒸发。
由于吸附水要在挣脱了颗粒约束获得自由以后才能从缝隙中挤到砖坯表面蒸发脱去,比自由水困难多了。
因此,在同一干燥条件下,脱水速度大幅度下降。
但因已停止干燥收缩,产生干燥裂纹危险已不存在,可以采取提高热风温度、降低相对湿度的办法来加速干燥。
二临界点和临界含水率:如前所述,在干燥的中期阶段结束以后自由水已基本排完,干燥收缩也基本结束,可以加快干燥。
砖坯人工干燥的理论与实践
砖坯脱水干燥是成型加水增塑 的逆过程 , 砖坯 的干燥任务是确保砖坯脱水后达到预期干燥 的程
度, 几乎 无裂 纹并 且不 变形 。
( 或浓度 ) 等于在湿坯表面温度时湿空气的饱 和水 蒸气分压 ( 或浓度 ) 。此时湿坯表面温度 等于介质
() 与() 表达 不 同, 2式 1式 原理 是一 致 的, 是 它 用浓度( N 来 表示 。例如干湿球温差为 1 g m) / ℃时, 湿坯表 面的水蒸气 浓度略大于介质 的水蒸气浓度 O 3g m , . 3/ 这时水蒸气顺着 密度大 的地方移 向密 5 N 度 小 的地 方 , 燥 缓慢 进 行 。若 干 湿球 温 差 为 2 干 ℃, 则 湿坯 表 面 的水蒸 气 浓度 大 于介 质 水蒸 气 浓度 1 6g m , . 6/ 外扩散速度增大 2 , 0 N 倍 干燥将加速进行 。 在干湿球温差很大时, 坯子表面的外扩散速度 就更 过急形成裂纹。
具备这两个条件 , 湿坯脱水干燥才能进行。 上述两个条件具备 了, 湿坯就能脱水干燥 , 但 不一定能完全干燥。例如将湿坯放在阳光下晾晒 , 两个条件是具备了, 但坯子很快开裂成为废品。 热量是砖坯脱水 的原 动力 , 在人工干燥室 内,
特别在排除湿坯 自由水时, 由于 内扩散速度一时难 以跟上导致坯子产生强大有害应力而开裂 。
中湿 坯 表 面 的 水 蒸 气 压 ( 浓 度 ) 须 大 于 气 流 中 或 必
在内) , 肥泥团具有较大的收缩性 和较多的结合水 , 瘦泥团具有较小的收缩性和较少的结合水 , 由于它 们收缩不一致 , 产生许多局部有害应力 , 因而形成 很多裂纹 。还有一种情况是挤泥机严重不匀 的断 面 泥流速 度 , 走快 的密度 大 , 缩小 ; 慢 的密度 小 , 收 走 收缩大 , 导致砖坯 自身产生收缩应力差而在干燥过 程中弯曲变形 。这就是干燥裂纹形成 的基本原因。 增强泥料掺配的均匀性 , 调整挤 出机泥流速度 一致 , 成型湿坯 的收缩 , 提高对高敏感性 泥料的湿 制度等 , 以有效地减少砖坯各部位 的收缩不均匀 可 性 。同时 , 产作业的平衡管理 , 生 也是消 除砖坯裂 纹 , 高干 燥质 量 的重要 措施 , 提 现叙 述 如下 :
对煤矸石多孔烧结砖干燥过程的认识

为了有效地防止砖坯的干燥裂纹, 应先了解砖坯 在不当干燥中产生裂纹的原因。由于泥料的弹性伸张 率只有 1%~2%, 在 不 当 干 燥 的 初 期 , 砖 坯 的 边 棱 和 表 皮迅速脱水, 产生收缩, 但其内部还是很湿的, 整个砖 坯的体积并没发生多大变化, 当已经干燥了的表皮和 边棱与仍在湿润状态下的整个坯体的长度差超过了 1%~2%, 收缩了的表皮和边棱包裹不了湿润的坯体, 便被拉裂, 产生网状裂纹。
24
www.brick- tile.com
阶段造成较大横向裂纹的原因。 与自然干燥相比, 人工干燥具有大量节约土地和
提 高 干 燥 效 率 、节 约 人 力 、减 少 砖 坯 损 耗 以 及 充 分 利 用余热等优点。
为保证砖坯在预热段能有一个只升温不排潮的 湿润环境, 应经常检测该段排潮气体的相对湿度是否 饱和, 小开 9# 热风门, 使升温带湿气进入预热带, 以增 加相对湿度。与此同时, 为防止升温段的低温饱和湿 气 进 入 预 热 段 造 成 冷 坯 凝 露 、吸 潮 垮 垛 , 应 开 启 平 衡 风机, 通过平衡管道将干燥带部分相对温度较高的湿 热空气送至预热带。同时, 经常检查干燥室截止门, 确 保其密封, 防止冷气从此进入影响排潮风机从干燥室 抽走潮气的能力。
150℃的热风干燥, 10 h 把砖坯干透, 砖坯也不会产生 干燥裂纹。一般说来, 当原料的干燥敏感系数小于 1 时, 干燥的困难较小, 一旦干燥敏感系数大于 2, 干燥 时的麻烦就多了, 除对原料进行瘦化处理外, 还应调整 送风温度, 延长干燥时间, 避免干燥收缩产生的应力裂 纹。对于干燥线收缩率较大的原料, 其制品更应缓慢干 燥, 否则, 坯体将出现严重的干燥裂纹而成废坯。生产 中, 要求原料的线收缩率小于 60%, 否则, 应对原 料 进 行瘦化处理。
煤矸石淤泥空心砖的人工干燥工艺
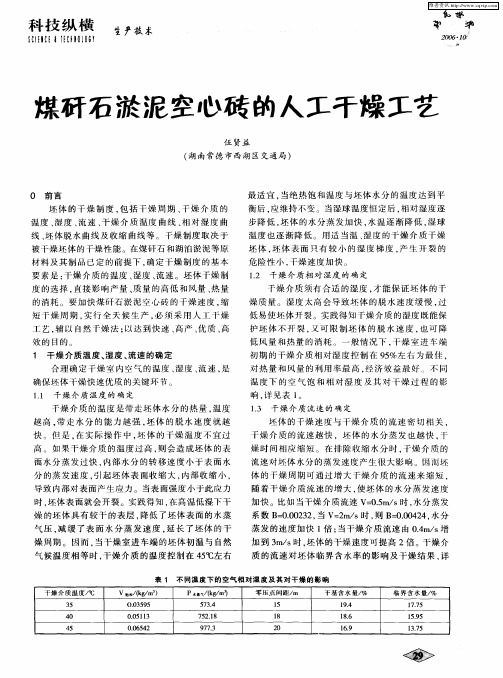
效 的 目的。 1 干 燥 介质温 度 、 度 、 湿 流速 的确定
衡 后 , 维持 不变 。当湿 球 温度 恒定 后 , 对湿 度逐 应 相 步 降低 , 体 的水分 蒸 发加 快 , 温逐 渐 降低 , 坯 水 湿球
温度 也逐 渐 降低 。用适 当温 、 湿度 的干燥 介 质 干燥 坯 体 , 体 表 面 只有 较 小 的湿 度 梯 度 , 生 开 裂 的 坯 产
l 5
l 8
干基 含 水 量 / %
l . 94
l . 86
临 界 含 水 量/ %
1 .5 77
l .5 59
4 5
Oo 5 2 .6 4
9 73 7 .
2 0
l . 69
l .5 37
维普资讯
耋貅 产
科 S技 纵 横
坯体 的干燥 速 度与 干 燥 介质 的流 速 密 切相 关 .
干燥 介 质 的流速 越快 ,坯体 的水 分蒸 发 也越 快 , 干
燥 时 间 相应 缩短 。在排 除 收缩 水 分 时 , 干燥 介 质 的
高 。如果 干燥 介 质 的温 度 过 高 , 会 造成 坯 体 的表 则
面水 分蒸 发 过快 , 内部 水分 的转 移速 度 小于 表 面水
维普资讯
知
科 技 纵 横 生 技术 产
3 lIlfcl 【6 … I 0 c 0 y
20 i 0 6・ 俘
煤 研 石 淤 泥 空 心砖 的 人 工干 燥 工艺
伍 贤 益
( 南常德 市西 湖 区交通局 坯体 水分 的蒸 发速 度产 生很 大影 响 。因而 坯
体 的干燥 周 期 可通 过增 大干 燥介 质 的流 速 来缩 短 . 随着 干 燥 介质 流速 的增 大 , 坯 体 的水 分 蒸 发速 度 使 加快 。比如 当干燥 介 质流速 V 05 s , =. m/ 时 水分 蒸发
人工干燥砖坯工艺若干技术调控
采用蒸汽加热处理泥料 的热挤 出成型工艺 , 正是 为 加 速 干燥 提 供 良好 的内 因条 件 。实 践 证 明 , 热 挤 出
成 型砖 坯 干燥 周 期 可 以缩 短 3 0% 4 O% , 甚 至 更
码车过程 自然 降温并脱去一部分水后 的最终 温度仍 高于干燥室进车 口介质的湿球温度 , 此时砖坯表面的
I mp r o v e me n t o f a r t i ic f i a l d r y p r o c e s s i n b r i c k a n d t i l e i n d u s t r y ( u )
HI 7 ANG Li e - wu
人工干燥砖坯工艺若干技术调控 =
黄 烈武
摘要 : 详 细 阐述 了砖 坯 干燥机 理 , 分析 了砖坯 出现 干燥 裂 纹的成 因 , 提 出 了提 高干燥质 量 的措 施 : 增 强泥
料 掺 配的 均 匀性 , 调 整挤 出机 泥流速 度 一致 , 降低 成型 湿坯 的收 缩 , 提 高对 高敏 感性 泥料 的湿传 导能 力 ,
设 计 及调 整 干燥 室使 其 具有 合 理 的干燥 制 度 、 强化 生 产作 业 的平衡 管 理等 均 可以有 效地 减 少砖坯 各 部
位 收 缩不 均 匀性 , 消除砖 坯 裂纹 。
关键词 : 干燥机理; 干燥裂纹 ; 泥流速度 ; 湿传导 ; 干燥制度
中图分类号 : T U5 2 2 . 0 6 3 文献标识码 : A 文章编号 : 1 0 0 1 — 6 9 4 5( 2 0 1 3) 0 4 — 0 0 0 3 — 0 8
水 蒸 汽压 大 于介 质 的水 蒸 汽分 压 , 砖 坯 内部 水分 迅 猛
制砖过程之砖坯的干燥

制砖过程之砖坯的干燥砖坯干燥是其塑性成型的逆过程。
成型时依靠吸附在泥料颗粒表面而成为不能任意流动的完整的水膜(吸附水)和水膜以外的自由水所形成的足够的粘结力而挤出成型。
而在其后的干燥、焙烧过程中又必须首先把这些水份全部排出。
因此,砖坯成型时用的水越多,干燥焙烧时需要排出的水量也越多。
所以盲目增加成型水份尽管成型较为容易,但砖坯太软,以后的工序麻烦更多,全面考虑,得不偿失。
须知,砖坯在干燥和焙烧的过程中,把lkg的水变成lkg的水蒸汽,需要1300大卡的热量,而这1kg的水蒸气又需要约30m3的空气才能把它们带走。
如果砖坯的成型水份增加1%,对一块3kg重的普通实心砖坯来说,只多了0.03kg水,实在不多,问题是我们生产砖是以万、十万、百万、千万来计算的,这个1%也就变成庞然大物了。
还是拿l%的水份来说,一块砖坯0.03kg水,一万块砖坯就是300kg水,至少要有39万大卡的热量才能把它们全变成水蒸汽,这就需消耗56kg标准煤,同时这些水蒸汽还需约9000m3的空气才能把它们带走。
就砖厂目前常用的离心风机来说,当全压为1000pa左右时,每排出1万m3空气需4~7KW·h的电能。
则每生产一千万块砖坯,就这一个百分点的水份就要多用56吨标准煤和4000~7000度电,一两万块钱就没有了。
如果增加的成型水份是2%,产量是5千万块呢,损失就更大了。
世界砖瓦网不仅如此,由于在干燥过程中,随着成型水份的排除,泥料颗料互相靠拢,坯体产生干燥缩,而且,砖坯在干燥过程中所排出的成型水份的体积基本上等于其收缩的体积。
因此,砖坯的成型水份越高,其干燥时的收缩量也越大,产生干燥裂纹的威胁也越严重。
所以,在同样干旱的条件下,水田的裂口要比早地大得多。
如上所说,砖坯在干燥时变成了蒸汽的水,要靠其周围的流动空气带走,实际上只有砖坯的表面才能和空气充分接触,也只有在其表层水份开始脱去后,砖坯内部的水份才可能通过毛细孔逐步渗透到表层接触空气蒸发脱去。
新世纪我国粘土砖生产与应用的回顾与前瞻
短期 内, 无论数量 、 工便 利 、 施 乃至价 格还 不能取代 牯 土砖 故 难 被农 民所接受 。在建筑结构方面 , 农村 多层砖 混结 构为
主, 也适台选用牯土砖 。
据悉 , 国要 在十年内 , 我 通过农村城镇化 的实施 , 将使一亿
而激发 了制砖业的异军突 起 、 囱林立 。乡镇砖 厂在 全 民办 烟 建材” 的号召下 , 名正言顺 、 理直气壮地为国分忧 :而且广阔的前景 :为此 , 理应就 全国
粘土砖的生产和应用 , 进行深人 的研 究和探讨 。 1 回顾 我国粘 土砖 的发展历程
家一分钱 , 即可在 短期 内向市场批 量提供 产品。于是全 国砖厂
飞速发展到 I 2万 家 。19 90年 全 国产 实心 牯土砖 4 8 .3亿 45 1 块 ,9 2年 高达 50 19 20亿 块 :经 4 0年之后 , 在 比 15 现 9 2年 的
我国曾长期处于半封建半殖民地的境界 , 贫穷落后 。建 国 韧期一穷二白 、 百废待兴 。急需大量砖瓦 加速城市 建设 在 三年恢复 、0年 建设 、 1 第一个五年计划 的 16个项 目中 , 5 就有北 京豆店 、 新都 、 东总 屯三家砖瓦厂 , 足 说明 国家 对砖 瓦工业的 重视程度。以首都 为例 , 4 年全 市只有私营窑厂 2 , 1 8 9 0家 年产
维普资讯
查丝 竖; 董堑由
t 编 接】 雉维持料革新“ 雀《 十五” 规划》 中到 20 05年发展 目糯最 : 粘土砖总量控射在 40 交 50 撂璇 年 漓 辖童砖霾我 国有若悠久的生产所 走, 一 目蒴铅是我 国圭要 的墙罐 材料乏 一。面斗“ 禁 蒜” 藏蘩酶蘧簪参 落实, 粘童砖崔奎牡奢是谊搠 底破 清囊, 惹 囊事寮是 , 运 霹地铆蜜, 由“ 再 实 ” 向 冀宝 施≥ 囊蠢 或 进一步撼 高产 品的技 舔招舞 , 螬如 嚣的稿 西群豢繁德蒜稃翡瘴橱光 天……。 邋惹 夺赣嚣蒸共 簿筵滢、 慈考鲥问题。拳期刊登 了拳璃聋老先生肆转王磅帝运的恍疼和建议 , 有些 愆 囊 簿待 礴 榷 擒却穰琨 一锤老砖 瓦人的责搔感和镁命蠹, 也季堕墓 拳的走采美 粘土砖 的命
砖坯人工干燥若干技术问题分析
干燥 , 而吸湿成 为烂 泥 。所 以湿坯 获取 热 量 , 反 只具 备 了蒸 发 水 分的条件 , 而更 重要的条件则 是湿坯 表面水 蒸汽 压力一 定要
大于周 围介质 的水蒸 汽分压力 。 湿空气饱 和水蒸 汽分 压力 的数学 表达式 如下 :
7 4 7 3t
量 后变成气体 状态 , 由砖 坯表 面 将水 蒸汽 移入 附 近气 流 中。 再
维普资讯
本 栏 编 辑 : 国凤 孙
砖 坯 入工 干 燥若 干 技 术 问题 分析
黄 烈武 ( 京 市 南 湖 实 业公 司 , 京 北 北 10 3 ) 0 8 1
人工干燥砖 坯与 自然 干燥 砖坯 的共 同点是 在确 保砖 坯 质 量 前提下 , 将砖坯 中的水分脱 出 , 以增 强砖坯 的机 械强 度 , 便于 运 输和码窑 , 这种脱 除所含水分 的过程 叫做 干燥 。 脱水过程 是水分 自砖 坯 内部移 向表 面 , 由液体状 态得 到热
水 分 自砖坯 内部移 向表 面的过程 叫内扩散 , 蒸汽 由砖坯 表面 水 移 入附近气 流 中的过程 D  ̄ 扩散 。 Lt I"
P = 1. 。 6 0 5×12  ̄ 03 t 5
() 1
式 中 P 各温度 时湿空气饱 和水蒸汽分 压力 ,a t 一 P;
t 温度 , 。 一 ℃
自然干燥 是砖坯 吸收大气 中的热 量 , 并借 助大 气的空 气的
流动来脱 出水 分 的。 由于 大 气 的 温度 比较 低 , 含量 比较 高 湿 ( 相对 于大气温度而 言 ) 空 气 的流 动不 匀且慢 , 以干燥 周 期 , 所 较 长 , 要十多天甚 至二 十 多天 , 需 而人 工干 燥是 在 制砖 坯过 程
黏土空心砖自然干燥工艺及管理要点
( 3 ) 临界阶段 , 是等速阶段过渡到降速阶段的转 折点 , 称为 临界点。此时 的坯体表面水分等于大气 含水 量 , 坯 体 加 速 干 燥 只 增 加 体 内 的孔 隙 , 不 会 产
生裂纹。
ห้องสมุดไป่ตู้
( 4 ) 降速阶段 , 坯体干燥速度随每一瞬间减慢直 至终止 , 分 两 小 段 。第 一 小 段 的坯 体 粗 毛 细 管 已不
积, 加快 了干燥 速度 , 缩短 了干燥周 期 。 ( 2 ) 坯体孔洞 率一般在 2 5 % 以上 , 可 充 分 发 挥 孔 洞 内壁蒸 发面 积 的脱水 作 用 。
( 3 ) 空心砖坯干燥收缩绝对值偏大 , 干燥周期缩 短, 容易产生裂纹。 ( 4 ) 坯体孔壁薄而脱水速度快 , 易拉裂 , 干燥均 匀 性 要求 高 。如果 坯 体 各 部位 的干 燥速 度 不 均 匀 , 孔 壁就 会被 差别 大 的干燥 速度 拉 断 。 ( 5 ) 坯体成型强度偏低 , 负压性能较差 , 容易压
砖 坯 比较有 诸 多特 点 。
( 2 ) 等速 阶段 , 坯体 干燥速度与温度保持恒定。
等 于湿球温度 。坯体表面 的水蒸 气压力等 于空气 的水蒸气压力 , 坯体排 出的水分及体 内含水量均匀 程度与时间成直线关系 , 是坯体排出主要水分的阶
段。
( 1 ) 空心砖 孑 L 洞 的存在 , 增 加 了坯体 蒸发表 面
3 空心 砖坯 干燥 特点
质( 空气 ) 中去 , 坯体 内部水分与表面水分形成湿度 差而移 至表面。坯体表 面散发 的水蒸 气被流动着
的干燥 介质带走 , 使 坯体干燥过程 连续 进行 , 可分 为五个 阶段 。
抛砖引玉谈干燥
抛砖引玉谈干燥在现实生活中,人们总是谈论如何烧窑,如何烧出好的制品这个话题,好像砖是全靠烧的。
我不这样认为。
笔者认为一个好的烧窑工,要想烧制出好的制品,首先要有过硬的干燥操作技能,要把90%以上的机理用在如何干燥上。
干燥是焙烧的基础,只有基础打好才能焙烧出好的产品。
焙烧很简单,不需要多高的技能。
尤其是现在隧道窑,即便吧焙烧窑交给一个粗通烧窑道理的人操作3d-5d,照样不会出现大的问题,照样出制品。
但是,如果想烧制出高成品率的合格品、优质品,就没有那么简单了,不是谁都能做到的。
尤其是干燥,别说交给不懂的人3d,即使将交给他们半天去操作干燥室,就会出现问题。
我们姑且不论原料和成型及内掺热值高低的因素,单就干燥和焙烧这两个环节来说,决定制品好坏的因素,干燥质量站90%,焙烧只占10%的分量。
残次品中60%出现在干燥室,30%出现在焙烧窑的预热段,只有10%是焙烧操作不当导致的。
作为一个烧窑工,要想干燥焙烧出好的制品,每接触到一种窑型,要先把窑的设计理念吃透,把供风原理与供风形式摸透。
不同的窑炉干燥室设计者有不同的设计理念,不同的所涉及理念就会导致其供风形式不一样,不能千篇一律地照搬。
当前,窑炉设计界良莠不齐,有的人不知在哪里搞张别人摒弃不用的图纸敢揽活包工程建窑,他们甚至没有能力看懂图纸,建起来的窑功效就可想而知了。
难道遇到这种窑你就不操作了或者按照你的要求重新改造?这恐怕不现实。
这就要求烧窑工首先吃透窑型的设计理念和送风形式。
如果你在操作前没有吃透,即便有在高的操作技能,也是白费劲,生产不出好产品。
就笔者所接触到的窑型来说,供风形式有内置风道供风有外置管道供风和顶部气幕供风3种。
从供风形式上来讲,有前部取焙烧窑余热供风,后部取焙烧窑废烟供风和只取焙烧窑废烟而舍弃余热的供风形式。
风道设置上:有在中后部等速干燥段侧供风外加中后部供风;有全干燥室等距离侧供风;还有全干燥室侧供风再加顶供风;还有只设顶部气幕供风。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
分 不 会蒸 发 . 积 也 就 不 变 化 . 体 内外 收 缩 不 一 致 就会 造 成坯 体表 面 开 裂 。因 此 。 必须 等 到坯 体 内部 温 度 升
高 到开 始蒸 发 水分 时 才 能进 入 到脱 水 阶段 保 证坯 要
一
前 建成 的大 多 数人 工 干燥 室是 照 搬 四川 、 东 、 西 山 山
等地 的用 于干燥 煤 矸石 、 页岩 砖 的干 燥 室 , 于页 岩 、 由 煤矸 石 制 砖 原 料 干 燥 敏 感 性 系数 较 低 、颗 粒 级 配 合 理、 砖坯 透气 性 好 、 型水 分较 低 。 以砖 坯 在 干燥 过 成 所
快. 只会 加 快 坯 体 表 面 温 升 速 度 . 由坯 体 表 面 向坯 而
体 内部 的 热 传 导 升 温 速 度 又相 对坯 体 表 面 的空 气 对
流 升 温慢 得 多 . 在这 一 缓慢 过 程 中必 须 让坯 体 处在 一 个 高 湿 的环 境 中 , 就是 坯 体 的预 热 阶 段 , 也 这个 阶段
程 中能承受 10c 以上 的热风 .达 到快 速干燥 却 能保 3 = I
般需 要 8h 2h 预热 段 长度 体 中 占有 相 应 的空 间 , 分蒸 发 , 积就 减 小 , 水 体 表 面 就 会 收 缩 . 这 时 坯 体 内部 温 度 还 较 低 . 而 内部 水
策 . 求对落后 的制砖 工艺进行 取缔或 改造 。在这些 地 要
区 .从 目前 新建 烧结砖 生 产线来 看基 本都 是 隧道窑 一
软 质 泥 料 制 砖 人 工 干 燥 探 讨
刘 照 忠 ( 西安 墙 体 材 料 研 究设 计 院 , 西 西安 陕
中 图分 类 号 : 5 20 3 文 献标 识 码 : TU 2 .6 A
70 6 ) 1 0 1
文章 编 号 :0 1 6 4 2 1 )7 0 5 — 3 1 0 — 9 5(0 0 0 — 0 1 0
次码烧或 隧道窑 二次 码烧 工艺 , 工艺 技术 水平 、 机械 化
程度 较传统 工艺 有 了很 大 提高 。但是 . 苏 、 江 的部 江 浙 分砖 厂所用 制砖 原料 多是利 用江 河淤 泥和 污泥 掺配 少 量 页岩 或建 筑渣 土 , 类原 料 含水 量 较 高 、 这 颗粒 较 细 、 成型水 分较 高 、 坯体 强度 较低 . 人工 干燥 过程 中如果 在 干燥窑设 计不 符合 这类 原料 的特性 .就 会 出现干燥 裂 纹、 塌坯倒窑等现象 这一 普遍 问题 既制 约了已经建成 的 生产线的正常生产 . 又影 响到计划筹建生产线者 的决策 江 浙一 带 利用 河 泥制 砖 的历 史 较 长 . 是 多年 来 但 大都是 采 用 自然 干燥 . 型 坯体 在 自然 干 燥 过程 中一 成 般 只码 高 6层 . 燥 周期 一 般 1 右 , 干 0d左 由于 江 浙 一 带 空 气 湿度 较 大 . 坯脱 水 速 度 缓 慢 . 正 好 符 合 这 砖 也
砖 坯人 工 干燥 是 制砖 工 艺 过程 的关键 . 而对 于软 质 原料 . 坯 人 工干 燥 就显 得更 为 重要 成 型砖 坯 进 砖 入 干燥 窑后 需 要 经过 缓慢 的预 热 、 干燥 、 却过 程 。 冷 砖 坯 预热 过程 中主要 是 坯体 由外 到 内的 升温 过程 这一 过程 既要 确 保 坯 体 缓 慢 升 温 又 要 降 低 砖坯 表 面脱 水 速度 . 这就 要求 预 热 带要 保 持低 温 高湿 状 态 因为坯 体 表 面 在热 空 气对 流作 用 下 首先 受 热 . 受热 坯 体 表 面 的水 分 会 逐 渐 变 成 水 汽 向空 气 中扩 散 而被 对 流 的空 气 带 走 时 . 果坯 体周 围空气 相 对 湿度 较小 . 体 这 如 坯 表 面 水 分 就会 迅 速 蒸 发 . 由于 水 是 不 可压 缩 的 . 分 水
随着 禁止 生产 粘 土砖 政 策 的全 面 落 实 . 国制 砖 我
行业 已开始 大量 利 用 煤 矸 石 、 岩 、 煤 灰 、 页 粉 炉渣 、 淤
由于颗 粒 较 细 、 干燥 敏感 性 较 高 . 种 原 料 的制 品根 这 本 不适 合快 速 干燥 更 有甚 者将 四川 的“ 烘两烧 ” 一 工 艺 照搬 到江 浙一 带去生 产 淤泥砖 . 结果不 言而 喻 其
1 干燥 室送风 温度 与坯 体干燥 质 量
泥、 污泥 、 垃圾 等工 业废 渣生 产新 型墙体 材料 由于劳
动 力成 本 的上 涨 . 论新 建企 业 还是 改 造 企业 都 尽 量 无
提 高生 产 工艺 的机械 化 和 自动 化 . 减少 用 人 和 降低 工
人 劳动 强 度 . 提高 生 产效 率 这 也是 制 砖 行业 今 后 的 发展 趋势 目前 传统 的 自然 干燥 制砖 工艺 在制 砖行业 从数 量上 依然 占 7 %以上 . 0 但是 由于生产 规 模普 遍较 小. 其产 量 已不到 5 % 就 我 国制砖 企业 的整体 技术 0 水平 而言 。 济相 对较发 达 的江苏 、 江 、 建 、 东等 经 浙 福 广 省份制 砖工业 技术 水平却 相对 落后 .这 种现 象 已被 当 地政府所 认识 .近 两年来 当地 政府 已经 出 台 了相关 政
体 表 面 水汽 不 被 迅 速 蒸 发 就 必 须 保 证 坯体 周 围 的空 气 湿度 . 体 由常 温进 人 到干 燥 窑 内 . 预 热段 到干 坯 在
燥 段 这 一升 温 阶段 .坯 体 的空气 湿度应 保持 在 8 %~ 0 8 %, 5 温升 速 度应 控制 在 3℃, 5℃/ 。如果 升温 过 h h .