连续炉培训(AICHELIN 爱协林热处理系统公司2推盘炉-重庆大学2009
爱协林热处理连续炉控制

爱协林热处理连续炉控制王陆军【期刊名称】《金属加工:热加工》【年(卷),期】2013(000)003【总页数】3页(P16-18)【作者】王陆军【作者单位】格特拉克(江西)传动系统有限公司南昌330013【正文语种】中文热处理工艺控制已经从传统的依靠热工仪表监测工艺曲线、人工操作、中途检测试块并依据检测结果调整工艺参数进行控制,向着完全自动化、智能化、精密化的方面发展。
设备控制精度的提高和计算机控制技术的应用使得工艺稳定性、重现性得到极大的改善,从而使产品质量能够得到更好的保证。
下面以爱协林连续炉为例介绍热处理连续炉的工艺控制方法。
一、连续炉的控制原理与方法热处理工艺控制的参数很多,主要是温度、时间、碳势气氛的控制和气体流量,影响冷却速度的相关因素如电机搅拌速度、搅拌时间等,气体压力、炉压及设备动作方面的控制。
爱协林连续炉的控制系统主要由外电路控制系统、PLC可编程控制器、操作台(SIEMENSMP377)三大部分组合成一套完整的集散式的控制模式。
外电路控制系统可分为两路控制:一路是加热系统,控制主炉各区加热区、强渗区、扩散区,预氧化炉、回火炉、淬火油加热系统,以及前清洗室与后清洗室的水温加热及烘干系统的加热;另一路是动作控制系统,通过电动机、泵、阀实现控制料盘在轨道上的运动与停止、前进与后退、上升与下降,以及风扇的打开与关停,水量油量不足时补水补油。
为保证安全性,每个动作都设置了运行条件,有些动作是互锁的,通过PLC可编程控制器来实现。
操作台支持在线控制时采用西门子SIEMENS-MP377实现了人性化的操作控制,通过联机使PC上位机可以实现监控连续炉的运行情况。
二、连续炉控制系统特点爱协林连续炉控制系统由上述三大部分组合成完整的控制模式,通过MP377的扩展功能,可实现4个层级的控制。
主控制电柜安装由外电路控制和PLC可编程控制器组成的调整用控制系统,是最基础、传统的第一层级控制。
操作台(含按键开关及MP377)属第二层级,利用MP377控制模块的强大功能实现了对连续炉的在线直接控制。
2009重庆热处理协会多用炉,连续炉培训(AICHELIN 爱协林热处理系统公司
page25
炉压的调节
2009-10-27
Aichelin_Beijing
2、环形燃烧器的 炉型。电动马达阀 通常处于小开度位 置,以保证正常炉 压.当前室炉气受 热(或受冷)急剧膨 胀(或收缩)时,(如: 中门开、后室出料 淬火时)此阀处于 最大开度位置,以 平衡炉压.该阀由 PLC自动控制.
page26
Aichelin_Beijing
page9
公司简介
2009-10-27
氮化炉生产线
Aichelin_Beijing
page10
公司简介
helin_Beijing
page11
公司简介
2009-10-27
转底炉生产线
Aichelin_Beijing
page12
2009-10-27
Aichelin_Beijing
page20
生产线的组成
箱式多用炉生产线组成 一般由多用炉、双液双槽清洗机、高温回火 炉、低温回火炉、装出料车、备料台、甲醇/ 丙酮供应系统等设备组成。分别负责工件的 渗碳(氮)淬火或碳-氮共渗、工件加热前/ 淬火后清洗、高/低温回火处理、工件装出 料、备料/卸料、富化气供应等。
30CO+40H2+56.4N2+Q
丙 烷:空气=1:7.2( 1m3丙烷气生成12.64m3RX气)
以天然气制备:
2(CH4) +(O2 + N2)
2CO+4 H2+3.76N2
天然气:空气=1:2.4(1m3天然气生成4.88m3RX气)
吸热式气氛主要用于气体渗碳、碳氮共渗和气体软氮化,也可 用于一些 钢种的保护加热。
公司简介
热处理多用炉比较
热处理多用炉比较多用箱式炉目前在国内应该是比较普及的产品,目前合资品牌有四五家,民族品牌二三家,号称会做的几十家,偶就有代表性的几家品评一下,纯属个人见解,请大家参考:一、易普森VS爱协林作为欧洲百年名牌,这两家都很具有实力,只就多用炉而言,区别主要如下:1、设备结构上爱协林比易普森有优势,主要表现在传动全部采用电机机械形式不使用液压、气压,作为炉子在高温使用确有优势;内推链位于前室,相对易普森位于后室的推链,寿命常。
2、对于气氛的研究上,易普森的超级气氛(空气+丙酮)比爱协林的RX或氮甲醇使用成本低很多,虽然表面非马略差,但能满足一般用户要求。
3、安全设计两家都很完善。
4、售后服务,店大欺客,两家都较差。
5、两家近年来都风云变换,人员大规模流失,爱协林流失两批,北京无锡各出一支,目前元老所剩无几,靠唐山一批新手维持局面,虽订单很多,人才不济,事故频发,叹一声:只剩虎皮耳;易普森去年德国总部空降接受人员,一夜之间将总经理为主的高层撤换,原总经理及一些骨干和宝华威原老总一起另立山头,易普森虽销售大将继续叱诧风云,可管理层换血,也元气大伤。
结果:打个平手,继续作多用炉市场的并列老大。
二、索菲斯VS霍可洛夫美国名牌,八九十年代,作为进口名牌,纵横中国进口炉市场,所向披靡,设备风格是设计笨重结实,坚固耐用,产品质量稳定,但能耗较大,工作介质消耗也较大。
九十年代后期,因政治原因和汇率问题,欧洲炉占了上风,现在美国炉基本退出中国市场,其主要原因是:爱协林、易普森等纷纷在国内建立独资合资企业,成本降低,而美国人根本就看不起中国市场,不真正的来开发中国市场,即使搞个战略同盟,也不过拿几张旧图纸,中国人靠洋人名子蒙国人而已,这也是我不看好霍可洛夫与宝华威所谓结盟的原因。
结果:设备是好设备,技术也有特色,但都已是中国市场的昔日黄花,等你美国人真正看得起中国市场时,中国市场才会接纳你。
三、欧洲炉VS美国炉前面讲了,欧洲炉和美国炉,纯从技术讲都很好,都有特色,不愧国际名牌称号,但欧洲炉和美国炉那个更有优势呢?对这个问题我问美国索菲斯的朋友,他说:欧洲炉在民用领域有优势,美国炉在军工、航天领域有优势,“不然为什么我们的武器要远远领先于全世界呢?”他说。
aichelin爱协林井式炉设备操作

• 5.炉内温度到达750度以上后,废气点火电阻会自动通电, 直到点燃为止,一般情况下,当炉内一氧化碳含量达到 10%以上后废气才能点燃。在建立碳势过程中由于CO值 含量比较低,会出现废气燃烧故障报警。 • 6.如果降温段设定了快冷,降温过程中排风口电动蝶阀 会自动打开,快冷风机会自动打开,快冷过程中应密切关 注电动碟阀和快冷风机的动作,出风管道的温度变化情况 • 7.程序运行结束后,系统提示出炉,将“炉子开无效/有效” 旋钮打到有效,系统自动切断加热和供气,打开所有压紧 手轮后,打开炉盖出炉。 • 8.运行过程中应该经常检查甲醇储量,以玻璃管液位计 为准。电子液位计显示的是当前实际液位压力,当实际液 位低于200mm时,设备会报警,应及时添加。
• 3.)一般情况下将渗碳后的箔片用脱脂棉仔细 擦干净即可,可以不进行清洗。必要时重新用丙 酮清洗烘干,随后称出箔片末重。 • 4.)碳势的计算公式为: • 箔片末重-箔片初重 • 碳势= ×100 + 箔片原始含碳量 • 箔片末重 • 5.)随后根据计算好的碳势在碳控仪表上进 行修正即可 • 注意:整个操作过程中都要保持钢箔的清洁,不 允许用手或其它不干净的东西接触
• “报警确认”:用于关闭报警声音和出现故障后的人为确 定 • “指示灯测试”:用于测试故障灯是否完好 • “各区加热开关”:炉外各区加热的控制开关,允许加热 时在开的位置 ,紧急情况或加热区维修时可用于单区切 换 • “分析仪电源开关”:气体分析仪电源控制,设备使用时 在常开位置 • “超温解除”:当设备发生超温故障解除后必须按超温解 除确认,已防止超温故障发生时的频繁动作
响降温速度
• 允许加富化气通道,一般所有程序段都设为1,允许加丙烷,程序 运行时当炉温到达允许温度后会自动加入。 • 允许加调节空气 ,一般所有程序段都设为1,程序运行中当碳势 高于设定值时会自动加入。 • 允许供甲醇通道,一般所有程序段都设为1,允许加甲醇,程序运 行时当炉温高于750度后会自动加入。 • 程序结束标志位,程序的最后一段此标志位设为1,设备会发出声 光报警,以提示出炉。 • 快速冷却通道,仅仅在降温程序段使用,需要时设为1。打开快冷 通道后会自动停止加热。注:升温过程中禁止将快冷通道设为1
连续退火线专业培训教材

Temp of retruned recirculating water pH value Total Solids or residual after evaporating (solvable) Total hardness Carbon hardness M-Alkality Suspended matter Solvable SiO2 Ca2+ ClSO42Total iron Conductivity
退火炉组成
连退线退火炉为全辐射管加热立式退火炉,处理过程采用全氮氢 混合气体保护。 退火炉主体组成为:炉体钢结构,炉壳及附属设备,中间介质管 道,各功能性炉室(如预热炉、加热炉等)。 功能性炉室除了炉壳以外主要组成为:炉辊(转向辊、纠偏辊、 张力测量辊、支承辊、稳定辊、密封辊、沉没辊、挤干辊等)助 燃风机或冷却风机、热交换器、辐射管及烧嘴、电辐射管、各种 介质管道、耐材及仪表等附属设备。
0.7281
0 0 94.1098 2.7481 0.4113 0.0847 0.0573 0.0169 0.0165 0.0027
mol%
mol% mol% mol% mol% mol% mol% mol% mol% mol%
C6H14
C7+ Others Density wet calorific value dry calorific value -
5 to 6 Ambient < 5 mg / Nm3. <1 mg /Nm3. 40°C (Maximum) & - 12°C (Minimum) 353 -5°C
Instrument air
T.O.P. Pressure (bar,g) Temperature Dew Point Solid Particles Grain Size 5 to 6 Ambient - 40°C Max 1 mg / m3 Max 1µm
卧式连退炉培训资料(2)
成分
CO
H2
C02
02
N2
容积%
45~65
<2.0
15~25 0.4~0.8 24~38
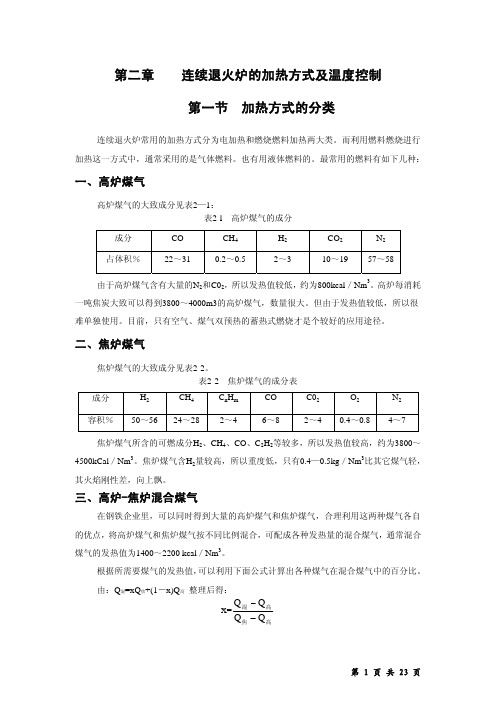
五、天燃气
天燃气的大致成分见表2-4。 表2-4 天然气的成分表
成分
CH4
CnHm
H2
CO
H2S
容积% 85~95 3.5~7.3 0.4~0.8 0.1~0.3 0~0.9
t实=η·t理 式中η称为炉温系数,通过长期实践总结出来的加热炉和均热炉温系数经验值约为 0.65~0.80。 6、影响理论燃烧温度的因素: (1) 燃料种类和发热值及空气过剩系数。 发热量较高的燃料其燃烧温度也较高,但因为理论燃烧温度不仅与燃料发热值有关;而 且与燃烧产物有关,所以理论燃烧温度与发热值之间不是简单的正比例关系。 高炉--焦炉混合煤气的发热量对燃烧温度的影响见图2-1:
在实际燃烧过程中,一般计算燃料的低发热值(Q低)。低发热值就是燃烧产物中存在 的水份不是呈液态,而是以水蒸汽的形态存在时,由于不包含水份的汽化热而使发热量降低,
这时得到的热量称为低发热值。
气体燃料的低发热值计算公式为:
Q低=(30.5CO+25.8H2+85.9CH4+143.2C2H4+55.2H2S) kcal/Nm3 式中,CO、H2、CH4、C2H4、H2S为每100Nm3气体燃料中各成分的体积(Nm3)。 例:已知某焦炉煤气成分如表2-7:
2 7 46 C2H4+3O2=2CO2+2H2O
132 2 2C2H2+5O2=4CO2+ 2H2O
连续式热处理炉操作标准说明书

晋 亿 标 准 标 题: 第 3 次修订
连续式热处理炉操作标准说明书
类号 页数
WEM70 3/5
(七)、使用中应注意事项: 1、检视控制箱上之各温度显示是否正常。 2、检视冷却水供给是否正常。 3、检视碳势控制系统,碳势是否保持在标准以内。 4、检视各输送带是否正常运转。 5、检视各油槽油温是否正常。 6、遇停电启动发电机,同时停止供料,再启动输送带并将速度调至最快,让工作物 尽快输出。 7、恢复供电后,断开发电机,启动所有开关,使温度升至设定温度时,才可进行代 料,断续作业。 8、特别注意回火槽,油温不可过高,否则会起火燃烧。 9、随时注意淬火后之温度。
(八)、关炉步骤: 1、确认炉内无料时再进行关炉动作。 2、关闭瓦斯开关。 3、关闭甲醇开关。 4、切断主炉加热电源。 5、炉温降至 200℃时,放可将输送传动马达切断。 6、炉温降至 200 以下,放可将 1、2、3、4 号搅拌风扇关断。 7、炉温降至 100℃以下,放可将冷却水总开关关闭。 8、关(600℃以下) 10、 关闭回火炉电热电源。
升至 800℃保持 2 小时。
修 订 日 期 05.12.06 修 订 日 期 98.08.12 订 定 日 期 98.02.20
股份有限公司
核准 审查 拟订
05.12.06 05.12.05 05.12.04
晋 亿 标 准 标 题: 第 3 次修订
连续式热处理炉操作标准说明书
类号 页数
WEM70 2/5
类号 页数
WEM70 5/5
(二):特性:连续式。 四、诸元介绍:(详细参阅附件 WEM701) 五、使用前应注意事项:
(一):检查各瓦斯压力是否足够。 (二):检查冷却水是否足够。 (三):各轴承部位应加注黄油。 (四):检查淬火油及回火油是否足够。 (五):检查各经路是否正常。 六、开炉步骤: (一)、主炉部分:
连续炉

连续炉【本文由兰迪机器整理,为您介绍什么是连续炉,它的功能原理与产品特点。
】兰迪机器自成立以来,秉承诚信、品质、创新、服务的理念,专注于玻璃深加工技术领域,为用户提供国际技术领先的各型玻璃钢化设备。
在长期的产品研发、生产过程中,总结出玻璃深加工行业连续炉的工作原理、产品特点和控制方式。
连续炉的生产模式:A、无间隔连续式生产模式此方式最大的特点是上片台始终是以设定速度连续运行,操作时只需把玻璃连续不间断的放置到上片段即可,通过特有机械结构实现玻璃在加热、钢化、冷却过程的变速运动;整个过程中,玻璃的运动是连续和不间断的,所以它的生产效率是最高的,适用于家电、家具用大批量、小规格玻璃的钢化生产。
B、有间隔连续生产模式此方式最大的特点是玻璃在上片台上放置时须保留一定间隔,然后被逐片运送至加热炉内;玻璃在加热炉内以设定速度单向、连续运行。
当玻璃运行至设定位置时,在电气系统控制下,玻璃分批次从进炉速度快速提高到出炉速度,然后离开加热炉进入钢化、冷却过程。
该生产方式保证了每批次玻璃在加热炉内的运动一致性,避免了辊道转速差对较大规格玻璃造成的质量缺陷,因此,这种生产模式不仅可以满足大规格玻璃较高的钢化质量要求,而且还保证了生产效率最大化,适于生产较大规格的太阳能玻璃以及建筑、家具用钢化玻璃等。
两种生产方式的结合既兼顾了大批量小规格和较大规格玻璃的钢化效率,而且很好的保证了钢化产品的光学质量。
连续炉的的组成:上片台、加热炉、通过式高压钢化段(高压淬冷段)、中压钢化段、低压缓冷段和取片台,以及高压离心风机、供风管道、集风箱、电气控制柜以及PLC控制柜等辅助单元组成。
连续炉的控制系统:1.环境温度自补偿系统:钢化段风压采用随动技术可减少对操作手经验的依赖,并可自动补偿由于季节性气温变化(甚至昼夜的温差变化)导致空气密度变化而引起的钢化参数变化,使产品质量更加稳定;同时由于风压的这种自动调节也大大降低了风机的能耗。
2.西门子专业炉温模块控制技术:采用西门子专业炉温控制模块并结合调功控制技术,不同于工控机内板卡控制模式,模块减少其他控制方式零飘的过程,并增强稳定性,使温控更加精确(提高一般炉的两倍),温度检测时差几乎为零,大大降低了能耗。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
加热炉采用爱协林专利技术的底装料装置,可最大限度的减少炉子气源损耗,使炉内碳
组成:主要由滚珠丝杆副、耐热钢推头、导向装置、齿轮电机、传动及位置控制等部件
组成:主要由隔热炉门、提升机构、传动机作用:是把一个物理区和另外一个物理区尽可
组成:主要由齿轮电机、耐热钢推头、链节和作用:将加热区内的工件横向转移到强渗区,
组成:由耐热钢限位杆、电机、传动装置、行作用:定位电动推杆的推料位置,防止料盘在
组成:淬火油槽槽体、淬火升降台、油内转移推链、油循环导流门、出料升降台、检修门
组成:转料机构、清洗升降台、门系统等组成作用:清洗机用于清洗淬火后留在工件表面的油、回火炉是去除工件的应力,使组织稳
总的说来,推盘炉的安全性比多用炉要高很
辐射管、加热元件的安装 辐射管及加热
元件的安装布
线
1. 辐射管
安装时注意管
内不要有异物
尤其是金属物
品
2. 安装完
辐射管后,到
炉内检查辐射
管是否垂直,
如果不垂直调
整辐射管法兰
注意:为防止加热时电阻砖胀裂,引出棒上的螺母在安装后必须旋松!短引出棒上的螺
5mm,长引出棒上的螺母与
,间隙不足时上部可去掉螺
连接加热线前,应根据各单只加热元件冷态电阻值(标签上所记载
)。
加热元件采用星型接法,中性点不接地,但加热元件外壳和护罩必须接地。
为防止造成接线铜卡子(或铝编带)与引出棒连接必须紧固。
加热元件间连接加热线要留出足够的伸缩余量、接成凹圆弧型,同时检查铜卡子(或铝编带)之间和加热线之间距离,避免发生短路!
接线时注意布线接线的方向,不能使线有应力,冷态下电阻丝较硬,能阻止线的应力使引出棒转动,但加热后电阻丝变软,线
接加热线时不能将加热线从辐射管正上方通过,从侧下方通过,防止以后生产加热元件安装完成后,及时将护罩盖好,严禁不盖护罩升温,或安装其它部
接好加热元件连接电缆线后,检查线间电阻和加热元件对地电阻:线间电阻差
正确的布线方式
高温风扇电机冷却油箱及冷却油,密封油的添加;将高温风扇冷却油箱安装好后添加冷却油及密封油,并记好标记,定时查看是否泄漏,在升温前发现并解决
根据工艺要求确定对哪几个碳势点进行校正,一般选低,中,高三个有代表性的点,从低点开始定。
分钟,根
分钟对正在运行中的设备进行一次以上,每个区的流量不少于
以上,每个区的流量维持
预防性的检修是防止设备大的故障的必。