芜湖农机涂装线项目生产计划表
涂装生产线项目设计方案
涂装生产线项目设计方案一、前言1.生产线工艺方案的确定考虑到技术的先进性,充分满足产品的质量要求;2.生产线工艺设备的设计、选型都考虑确保工艺及各项技术参数的实现;3.生产线的所有设备确保先进、实用、可靠、安全,主要设备及元件选用国家定点生产厂的名牌或优质名牌产品;4.凡自制设备在结构设计上尽量采用通用件和标准件,以提高自动化程度,并充分考虑改善生产工作环境和劳动卫生条件,贯彻国家和行业的有关标准及安全措施;5.生产线的总体布置设计,考虑整个生产线工艺流程的合理性,设备布置的协调、整齐、美观、便于操作、维修。
二、设计原则在满足客户的各项技术要求的基础上,尽可能减少一次性投资,并尽量降低生产线的生产能耗,从而降低生产成本。
根据贵方提供的要求及场地尺寸,充分考虑到现场条件,认真做好工艺流程的设计及工艺方案的平面布局。
整个设计方案都以经济、实用、物美价廉为宗旨。
希望能携手共建一条优质的生产线。
此方案如有不到之处,请多多指正。
此方案中,我们负责下列设备的设计、及制造安装:①前处理;②干水炉;③喷粉设备;④固化炉及加热系统;⑤悬挂输送系统。
三、设计依据4.加热方式 柴油燃烧机加热5.燃 料 柴油6.主要工件 钢铁管件7.工件尺寸 最大:L1800mm ×φ6 0mm ×δ0.7~1.8mm 8.喷涂种类 粉体 9.车间高度 Hmin=7.0米 10.输送形式悬挂输送四、 生产线工艺流程主脱脂(浸3min,50~60℃)预脱脂(喷2min)上 件中和(喷1min)固化(19min,200~220℃)水洗(喷1min)工艺流程水洗(喷1min)磷化(浸2min)除锈(浸2min,45~50℃)水洗(浸1min)水洗(喷1min)纯水洗(喷1min)滴 水冷却(5min)自动喷粉手动补粉水洗(浸1.5min)表调(喷1min)干水(9min,160~180℃)冷 却下 件五、 生产线各设备的组成一)前处理前处理规格:L59.1m W1.1H5.35m (喷淋) L108.2mW1.1H2.7m (浸泳)前处理工艺采用常温工艺,主体全部采用不锈钢板,喷淋管采用PVC 管,骨架采用普通型材。
生产计划排程表模板1
生产计划排程表模板1一、基本信息1. 生产部门:请填写负责生产的部门名称。
2. 计划周期:请填写生产计划的周期,如“月度”、“季度”等。
3. 计划日期:请填写生产计划的起始日期和结束日期。
4. 计划编制人:请填写负责编制生产计划的人员姓名。
5. 审核人:请填写负责审核生产计划的人员姓名。
二、产品信息1. 产品名称:请填写生产的产品名称。
2. 产品规格:请填写产品的规格信息,如尺寸、型号等。
3. 产品数量:请填写计划生产的产品数量。
4. 产品交货日期:请填写产品的交货日期。
三、生产资源1. 设备:请列出生产所需的主要设备,并注明设备编号、状态等信息。
2. 人员:请列出参与生产的主要人员,并注明人员姓名、岗位等信息。
3. 原材料:请列出生产所需的主要原材料,并注明原材料名称、数量等信息。
四、生产计划排程1. 生产工序:请列出产品的生产工序,并注明工序名称、所需时间等信息。
2. 工序顺序:请按照生产工序的先后顺序进行排列。
3. 生产时间:请根据工序所需时间,计算出每个工序的生产时间。
4. 生产进度:请根据生产时间,计算出整个生产计划的进度。
生产计划排程表模板1五、生产任务分配1. 任务分配原则:请明确生产任务的分配原则,如按人员技能、设备能力等。
2. 任务分配详情:请详细列出每个工序的生产任务分配情况,包括人员、设备、时间等信息。
六、生产计划调整1. 调整原因:如生产计划需要调整,请在此处说明调整的原因。
2. 调整内容:请详细列出生产计划调整的内容,包括工序、时间、人员、设备等。
七、生产监控与反馈1. 监控指标:请明确生产监控的指标,如生产进度、产品质量、设备状态等。
2. 反馈机制:请建立生产反馈机制,确保生产过程中出现的问题能够及时得到解决。
八、生产计划评估1. 评估标准:请明确生产计划评估的标准,如生产效率、产品质量、成本控制等。
九、附件1. 生产计划排程表:请附上详细的生产计划排程表,包括工序、时间、人员、设备等信息。
生产工序途程计划表
订单金额
所需人工
每日人数 订单金额 所需人工
生产周期
每日人 数
订单数/负荷
订单数/负荷
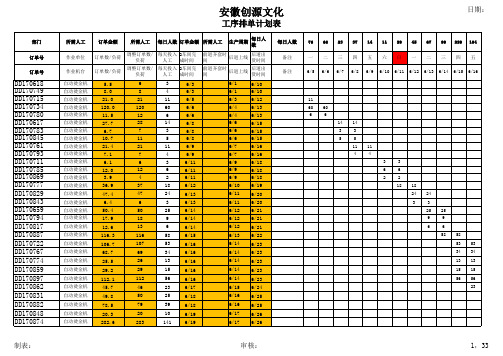
5.5 8.0 21.0 120.0 11.5 27.7 6.7 10.7 21.4 7.1 6.1 12.0 3.9 36.9 47.4 6.4 50.4 17.9 12.6 116.3 106.7 68.7 25.5 29.2 112.1 45.7 49.8 78.5 20.3 282.6
23
审核:
1,33
DD170733
自动烫金机
14.2
14
7
6/21
DD170806
自动烫金机
5.7
6
3
6/21
DD170875
自动烫金机
40.8
41
20
6/21
DD170885
自动烫金机
49.8
50
25
6/21
DD170889
自动烫金机
6.5
7
3
6/21
DD170892
自动烫金机
138.8
139
69
审核:
3,33
7
7
3
3
20 20
25 25
3
3
69 69
3
3
15 15
19 19
安徽创源文化
工序排单计划表
9
9
7
7
13 13
日期:
制表:
审核:
4,33
安徽创源文化
工序排单计划表
日期:
制表:
审核:
5,33
安徽创源文化
工序排单计划表
日期:
涂装自动化设备项目计划方案
涂装自动化设备项目计划方案1.引言2.项目目标本项目的目标是设计和实施一种自动化涂装系统,通过利用先进的涂装技术和自动化设备,提高生产效率和质量,并降低生产成本。
3.项目范围本项目的范围包括以下几个方面:(1)需求调研:对现有涂装系统的问题进行调研,收集用户需求和意见。
(2)系统设计:根据用户需求和意见,设计一种自动化涂装系统,包括涂装设备、控制系统和自动化机制等。
(3)系统实施:根据设计方案,实施自动化涂装系统,并进行测试和调试。
(4)培训和支持:为生产人员提供相关培训和支持,以确保他们正确和有效地使用自动化涂装系统。
4.进度计划本项目的进度计划如下:(1)需求调研阶段:1个月(2)系统设计阶段:2个月(3)系统实施阶段:3个月(4)培训和支持阶段:1个月总计:7个月5.资源需求为了成功实施该项目,我们需要以下资源:(1)人力资源:招募一支合适的团队,包括项目经理、设计师、工程师和技术人员等。
(2)物资资源:购买所需的涂装设备、自动化设备和相关材料。
(3)财务资源:筹集足够的资金来支持项目实施和维护。
(4)技术资源:获取先进的涂装技术和自动化设备的相关技术支持。
6.风险管理在项目实施过程中,可能会面临以下一些风险:(1)技术风险:由于涂装技术和自动化设备的复杂性,可能会出现技术难题。
解决方案:与供应商和技术专家密切合作,及时解决技术问题。
(2)时间风险:项目可能会超出预定的时间进度。
解决方案:建立详细的项目计划,并对项目进展进行定期监控和评估。
(3)成本风险:项目实施和维护可能会超出预算。
解决方案:制定详细的项目预算,并对项目费用进行控制和管理。
(4)人力风险:项目团队成员可能会离职或无法履行责任。
解决方案:建立合理的人员管理措施,以确保项目团队稳定和有效运作。
7.结论本文档详细描述了涂装自动化设备项目计划方案的目标、范围、进度计划、资源需求和风险管理。
通过实施该计划方案,我们将能够设计和实施一种自动化涂装系统,提高生产效率和质量,降低生产成本,为用户提供更好的产品和服务。
农机工作计划安排表范文

农机工作计划安排表范文农机工作是农业生产中非常重要的一项工作,它可以大大提高农业生产效率,减轻农民的劳动强度,提高作物的品质和产量。
为了合理安排农机工作,提高农机利用率,制定一份农机工作计划安排表是非常必要的。
下面是一份农机工作计划安排表的范例,供大家参考。
一、农机工作计划安排表日期:2023年1月1日地点:XX农场1. 任务安排1.1 田地整地作业1.2 植保作业1.3 施肥作业1.4 收获作业1.5 其他农机作业2. 机械设备2.1 拖拉机2.2 耕整机2.3 水稻插秧机2.4 农用喷雾机2.5 其他农机设备3. 人员安排3.1 农机操作员3.2 维修人员3.3 监工人员3.4 其他相关人员4. 安全管理4.1 安全检查4.2 安全防护4.3 应急措施5. 其他事项5.1 耕地状态5.2 天气情况5.3 物资准备5.4 其他事项安排二、农机工作计划日期:2023年1月1日1. 任务安排1.1 田地整地作业根据田地耕作计划,安排拖拉机和耕整机,进行冬季田地的整地作业。
根据天气情况和土壤湿度,确定整地作业时间。
1.2 植保作业根据作物生长状况,安排农用喷雾机进行植保作业,主要是防治病虫害,保证作物的健康生长。
1.3 施肥作业根据作物的营养需求,安排农用施肥机进行施肥作业,保证作物的养分供应,提高作物的产量和品质。
1.4 收获作业根据作物成熟情况,安排相应的收获机械进行收获作业,确保作物及时收获,减少损耗。
1.5 其他农机作业根据农场实际情况,安排其他农机作业,如灌溉作业、耕种作业等。
2. 机械设备2.1 拖拉机确定拖拉机的数量和型号,保证足够的拖拉机进行田地整地作业,并确保拖拉机的正常运转。
2.2 耕整机确定耕整机的数量和型号,保证足够的耕整机进行田地整地作业,并进行维修保养工作,确保耕整机的正常使用。
2.3 农用喷雾机确定农用喷雾机的数量和型号,保证足够的农用喷雾机进行植保作业,并进行维修保养工作,确保农用喷雾机的正常使用。
生产年度工作计划安排表
生产年度工作计划安排表2023年度1. 总体目标本年度生产部门的总体目标是提高生产效率,降低成本,提高产品质量,保持安全生产,实现产量和质量的双提升。
具体目标包括:- 实现全年产量增长10%- 降低生产成本5%- 提高产品质量合格率至98%- 完成新产品研发和上线计划- 提升员工安全意识,实现零安全事故2. 生产设备维护保养为了确保生产设备的正常运转和高效生产,本年度将加强生产设备的维护保养工作。
具体计划包括:- 制定设备维护保养计划,确保设备的定期维护和保养- 对老旧设备进行全面检查,并根据情况进行升级、更新或更换- 加强设备操作人员的技术培训,提高其对设备维护保养的认识和技能3. 生产技术改进本年度将着重改善生产工艺和流程,提高生产效率,降低成本和资源浪费。
具体计划包括:- 对生产工艺进行全面评估,优化生产流程- 推行精益生产,减少无效环节,提高流程效率- 引进新的生产技术和设备,提高产品质量和产量4. 新产品研发和上线为了开拓新的市场和满足客户需求,本年度将加大新产品研发和上线的力度。
具体计划包括:- 组建新产品开发团队,加强新产品研发工作- 加强与客户的沟通,了解客户需求,制定新产品研发计划- 对新产品进行严格测试和试制,确保达到市场要求5. 质量管理本年度将继续加强质量管理工作,提高产品质量合格率,降低质量事故率。
具体计划包括:- 加强对原材料和半成品的质量检查,确保原材料和半成品的质量符合要求- 完善产品质量管理体系,建立严格的质量管理流程- 对产品进行全面检测,确保产品质量符合标准6. 安全生产本年度将继续加强安全生产工作,提高员工的安全意识,防范和减少安全事故的发生。
具体计划包括:- 组织员工参加安全培训,提高员工的安全意识和技能- 对生产场所进行安全排查,消除各类安全隐患- 加强对员工的安全教育和培训,提高其安全操作技能7. 生产管理本年度将完善生产管理体系,提高生产计划的执行率和生产效率。
农机装备研发工作计划

农机装备研发工作计划一、项目背景与目标随着农业现代化的趋势,农机装备的研发和生产已成为提高农业生产效率、降低劳动强度、保障粮食安全的重要手段。
结合当前市场环境和公司发展战略,我们农机装备研发项目的目标是为广大农村地区提供高效、环保、安全的农业机械。
二、研发阶段工作计划1. 前期调研:通过市场调查、用户访谈、技术咨询等方式,了解当前农机装备市场的需求和痛点。
预计耗时一个月。
2. 概念设计:基于前期调研结果,进行概念设计,包括机械结构、控制系统、操作界面等。
预计耗时两个月。
3. 原型制作:根据概念设计,制作机械原型并进行测试,评估性能和安全性。
预计耗时两个月。
4. 优化改进:根据测试结果,进行优化改进,包括技术升级、操作优化等。
预计耗时一个月。
5. 方案定型:最终确定研发方案,包括机械结构、控制系统、材料选择等,为后续生产做准备。
预计耗时一个月。
三、生产阶段工作计划1. 原材料采购:根据方案定型,采购生产所需的原材料。
预计耗时一周。
2. 生产准备:进行生产前的准备工作,包括设备调试、人员培训等。
预计耗时一周。
3. 批量生产:按照生产流程,进行农机装备的批量生产。
预计耗时两个月。
4. 品质控制:全程监控生产过程,确保产品质量符合要求。
5. 成品检验:对每台成品进行检验,确保符合设计标准和质量要求。
四、市场推广策略1. 线上推广:通过公司官网、社交媒体平台等渠道,发布产品信息和促销活动,吸引潜在客户。
2. 线下推广:参加农业展销会、与经销商合作等方式,扩大产品知名度,促进销售。
3. 售后服务:建立完善的售后服务体系,及时解决客户问题,提高客户满意度。
4. 培训与指导:为使用者提供培训和操作指导,确保产品发挥最大效率。
5. 持续改进:根据市场反馈和用户需求,持续改进产品设计和性能,提高竞争力。
五、预算安排1. 研发阶段:预计投入资金XX万元,包括人员工资、调研费用、原材料采购、设备租赁等。
2. 生产阶段:根据生产规模和设备投入,预计投入资金XX万元,包括人员工资、原材料采购、设备折旧、水电费等。
生产计划安排表(二)

生产计划安排表(二)一、引言生产计划是制造企业日常生产活动的重要部分。
本文档旨在详细介绍生产计划的具体安排,帮助企业合理安排生产任务,提高生产效率。
二、生产任务分解根据市场需求和产品类型,将生产任务进行合理分解,明确每个生产环节的具体工作内容和责任人。
1. 原材料准备根据产品生产需要,确定所需原材料种类、数量和采购计划。
安排采购人员及时获取原材料,确保生产不受原材料不足的影响。
2. 生产流程安排根据产品生产工艺流程,安排生产车间的工作人员按照生产计划依次进行生产,提高生产效率。
3. 质量控制制定质量检验方案,对生产过程中的关键环节进行监控,确保产品质量符合标准要求。
三、生产计划执行根据生产任务分解的具体安排,执行生产计划,确保生产进度和质量符合要求。
1. 任务分配根据生产计划,合理安排生产任务,明确工作内容和完成时间。
2. 生产进度监控定期对生产进度进行监控和跟踪,及时发现并解决生产中出现的问题,确保生产计划的顺利执行。
3. 异常处理当生产过程中遇到异常情况时,及时进行处理,避免影响生产进度和产品质量。
四、生产计划调整针对生产过程中出现的问题和变化,灵活调整生产计划,保证生产任务能够按时完成。
1. 变更管理对于生产计划中的变更需求,及时进行评估和审批,避免对生产过程造成影响。
2. 优化调整根据生产实际情况和市场需求,对生产计划进行优化调整,提高生产效率和产品质量。
五、总结生产计划是企业生产管理的重要组成部分,合理安排和执行生产计划可以提高生产效率,保证产品质量,满足市场需求。
企业应不断优化生产计划管理,提高生产管理水平,实现持续发展。
以上是关于生产计划安排表(二)的详细介绍,希望对企业生产管理有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
D
D 8人 3天
D 8人 2天 D 8人 2天
B
B
B
B
B
B 4人 7天
E
E
E
E
E
E
E 3人 7天
BCDE BCDE BCDE BCDE BCDE
7人 5天
25天
7人
175工
B C D
B C D
B C D
14工
B C D
B C D
B C D
B C D
B C D
B C D
B C D
B C D
B C D
苏州XX涂装设备有
项目客户经理/手机: 郑xx 1305197XXXX
序 号 项目明细
进度/日期
芜 湖 xx 项 目 工 程 生 产 计 划 表(工期 80天其中制作 40天,安装 40天;项
项目技术总工程师/手机: 李X 150624XXXX
1 A 2 A 3 A 4 A 5 A 6 A B 7 A B 8 A B 9 A B 11 月 份 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 厂 厂 厂 厂 厂 5天 4人 A A A A A A A A A A A A A A A
C
C
C
C
C
C
C
C
C 8人 9天 C 8人 1天 C C C 8人 3天 C C C 8人 3天
C
C
C
C
C 8人
10天
C 8人 1天 厂 5人 3天 C D D 8人 7天 D D 8人 2天 D D D 8人 3天 C C C 8人 4天
厂 厂 厂 5人 3天 D D D 8人 2天 D 厂 5人 1天 D D D D D D D D D D 8人 9天 D 8人 1天 B
21天
40工
BCDE BCDE BCDE BCDE BCDE
7人 5天
35工
厂 厂 厂 厂 厂 6人 粉房包边
36天 191工
房供风室
喷房水桶
轨道包边
各风管
统 安装
前处理加热管、阳极板安装 前处理排废气风管 前处理操作平台 面漆 调试 自泳炉轨道安装 漆、粉炉加热室安装 漆、粉炉供回风管 自泳炉供回风管 调试 喷粉房主体 喷粉房回收系统 WJ-4(集放式)轨道 升降平台2个 粉房风管 水旋喷房风管
B
B
B
B
B
B 5人 6天
厂 厂 5人 2天
厂 厂 4人 2天 厂 4人 1天 厂 4人 1天 C C C 3人 3天 C C C C C C C 3人 7天 厂 厂 厂 5人 3天 厂 厂 厂 4人 3天 C 厂 厂 4人 2天 C C C 3人 3天 厂 厂 厂 厂 厂 厂 厂 厂 厂 5人 7天 D 厂 4人 1天 厂 厂 厂 4人 3天 厂 4人 1天 D D D 5人 3天 D D D D C C C C
设备有限公司
项目生产总调度/手机: 易XXX 139621XXXXXX 项目现场负责人/手机: 付XXX 1865501XXXX
1 2 3 4 5 6 7 8 9 1 月 份 10 11 12 13 14 15 16 17 18 19 20 21 22
0天;项目于 2012年 12月 5日开工, 2013年 1月 13日结束) 制定:易XX
C
C
C D
C D
C D
C D
C D
C D
Байду номын сангаас13天 39工
11天 55工
E
E
厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂 厂
前处理槽体11件主体制作 烤炉及加热室包边 热交换器 粉房回收系统(2个换色柜) 喷房主体 喷房供风室 前处理槽体11件主体制作 外接焊管法兰 前处理加热管、阳极板制作 行车立柱、桥架 纯水机、超滤系统、冷却塔、酸雾处理、热水炉定位 前处理管路系统 漆、粉炉加热室制作 自泳炉加热室制作 自泳炉轨道制作 漆、粉炉主体 自泳炉主体 自泳炉加热室安装 水旋喷房热交换器制作 粉房回收系统制作(2个换色柜) 水旋喷房主体 水旋喷房水循环 水旋喷房供风室 喷 电控箱制作 现场安装 调试
厂 厂 4人 2天 厂 厂 厂 4人 3天 D D D D D D D D 5人 8天
E
E
E
E
E
E
E
A
A
A
A
A
A
A
A
A
A
A
A
A B
A B C D
A B C D
A B C D
A B C D
A
A
A
A
30工
A B C D E
A B C D E
A B C D E
A B C D E
B 5人 6天 C 3人 D 5人 E
1.总计生产需要63天需38人次共1264个工约25.28万人工费(其中厂内加工约6人36天191个工;A组7人25天175个工;B组6人45天248个工;C组8人 炉;D组指做水旋喷房、粉房及WJ-4轨道;E组指电工。3.11月11日前前处理槽子板材必须到位。4.11月13日前烤炉包边、喷房、粉房包边、前处 、法兰角铁必须到位。6.12月2日前喷房立柱、前处理立柱桥架、烤炉立柱及内骨架、烤炉炉板、电控系统材料必须到位。6.12月13日各风机、各 。
调试
工;C组8人46天297个工;D组8人44天313个工;E组3人14天40个工)2.厂内加工指钣金;A组指做前处理槽体;B组指(我公司人员)前处理做其它及整条线的面漆;C组指做2套烤 包边、前处理槽子的所以材料(详见清单)必须到位。11月18日前热交换器不锈钢板、粉房回收封板、喷房封板、电泳炉轨道型材必须到位。5.11月25日底桶不锈钢板、各风管板材 各风机、各风管(厂内制作的)、喷房格栅、各过滤器、各整机(含纯水机、超滤、酸雾处理塔、整流器、各水泵、管路的管材、电控箱、行车)、电线、油漆(面漆)必须到位
项目生产
10 A B
7
8
9
制作 1 前处理槽体11件 安装 制作 2 前处理行车立柱/桥架 安装 制作 3 前处理纯水机、冷却塔、超滤、酸雾处理 安装 制作 4 前处理加热管、阳极板 安装 制作 5 前处理管路系统 安装 制作 6 前处理排废气 安装 制作 7 前处理操作平台 安装 制作 8 自泳固化炉主体 安装 制作 9 自泳固化炉加热室 安装 制作 10 自泳固化炉轨道 安装 制作 11 自泳炉供回风管 安装 制作 12 漆、粉固化炉主体 安装 制作 13 漆、粉固化炉加热室 安装 制作 14 漆、粉固化炉供回风管 安装 制作 15 水旋喷房主体 安装 制作 16 水旋喷房水循环 安装 制作 17 水旋喷房供风室 安装 制作 18 水旋喷房供风室热交换器 安装 制作 19 水旋喷房供排风管 安装 制作 20 喷粉房主体 安装 制作 21 喷粉房回收系统(换色柜2个) 安装 制作 22 喷粉房风管 安装 制作 23 轨道WJ-4(集放式) 安装 制作 24 升降平台2件 安装 制作 25 面漆 安装 制作 26 电控 安装 制作 27 调试及整改(B2\C2\D2\E1) 安装 制作 28 增加1 安装 制作 29 增加2 安装 计划工时 30 A组综合统计 实际工时 计划工时 31 B组综合统计 实际工时 计划工时 32 C组综合统计 实际工时 计划工时 33 D组综合统计 实际工时 计划工时 34 E组综合统计 实际工时 计划工时 35 调试整改统计 实际工时 计划工时 36 厂内综合统计 实际工时 厂内 A 组 B 组 C 组 施 D 组 工 37 E 组 说 明 其 它
12 月 份 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
25天
7人 B 6人 1天
B
B
B
B 6人 9天 B B B 6人 3天 B B B B B B B B B B B 6人 B 6人 2天
10天
B
B 6人 2天 B B B B 6人 4天
B C D
B C D
B C D
B C D
B C D
B C D
B C D
B C D E
B C D E
B C D E
B C D E
B C D E
B C D E
B
B
B
B
B 总 总 总
B
297工
B 6人
37天 208工
总
248工
C 8人 D 8人
31天 248工
31天 248工
313工
2人 7天
E 3人 7天