注塑成型验证实施计划
注塑成型质量控制计划

注塑成型质量控制计划一、背景介绍注塑成型是一种常用的塑料创造工艺,广泛应用于各个行业。
为了确保注塑成型产品的质量,需要制定一份注塑成型质量控制计划,从而实现对整个生产过程的有效管理和控制。
二、质量目标1. 产品外观质量:确保产品表面光滑、无气泡、无瑕疵。
2. 尺寸精度:保证产品尺寸精确符合设计要求。
3. 材料质量:确保使用的塑料材料符合相关标准,无污染。
4. 模具质量:保证模具的使用寿命和精度,减少模具损耗。
5. 生产效率:提高生产效率,降低生产成本。
三、质量控制计划步骤1. 原材料检验在注塑成型过程中,原材料的质量直接影响产品的质量。
需要制定原材料检验标准,包括外观、密度、熔流速率、拉伸强度等指标。
每批原材料进厂时,进行抽样检验,确保原材料符合要求后方可使用。
2. 模具检验模具是注塑成型过程中的关键设备,模具的质量直接影响产品的尺寸精度和外观质量。
制定模具检验标准,包括尺寸精度、表面光洁度、模具寿命等指标。
每次使用新模具或者模具修复后,需要进行模具检验,确保模具质量符合要求。
3. 注塑工艺参数设定根据产品要求和模具特性,确定合适的注塑工艺参数,包括注射速度、保压时间、保压压力等。
通过试验和调整,找到最佳的工艺参数,确保产品尺寸精度和外观质量。
4. 注塑成型过程监控在注塑成型过程中,需要对关键参数进行实时监控,确保生产过程稳定可控。
监控项包括注射压力、注射速度、保压时间、模具温度等。
通过监控,及时发现问题并进行调整,确保产品质量稳定。
5. 产品检验对注塑成型产品进行全面的检验,包括外观质量、尺寸精度、物理性能等。
制定产品检验标准,明确检验方法和标准。
每批产品进行抽样检验,确保产品符合质量要求。
6. 不良品处理对于不合格的产品,需要进行分类和处理。
可分为可修复和不可修复两类,可修复的产品进行修复后重新检验,不可修复的产品进行报废处理。
同时,分析不良品的原因,采取相应措施,防止类似问题再次发生。
7. 持续改进定期评估和分析注塑成型质量控制计划的实施效果,发现问题并制定改进措施。
2024年注塑计划书

2024年注塑计划书1. 引言本文档旨在提出2024年的注塑计划,包括注塑工艺的目标、预算和时间表等细节。
注塑作为一种重要的制造工艺,在制造业中扮演着重要的角色。
通过制定详细的注塑计划,我们希望能够提高生产效率、降低成本并保证产品质量。
2. 目标2024年的注塑计划的主要目标如下:1.提高注塑设备的利用率,达到90%以上;2.实施节能措施,减少能源消耗;3.提高产品质量,使产品合格率达到99.5%以上;4.降低生产成本,实现降本增效;5.加强交流与合作,促进技术创新和生产优化。
3. 预算为了实现上述目标,我们计划在2024年投入以下预算:1.购买新的注塑设备以提高生产能力和效率:100万元;2.实施节能措施,包括设备升级、能源监测和节能培训等:50万元;3.优化生产线,包括自动化生产和流程改善等:80万元;4.加强技术研发和培训,提升技术水平和员工能力:30万元;5.提高产品质量,包括质检设备和人员培训:40万元;6.其他费用,包括维护费用和运营费用等:50万元。
总预算为350万元。
4. 时间表为了按时完成2024年的注塑计划,我们制定了以下时间表:阶段计划时间计划制定2023年12月注塑设备采购2024年1月 - 2024年2月节能措施实施2024年3月 - 2024年4月生产线优化2024年5月 - 2024年6月技术研发与培训2024年7月 - 2024年8月产品质量提升2024年9月 - 2024年10月运营和维护2024年11月 - 2024年12月5. 计划详情5.1. 注塑设备采购我们计划在2024年的第一季度购买新的注塑设备,以提升生产能力和效率。
新设备将具备先进的注塑技术和更高的自动化程度,可以减少人工操作并提高生产效率。
我们将与供应商合作,选择符合我们需求的设备。
5.2. 节能措施实施为了减少能源消耗,我们计划在2024年的第二季度实施一系列的节能措施。
具体措施包括升级设备以提高能效,安装能源监测系统以实时监测能源使用情况,并开展节能培训以提高员工节能意识和技能。
注塑成型验证实施计划
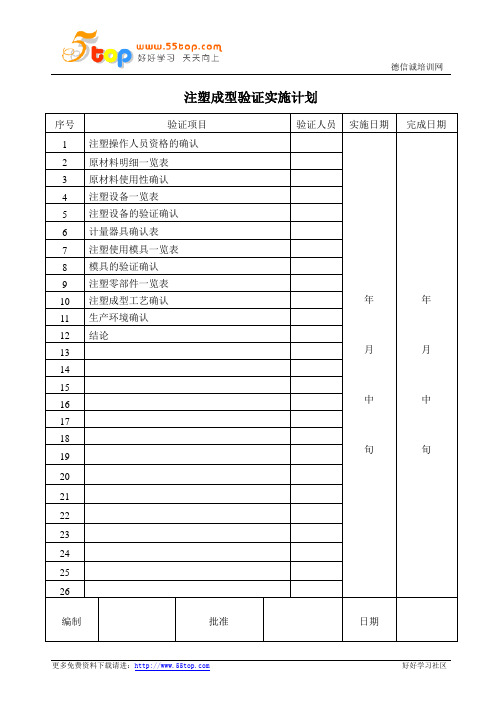
注塑成型验证实施计划序号验证项目验证人员实施日期完成日期1 注塑操作人员资格的确认年月中旬年月中旬2 原材料明细一览表3 原材料使用性确认4 注塑设备一览表5 注塑设备的验证确认6 计量器具确认表7 注塑使用模具一览表8 模具的验证确认9 注塑零部件一览表10 注塑成型工艺确认11 生产环境确认12 结论1314151617181920212223242526编制批准日期注塑成型操作人员资格确认表验证目的:确认操作人员具备从事注塑成型的生产能力验证要求:1.至少有两名经培训合格的操作人员。
2.操作人员与培训记录相符合。
验证依据:上岗应知应会考试考核验证(操作)人员姓名:人员专业:●操作验证内容:记录确认1.注塑成型机工作基本常识●合格○不合格培训记录编号: 042.注塑成型机参数的设定●合格○不合格培训记录编号: 043.设备操作●合格○不合格培训记录编号: 044.设备维护●合格○不合格培训记录编号: 045.上下模具的操作●合格○不合格培训记录编号: 046.卸除螺杆操作●合格○不合格培训记录编号: 047.模温机的使用方法●合格○不合格培训记录编号: 04 验证方法:检查培训记录相关文档:1.培训记录2.有效性评价3.操作上岗证上岗证确认上岗证编号: DXC001 上岗证编号: DXC004上岗证编号: DXC002 上岗证编号: DXC005验证结论:●合格○不合格验证人:日期:13.03.12审核结论:●合格○不合格审核人:日期:13.03.13。
注塑工艺验证方案
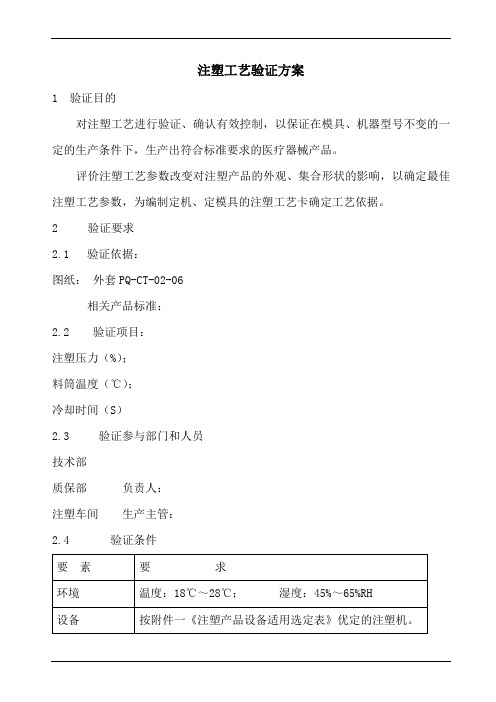
注塑工艺验证方案1 验证目的对注塑工艺进行验证、确认有效控制,以保证在模具、机器型号不变的一定的生产条件下,生产出符合标准要求的医疗器械产品。
评价注塑工艺参数改变对注塑产品的外观、集合形状的影响,以确定最佳注塑工艺参数,为编制定机、定模具的注塑工艺卡确定工艺依据。
2验证要求2.1 验证依据:图纸:外套PQ-CT-02-06相关产品标准:2.2 验证项目:注塑压力(%);料筒温度(℃);冷却时间(S)2.3 验证参与部门和人员技术部质保部负责人:注塑车间生产主管:2.4 验证条件3 验证试验验证按图示程序进行:3.1 试验工艺参数设置 < 注塑工艺参数排列表>3.2 试验方法:3.2.1 按〈注塑工艺参数排列表〉将始注温度、始注射压力组成试验参数组开始进行试注射。
3.2.2 根据设备说明书及常规经验进行组合设计升温、升压试验:a)料筒温度外套加工参数:芯杆加工参数:b)注射压力:注射压力保持在45-46%c)保压时间外套:25.5s,芯杆:25.5sd)冷却时间外套:21-23s,芯杆:18-19s3.2.3 试验记录每组试验由车间工艺试验员做试验数据记录,由检验员记录产品成型质量情况,直至产品合格及达到最佳质量状态,即可确定最佳注塑组合工艺参数值。
4验证结果分析评价:4.1 检验评价巡检员对每组试注塑产品均作外观及几何尺寸的检验,作出该模产品符合规定要求及图纸的情况和检验结论,并在附件3《注塑工艺参数验证排列表》上签注验证评价意见。
4.2 车间试验评价注塑车间工艺试验员依据《注塑工艺参数验证排列表》记录的产品合格情况,择定最佳注塑组合工艺参数,在《注塑工艺参数验证排列表》上签注验证评价意见。
5验证结果的报告和反馈5.1试验结束后,注塑车间工艺验证员据《注塑工艺参数验证排列表》将择定的最佳注塑组合工艺参数写入注塑编写《注塑工艺验证试验报告》,交质管部签署验证意见后报送技术部。
5.2 技术部依据车间和品管部试验评价意见做最后验证确认结论后,进行以下文件准备:对新产品,将工艺验证最佳参数值编制该产品的注塑工a)艺过程卡;b)对老产品中存在的工艺卡与记录不符合的,据此修改和更换工艺过程卡。
201212001注塑成型验证方案
人工流产器械包注塑成型验证方案方案编号:QA-036/201212001版本号:A0验证部门:品管部、研发部、生产部方案制定/日期:方案审批/日期:广州白云蓝天电子科技有限公司目录1.验证目的 (1)2.概述 (1)3.验证小组成员责职及验证申请 (1)4.验证范围 (2)5.验证依据 (2)6.验证计划 (2)7.验证内容 (2)7.1验证产品 (2)7.2验证对象 (2)7.3操作人员资格确认 (2)7.4原材料确认 (3)7.5生产环境确认 (3)7.6安装确认 (3)7.7运行确认 (3)7.8性能确认 (4)7.9 验证结论 (4)7.10重新验证周期 (4)人工流产器械包注塑成型验证方案1.验证目的1.1验证确认购买的注塑机能够满足生产能力,注塑使用的原料满足标准要求。
1.2验证确认注塑生产工艺是有效、可行的。
1.3 通过验证确认最佳的注塑工艺。
2.概述注塑成型过程是生产过程中的一个关键过程,该过程关系到产品的质量安全和使用安全,按照无菌医疗器械生产管理规范要求作注塑成型过程确认。
3.验证小组成员责职及验证申请3.1研发部负责技术支持,工艺确认。
3.2品管部提供检测项目方案、接收标准、评价等级及相关实验。
3.3生产部负责按验证方案生产相关样品。
验证申请记录表4.验证范围适用人工流产器械包通过注塑成型的器件的注塑工艺和注塑设备。
5.验证依据6.验证计划7.验证内容7.1验证产品子宫刮匙、子宫探针、子宫颈扩张器、吸引管柄、子宫颈钳、双翼阴道扩张器。
7.2验证对象2台注塑成型机和1台模温机;9套模具;产品所用原材料。
7.3操作人员资格确认当注塑成型操作人员上岗资格按下表确认具有相关培训记录及操作手法熟练后可认为符合要求。
注塑成型操作人员资格确认表表17.4原材料确认7.4.1产品对应原材料明细确认见表2。
原材料明细一览表表27.4.2 依据GB/T 20417.2-2006和HG/T2503-1993,对原材料的适用性进行确认并记录于原材料适用性验证表(表3)。
注塑工艺验证方案

一,验证目的:1.一次性使用无菌医疗器械生产中,注塑是生产过程中影响产品质量的主要环节之一。
注塑质量影响到产品整体的性能和外观,配合等方面因此,对注塑工艺进行有效的控制并验证,以保证实现在正常的生产条件下,生产出符合标准的医疗器械产品。
2.本方案的目的在于为评价注塑工艺参数的状况对注塑产品的外观及尺寸的影响,以确认最佳的注塑工艺参数。
二,方案验证小组成员:技术部:品管部设备部注塑车间:本方案的由技术部编制,由品管部、技术部协同努力设计完成,总工和师审核批准。
三,验证依据:产品图纸和相关设备参数。
四,验证项目:各种零配件的注塑压力、温度、成型周期对产品质量的影响。
五,验证项目:各种零配件的注塑压力、温度、成型周期对产品质量的影响。
验证条件设置:1.注塑区环境条件:a)温度:18-28b)湿度:50-65RH2.注塑工艺参数:a)温度筒体类:前区:290 40 ,中区:285 40 后区265 40推杆类:前区:200 30 中区210 30 后区180 30模温:55 ---65b)压力:锁模压力:135注射压力:3-134BAR成型周期;注塑;3-18秒保压+冷却:6-20S六,验证方法(见附件1)1.参数设置:设置好各类参数,使机器预热升温至额定值。
2.出样:空注出模头样,手动闭模,注塑2-3模产品。
3.检验:检验产品外观及尺寸是否符合有关要求及图纸,如果全部合格,则投入正常生产,如果一项或某几项不合格,则需回到第一步,进行参数调整,重新进行验证。
七,结果分析评价:经过上述过程对某一产品注塑工艺参数进行验证过程确认,并填写工艺验证报告和工艺参数验证排列表。
见附件2。
八,最终批准:验证小组审阅上述所有结果及评价分析意见,同意验证结果,并按此结论编制注塑工艺过程卡。
九,声明:兹证明本人已审核同意注塑工艺验证方案。
注塑工艺参数验证排列表。
关于注塑检验实施方案
关于注塑检验实施方案
首先,注塑检验实施方案应包括原材料的检验。
原材料是注塑产品的基础,其质量直接影响产品的性能和外观。
因此,在注塑生产过程中,需要对原材料进行严格的检验,包括外观检验、尺寸检验、物理性能检验等。
只有确保原材料质量符合要求,才能保证最终产品的质量。
其次,注塑检验实施方案还应包括模具检验。
模具是注塑生产中的关键设备,其质量直接影响产品的成型质量和生产效率。
在注塑生产过程中,需要定期对模具进行检验,包括模具的尺寸精度、表面质量、冷却系统等方面的检验。
只有确保模具的质量稳定,才能保证产品的稳定性和一致性。
另外,注塑检验实施方案还应包括生产过程的检验。
在注塑生产过程中,需要对注塑机的操作参数、注塑工艺、注塑周期等进行监控和检验,以确保产品的成型质量和生产效率。
同时,还需要对成型产品进行抽检,检验产品的尺寸精度、外观质量、物理性能等,以确保产品的质量符合要求。
最后,注塑检验实施方案还应包括产品的最终检验。
在产品成型后,需要对产品进行全面的最终检验,包括外观检验、尺寸检验、物理性能检验、功能性能检验等,以确保产品的质量符合客户的要求和标准。
总之,注塑检验实施方案是注塑生产过程中非常重要的一环,它直接关系到产品的质量和性能。
只有实施科学合理的注塑检验方案,才能保证产品的质量稳定、一致性好,从而满足客户的需求和要求。
希望本文所述内容对大家有所帮助,谢谢阅读!。
注塑机确认方案
XXXXXXXXXXXXXXXXXXX 注塑验证确认方案
编制:
审核:
批准:
日期:年月日
目录
验证实施计划
注塑成型确认验证实施方案
一、验证目的:
1、验证确认购买的注塑机能够满足生产能力,注塑使用的原料满足标准要求。
2、验证确认注塑生产工艺是有效可行的生产工艺。
二、验证时间:计划2009年2月—3月中旬。
三、验证小组人员组成:
1.组长:刘伟
2.组员:陈弘显、刘磊、段红马、严聪绵、刘文红、刘成永
四、验证依据
成型作业标准书
零部件图纸
检验标准书
五、验证产品名称:
1.一次性使用体外循环血路零部件
2.一次性使用动静脉穿刺针零部件
六、验证过程
(一)验证对象
六台注塑成型机,3只机械手。
(二)人员分工
1.验证前准备、注塑工艺的确定验证:
2.注塑成型机运行验证:;
3.注塑验证过程的操作:
4.验证过程中的审核:
5.验证报告、作业文件的批准:
XXXXXXXXXXXXXXXXXXXX 注塑验证确认报告
编制:
审核:
批准:
日期:年月日
注塑成型操作人员资格确认表
原材料明细一览表
注塑设备一览表
注塑机安装验证相关资料确认表
注塑机安装验证相关资料确认表
旋臂式机械手安装验证相关资料确认表
注塑机相关文件资料验收明细表
验证人:刘伟审核人:张美华日期:09.02.16
注塑成型机安装确认表
机械手安装试运行确认表
注塑成型机试运行确认表
计量器具确认表
注塑模具安装试运行确认表
验证结论。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑成型验证实施计划
注塑成型操作人员资格确认表
原材料使用性验证确认表
注塑设备一览表
DXC008
注塑机安装验证相关资料确认表
注塑机相关文件资料验收明细表
验证人:审核人:日期:13.02.16
注塑成型机安装确认表
DXC013
DXC016
DXC017
注塑成型机技术参数验收情况确认表
DXC018
注塑成型机技术参数验收情况确认表
DXC019
注塑成型机技术参数验收情况确认表
DXC020
机械手技术参数验收情况确认表
DXC021
机械手技术参数验收情况确认表
DXC022
计量器具确认表
DXC023
注塑使用模具一览表
注塑模具安装试运行确认表
注塑成型工艺确认表
DXC029。