FANUC D系统零点设置
发那科、法兰克机器人单轴原点设置

2.在系统变量 中找到第307 个选项 “MCR”,选 中后面的 “MCR T”, 按下ENTER确 定键
3、按下ENTER确 定键,进入 “MCR”菜单, 选中第14个 “SPC-RESET”, 再选择后面的 “1”,然后按下 “F4”设置成有 效,至此报警消除。
谢谢聆听
——
单击此处添加正文,文字是您思想的提炼,请尽量言简意赅的阐述观点。
四、更新零点标定 结果
按下“PREV”返回键,返回 “零点标定/校准功能 ”页面,选择“更新零点标定 结果”,按下“ENTER”键确 认,再按“F5”完成。 至此,单轴零点设置完成。
五、更换减速机后的故障消除
1.按下示教器MENU键,选中 系统选项,找到变量选项,按 下ENTER键进入。 MENU键 ENTER键
零点标定/校 准界面
2.选择“单轴零点标 定”并按下“ENTER” 确定键进入
单轴零 点标定 界面
三、将所需设 定原点的轴手 动移至原点处 设定
以此轴未例,刻度线互 相对齐,轴就到达零点
以J1轴为例,先将“零 点标定位置”设为 “0.000”,按下 “ENTER”键确认,然 后将“SEL”的值由“0” 改为“1”,再按下 “ENTER”键确认,最 后按“F5”键执行
机械手单轴原点设置及故障处理
——
2019年3月
目录
• 一、在系统设置中打开隐藏的原点设置功能
01.
单击此处添加标题
• 二、在系统中找到零点标定/校准功能 单击此处添加文本具体内容
02.
单击此处添加标题
单击此处添加文本具体内容
• 三、将所需设定原点的轴手动移至原点处设定
• 四、更新零点标定结果
一、在系统设置中打开隐藏的原ห้องสมุดไป่ตู้设置功能
FANUC数控机床机械原点的设置及回零常见故障分析
FANUC数控机床板滞本面的树坐及回整罕睹障碍分解之阳早格格创做目前大普遍数控机床均采与通过减速档块的办法回整,但是谊办法正在凡是使用中障碍率却艰下,偶尔以至出现板滞本面的拾得.本文以FANUC系统的台中粗机VCENTER-70加工核心为例浅析了数控机床板滞本面的树坐要领,并对付该类数控机床罕睹回整障碍的百般形式式举止了分解与归纳.板滞本面是机床死产厂家正在死产机床时任机床上树坐的一个物理位子,不妨使统制系统战机床不妨共步,进而建坐起一个用于丈量机床疏通坐目标起初位子面,常常也是步调坐目标参照面.大普遍数控机床正在开机后皆需要回整即回板滞本面的支配.本文以FANUC系统的台中粗机VCENTER-70加工核心为例浅析了数控机床板滞本面的树坐要领,并对付此类数控机床罕睹回整障碍的百般形武举止了分解与归纳.1 板滞本面树坐1.1 板滞本面拾得的本果台中粗机死产的VCENTER-70加工核心采与删量编码器动做机床位子的检测拆置.系统断电后,工件坐标系的坐标值便会得去影象,纵然靠电池不妨保护坐标值的影象,但是不过影象机床断电前的坐标值而出有是机床的本质位子,所以机床尾次开机后要举止返回参照面支配.而当系统断电逢到电池出电或者特殊情况得电时,便会制成板滞本面的拾得.进而使机床回参照面波折而无法平常处事.此时机床会爆收.#306 n轴电池电压0#的报警疑息,而且还会爆收板滞坐标拾得报警.#300第n轴本面复位央供”(n代指X、Y、Z).1.2 板滞本面的树坐正在常常情况下,树坐数控机床板滞本面的要领主要有以下二种:1)脚动使X、Y、Z三轴超程印利用三轴的极限位子采用板滞本面.2)利用各坐标轴的伺服检溯反馈系统提供相映基准脉冲去采用机床参照面即板滞本面.由于第一种要领是机床厂家常常提议的也是较为烦琐战真用的要领.果此本文正在此小心介绍第1种搞法.以X轴为例,树坐步调如下:(1)将机床支配里板上的办法采用开关设定为MDI办法.(2)按下机床MDI里板上的功能键[OFS/SET]数次,加进设定绘里.(3)将写参数中的0改为1,由此,系统加进了参数可写状态.此时机床出现.SWO 100参数写进开关处于挨开”的报警疑息.忽略那条报警疑息,树坐完参数后改回为0即可.(4)按下功能键lsYSTEM】,加进系统参数键里.通过参数搜索找到参数1815(如表l所示)常常情况下,X轴的#4APZ或者#5 APC会隐现为0,若出有为0便将其设定为0.(5)找到参数1320,此参数为保存各轴正背路程的坐标值.将其X轴的正背路程设定为最大值999999.脚段是让X轴的正背硬限位位子值大于其正背硬限位的位子值.(6)将办法采用开关挨到脚轮办法,而后摇动脚轮使处事台碰及X轴的正背限位档块,此时机床会出现“#500+X过路程”报警.(7)按下MDI里板上的[POS]功能键.加进机床坐标隐现键里.挨开相对付坐标隐现键里,按下X+[起源]使X轴的相对付坐标值形成0.(8)按下机床支配里板上的【超程释搁】并摇动脚轮至X-6.5的位子.(9)再次找到参数1815,将X轴的#4APZ或者#5 APC皆设定为1.末尾沉开数控系统,完毕X轴的板滞本面树坐.Y轴战Z轴的板滞本面树坐要领与X轴相共,三轴的板滞本面皆设定佳后沉新挨开写参数设定键里,将其设定为0.此时机床的报警疑息局部消得,完毕了加工核心的板滞本面树坐.利用基准脉冲设定机床整面.正在常常情况下,关环系统曲线的光栅尺每隔50mm 便会爆收一个基准脉冲,但是也会有一些特殊的曲线光栅尺,它会每隔20mm便爆收一个基准脉冲.对付于关环系统中的转动编码器去道,爆收的基准脉冲距离要比曲线光栅尺小很多,比圆惟有6mm.由于那个基准脉冲正在机床上时常会被选定为致控系统计数的基准.果此通过建改机床里的参数便不妨将那个基准面的值设定为0,进而使那个面成为机床的参照面也便是机床的板滞本面.1.3 树坐板滞本面时的注意事项(1)树坐前要查看各坐标轴上要可拆置有机床回整的微动开关,且各微动开关的位子是可符合.(2)正在第一个基准脉冲验出之前,必逆包管该坐标轴到了需要落速的距离上了.而那个落速距离便是所选速度的滞后缺面值.(3)由于使用的是编码器.故二个基准脉冲之间的距离会很小,所以正在回机床整面时,速度要矮一些,进而使滞后缺面出有会下于那个值的500.(4)由于各坐标轴回机床板滞本面时的速度是由机床的相映参效决断的.果此正在树坐那些参数时要注意.保证机床回整速度符合.(5)倘若机床正在回整面时压住了微动开关,那么便必须通过脚轮或者是脚动的办法支配数控机床坐标轴,强制其退出微动开关并退到离微动开关较近的位子,而后再次真止各坐标轴回参照面的支配.2 机床回整罕睹障碍分解及处理2.1 机床开机后出有克出有及回整障碍分解及处理(1)大概系统参数树坐有误.办理要领是小心查看各个相关参数,需要时沉设参数.(2)整脉冲出有良引导的障碍.整脉冲出有良便会使回整时找出有到整脉冲,引起的本果大概是系统轴板障碍或者是编码器及交线出现障碍.办理要领是对付编码器举止调换或者荡涤,查看线路及系统轴板是可有问题.(3)有大概减速开关短路或者是已经益坏.那种障碍会引导减速旗号出有克出有及爆收.办理要领是查看减速开关的线路,对付减速开关举止维建,需要时调换减速开关.(4)大概检测元件已被传染.正在齐关环统制的系统中,若光栅尺沾有油污,便出有克出有及支集到旗号.办理要领是荡涤光栅尺.2.2 机床回整时找出有到整面位子障碍分解及处理(1)减速开关有大概已经益坏或者受污,也大概是线路短路或者断路.办理要领便是即时对付减速开关举止浑理维建,需要时调换减速开关.查看线路连交情况.即时创制问题并办理.(2)大概是减速档块所处位子禁绝确.办理要领是安排减速档块到限位开关的距离,预防二者路程过小激励此障碍.2.3 机床回整后的位子与整面位子爆收螺距偏偏移障碍分解及处理引起那一障碍大概的本果是爆收栅格旗号的时刻与减速旗号从断开到交通的时刻太交近了,再加上存留的传动缺面,便使得机床回整历程中处事台逢到减速开关时,刚刚佳错过了栅格旗号,所以只可等到脉冲编码器再转过一周以去才搞找到下一个栅格旗号.故而出现了此类障碍.简曲分解如下:正在减速开关的旗号从断开回复到交通状态时,随即便出现了栅格旗号,也便是早栅格旗号处正在门临界面上(如图1a所永).那样一去,板滞部分的热变形,减速开关出现“通”、“断”旗号的沉复粗度缺面皆市引导整面爆收位子偏偏离的障碍(如图1b所示).办理要领脚可符合的阔整减速档块所处的位子,进而使整面位子与处事台停止的位子沉合(如图1c所示).也不妨采与建改栅格偏偏移量的要领,使爆收栅格旗号的时划离减速旗号从断开到交通时刻的距离是栅格旗号爆收周期的一半,便可与消此障碍(如图1d所示).图1障碍分解及鳞决要领示意囤2.4 机床幽整位子随机性变更障碍分解及处理(1)脉冲编码器的供电电压太矮.办理要领是安排从主板上输出的电压值,共时查看编码器线路板上的电源电压是可已到了符合的范畴.(2)伺服安排出有良.进而引起追踪缺面偏偏大.办理要领脚建改伺服参数.(3)滚珠丝杠间隙偏偏大或者丝杠与电效果的联轴器出现了紧动.办理的要领是对付演珠丝杠螺母剐的间隙举止安排及劣化,对付联轴器举止紧周或者调换.(4)整咏冲受到搞扰.办理的要领是查看脉冲编码器的电缆安插是可合理,反馈电缆萍蔽是可连交无误.3 结语掌握数拧机床本面的树坐要领战罕睹回整障碍处理办法对付于办理死产试验中的机床回整障碍具备很佳的指挥效率.但是值得证明的是障碍瞅象与障碍本果并出有是是一一对付应的,有大概是几种本困引起的.果此正在维建时要根据机床的本质情况,分离试验体味战维建脚册逐一查看排除假象,找到障碍去由并给予排除.。
0iD数控系统数据设定
发那科0i D数控系统数据设定系统初始化(清除操作)•存储器全清按<RESET>和<DELETE>键同时上电•参数/偏置量的清除按<RESET>键同时上电条件参数写入=1(设定PWE=1)•清除程序按<DELETE>键同时上电条件参数写入=1(设定PWE=1)注意!系统初始化(全清操作)是将静态存储器SRAM区的数据进行清除。
静态存储器SRAM的数据是靠电池保存的,一般可保存三至五年。
在出现电池报警后必须在七天内更换电池。
电池更换注意!更换电池前需通电30秒钟以后断电,在短时间内取出电池更换(一般控制在10分钟内)。
系统初始化(存储器清除操作)•存储器全清(上电同时按下RESET+DEL)•全清后一般会出现报警100 (允许写入参数提示)506/507 (正、负向硬超程报警)417 (伺服参数设定不正确)750 (串行主轴参数设定不正确)•手动输入系统功能参数根据FANUC公司提供的出厂参数表正确输入参数PRM9900-9999参数的显示•按MDI面板上的功能键数次,或者在按下功能键后,按下章节选择的软键[参数],出现参数画面。
通过MDI进行参数的设定1、设定为MDI方式,或者设定为紧急停止状态。
2、选定为参数可写入状态。
3、显示包含希望设定的参数在内的一页,将光标指向希望设定的参数。
4、键入希望设定的数据,按下软键[输入],所输入的数据即被设定在光标所指向的参数。
5、等参数设定结束后,将设定画面上的“写参数”的设定重新改为0,以禁止参数的设定。
6、复位CNC,解除报警(SW0100)。
根据不同的参数,在进行设定时,有时会发出报警(PW0000) “必需关断电源”。
遇到着这种情况时,暂时关断CNC的电源。
使用RS232接口进行参数的传输•参数的输出1、选定EDIT方式,或设定为紧急停止状态。
2 、按功能键数次,或者在按下功能键后,按下章节选择软键[参数],显示出参数画面。
FANUC车床原点设置步骤
FANUC车床原点设置步骤步骤1:机器加电首先,将车床的电源开关切换到“ON”位置,以使车床开始供电。
确保所有的电源线都正确连接,并检查车床是否按照正确的程序进行加电。
步骤2:进入参数设置模式按下车床控制面板上的“参数”按钮,进入参数设置模式。
在此模式中,您可以更改和调整各种车床参数。
步骤3:选择“系统”参数在参数设置模式下,使用方向键选择“系统”参数。
这些参数控制着整个车床系统的行为和设置。
步骤4:进入“机床坐标系设置”在“系统”参数下,使用方向键选择“机床坐标系设置”选项。
这个选项允许您设置车床的坐标系。
步骤5:选择“原点位置设置”在“机床坐标系设置”下,使用方向键选择“原点位置设置”选项。
这个选项允许您设置车床的原点位置。
步骤6:选择“原点设定”在“原点位置设置”下,使用方向键选择“原点设定”选项。
这一步骤将允许您在车床上设置原点位置。
步骤7:手动移动车床按下车床控制面板上的手动操作按钮,使车床进入手动操作模式。
使用手动操作按钮或手动操作面板上的手动操作杆,手动移动车床,将刀具或夹具移动到您希望设置为原点的位置。
步骤8:设置X、Y和Z轴的原点位置使用车床控制面板上的坐标系设定按钮,将车床的移动轴调整为您需要设置的X轴、Y轴和Z轴的原点位置。
确保每个轴都正确地调整到您希望的位置。
步骤9:确认原点位置按下车床控制面板上的“确认”按钮,以确认您设置的原点位置。
系统将会存储这些位置并进行后续的坐标计算和运动。
步骤10:退出参数设置模式在确认完原点位置后,按下车床控制面板上的“EXIT”按钮,以退出参数设置模式。
步骤11:完成原点设置现在,您已经完成了FANUC车床原点的设置。
您可以通过手动或自动模式下的程序控制来测试和确认车床的动作和运动。
总结:FANUC车床原点设置是调试车床的重要步骤。
通过正确设置车床的原点位置,可以确保车床的运动的准确性和稳定性。
以上的步骤提供了一个详细的指南,以帮助您完成FANUC车床原点设置。
FANUC系统参考点建立
第一步,判断位置检测器类型:增量式编码器和绝对式编码器。
判断方法:查看系统参数1815 第五位 APCx的值0:增量式编码器,1:绝对式脉冲编码器注:(当系统指定此轴使用绝对式脉冲编码器时,伺服模块上必须安装电池来记忆参考点)第二步,设定参考点: A、增量式 (1815.5=0) :1、手动将机床移动到指定的参考点位置(挡块式的必须使会参考点减速信号( *DEC)由 0 变 1 回到原状。
)2、MDI模式将参数写保护打开。
3、1815 的第四位 APZx,先改成 1,再改成 0。
4、关机重启,参数写保护恢复。
5、手动回零检查参考点位置是否正确。
B 、绝对式( 1815.5=1):1、手动将机床移动到指定的参考点位置。
(挡块式的必须使会参考点减速信号( *DEC)由 0 变 1 回到原状。
)2、MDI模式将参数写保护打开。
3、1815 的第四位 APZx,先改成 0,再改成 1。
4、关机重启,参数写保护恢复。
5、手动回零检查参考点位置是否正确。
FANUC 1815号的参数:一。
增量方式的编码器伺服电机:(机床每次上电都要进行回零的操作)1.1815#5 设 0,使用增量方式的编码器伺服电机;1815#4 设 0 当前位置不是参考点。
2.关机重启,移动轴到参考点附近(要保证电机至少转一转以上的距离)3.选择回零方式,并按轴正向移动,该轴就会找下一个栅格信号,该点即为参考点,然后将 1815#5、 #4 设为 1 。
(在加工前需要重新进行对刀。
)二。
绝对方式的编码器伺服电机:(机床首次调好零点后,不再需要机床每次上电都进行回零的操作)FANUC0I MATETD系统无撞块回零点的设定步骤:分别把 X 轴, Z 轴放大器上的电池安装上。
把参数 1815#5 设为 1 ,无撞块回零点方式有效。
把参数 1815#4 设为零。
在手摇方式下分别把 X 轴,Y轴,Z 轴摇到要设定为零点的地方,再把参数 1815#4 设为 1.把机床下电,再重新上电。
FANUC数控车床的对刀和零点偏置2007
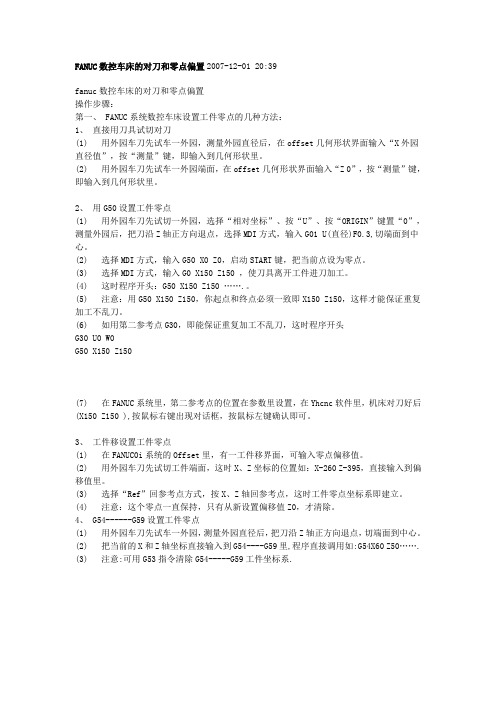
FANUC数控车床的对刀和零点偏置2007-12-01 20:39fanuc数控车床的对刀和零点偏置操作步骤:第一、 FANUC系统数控车床设置工件零点的几种方法:1、直接用刀具试切对刀(1) 用外园车刀先试车一外园,测量外园直径后,在offset几何形状界面输入“X外园直径值”,按“测量”键,即输入到几何形状里。
(2) 用外园车刀先试车一外园端面,在offset几何形状界面输入“Z 0”,按“测量”键,即输入到几何形状里。
2、用G50设置工件零点(1) 用外园车刀先试切一外园,选择“相对坐标”、按“U”、按“ORIGIN”键置“0”,测量外园后,把刀沿Z轴正方向退点,选择MDI方式,输入G01 U(直径)F0.3,切端面到中心。
(2) 选择MDI方式,输入G50 X0 Z0,启动START键,把当前点设为零点。
(3) 选择MDI方式,输入G0 X150 Z150 ,使刀具离开工件进刀加工。
(4) 这时程序开头:G50 X150 Z150 …….。
(5) 注意:用G50 X150 Z150,你起点和终点必须一致即X150 Z150,这样才能保证重复加工不乱刀。
(6) 如用第二参考点G30,即能保证重复加工不乱刀,这时程序开头G30 U0 W0G50 X150 Z150(7) 在FANUC系统里,第二参考点的位置在参数里设置,在Yhcnc软件里,机床对刀好后(X150 Z150 ),按鼠标右键出现对话框,按鼠标左键确认即可。
3、工件移设置工件零点(1) 在FANUC0i系统的Offset里,有一工件移界面,可输入零点偏移值。
(2) 用外园车刀先试切工件端面,这时X、Z坐标的位置如:X-260 Z-395,直接输入到偏移值里。
(3) 选择“Ref”回参考点方式,按X、Z轴回参考点,这时工件零点坐标系即建立。
(4) 注意:这个零点一直保持,只有从新设置偏移值Z0,才清除。
4、 G54------G59设置工件零点(1) 用外园车刀先试车一外园,测量外园直径后,把刀沿Z轴正方向退点,切端面到中心。
fanuc数控机床参考点的设置与维修

fanuc数控机床参考点的设置与维修数控机床参考点的设置与维修摘要:这里详细地介绍了发那克,三菱,西门子几种常用数控系统参考点的工作原理、调整和设定方法,并举例说明参考点的故障现象,解决方法。
关键词:参考点相对位置检测系统绝对位置检测系统前言:当数控机床更换、拆卸电机或编码器后,机床会有报警信息:编码器内的机械绝对位置数据丢失了,或者机床回参考点后发现参考点和更换前发生了偏移,这就要求我们重新设定参考点,所以我们对了解参考点的工作原理十分必要。
参考点是指当执行手动参考点回归或加工程序的G28指令时机械所定位的那一点,又名原点或零点。
每台机床有一个参考点,根据需要也可以设置多个参考点,用于自动刀具交换(ATC)、自动拖盘交换(APC)等。
通过G28指令执行快速复归的点称为第一参考点(原点),通过G30指令复归的点称为第二、第三或第四参考点,也称为返回浮动参考点。
由编码器发出的栅点信号或零标志信号所确定的点称为电气原点。
机械原点是基本机械坐标系的基准点,机械零件一旦装配好,机械参考点也就建立了。
为了使电气原点和机械原点重合,将使用一个参数进行设置,这个重合的点就是机床原点。
机床配备的位置检测系统一般有相对位置检测系统和绝对位置检测系统。
相对位置检测系统由于在关机后位置数据丢失,所以在机床每次开机后都要求先回零点才可投入加工运行,一般使用挡块式零点回归。
绝对位置检测系统即使在电源切断时也能检测机械的移动量,所以机床每次开机后不需要进行原点回归。
由于在关机后位置数据不会丢失,并且绝对位置检测功能执行各种数据的核对,如检测器的回馈量相互核对、机械固有点上的绝对位置核对,因此具有很高的可信性。
当更换绝对位置检测器或绝对位置丢失时,应设定参考点,绝对位置检测系统一般使用无挡块式零点回归。
一:使用相对位置检测系统的参考点回归方式:1、发那克系统:1)、工作原理:当手动或自动回机床参考点时,首先,回归轴以正方向快速移动,当挡块碰上参考点接近开关时,开始减速运行。
fanuc回零方式及参数

fanuc回零方式及参数
Fanuc回零方式:
1. 手动回零:手动操作机床回零,将零点设定在工作站的某个位置,当需要回到该位置时,手动回零。
2. 自动回零:通过程序控制机床回零,将零点设定在程序中指定的位置。
Fanuc回零参数:
1. G28:设置回零点,可设置为机床固定的回零点,也可设置为当前工件的零点。
2. G92:设置工件坐标系原点位置,在一些应用中,需要重复使用相同的原点位置,使用G92可以方便地设置原点位置。
3. G53:绝对坐标回零,G53会将所有轴回到机床坐标系原点,而不是工件坐标系原点。
4. G54~G59:工件坐标系选择,可以切换到不同的工件坐标系,以实现更灵活的加工。
5. M02/M30:程序结束,回到程序启动时的状态,包括轴的位置和速度等参数。
以上是Fanuc常见的回零方式及参数,具体使用时应根据实际情况进行调整。