制程异常追踪记录表
异常的追踪与处理

2006.07.14
异常定义
何为异常? 就是不符合物料及产品的质量要求,外观、 功能、特性与规范不相符。
冲、塑异常的追踪:
一、冲/塑制程异常的追踪与处理
1、制程发现异常时,散颗产品追踪方式:从发现不良时间点开始 往前追踪到无不良时为止。 2、制程发现异常时,料带式产品从发现不良时间点开始往前追踪 到上一卷无不良时停止追踪,如仍有不良时则继续往前追踪 到无不良为止。 以上追踪结果必须记录在“制程不良追踪表”中,产出品注明 不良原因并附上不良样品,由相关位移到不合格区域进行处 理。 3、制程发现重大异常无法排除急需停产时立即通知品保主管召 集生产、技术人员做共同判断,呈厂长批示。 4、制程中发现的产品或机台异常,可由品管初步研判,水平展 开确认同系列产品或同型号机台是否有类似之不良现象。
二、F1物料异常的追踪与处理: 1、F1物料异常进料品管判定不合格时,在外箱贴上 不合格标签(红色),并通知仓库将不合品移到不合格区 域待处理,防止误用。 2、品管开出“不良讯息联络单” 给F1,要求提出改 善对策. 3、进料品管将不合格图示和样品标示好回台给F1, F1接到不良样品时起一星期内回复结果,品管进行 追踪。 4、F1特采到F2的物料,F2进料检验判定OK后(除 特采项),要在外箱上贴上特采标签(淡蓝色)。
5、来料处理异常方式有三种: 5.1、重工:重工常用的大多数为人工挑选、
修理。 重工后仓库通知品保进行确认,确认OK后贴 上合格标签(绿色),并做合格报表。 5.2、特采: 无法重工,对后工序影响不大,仓库提出申 请后,相关部门主管及厂长同意签核后产品 管在外箱贴上特采标签(淡蓝色),并在不合格 报表上加盖特采章,备注特采编号。 5.3、报废:以“报废作业标准”处理。
制程检验记录表模板
批次
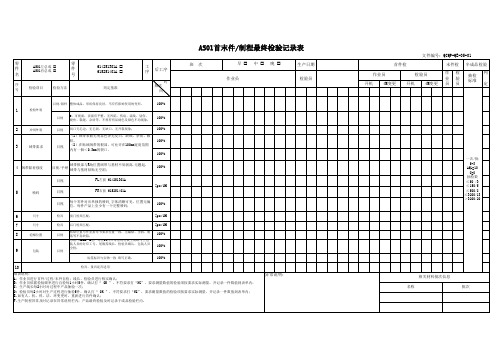
AS01首末件/制程最终检验记录表
零
零
件 名
AS01左总成 AS01有总成
件 号
序 号
检验项目
检验方法
614251301A 615251401A
判定基准
工 序
后工序
时 频次
间
班次
早 中 晚 作业员
目视/限样 整体成品:形状保持良好,不应有影响使用的变形,
100%
1
检验外观
目视
2、可视面:表面应平整,无凹陷、伤痕、流线、划伤、 烧焦、裂缝、杂质等,不得有明显褪色及颜色不均现象;
100%
5
喷码
目视 目视
FL左前 614251301A FR右前 615251401A
5pcs/1H
目视
每个零件对应单独的喷码,字体清晰可见,位置无偏 位,每件产品上至少有一个完整喷码;
100%
6
尺寸
检具 前门检具匹配;
5pcs/1H
7
尺寸
8
泡棉位置
9
包装
检具 后门检具匹配;
5pcs/1H
目视
粘贴位置与作业指导书要求位置一致,无漏贴、歪斜、脱 落等不良缺陷;
100%
2
冲切外观
3
绒带要求
目视 目视
切口无毛边,无毛刺、无缺口、无开裂现象;
(1)绒带表面无明显色泽无发白、缺绒、杂质、颗 粒。 (2)在贴绒绒带的根部,可允许在100mm宽度范围 内有一個<0.3mm的裂口。
100% 100% 100%
4 绒带黏着强度
目视/手掰
绒带根部与R角位置绒带与基材不易剥离.无翘起, 绒带与基材粘贴无空洞;
异常说明:
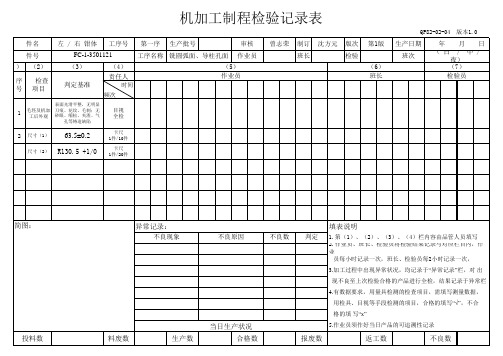
机加工制程检验记录表
件名
左 / 右 钳体 工序号 第一序 生产批号
审核
(1 件号 ) (2)
序 检查 号 项目
FC-1-3501121
工序名称 铣圆弧面、导柱孔面 作业员
(3) 判定基准
(4) 责任人
时间
(5) 作业员
频次
表面光滑平整,无明显
1
毛坯及机加 刀痕、花纹、毛刺;无 工后外观 砂眼、缩松、夹渣、气
生产数
不良原因
当日生产状况 合格数
不良数
判定
填表说明
1.第(1)、(2)、(3)、(4)栏内容由品管人员填写 2.作业员、班长、检验员将检验结果记录与对应栏目内,作 业
员每小时记录一次,班长、检验员每2小时记录一次,
3.加工过程中出现异常状况,均记录于“异常记录”栏,对 出
现不良至上次检验合格的产品进行全检,结果记录于异常栏
孔等铸造缺陷
目视 全检
2 尺寸(1) 63.5±0.2 尺寸(2) R130.5 +1/0
卡尺 1件/10件
卡尺 1件/20件
曾志荣 制长
QP82-02-04 版本1.0
生产日期 班次
年月日 (白 / 中/
夜) (7)
检验员
简图: 投料数
异常记录: 不良现象
料废数
4.有数据要求,用量具检测的检查项目,需填写测量数据, 用检具、目视等手段检测的项目,合格的填写“√”,不合 格的填 写“х”
5.作业员须作好当日产品的可追溯性记录
报废数
返工数
不良数
制程异常处理流程
5.4.1当责任部门确认后,责任人应对异常现象进行临时对策和防止异常再发生的永久性对策;
5.4.2临时对策为对已发生的异常的一种解决方法,永久性对策为防止异常再发生的一种纠正措施。
5.4.3如同一异常有多个责任部门时,每个责任部门责任人应针对各自的问题点提出临时措施和防止异常再发生的永久对策(《制程异常通知单》每个责任部门复印一份,分别制订改善对策);
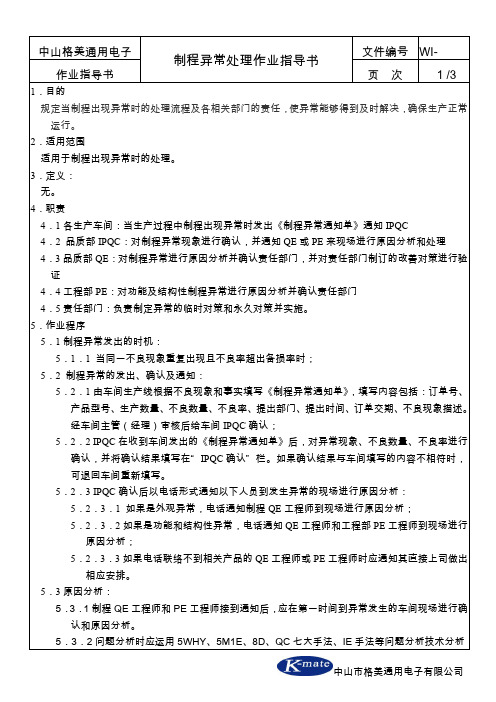
1.目的
规定当制程出现异常时的处理流程及各相关部门的责任,使异常能够得到及时解决,确保生产正常运行。
2.适用范围
适用于制程出现异常时的处理。
3.定义:
无。
4.职责
4.1各生产车间:当生产过程中制程出现异常时发出《制程异常通知单》通知IPQC
4.2品质部IPQC:对制程异常现象进行确认,并通知QE或PE来现场进行原因分析和处理
5.4.4临时对策和防止再发生的永久性对策应具备完成日期。临时性对策应可马上实施,永久性对策的实施完成正常情况下不能超过一个月。
5.4.5制程QE工程师或工程PE工程师应对责任部门制定的临时对策和永久性对策进行确认,当确认对策无法实施或不能防止再发生时,应要求责任部门重新制订对策。
5.4.6责任部门应在异常发生后2小时内制定临时对策,4小时内制定防止异常再发生的永久性对策。
4.3品质部QE:对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验证
4.4工程部PE:对功能及结构性制程异常进行原因分析并确认责任部门
4.5责任部门:负责制定异常的临时对策和永久对策并实施。
5.作业程序
5.1制程异常发出的时机:
5.1.1当同一不良现象重复出现且不良率超出备损率时;
5.4.7临时对策的实施部门为车间或责任部门,永久性对策的实施部门为责任部门。
制程异常处理规范(含记录)
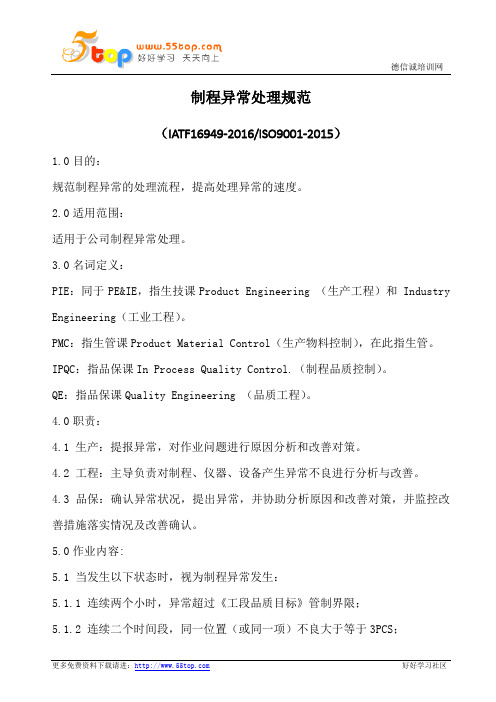
制程异常处理规范(IATF16949-2016/ISO9001-2015)1.0目的:规范制程异常的处理流程,提高处理异常的速度。
2.0适用范围:适用于公司制程异常处理。
3.0名词定义:PIE:同于PE&IE,指生技课Product Engineering (生产工程)和 Industry Engineering(工业工程)。
PMC:指生管课Product Material Control(生产物料控制),在此指生管。
IPQC:指品保课In Process Quality Control.(制程品质控制)。
QE:指品保课Quality Engineering (品质工程)。
4.0职责:4.1 生产:提报异常,对作业问题进行原因分析和改善对策。
4.2 工程:主导负责对制程、仪器、设备产生异常不良进行分析与改善。
4.3 品保:确认异常状况,提出异常,并协助分析原因和改善对策,并监控改善措施落实情况及改善确认。
5.0作业内容:5.1 当发生以下状态时,视为制程异常发生:5.1.1 连续两个小时,异常超过《工段品质目标》管制界限;5.1.2 连续二个时间段,同一位置(或同一项)不良大于等于3PCS;5.1.3 生产设备、治工具、仪器等发生故障,影响生产进度及品质;5.1.4 未按作业指导书或客户要求作业,经确认有可能发生品质隐患时;5.1.5 驻厂客户检验发现异常,需要原因分析和改善对策。
5.1.6其它严重影响到产品品质及生产效率的事件(如:包材,物料,产品供应不足)。
5.2 制程异常处理程序5.2.1当制程异常发生时,由发现部门或品保开出【品质异常处理单】并交该部门的组长、课长审阅签名,经工程分析后交相关责任部门。
5.2.2相关部门责任人接到【品质异常处理单】时,第一时间到现场了解状况,并在30分钟内给出临时改善措施,24小时内给出长期改善措施。
特殊情况下,经由厂长或管理者代表批准后,但最长也不得超过72H回复。
DIP-IPQC巡检记录表

4.生产现场是否有物料,产品掉落地面,跟乱丢垃圾现象。 5.待检、检验中、待老化的产品是否有做状态标识。
异常描述:
线别:
时间 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30 18:30 19:30
次数
9:00 10:00 11:00 12:00 14:30 15:30 16:30 17:30 19:30 20:30
IPQC制程巡检记录表
巡检日期:
年
月
日
序号
巡检内容
1.员工上班是否有做防静电手环测试,并做好测试记录。
ESD 2.员工是否有佩戴防静电手环,佩戴是否正确。
3.员工是否有按要求着装防静电服。 1.上线的物料是否符合制令单或BOM表要求。 2.生产线是否按照BOM表,样板或首件生产。 3.员工的操作是否正确,物料摆放标识是否正确合理。 4.元器件的插件位置方向是否正确,是否插到位,有无漏插现象。 5.检查波峰机是否有作业指导书,点检保养记录是否按时完成。 6.检查波峰机温度,速度设置是否正确,是否符合作业指导书规定。 7.检查焊盘上锡是否饱满,有无批量假焊、虚焊、空焊、冷焊、连锡、少锡现象。 8.补焊维修岗位洛铁温度设定是否正确,每天是否有做温度点检。
2H
1H
1H
1H
1H
1H
1H
2H
2H
1H
2H
1H
2H
1H
1H
1H
2H
1H
1H
1H
1H
1H
1H
2H
2H
2H
2H
2H
纠正预防措施:
备 注:
IPQC制程巡检表
记 录 人: 记录时间:
审 核 人: 审核时间:
线别:
日期:
月
日
机型/颜色/投产数量:
类别 人
机
项目 编号
控制项目及要求
频率
稽核结果 8:00-10:00 10:00-12:30 13:30-15:30
1.1 各工位员工是否具有上岗证;
1.2
作业员是否穿戴好ESD防护符合指导书要求(工衣,静电衣服,静电 环);
2.3 打印机、电子称当天保养记录有填写且使用无异常;
次/班
2.4 洁净栅是否按要求执行,帘子不能拉起;
次/2H
2.5 CMU 综测仪器是否按要求保养维护;
次/班
2.6 耦合工位线损是否点检并确认;
2.7
电脑信息核对工厂: 卡数:
机型:
颜色:
日期:
次/班 次/班
2.8
次/班
3.1 生产作业区域、操作台无在制工单外的物料存放;
次/H 次/H
首件
标签
样品核 对
抽检 质控点
7.1 首件是否按文件要求频率确认;
即时
7.2 首件确认结果是否正常;
即时
7.3 首件是否挂在线上固定位置;
即时
8.1
条码打印格式、内容是否正常(特别是格式、字母的大小写,相似数字 与字母);
次/2H
8.2 标签、条码明暗码扫描确认是否一致;
次/2H
8.3 并将确认合格的标签贴到首件表背面,签名;
4.5
耦合位配置参数是否正确;IMEI写码工位配置参数是否正确(特别是 IMEI号码段、版本、机型颜色的设定)
次/4H
环
不良率 监控
制程品质异常汇总明细表
48 46 47 48 49 47 48 49 50 48 49 50 51 49 50 51 52 50 51 52 53 51 52 53 54 52 53 54 55 53 54
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
90 91 92 93 91 92 93 94
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
制程品质异常汇总明细表 异常现象 原因分析
表 改善对策 责任人 回复日期 预计完 成时间 效果确认 追踪人
87 88 89 90 86 87 88 89 90 91 87 88 89 90 91 92 88 89 90 91 92 93 89 90 91 92 93 94 90 91 92
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
制程异常处理流程
1.目的规定当制程出现异常时的处理流程及各相关部门的责任,使异常能够得到及时解决,确保生产正常运行。
2.适用范围适用于制程出现异常时的处理。
3.定义:无。
4.职责4.1 各生产车间:当生产过程中制程出现异常时发出《不合格品报告单》通知IPQC4. 2品质部IPQC:对制程异常现象进行确认,并通知QE或PE来现场进行原因分析和处理4. 3品质部QE对制程异常进行原因分析并确认责任部门,并对责任部门制订的改善对策进行验证4. 4工程部PE对功能及结构性制程异常进行原因分析并确认责任部门4. 5 责任部门:负责制定异常的临时对策和永久对策并实施。
5. 作业程序5. 1 制程异常发出的时机:5 . 1. 1 当同一不良现象重复出现且不良率超出备损率时;5. 2 制程异常的发出、确认及通知:5 . 2. 1由车间生产线根据不良现象和事实填写《不合格品报告单》,填写内容包括:订单号、产品型号、生产数量、不良数量、不良率、提出部门、提出时间、订单交期、不良现象描述。
经车间主管(经理)审核后给车间IPQC确认;5 . 2. 2 IPQC在收到车间发出的《不合格品单》后,对异常现象、不良数量、不良率进行确认,并将确认结果填写在“IPQC确认”栏。
如果确认结果与车间填写的内容不相符时,可退回车间重新填写。
5 . 2. 3 IPQC确认后以电话形式通知以下人员到发生异常的现场进行原因分析:5 . 2. 3. 1如果是外观异常,电话通知制程QE工程师到现场进行原因分析;5 . 2. 3. 2如果是功能和结构性异常,电话通知QE工程师和工程部PE工程师到现场进行原因分析;5 . 2. 3. 3如果电话联络不到相关产品的QE工程师或PE工程师时应通知其直接上司做出相应安排。
5.3 原因分析:5. 3. 1制程QE工程师和PE工程师接到通知后,应在第一时间到异常发生的车间现场进行确认和原因分析。
5. 3. 2问题分析时应运用5WHY5M1E 8D QC七大手法、IE手法等问题分析技术分析异常的根本原因( Root Cause), 根据根本原因确认责任部门及提出临时对策。
生产异常反馈单
生产异常反馈单 NO.
文件版本号 QD-0011-A
第一步,反馈部门发现问题
发现地点
产品名称
生产投入数
不良品数
不合格比率
异常现象 异常原因
1、 制程工艺 涉及SOP 文件号 现象描述
2、 员工操作 岗位名称 现象描述
3、 原材料不良 材料名称 材料供应商名称
材料不良现象描述 4、 机器设备故障 设备名称 故障描述 5、 其它
相关表格记录文件号 反馈人/反馈部门/日期 审核/日期
第二步,以下由PE 或品质部门分析原因
ID 现象 原因分析
责任人/部门
1 2 3 4 具体原因
5
分析人/日期
审核/日期
第三步,各部门评估临时处理意见,总经理批准
处理意见 负责人/部门/供应商 完成日期 跟踪人/部门 1、 停拉整改 2、 返工返修
3、 暂停生产,转拉投产
产品/定单 4、 供应商改善
临时处理措施
停拉整改时 : 需停拉时间 人*小时 预计损失 元 费用由 承担 返工返修时 : 需消耗工时 人*小时 损失估计 元 费用由 承担 相关单据/文件号 索赔单号
会签
生产部 品质部 PMC 采购部 工程部 总经理
第四步,以下由责任部门/供应商回复,工程部门审核,品质部门跟踪验证改善效果,总经理批准
涉及材料质量问题,供应商必须在三个工作日内书面回复,否则按我司实际消耗加倍扣除供应商费用.
问题点
永久改善措施
完成日期
跟踪人/部门
永久改善措施
责任人/部门/供应商 审核/日期
批准/日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
备注: 谁发现的? 什么时间发现 的在?哪工序发现 的怎?样发现的? 发现了什么问 题不?良数量 (pcs) 会造成哪些影 响出?货单号
出货日期 5.时间 出货数量 (pcs)
不良率 责任单位 (客d户p库pm存)(pcs)
LJV库存(pcs)
A线 魏丽娜 2016/7/7
FQC 抽检 信号不良 1pcs 客户投诉
责任人
根本原因分析:
责任人及完成时 间
改善对策:
因机台模具弹簧问题,导致现类似 问题,及时调机.
5.改善对策 责任人及完成时间
6.预防措施
7.效果确认
相关文件及防呆措施 责任人及完成时间 确认人
席春辉 2016-7-7
责任人及完成时间
席春辉 2016-7-7
责任人 席春辉
完成时间 2016/7/7
流出原因分析:
质量工程师填写
4.原因分析 责任人及完成时 间
1.手感检测时,未确认扭力是否 与工单相符; 2.在排版送检前,打包人员未核 对工单与实物是否一致.
席春辉
拦截对策:
5.改善对策
1.在检手感时,必须确认扭 力范围与工单一致; 2.排版人员必须仔细确认实 物与工单一致后,才可贴标 识送检.
责任人及完成时间 相关文件及防呆措施 责任人及完成时间 确认人
责任人及完成时间
责任人及完成时间 相关文件及防呆措施 责任人及完成时间 确认人
黄列萍 2016-7-8
黄列萍 2016-7-8
责任人及完成时间
黄列萍 2016-7-8
8. 是否关闭 已关闭
已关闭
已关闭
LJV WI数量及处理方式: 客户处产品处理方式:
姓名 宁泳铭 易小芳 黄列萍 饶志武
彭亮
部门 生产 生产 生产 工程 品质
职务 主管 组长 拉长 PE 组长
LJV WI数量及处理方式:
整批产品拿回检查后再重新送 检.
NG品图片
庞翠玲 吴奎
品质 品质
组长 QE
客户处产品处理方式:
临时对策
吴奎
品质 品质 品质
组长 组长 QE
3.临时对策 LJV WI数量及处理方式: 此款产品全部重新生产,此批
物料更换为单弹片品名入库.
客户处产品处理方式:
NG品图片
姓名 宁泳铭 李安群 席春辉 饶志武
彭亮 庞翠玲
吴奎
部门 生产 生产 生产 工程 品质 品质
品质
职务 主管 组长 拉长 PE 组长 组长
QE
序号 客户名称 1 L00430
不良类
组装错 误
产品编
1.问题描述
填写日期
项目
内容
谁发现的?
魏丽娜
1.时间 什么时间发现
2016.7.6
的在?哪工序发现
FQC
2.时间 的怎?样发现的?
抽检
3.时间
发现了什么问 实物与工单不符,产品要求
题?
两个弹片,实物为一个弹片
不良数量 (pcs)
1pcs
会造成哪些影
会造成哪些影 4.时间 响出?货单号
出货日期 5.时间 出货数量 (pcs)
不良率 责任单位 (客d户p库pm存)(pcs)
LJV库存(pcs)
备注:
客户投诉 / /
/ 0 E线
OK品图片 NG品图片
2.改善小组成员
姓名
部门
职务
宁泳铭
生产
主管
李安群
生产
组长
席春辉
生产
拉长
饶志武
工程
PE
彭亮 庞翠玲
责任人及完成时 间
拦截对策:
责任人及完成时 间
改善对策:
完成时间
责任人 黄列萍
流出原因分析:
完成时间 2016/7/8
检验人员没有看见.
责任人及完成时 间
拦截对策:
黄列萍
1.检验人员在以后的作业视 力疲劳时,作业员向拉长提 出更换人员; 2.管理人员随时去抽检.
检验人员没有看见.
黄列萍
1.检验人员在以后的作业视 力疲劳时,作业员向拉长提 出更换人员; 2.管理人员随时去抽检.
/ /
/ 0
1.时间 2.时间 3.时间
备注: 谁发现的? 什么时间发现 的在?哪工序发现 的怎?样发现的? 发现了什么问 题不?良数量 (pcs)
A线 刘爱丽 2016/7/7
FQC 抽检 铆脚未铆好 1pcs
RE1103FF2-V01-3
3
A0069
铆脚未 铆好
3
A0069
铆脚未 铆好
RE1103FF2-V01-3108
责任人 完成时间
根本原因分析:
责任人及完成时 间
产品下线前,未仔细确认所用物 料数量是否与工单相符.
席春辉
改善对策:
1.下线前由助拉对工单及所 用物料确认OK后,再下线作 业,工单随产品一起流拉, 每个工序人员核对工单与实 物一致.
责任人 席春辉
流出原因分析:
完成时间 2016/7/7
责任人
根本原因分析:
客户投诉
4.时间 响出?货单号
/
RE2500XA-H01-0003
出货日期 5.时间 出货数量 (pcs)
不良率 责任单位 (客d户p库pm存)(pcs)
LJV库存(pcs)
/ 200pcs 100.00%
/ 0
2
A0002
信号不 良
RE4000XA-H01-0000
1.时间 2.时间 3.时间 4.时间