陶瓷电容器失效模式与机理分析 优质课件
电容器失效模式和失效机理

金属化纸介电容器在高湿环境中工作时,电容器正端引线根部会遭到严重腐蚀,这种电解性腐蚀导致引线机械强度降低,严重时可造成引线断裂失效.
(6)、铝电解电容器的失效机理
铝电解电容器正极是高纯铝,电介质是在金属表面形成的三氧化二铝膜,负极是黏稠状的电解液,工作时相当一个电解槽.铝电解电容器常见失效模式有:漏液、爆炸、开路、击穿、电参数恶化等,有关失效机理分析如下.
产生低电平失效的原因主要在于电容器引出线与电容器极板接触不良,接触电阻增大,造成电容器完全开路或电容量幅度下降.
精密聚苯乙烯薄膜电容器一般采用铝箔作为极板,铜引出线与铝箔极板点焊在一起.铝箔在空气中极易氧化;极板表面生成一层氧化铝半导体薄膜,在低电平条件下氧化膜层上的电压不足以把它击穿,因而铝箔间形成的间隙电容量的串联等效容量,间隙电容量愈小,串联等效容量也愈小.因此,低电平容量取决于极板表面氧化铝层的厚薄,氧化铝层愈厚,低电平条件下电容器的电容量愈小.此外,电容器在交流电路中工作时,其有效电容量会因接触电阻过大而下降,接触电阻很大时有效电容量可减小到开路的程度.即使极板一引线间不存在导电不良的间隔层,也会产生这种后果.
② 电解液沿引线渗漏,使引线遭受化学腐蚀;
③ 引线在电容器制造过程中受到机械损伤;
④ 引线的机械强度不够.
(6) 引起电容器绝缘子破裂的主要原因
① 机械损伤;
② 玻璃粉绝缘子烧结过程中残留热力过大;
③ 焊接温度过高或受热不均匀.
(7) 引起绝缘子表面飞弧的主要原因
① 绝缘了表面受潮,使表面绝缘电阻下降;
⑧ 在机械应力作用下电介质瞬时短路.
(2) 引起电容器开路的主要失效机理
① 引线部位发生“自愈“,使电极与引出线绝缘;
电子产品组装中陶瓷电容常见失效模式及改善建议

第 39卷 第 3期
王玉 ,等 :电子产 品组装 中陶瓷 电容常见失效模式及 改善建议
183
crack
。
外 桃 极
~ .
Snlayer锡 层 Ni Barrier第 二 层
nner electrode Ni or Pd/Ag Ag-PdlAg or Cu Barrier
内 电极
板 弯曲变形的失效典型图样如图2所示。
图 4 功 能 测 试 夹 具 冲 击 的失 效 典 型 图样
1_2_2热冲击破裂 热冲 。{ 破裂通常发生 丁焊接过 。
1 l2l 2l 1回流焊和波峰焊及烙铁焊接 叫流 焊 、波峰 焊 烙铁 接 热 冲 . 破裂 的火 效
典型 l冬1杼 如 5~ 7所 小。
W ANG Yu,JIA Zhongzhong,LIU Zhe l Zhongxing Telecommunication Equipment Corporation,Shenzhen 5 1 8057,China)
Abstract:Multilayer ceramic capacitor IMLCC)is widely applied to electronic products,however due to
capacitor.Briefly discussed severaI common failure patterns of ceram ic capacitor during assembling electronic product.Then through a case study,the mechanical stress failure mode of ceramic capacitors w as tested and verified and the improvem ent suggestion of reducing the ceram ic capacitance stress damage w as proposed by combining the experimental data.
电容失效分析

陶瓷电容失效分析:多层片状陶介电容器由陶瓷介质、端电极、金属电极三种材料构成,失效形式为金属电极和陶介之间层错,电气表现为受外力(如轻轻弯曲板子或用烙铁头碰一下)和温度冲击(如烙铁焊接)时电容时好时坏。
多层片状陶介电容器具体不良可分为:1、热击失效2、扭曲破裂失效3、原材失效三个大类(1)热击失效模式:热击失效的原理是:在制造多层陶瓷电容时,使用各种兼容材料会导致内部出现张力的不同热膨胀系数及导热率。
当温度转变率过大时就容易出现因热击而破裂的现象,这种破裂往往从结构最弱及机械结构最集中时发生,一般是在接近外露端接和中央陶瓷端接的界面处、产生最大机械张力的地方(一般在晶体最坚硬的四角),而热击则可能造成多种现象:第一种是显而易见的形如指甲狀或U-形的裂縫第二种是隐藏在内的微小裂缝第二种裂缝也会由裸露在外的中央部份,或陶瓷/端接界面的下部开始,并随温度的转变,或于组装进行时,顺着扭曲而蔓延开来(见图4)。
第一种形如指甲狀或U-形的裂縫和第二种隐藏在内的微小裂缝,两者的区别只是后者所受的张力较小,而引致的裂缝也较轻微。
第一种引起的破裂明显,一般可以在金相中测出,第二种只有在发展到一定程度后金相才可测。
(2)扭曲破裂失效此种不良的可能性很多:按大类及表现可以分为两种:第一种情况、SMT阶段导致的破裂失效当进行零件的取放尤其是SMT阶段零件取放时,取放的定中爪因为磨损、对位不准确,倾斜等造成的。
由定中爪集中起来的压力,会造成很大的压力或切断率,继而形成破裂点。
这些破裂现象一般为可见的表面裂缝,或2至3个电极间的内部破裂;表面破裂一般会沿着最强的压力线及陶瓷位移的方向。
真空检拾头导致的损坏或破裂﹐一般会在芯片的表面形成一个圆形或半月形的压痕面积﹐并带有不圆滑的边缘。
此外﹐这个半月形或圆形的裂缝直经也和吸头相吻合。
另一个由吸头所造成的损环﹐因拉力而造成的破裂﹐裂缝会由组件中央的一边伸展到另一边﹐这些裂缝可能会蔓延至组件的另一面﹐并且其粗糙的裂痕可能会令电容器的底部破损。
MLCC失效分析全面案例课件
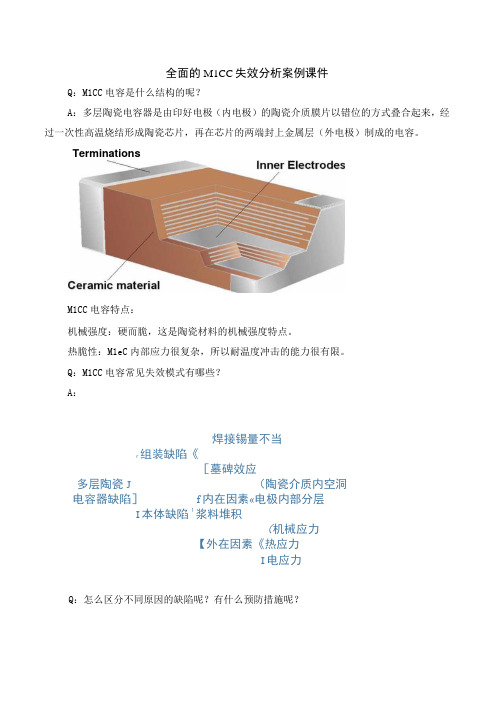
全面的M1CC失效分析案例课件Q:M1CC电容是什么结构的呢?A:多层陶瓷电容器是由印好电极(内电极)的陶瓷介质膜片以错位的方式叠合起来,经过一次性高温烧结形成陶瓷芯片,再在芯片的两端封上金属层(外电极)制成的电容。
TerminationsM1CC电容特点:机械强度:硬而脆,这是陶瓷材料的机械强度特点。
热脆性:M1eC内部应力很复杂,所以耐温度冲击的能力很有限。
Q:M1CC电容常见失效模式有哪些?A:焊接锡量不当r组装缺陷《[墓碑效应多层陶瓷J (陶瓷介质内空洞电容器缺陷]f内在因素«电极内部分层I本体缺陷1浆料堆积(机械应力【外在因素《热应力I电应力Q:怎么区分不同原因的缺陷呢?有什么预防措施呢?当温度发生变化时,过量的焊锡在贴片电容上产生很高的张力,会使电容内部断裂或者电容器脱帽,裂纹一般发生在焊锡少的一侧;焊锡量过少会造成焊接强度不足,电容从PCB板上脱离,造成开路故障。
2、墓碑效应(d)Norma1图3墓碑效应示意图在回流焊过程中,贴片元件两端电极受到焊锡融化后的表面张力不平衡会产生转动力矩,将元件一端拉偏形成虚焊,转动力矩较大时元件一端会被拉起,形成墓碑效应。
原因:本身两端电极尺寸差异较大;锡镀层不均匀;PCB板焊盘大小不等、有污物或水分、氧化以及焊盘有埋孔;锡膏粘度过高,锡粉氧化。
措施:①焊接之前对PCB板进行清洗烘干,去除表面污物及水分;②进行焊前检查,确认左右焊盘尺寸相同;③锡膏放置时间不能过长,焊接前需进行充分的搅拌。
本体缺陷一内在因素1、陶瓷介质内空洞图4陶瓷介质空洞图原因:①介质膜片表面吸附有杂质;②电极印刷过程中混入杂质;③内电极浆料混有杂质或有机物的分散不均匀。
2、电极内部分层图5电极内部分层原因:多层陶瓷电容器的烧结为多层材料堆叠共烧。
瓷膜与内浆在排胶和烧结过程中的收缩率不同,在烧结成瓷过程中,芯片内部产生应力,使M1CC产生再分层。
预防措施:在M1CC的制作中,采用与瓷粉匹配更好的内浆,可以降低分层开裂的风险。
陶瓷电容失效模式和失效机理_概述说明以及解释

陶瓷电容失效模式和失效机理概述说明以及解释1. 引言1.1 概述陶瓷电容是一种常见且广泛应用于电子设备中的元件。
它具有体积小、重量轻、稳定性高、温度特性好等优点,因此在各个领域都有着广泛的应用。
然而,陶瓷电容在使用中也会出现失效现象,导致其功能无法正常发挥或完全失去功能。
了解陶瓷电容的失效模式和失效机理对于设计和维护电子设备至关重要。
1.2 文章结构本文将首先对陶瓷电容进行概念和应用领域的介绍,接着对其失效模式进行分类和定义,并简要介绍相关的失效机理。
随后,我们将分别详细探讨两种常见失效模式及其相关要点,并提供实际示例加以说明。
最后,本文将总结研究成果并展望未来的研究方向。
1.3 目的本文旨在提供一个系统且全面的概述,以帮助读者更好地了解陶瓷电容的失效模式和失效机理。
通过清晰地描述每种失效模式及其相关要点,并给出实例以加深理解,读者将能够发现并解决陶瓷电容在实际应用中可能出现的问题,并提供改进和优化的方向。
此外,本文也为未来相关研究提供了参考和展望。
以上是“1. 引言”部分的内容,希望对你的长文撰写有所帮助。
2. 陶瓷电容失效模式和失效机理概述2.1 陶瓷电容概念和应用领域陶瓷电容是一种广泛使用于电子产品中的passives 元件,其主要由导体和绝缘体构成。
导体常采用金属,例如银或钨,并具有可靠的电导性能。
绝缘体通常采用陶瓷材料,如硬陶瓷(多为氧化铁、氧化锰、二氧化硅等),以提供良好的介电性。
由于其优异的特性,陶瓷电容被广泛应用于各种电子设备中,包括通信设备、计算机及消费类电子产品等。
它们常用于储存与释放电能、稳定电流和阻抗匹配等功能。
2.2 失效模式分类和定义对于陶瓷电容而言,失效模式指元件在使用过程中可能出现的故障或损坏类型。
这些失效模式可以基于不同因素进行分类,如环境条件、操作方式和设计问题等。
常见的陶瓷电容失效模式包括但不限于以下几种:a) 短路:陶瓷电容内部存在导体间接触或导体与外壳产生直接短路现象。
贴片陶瓷电容失效机理分析

多层贴片陶瓷电容(MLCC)失效机理分析一.MLCC的应用及发展方向MLCC,广泛用于消费、通讯、信息类电子整机设备中,主要起到滤波、隔直、耦合、振荡等作用。
随着电子信息产业不断的发展,电子设备向薄、小、轻、便携式发展,MLCC也逐步向小型化、大容量化、高频率方向发展,MLCC在我们的HID及高端平板电视里有着极为广阔的应用,片状电容是增长速度最快的无源电子元器件之一,具有广阔的发展前景。
二.MLCC的基本结构MLCC有三大部分组成:1. 陶瓷介质 2.内部电极 3.外部电极其中电极一般为Ag或AgPd(钯),陶瓷介质一般为(SrBa)TiO3,多层陶瓷结构通过高温烧结而成。
器件端头镀层一般为烧结Ag/AgPd,然后制备一层Ni阻挡层(以阻挡内部Ag/AgPd材料,防止其和外部Sn发生反应),再在Ni层上制备Sn或SnPb层用以焊接。
近年来,也出现了端头使用Cu的MLCC产品。
三.MLCC的失效模式多层陶瓷电容器本身的内在可靠性十分优良,可以长时间稳定使用。
但如果器件本身存在缺陷或在组装过程中引入缺陷,则会对其可靠性产生严重影响。
陶瓷多层电容器失效的原因分为外部因素和内在因素。
内在因素主要包括以下三个方面: 1.陶瓷介质内空洞导致空洞产生的主要因素为陶瓷粉料内的有机或无机污染,烧结过程控制不当等。
空洞的产生极易导致漏电,而漏电又导致器件内部局部发热,进一步降低陶瓷介质的绝缘性能从而导致漏电增加。
该过程循环发生,不断恶化,严重时导致多层陶瓷电容器开裂、爆炸,甚至燃烧等严重后果。
2. 烧结裂纹烧结裂纹常起源于一端电极,沿垂直方向扩展。
主要原因与烧结过程中的冷却速度有关,裂纹和危害与空洞相仿。
3.分层多层陶瓷电容器的烧结为多层材料堆叠共烧。
烧结温度可以高达1000℃以上。
层间结合力不强,烧结过程中内部污染物挥发,烧结工艺控制不当都可能导致分层的发生。
分层和空洞、裂纹的危害相仿,为重要的多层陶瓷电容器内在缺陷。
电容器的常见失效模式和失效机理

电容器的常见失效模式和失效机理电容器的常见失效模式有――击穿短路;致命失效――开路;致命失效――电参数变化(包括电容量超差、损耗角正切值增大、绝缘性能下降或漏电流上升等;部分功能失效――漏液;部分功能失效――引线腐蚀或断裂;致命失效――绝缘子破裂;致命失效――绝缘子表面飞弧;部分功能失效引起电容器失效的原因是多种多样的。
各类电容器的材料、结构、制造工艺、性能和使用环境各不相同,失效机理也各不一样。
各种常见失效模式的主要产生机理归纳如下。
3.1失效模式的失效机理3.1.1引起电容器击穿的主要失效机理①电介质材料有疵点或缺陷,或含有导电杂质或导电粒子;②电介质的电老化与热老化;③电介质内部的电化学反应;④银离子迁移;⑤电介质在电容器制造过程中受到机械损伤;⑥电介质分子结构改变;⑦在高湿度或低气压环境中极间飞弧;⑧在机械应力作用下电介质瞬时短路。
3.1.2引起电容器开路的主要失效机理①引线部位发生“自愈“,使电极与引出线绝缘;②引出线与电极接触表面氧化,造成低电平开路;③引出线与电极接触不良;④电解电容器阳极引出箔腐蚀断裂;⑤液体电解质干涸或冻结;⑥机械应力作用下电介质瞬时开路。
3.1.3引起电容器电参数恶化的主要失效机理①受潮或表面污染;②银离子迁移;③自愈效应;④电介质电老化与热老化;⑤工作电解液挥发和变稠;⑥电极腐蚀;⑦湿式电解电容器中电介质腐蚀;⑧杂质与有害离子的作用;⑨引出线和电极的接触电阻增大。
3.1.4引起电容器漏液的主要原因①电场作用下浸渍料分解放气使壳内气压上升;②电容器金属外壳与密封盖焊接不佳;③绝缘子与外壳或引线焊接不佳;④半密封电容器机械密封不良;⑤半密封电容器引线表面不够光洁;⑥工作电解液腐蚀焊点。
3.1.5引起电容器引线腐蚀或断裂的主要原因①高温度环境中电场作用下产生电化学腐蚀②电解液沿引线渗漏,使引线遭受化学腐蚀;③引线在电容器制造过程中受到机械损伤;④引线的机械强度不够。
电容失效模式及失效机理

电容器失效模式和失效机理电容器的常见失效模式有:击穿、开路、电参数变化(包括电容虽超差、损耗角正切值增人、绝缘性能下降或漏电流上下班升等)、漏液、引线腐蚀或断裂、绝缘了破裂或农面飞弧等-引起电容器失效的原因是多种多样的•各类电容器的材料、结构、制造工艺、性能和使用环境各不相同, 失效机理也各不一样•各种常见失效模式的主要产生机理归纳如下.1、常见的七种失效模式(1)引起电容器击穿的主要失效机理①电介质材料有磁点或缺陷,或含有导电杂质或导电粒了;②电介质的电老化与热老化;③电介质内部的电化学反应;④银离子迁移;⑤电介质在电容器制造过程中受到机械损伤;⑥电介质分子结构改变;⑦在高湿度或低气压环境中极间飞弧;⑧在机械应力作用下电介质瞬时短路•(2)引起电容器开路的主要失效机理①引线部位发生“自愈“,使电极与引出线绝缘;②引出线与电极接触衣面氧化,造成低电平开路;③引出线与电极接触不良;④电解电容器阳极引出箔腐蚀断裂;⑤液体工作台电解质干涸或冻结;⑥机械应力作用下电介质瞬时开路-(3)引起电容器电参数恶化的主要失效机理①受潮或表面污染;②银离子迁移;③自愈效应;④电介质电老化与热老化;⑤工作电解液挥发和变稠;⑥电极腐蚀;⑦湿式电解电容器中电介质腐蚀;⑧杂质与有害离子的作用;⑨引出线和电极的接触电阻增人-(4)引起电容器漏液的主要原因①电场作用下浸渍料分解放气使壳内气压•升;②电容器金属外壳与密封盖焊接不佳;③绝缘了与外壳或引线焊接不佳;④半密封电容器机械密封不良;⑤半密封电容器引线农面不够光洁;⑥工作电解液腐蚀焊点•(5)引起电容器引线腐蚀或断裂的主要原因①高温度环境中电场作用下产生电化学腐蚀;②电解液沿引线渗漏,使引线遭受化学腐蚀;;引线在电容器制造过程中受到机械损伤③.④引线的机械强度不够•(6)引起电容器绝缘了•破裂的主要原因①机械损伤;②玻璃粉绝缘/烧结过程中残留热力过人;③焊接温度过高或受热不均匀-(7)引起绝缘/农而飞弧的主要原因①绝缘r衣面受潮,使农面绝缘电阻下降;②绝缘了设计不合理③绝缘了选用不当④环境气压过低-电容器击穿、开路、引线断裂、绝缘了破裂等使电容器完全失去工作能力的失效属致命性失效,其余一些失效会使电容不能满足使用要求,并逐渐向致命失效过渡;电容器在工作应力与环境应力综合作用下,工作•段时间后,会分别或同时产生某些失效模式•同•失效模式有多种失效机理,同•失效机理又可产生多种失效模式•失效模式与失效机理之间的关系不是—对应的.2、电容器失效机理分析(1)、潮湿对电参数恶化的影响空气中湿度过高时,水膜凝聚在电容器外壳农而,可使电容器的衣面绝缘电阻下降•此处,对于半密封结构电容器来说,水分还可渗透到电容器介质内部,使电容器介质的绝缘电阻绝缘能力下降•因此,高温、高湿环境对电容器参数恶化的影响极为显著•经烘干去湿后电容器的电性能可获改善,但是水分了•电解的后果是无法根除的•例如:电容器工作于高温条件下,水分/在电场作用下电解为氢离了(H+)和氢氧根离了(0H-),引线根部产生电化学腐蚀•即使烘干去湿地不可能引线复原-(2)、银离子迁移的后果无机介质电容器多半采用银电极,半密封电容器在高温条件下工作时,渗入电容器内部的水分『•产生电解•在阳极产生氧化反应,银离/与氢氧根离了结合生成氢氧化银•在阴极产生还原反应、氢氧化银与氢离了反应生成银和水•由于电极反应,阳极的银离了•不断向阴极还原成不连续金属银粒,施水膜连接成树状向阳极延伸•银离/迁移不仅发生在无机介质农而,银离f•还能扩散到无机介质内部,引起漏电流增大,严重时可使两个银电极之间完全短路,导致电容器击穿-银离了•迁移可严重破坏正电极衣而银层,引线焊点与电极农而银层之间,间隔着具有半导体性质的氧化银,使无机介质电容器的等效串联电阻增人,金属部分损耗增加,电容器的损耗角正切值显著上升. 由于正电极有效而积减小,电容器的电容量会因此而下降•衣面绝缘电阻则因无机介质电容器两电极间介质农而上存在氧化银半导体而降低•银离了迁移严重时,两电极间搭起树枝状的银桥,使电容器的绝缘电阻大幅度下降•综上所述,银离/迁移不仅会使非密封无机介质电容器电性能恶化,而且可能引起介质击穿场强下降,最后导致电容器击穿.值得•提的是:银电极低频陶瓷独石电容器由于银离r••迁移而引起失效的现象比其他类型的陶瓷介质电容器严重得多,原因在于这种电容器的•次烧成工艺与多层叠片结构•银电极与陶瓷介质• 次烧也过程中,银参与了陶瓷介质衣面的固相反应,渗入了瓷-银接触处形成界面层-如果陶瓷介质不够致密侧水分渗入后,银离了•迁移不仅可以在陶瓷介质衣面发生,还可能穿透陶瓷介质层•多层叠片结构的缝隙较多,电极位置不易精确,介质农面的留边量小,叠片层两银离,并使电极之间的路径缩短,降低了介质衣血•的绝缘电阻,端涂覆外电极时银浆渗入缝隙.『•迁移时容易产生短路现象.(3)、高湿度条件下陶瓷电容器击穿机理半密封陶瓷电容器在高湿度环境条件下工作时,发生击穿失效是比较普遍的严重问题•所发生的击穿现象人约可以分为介质击穿和衣而极间飞弧击穿两类•介质击穿按发生时间的早晚又可分为早期击穿与老化击穿两种•早期击穿暴露了电容介质材料与生产工艺方血•存在的缺陷,这些缺陷导致陶瓷介质电强度显著降低,以致于在高湿度环境中电场作用下,电容器在耐压试验过程中或匸作初期,就产生电击穿•老化击穿人多属于电化学击穿范畴•由于陶瓷电容器银的迁移,陶瓷电容器的电解老化击穿已成为和当普遍的问题•银迁移形成的导电树枝状物,使漏电流局部增人,可引起热击穿,使电容器断裂或烧毁•热击穿现象笋发生在管形或圆片形的小型瓷介电容器中,因为击穿时局部发热厉害,较薄的管壁或较小的瓷体容易烧毁或断裂.此外,以二氧化钛为主的陶瓷介质中,负荷条件下还可能产生二氧化钛的还原反应,使钛离J'•由四价变为三价•陶瓷介质的老化显著降低了电容器的介电强度,可能引起电容器击穿-因此,这种陶瓷电容器的电解击穿现象比不含二氧化钛的陶瓷介质电容器更加严重•银离了•迁移使电容器极间边缘电场发生严重畸变,又因高湿度环境中陶瓷介质农而凝有水膜,使电容边缘农而电晕放电电压显著下降,工作条件下产生衣面极间飞弧现象•严重时导致电容器衣面极间飞弧击穿•农而击穿与电容结构、极间距离、负荷电压、保护层的疏水性与透湿性等因素有关. 主要就是边缘衣而极间飞弧击穿,原因是介质留边量较小,在潮湿环境中匸作时银离/迁移和衣而水膜形成使电容器边缘农而绝缘电阻显著下降,引起电晕放电,最终导致击穿扃湿度环境中尤其严重•由于银离了•迁移的产生与发展需耍•段时间,所以在耐压试验初期,失效模式以介质击穿为主,直到试验500h以后,主要失效模式才过渡为边缘衣面极间飞弧击穿•(4)、高频精密电容器的低电平失效机理云母是•种较理想的电容器介质材料,具有很高的绝缘性能,耐高温,介质损耗小,厚度可薄达25微米•云母电容器的主要优点是损耗小,频率稳定性好、分布电感小、绝缘电阻*,特别适合在高频通信电路中用做精密电容器•但是,云母资源有限,难于推广使用-近数十年内,有机薄膜电容器获得迅速发展,其中聚苯乙烯薄膜电容器具有损耗小、绝缘电阻人、稳定性好、介质强度高等优点•精密聚苯乙烯电容器可代替云母电容器用于高频电路•需要说明的是:应用于高频电路中的精密聚苯乙烯电容器,一般采用金属箔极板,以提高绝缘电阻与降低损耗•电容器的低电平失效是20世纪60年代以来曲现的新问题•低电平失效是指电容器在低电压工作条件下出现的电容器开路或容量下降超差等失效现象.60年代以来半导体器件广泛应用,半导体电路电压比电(管电路低得多,使电容器的实际工作电压在某些电路中仅为几毫伏,引起电容器低电平失效,具体农现是电容器完全丧失电容量或部分丧失电容量•对于低电平冲击,使电容器的电容量恢复正常. 产生低电平失效的原因主要在于电容器引出线与电容器极板接触不良,接触电阻增人,造成电容器完全开路或电容量幅度下降•精密聚苯乙烯薄膜电容器•般采用铝箔作为极板,铜引出线与铝箔极板点焊在•起•铝箔在空气中极易氧化;极板农面生成-层氧化铝半导体薄膜,在低电平条件下氧化膜层上的电压不足以把它击穿,因而铝箔间形成的间隙电容量的串联等效容量,间隙电容量愈小,串联等效容量也愈小•因此,低电平容量取决于极板衣而氧化铝层的厚薄,氧化铝层愈厚,低电平条件下电容器的电容量愈小•此外,电容器在交流电路中匸作时,其有效电容量会因接触电阻过人而下降,接触电阻很人时有效电容量可减小到开路的程度•即使极板•引线间不存在导电不良的间隔层,也会产生这种后果• 引起精密聚苯乙烯电容器低电平失效的具体因素归纳如下:;以致焊接不牢,引线农面氧化或沾层太薄①.②引线与铝箔点焊接不良,没有消除铝箔衣面点焊处的氧化铝膜层;③单引线结构的焊点数过少,使出现低电平失效的槪率增大;④粗引线根部打扁部分接触面积虽然较人,但点焊后焊点处应力也较人,热处理或温循过程中,可能损伤接触部位,恶化接触情况;⑤潮气进入电容器芯(,氧化腐蚀焊点,使接触电阻增人.引起云母电容器低电平失效的具体因素归纳如下:①银电极和引出铜箔之间以及铜箔和引线卡之间存在•层很薄的地腊薄膜•低电平条件下,外加电压不足以击穿这层绝缘膜,产生间隙电容,并使接触电阻增大;②银电极和铜箔受到有害气体侵蚀,使接触电阻增人•在潮湿的硫气环境中银和铜容易硫化,使极板与引线间的接触电阻上升.(5)、金属化纸介电容失效机理金属化纸介电容器的极板是真空蒸发在电容器纸衣面的金属膜A、电参数恶化失效“自愈”是金属化电容器的•个独特优点,但自愈过程颇为复杂,自愈虽能避免电容器立即閃介质短路而击穿,但自愈部位肯定会出现金属微粒迁移与介质材料受热裂解的现象•电容器纸由纤维组成,纤维素是碳水化合物类的高分了物质•在高温下电容器纤维素解成游离状态的碳原了或碳离使自愈部位农而导电能力增加,导致电容器电阻下降、损耗增人与电容减小•严重时可使电容器因电参数恶化程度超过技术条件许可范围而失效.金属化纸介电容器在低于额定工作电压的条件下工作时,自愈能量不足,电容器纸中存在的导电杂质在电场作用于下形成低阻通路,也可导致电容器绝缘电阻降低和损耗增大.电容器纸是多孔性的极性有机介质材料,极易吸收潮气•电容器芯了虽浸渍处理,但如果匚艺不当或浸渍不纯,或在电场作用下匸作相当时间后产生浸渍老化现象侧电容器的绝缘电阻将因此降低, 损耗也将因此增大.电容量超差失效产金属化纸介电容器的•种失效形式•在高温条件下储存时金属化纸介电容器可能因电容量增加过多而失效,在高温条件下加电压工作时又可能因电容量减少过多而失效•高温储存时半密封型金属化纸介电容器免不了吸潮,水是强极性物质,其介电常数接近浸渍电容器介电常数的20倍•因此,少量潮气侵入电容器芯&也会引起电容量显著增人•烘烤去湿后电容呈会有所下降•如果电容器在高温环境中丄作,则水分和电场的共同作用会使金属膜电极产生电解性腐蚀,使极板有效而积减小与极板电阻增人,导致电容量人幅度下降•如果引线与金属膜层接触部位产生腐蚀,则接触电阻增人,电容器的有效电容量将更进•步减小-个别电容器的电容量可降到接近于开路的程度.B、引线断裂失效金属化纸介电容器在高湿环境中工作时,电容器正端引线根部会遭到严重腐蚀,这种电解性腐蚀导致引线机械强度降低,严重时可造成引线断裂失效.(6)、铝电解电容器的失效机理铝电解电容器正极是高纯铝,电介质是在金属农而形成的三氧化二铝膜,负极是黏稠状的电解液,工作时和当•个电解槽•铝电解电容器常见失效模式有:漏液、爆炸、开路、击穿、电参数恶化等, 有关失效机理分析如下.A、漏液铝电解电容器的工作电解液泄漏是•个严重问题•工作电解液略呈现酸性,漏出的工作电解液严重污染和腐蚀电容器周围的其他元器件和印刷电路板•同时电解电容器内部,由于漏液而使工作电解液逐渐干涸,丧失修补阳极氧化膜介质的能力,导致电容器击穿或电参数恶化而失效.产生漏液的原因很多,主要是铝电解电容器密封不佳•采用铝负极箔夹在外壳边与封口板之间也可能因橡胶老化、龟裂,采用橡胶塞密封的电容器•的封口结构时很容易在壳边渗漏电解液.而引起漏液•此外,机械密封工艺有问题的产品也容易漏液•总之,漏液与密封结构、密封材料与密封工艺有密切的关系•B、爆炸铝电解电容器在匸作电压中交流成分过人,或氧化膜介质有较多缺陷,或存在氯根、硫酸根之类有害的阴离了,以致漏电流较人时电解作用产生气体的速率较快,人部分气体用于修补阳极氧化膜,少部分氧气储存在电容器壳内•工作时间愈长,漏电流愈人,壳内气体愈多,温度愈高•电容器金属壳内外的气压差值将随工作电压和工作时间的增加而增人•如果产品密封不佳,则将造成漏液;如果密封良好,又没有任何防爆措施,则气压增人到-定程度就会引起电容器爆炸•高压人容虽电容器的漏电流较大,爆炸可能性更人•目前,已普遍采用防爆外壳结构,在金属外壳上部增加•道褶缝,气压高时将褶缝顶开,增大壳内容积,从而降低气压,减少爆炸危险-C、开路铝电解电容器在高温或潮热环境中长期工作时可能出现开路失效,其原因在于阳极引出箔片遭受电化学腐蚀而断裂•对于高压大容量电容器,这种失效模式较多•此外,阳极引出箔片和阳极箔钏接后,未经充分平,则接触不良会使电容器出现间歇开路.铝电解电容器内采用以DMF(二甲基酬胺)为溶剂的工作电解液时.DMF溶液是氧化剂,在高温下氧化能力更强•工作•段时间后可能因阳极引出箔片与焊片的钏接部位生成氧化膜而引起电容器开路•如果采用超声波焊接机把引出箔片与焊点在•起,可则减少这类失效现象.D、击穿铝电解电容器击穿是由于阳极氧化铝介质膜破裂,导致电解液直接与阳极接触而造成的•氧化铝膜可能因各种材料,工艺或环境条件方而的原因而受到局部损伤•在外加电场的作用下工作电解液提供的氧离了可在损伤部位重新形成氧化膜,使阳极氧化膜得以填平修复•但是如果在损伤部位存在杂质离(或其他缺陷,使填平修复工作无法完善,则在阳极氧化膜上会留下微孔,甚至可能成为穿透孔,使铝电解电容器击穿.此外,随着使用和储存时间的增长,电解液中溶剂逐渐消耗和挥发,使溶液酸值上升,在储存过程中对氧化膜层发生腐蚀作用•同时,由于电解液老化与干涸,在电场作用下已无法捉供氧离犷修补氧化膜,从而丧失了自愈作用,氧化膜•经损坏就会导致电容器击穿-匚艺缺陷也是铝电解电容器击穿的•个主要原因•如果賦能过程中形成的阳极氧化膜不够致密与牢固,在后续的裁片、钏接匚艺中又使氧化膜受到严重损伤•这种阳极氧化膜难以在最后的老炼工序中修补完善,以致电容器使用过程中,漏电流很人,局部自愈已挽救不了最终击穿的命运-又如钏接匚艺不佳时,引出箔条上的毛剌严重剌伤氧化膜,刺伤部位漏电流很大,局部过热使电容器产生热击穿-E、电参数恶化A、电容量下降与损耗增大铝电解电容器的电容量在工作早期缓慢下降,这是由于负荷过程中匸作电解液不断修补并增厚阳极氧化膜所致铝电解电容器在使用后期,由于电解液耗损较多、溶液变稠,电阻率因黏度增人而上升,使匸作电解质的等效串联电阻增人,导致电容器损耗明显增人侗时,黏度增人的电解液难于充分接触经腐蚀处理的凹凸不平铝箔农而上的氧化膜层,这样就使铝电解电容器的极板有效而积减小,引起电容量急剧下降•这也是电容器使用寿命临近结束的衣现•此外,如果匸作电解液在低温下黏度增人过多,也会造成损耗增人与电容虽急剧下降的后果•硼酸•乙二醇系统工作电解液的低温性能不佳,黏度过人导致等效串联电阻激增,使损耗变人和有效电容量骤减,从而引起铝电解电容器在严寒环境中使用时失效.B、漏电流增加漏电流增加往往导致铝电解电容器失效•賦能L艺水平低,所形成的氧化膜不够致密与牢固,电解液的化学,原材料纯度不高,工作电解液配方不佳,氧化膜损伤与沾污严重,开片工艺落后性质与电化学性质难以长期稳定,铝箔纯度不高,杂质含量多……这些因素均可能造成漏电流超差失效.铝电解电容器中氯离/沾污严重,漏电流导致沾污部位氧化膜分解,造成穿孔,促使电流进•步增人•此外,铝箔的杂质含量较髙,•般铁杂质颗粒的尺寸人于阳极氧化膜的厚度,使电流易于传导•铜与硅杂质的存在影响铝氧化物向晶态结构转变•铜和铝还可在电解质内组成微电池,使铝箔遭到腐蚀破坏•总之,铝箔中金属杂质的存在,会使铝电解电容器漏电流增人,从而缩短电容器的寿命.3、提高电容器可靠性的措施对材料、结构和制造工艺进行改进说明.1、电极材料的改进陶瓷电容器•岚使用银电极•银离了迁移和由此而引起含钛陶瓷介质的加速老化是导致陶瓷电容器失效的主要原因•有的厂家生产陶瓷电容器已不用银电极,而改用線电极,在陶瓷展片上采用化学镀線工艺•由于線的化学稳定性比银好,电迁移率低,捉高了陶瓷电容器的性能和可靠性. 国产云母电容器的电极材料也是银,同样存在银离了•迁移现象日本海缆通信系统中用的云母器,它的电极材料及电极引线间的连接均采用金,这就保证了云母电容器优良的性能和高可靠性• 镀金云母电容器与镀银云母电容器相比较:电容温度系数,前者约为后者的1/2,且偏差也小;湿度对容量的影响,前者比后者小•个数量级,且是可逆的;损耗角正切值,前者•比后者小个数量级;在电压负荷下电容量相对变化率,前者约为后者的1/5-1/10.据推算,镀金云母电容器匸作20年的电容量变化率<±0.1%.改进电极材料的另•个例(是金属化纸介电容器•金属化纸介电容器都采用锌蒸发在电容器纸上形成的金属层作为电极•锌膜在空气中易氧化,生成半导体性质的氧化锌,而且会继续向底层氧化,造成板极电阻的增加和电容器损耗的增人•此外,锌金属化膜在潮湿环境下易腐蚀•锌金属化膜的另•个缺点是自愈所需要的能量较人,而且电容器经击穿自愈后其绝缘电阻值较低•为了提高金属化纸介电容器的性能和可靠性,已用铝金属化层来代替锌金属化层•人气中在铝膜的农而会生成• 层薄而坚固的氧化氯膜•使铝膜不再继续氧化•同时氧化氯膜对潮气抗腐蚀性能好-另外铝金属化层自愈性能好,铝电极可以在介质上残存的微量潮气和低电压作用下产生电化学反应,生成氧化铝介质膜,经过•段时间,电容器的绝缘电阻得到恢复•此外,铝的比电导较锌人,这就减小「板极电阻和电容器的损耗•因此,铝在金属化电容器的生产中取代锌做电极改善了电容器的性能,捉高了电容器的可靠性•2、工作电解质的改进铝电解电容器工作电解质为硼酸•乙醇系统,其丄作温度范围为+85〜一400在低温下,由于乙二醇中的疑基彼此以氢键联合,出现聚合物,以致工作电解液变稠冻结,电阻率急剧增人,电容量下降和损耗角正切值增人,使电容器的性能恶化•近来普遍采用的以D\IF为溶剂的工作电解液,在较宽的温度范围内(-55—85°C)电性能优良-为了解决液体钮电解电容器漏液问题,除了在密封结构上采取措施外採用凝胶状电解质,因为凝胶状电解质黏度大,不容易从微小的缝隙中漏出.3、电介质材料的改进电介质材料是决定电容器性能和可靠性的关键材料•以往生产的聚苯乙烯电容器,其电介质是釆用厚度为20 um的聚苯乙烯单层薄膜,由于薄膜的厚度不均、有针孔、有导电杂质和微粒先进原因, 制成的电容器就存在着某些陷患,在外部各种环境和电应力作用下,这些缺陷就会逐渐暴露出来,导致电容器的击穿、开路或电参数超差失效•为了提高和产品的性能和可靠性•薄膜这样电介质的厚度仍为10 u m厚薄膜改进为双层20 um电容器的电介质由原来单层.20卩血电容器的体积不变,但产品的质量却捉高了•因为XX层薄膜可以互相掩盖薄膜中的缺陷和疵点,这就使得电容器的耐压和可靠性得到了提高•又如,以银做电极的独石低频瓷介电容器,由于银电极和瓷料在900C下•次烧成时瓷料欠烧不能获得。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
陶瓷體
銀電極
B. 失效模式在制程中的具體表現﹕ 1. 銀面邊緣位置針孔 2. 銀面邊緣位置針孔﹐同時此位置部份陶瓷炸裂。 3. 裂痕(先針孔后裂痕﹐素子表面有燒蝕碳化之小黑點﹐裂痕為新痕跡。
C. 應對措施: 信息及時反饋前段制程﹐要求其改善提升素地整體耐壓水准
銀層脫落
1.銀層過薄 2.銀層附著 力不足
介質開路
1.壓片成型密度過 大 導致介質分層 2. 在機械應力作用 下電介質瞬時開路
(二) 內部擊穿﹑短路﹑半短路 干燥處理 電性能測試 解剖
介質擊穿
1.電介質中有針孔﹑裂縫等疵點或缺陷﹐
失 效
或存在有雜質﹑導電粒子﹔ 2.電介質在制造中的機械損傷﹐如蹦邊﹑ 暗裂等﹔
第3 種模式﹕電極內瓷片貫通(擊穿點在素子(銀面)中心及其周邊位置)。
A.可能原因: 1. 素地致密性極差 2. 素地里面有裂痕﹑氣泡﹑導電雜質等
B. 失效模式在制程中的具體表現﹕ 1. 素子中心及其周邊位置針孔 2. 素子中心及其周邊位置針孔。同時此位置部份陶瓷炸裂。 3. 裂痕(先針孔后裂痕﹐素子表面有燒蝕碳化之小黑點﹐裂痕為新
機
3.在機械應力作用下電介質瞬時短路﹔
理
4.電介質的電化學擊穿﹔
5.電介質老化。
短路﹑半短路
1.在制造過程中兩電 極間有雜質﹑錫 渣﹔2.在高濕度或低 氣壓環境下極間邊緣 飛弧﹔
(三) 電性能退化 干燥處理
電性能測試 解剖
化學性退化
失
1.電介質內部缺陷.介質中的雜質和有害離子作用。
電容器失效模式和機理分析
失效發生
失
效
模
情況調查 電性測試 數據收集
外
式
觀
分
檢 查
類
內部開路﹑半開 路
內部擊穿﹑短 路﹑半短路
電性能退化
引線脫焊或斷裂
重測合格
(一) 內部開路﹑半開路 干燥處理
電 性能測試
解剖
引線與電極接觸不良
失 效 機 理
1.電極氧化 2.無焊錫 3.錫未熔化 4.擊穿引起電極和 引線絕緣
第2 種模式﹕瓷片延邊導通或瓷片邊緣破裂破損(擊穿點在素子側面)﹔
A.可能原因: 1. 素地表面有污點﹐如銀﹑助焊劑﹑油質﹑焊錫渣等 2. 涂料中有導電雜質 3. 涂料中有氣泡 4. 涂料致密性不佳 5. 涂料包封層固化不充分
B. 失效模式在制程中的具體表現﹕ 1.跨弧 2.崩邊 3.側邊炸裂
C. 應對措施: 1.素子外觀(擴散﹑側邊沾銀)管控﹔ 2.助焊劑液面控管適中﹐及瓷片浸入深度控管﹔ 3.及時徹底清理錫槽中的錫渣等雜質﹔ 4.涂料的絕緣品質証﹔ 5.涂料包封及固化工序品質保証。
跡。)
C. 應對措施: 1.素子外觀(擴散﹑側邊沾銀)管控﹔ 2.助焊劑液面控管適中﹐及瓷片浸入深度控管﹔ 3.及時徹底清理錫槽中的錫渣等雜質﹔ 4.涂料的絕緣品質証﹔ 5.涂料包封及固化工序品質保証。
不合格
失效模式分類
合格
溫度特性量測
不合格
合格
解剖
高溫老化﹑高溫 高濕存放
1.內部開路﹑半開路 2.內部擊穿﹑短路﹑半短路 3.電性能退化
量測瓷片之溫 度特性
特性量測
不合格
合格
解剖量測內部瓷片 電性
合格品
陶瓷電容器耐壓失效模式解析
陶瓷電容器耐壓失效模式有以下三種典型模式﹕ 第1 種模式﹕電極邊緣瓷片貫穿(擊穿點在銀面邊緣位置)﹔ A.可能原因:
物理性退化
1.水汽作用﹔ 2.表面污染﹔ 3. 引線和電極接觸電 阻增加。
(四) 引線脫焊短裂 外觀識別
引線脫焊
失 效 機 理
1. 引線氧化﹔ 2. 引線鍍錫層過薄﹔ 3. 引線沾有雜質或油質等臟物。
引線短裂
1.化學腐蝕﹔ 2.機械損傷﹔ 3.疲勞斷裂。
(五)﹑重測合格
溫度循環 破壞檢查
檢漏
特性量測