龙雕3040 4040 4轴滚珠形丝杠雕刻机的使用说明书 mach3 2.63中文破解版
2024版分享木工雕刻机操作教程
05
雕刻机维护与保养
设备日常清洁保养
保持设备外观整洁
检查并紧固各部件
经常擦拭设备外壳及导轨面,保持清 洁,防止锈蚀。检查各部Biblioteka 的紧固情况,如有松动应 及时紧固。
清洁丝杠和光杠
定期清理丝杠和光杠上的灰尘和切屑, 防止影响传动精度。
常见故障排除方法
电气危险
雕刻机涉及电气部件和电源,存在触电风险。在操作前,确保设备接地
良好,并检查电线和插头是否损坏。不要使用破损的电线或插头,避免
与水或潮湿环境接触。
03
粉尘和噪音
木工雕刻机在加工过程中会产生木屑和噪音,可能对健康造成影响。佩
戴合适的个人防护用品,如防尘口罩和耳塞,以降低粉尘和噪音的危害。
个人防护用品选用和佩戴要求
01
雕刻机无法启动
02
检查电源插头是否插好,电源开关是否打开。
检查保险丝是否熔断,如有需要更换。
03
常见故障排除方法
01
雕刻机运行过程中突然停机
02
检查是否遇到障碍物导致过载保护,如有需要清除 障碍物并重启设备。
03
检查电机或驱动器是否故障,如有需要更换。
常见故障排除方法
01
雕刻精度下降
02
检查刀具是否磨损严重,如有需要更换。
使用合适的工具和材料 使用与设备配套的合适工具和材料,确保其质量和适用性。 不要使用损坏或不适合的刀具,以免发生危险。
危险源识别及应对措施
01
机械伤害
雕刻机的旋转部件和移动部件可能导致机械伤害。在操作前,确保所有
防护装置完好无损,并遵循安全操作规程。在设备运行时,不要将手或
雕刻机使用说明书

雕刻机使用说明书使用说明书:雕刻机1. 概述雕刻机是一种用于进行工艺品、广告牌和装饰物等物体雕刻的专用设备。
本使用说明书旨在介绍雕刻机的使用方法和注意事项,以确保用户正确、安全地操作雕刻机。
2. 设备准备在操作雕刻机之前,请确保已经做好以下准备工作:a) 检查设备是否完好,如有损坏或故障,请勿使用。
b) 将雕刻材料准备好,并确保其表面光洁无尘。
c) 确保室内通风良好,避免有害气体积聚。
3. 操作步骤a) 打开电源开关,确保设备接通电源,然后等待设备初始化。
b) 将雕刻材料固定在雕刻工作台上,调整好位置和角度。
c) 利用控制面板上的功能键,选择需要的雕刻图案或程序。
d) 在开始雕刻之前,可以通过调整雕刻深度和速度设置来优化雕刻效果。
e) 点击“开始”按钮,雕刻机即开始进行雕刻操作。
f) 当雕刻完成后,关闭电源开关,待设备完全停止运行后,方可进行下一步操作。
4. 注意事项a) 在操作雕刻机时,请务必戴好防护眼镜、手套等装备,以免发生意外伤害。
b) 禁止将手指或其他物体伸入雕刻机运动轨道,避免夹伤。
c) 雕刻机使用过程中如有异常响声或其他故障,请立即停止使用并联系维修人员。
d) 雕刻机的工作环境应保持干燥、整洁,避免有害物质沾染设备。
e) 请按照操作手册中的维护保养要求,定期对设备进行清洁和保养。
5. 故障排除如果在使用雕刻机的过程中遇到以下问题,请参考以下排除方法:a) 设备无法启动:检查电源连接是否正常,排除电源问题。
b) 雕刻效果不佳:调整雕刻深度、速度等参数,或检查雕刻刀具是否磨损。
c) 设备运行过程中异常停止:检查设备有无卡住或雕刻材料不稳固等故障。
6. 维修与保养雕刻机作为一种精密设备,需要定期进行维护保养,以延长其使用寿命。
请按照操作手册中的维护保养指导进行操作,并定期联系专业维修人员进行设备检修与保养。
7. 免责声明本使用说明书仅供参考,并不承担任何直接或间接责任。
用户在使用雕刻机时,应严格遵守相关操作规范,并注意自身安全。
雕刻机操作步骤

1 雕镂机把持步伐之迟辟智美创作1.1 开机在开机之前,首先确定机床与计算机所有连接正常,然后翻开机床电源和计算机电源.在系统启动完毕后,进入NcstudioTM数控系统.1.2 机械复位(可选)只有在有回机械原点功能的机床上,且需要时才涉及这节内容.如果机床支持回机械原点把持,选择“回机械原点”菜单.机床将自动回到机械原点,而且校正系统坐标系统.在某些情形下,如上次正常停机后,重新开机并继续上次的把持,用户不用执行机械复位把持.因为,NcstudioTM 系统在正常退出时,保管以后坐标信息.另外,如果用户确认以后位置正确,也可以不执行此把持.1.3 载入加工法式在加工之前,用户一般要载入需要加工的法式,否则,一些与自动加工有关的功能是无效的.选择“翻开(F)|翻开(O)…”菜单,將弹出Windows标准的文件把持对话框,可以从中选择要翻开文件所在的驱动器、路径以及文件名.单击“翻开”按钮后,加工法式就载入系统.此时,用户可按F2键,切换到“加工法式”窗口,检查以后加工法式.1.4 手动把持显示手动把持界面选择“检查(V)|显示手动界面(M)”菜单项,参数显示窗口将显示一个手动把持界面,通过这个界面,您可以对机床进行手动把持.手动移动通过计算机数字小键盘上的相应键可对机床进行手动移动.此时小键盘上的NUMLOCK灯应亮.相应键为:6———X轴正方向4 ———X轴负方向8 ———Y轴正方向2 ———Y轴负方向9 ———Z轴正方向1 ———Z轴负方向这些键与CTRL结合后可实现机床的手动高速移动.增加/减少深度使用小键盘上的+/键配合数字键可以快速增加或较少深度.1.5 确定工件原点在加工法式中的X、Y、Z三坐标的原点就是工件原点.在加工之前,我们需要把该位置同实际位置联系起来.步伐是:把机床X、Y手动走到工件上的希望的原点位置,选择“把以后点设为工件原点”菜单,或者在坐标窗口把以后位置的坐标值清零,这样在执行加工法式时就以以后位置为起点进行加工.上述步伐完成了X、Y轴的工件原点设定,可是Z轴的工件原点设置需要更为精确的把持手段.本系统同机床硬件相配合提供了Z轴对刀功能.选择“把持(O)|自动对刀(E)…”功能,完成自动对刀.经过上述两步的把持,加工的工件原点已经确定了.1.6 执行自动加工自动加工指机床按所选的加工法式自动进行加工.开始自动加工选择“ 把持(O)|开始或继续(S)”菜单项,机床將自动从加工法式第一句开始执行自动加工过程.机床停止在自动加工过程中,如果想停止加工法式的运行,选择“ 把持(O)|停止(O)”菜单项,机床将在以后语句加工完成后停止加工,进入“空闲”状态.这种方式是让系统精确而有序停止的方法,也是推荐的方法.注释:当高速平滑速度连接特性有效时,系统将在连接速度为零时停车.机床紧停在自动加工过程中,如遇紧急情况,选择“把持(O)|紧停(B)”菜单项,机床將立即停止加工,如要重新开始加工必需先选择“把持(O)|紧停回复(R)”菜单然后再选择“把持(O)|开始或继续(S)”菜单,机床將重新从加工法式第一句开始执行自动加工过程,否则机床將不能工作.机床暂停在自动加工过程中,如需暂停加工,选择“把持(O)|暂停(P)”菜单项,机床将在执行完以后加工语句后停止加工,此时如要继续执行加工法式只需选择“把持(O)|开始或继续(S)”菜单项.法式跳段执行选择“高级开始(A)”菜单项,將弹出一个对话框,询问要从法式的第几句开始执行到法式的第几句结束,如果您填好语句段号再点击“开始”键,机床將按您的要求只执行法式中的某一段语句.但执行此功能法式语句前必需有段号. 1.7 直接定位功能如果您经常想快捷的定位到某一点,可以试试“直接定位功能”功能.进入“直接定位功能”功能的快捷键是F5,推出“直接定位功能”功能的快捷键是Esc.在“直接定位功能”窗口的X前输入 + 号,实现增量输入.在“直接定位功能”窗口的X前输入 * 号,实现机械坐标定位.在“直接定位功能”窗口的X前输入 @ 号,实现修正工件原点功能(包括增加深度/减少深度).1.8 关机待法式加工完毕,关闭机床电源和计算机电源,需要时为了保证可关闭总电源.2把持时的注意事项2.1 多任务执行注意事项由于Windows是分时把持系统,一般来说在执行自动加工时可在计算机上进行其他工作(如编纂加工法式等),但有以下两点清注意:(1) Windows法式占用内存都比力年夜,因此同时翻开的窗口不容易过多,一般视计算机内存年夜小而定.(2)有些应用法式自身的运行可能不太稳定,例如一些游戏法式、VCD播放器等,它们在运行过程中可能无限制的摄取系统资源,例如:内存、CPU的时间片等等,最终可能招致计算机死机.所以,在加工过程中,请不要启动这些法式,以免由于死机造成意外加工中断.2.2 回机械原点注意事项在回机械原点过程中,根据分歧系统的要求,可能会有分歧的过程.在精度要求比力高的系统中,由于精度要求比力高,最后校准的过程就比力慢,这时要注意观察数控状态窗口,等候系统进入空闲状态后再退出回机械原点窗口,否则回机械原点过程没有正常完成,被人为中止.回机械原点过程中被人为中止的后果:1、往往会呈现端口报警状态,因为此时限位(机械原点)新号还没有消失;2、定位禁绝,回机械原点的校准功能被人为破坏;3、软限位不起作用:由于回机械原点过程没有完成,所以系统这时人为软限位功能是无效的,必需等回机械原点过程完成后,软限位功能才会起作用.。
MACH3系统机器操作使用说明
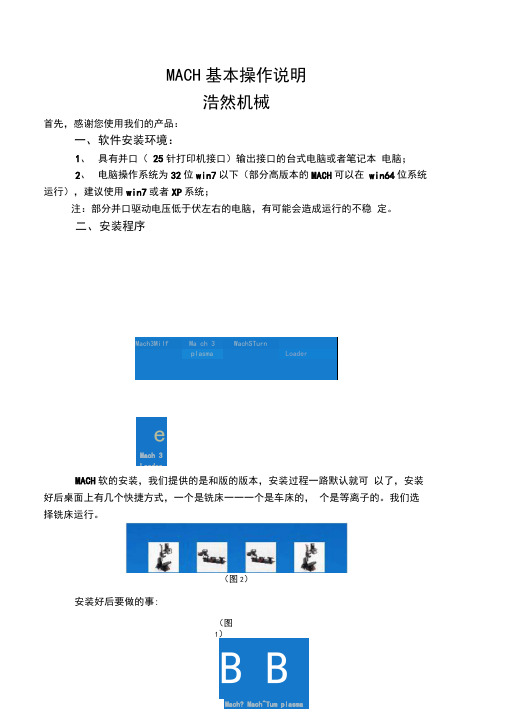
MACH 基本操作说明浩然机械首先,感谢您使用我们的产品:一、 软件安装环境:1、 具有并口( 25针打印机接口)输出接口的台式电脑或者笔记本 电脑;2、 电脑操作系统为32位win7以下(部分高版本的MACH 可以在 win64位系统运行),建议使用win7或者XP 系统;注:部分并口驱动电压低于伏左右的电脑,有可能会造成运行的不稳 定。
二、 安装程序MACH 软的安装,我们提供的是和版的版本,安装过程一路默认就可 以了,安装好后桌面上有几个快捷方式,一个是铣床一一一个是车床的, 个是等离子的。
我们选择铣床运行。
(图2)安装好后要做的事:(图1、检查设备管理器,看是否有mach3的驱动,如果没有,mach3不能运行操作机器(如图3);4 目 IDE lTA?iTJJ>I 控制黑 ¥帝IEEE 139斗总线主控制器I 、? Hach3 Driver ] 4 I g fUJUR p H-嚥处理器 田0 SIS 因动器(图3)2、破解汉化软件,按安装要求,把“ chs ”里的文件拷贝到c 盘的 MACH 目录下,(我们已经将软件做了适当修改,仿真窗口扩大,以便观 察加工过程情况(适用于屏幕分辨率大于1024*768),如果出现界面变形,可以在MACH 的“设置”、“总体设置”、“屏幕控制”做相应修改,然后 在“查看” “加载新界面”选择 mach3目录内的文件加载)。
丄chs壬J Mach3Version3.043.0S6(图4)3、运行mach3mill 出现界面如下:忙 ____________________________________ XJt 审》F 徒也 &1 ^9^ *4 »9?5<1 曹裁(图5)世fi 1 请Ifi I Ir 〔. &1二4; 3韵鈕=凶曲&SS U 曹Gea 卜21 &42型季^1/150.193^I +30.0000(!I ~+0.000^1; T «4l?D1 SiWM 丄tI «近更样 I i 鬓 J [ 辰讯富r { ®ttf. KW i 11 MF-*J ii t Ml典*ffIIrr Pm 1■丄■ 持羯 BiQ :3:< itaw 啪 J4、修改对刀代码: 操作”里的“编辑按纽脚本将“对刀代码”内容全部复制出来 ”,然后点击程*丄 I *xr :|||'ij< =I*i 程则[烯伽淘4aztiI 机itaffiQ ] [V 町 )■:* i.,00a 緒颈'Tf? ;J «[ .进_ ■ fcijili tl嫦是 I端口 *1r眉使用此靖口 端口 #£ I 使用比端H M HC 模式|"漑活式0i2TB端口地址里要和你屯厢的并口地址一致」一 祥安装好后没有特殊硬件占用此端口 d 旳话星不需旻更®的| 內核連度 ------------输入1&进制数0-9 厂2-g 引脚作为兰ns_e港就机制作撷:姜时冋0;GO;(X );00(图7)按“对刀”按纽,出现文本代码框,将刚才复制的对刀代码替换掉里面的代码,并保存退出即可基本完成软件的安装。
雕刻机使用说明书

雕刻机使用说明书(2012版)目录1.概述1.1 说明1.2 产品结构2.运行环境2.1 硬件设备要求2.2 兼容软件3.操作说明3.1 注意事项3.2 仔细阅读说明书4.安装与配置4.1 机器连接4.2 软件安装4.3 驱动测试4.4 怎样配置软件5.测试5.1 手动测试5.2 机器调试6.变频器参数设置及附录6.1 变频器参数设置6.2 电控箱端口针脚功能定义6.3 步进电机驱动板说明7.常见问题8.保修及日常维护1.1 说明1.1.2 打开包装箱1.1.3 取出雕刻,请轻拿轻放1.1.4 检查机器是否完好1.1.5 仔细核对产品装箱清单,有问题请及时联系我们1.1.6 操作雕刻机前,请认真阅读说明书1.2 CNC雕刻机主要结构:如上图示将雕刻机及连接起来,并用螺丝锁紧。
2.1 硬件设备要求2.1.1 台式电脑,带并口(25 针 LPT 口)2.1.2 CPU:PⅢ以上2.1.3 内存:256M 以上2.1.4 硬盘:20G 以上2.1.5 操作系统:推荐 WIN XP ,WIN 7需要32位的2.1.6 屏幕分辨率:1024*768,推荐 1440*9002.2 兼容软件2.2.1 可兼容 Mach3/TYPE3/ArtCAM/文泰等多种 CAD/CAM 设计制作软件。
2.2.3 指令格式:指令格式:G 代码(tap,nc,ncc,text)仔细阅读说明书一请用户仔细阅读说明书,按照说明书上一步步的操作即可轻松掌握雕刻机基本的使用。
二如雕刻机操作方面有不懂的,请联系我们三我们不出售软件,因用户的用途和转换刀路的软件不同,在我们能力范围内提供帮助。
机器连接一首先请不要接通控制盒电源,将机器航空插头与控制盒连接好,确保接触良好,建议有条件的用户将雕刻机接地。
二将并口线一头连接在控制盒的并口,另一头与电脑并口(画红色圈的)相连,如台式机上没有并口,或者并口卡损坏,则可以用 PCI 转并口转接卡来扩展一个并口PCI 转并口卡------如下图建议购买卡上芯片上带有“CH352”或者“CH353”字样的并口卡,其他品牌的并口卡可能会影响到A轴的干扰。
数控雕刻机操作说明1

数控雕刻机操作说明1数控雕刻机操作说明1:准备工作1.1 选择合适的工作物料1.2 检查雕刻机的供电情况1.3 确保雕刻机刀具的正常使用1.4 安装并调整刀具1.5 打开机器主控开关2:设定参数2.1 打开数控雕刻机操作软件2.2 在软件中选择雕刻机型号和所需加工零件类型 2.3 设置刀具直径和长度2.4 确定加工路径和雕刻深度2.5 保存并加载参数文件3:加载工作文件3.1 将工作文件导入数控雕刻机软件3.2 调整工作文件的位置和尺寸3.3 确定工作文件在雕刻机工作台上的位置3.4 设置原点位置和坐标系4:开始加工4.1 执行加工前检查,确保雕刻机准备就绪4.2 开始按钮,启动数控雕刻机4.3 监控加工过程,确保刀具和工件的运动正常 4.4 调整切削参数,根据实际情况进行优化4.5 定期检查刀具的磨损情况,及时更换5:加工完成5.1 加工结束后,关闭数控雕刻机5.2 处理加工完成的零件,进行清洁和整理5.3 保存加工文件和参数文件5.4 检查并关闭机器主控开关6:附件本文档涉及的附件包括:- 数控雕刻机操作软件安装文件- 雕刻机型号和规格说明书- 刀具选择和安装手册7:法律名词及注释- 数控雕刻机:一种采用计算机数字控制技术进行雕刻加工的机械设备。
- 刀具直径和长度:指刀具的直径和长度,根据加工要求选择合适的刀具尺寸。
- 雕刻深度:指在工件上进行雕刻的深度,也是刀具下降时的加工深度。
- 加工路径:指数控雕刻机将刀具按照预定的路径进行加工的轨迹。
- 坐标系:定义了加工物体的位置和方向,用于确定加工过程中各点坐标的参考系。
龙雕3040 4040 4轴滚珠形丝杠雕刻机的使用说明书 mach3 2.63中文破解版
3040雕刻机使用说明2,本机是针对旋转轴比速1:6, 对刀块厚度为-26.2mm首先装好MACH3软件,根据以下说明设好参数,然后装上电气箱插上电源. 数据线和USB,如果软件装对,打开软件主轴不转,为正确.因为数据受控制, 如果打开软件主轴会转说明参数没设对或软件未装好.请客户认真仔细看以下说明.首先要看一下光盘的雕刻机接线图,步进电机从上往下最上是Z轴,中间是X轴,最下是Y轴(在这里特别要说明,长期使用要经常检验,步进电机线不能短路,控制板电源线不要接反,或路板。
机床发货时线都接好的,所以客户只要插上就可以用了,要6孔对6针,插对插正)新手使用时特注意:1.收到雕刻机后先看光盘资料。
2.然后需要一台25针的台式电脑,25针直接从主板上出来的台式机,先装MACH3软件,注意装时有360或杀毒软件的,先把360或杀毒软件的删了,再装MACH3,MACH3具体安装看下面说明。
3.装好后电脑重起,开机过程,先开电脑,后开软件,最后开电气箱,关机刚好相反。
先关电气箱后关软件,最后关电脑。
4.参数全部设好后,新手试机,看是否装对,能手动控制XYZ和主轴,说明装对了,先要学会手动操作,然后学会自动操,手动操作时注意这二处是绿灯才可进行5.平时加工时主轴开到最高速8000转加工,别低速加工。
6,特别注意点,电气箱通电后不要拔插步进电机接头,只有关机后才可以7.习惯,晚上不加工产品睡前把电气箱关了,哈哈,这是我自已的习惯8,XYZ的步进电机都是可以改变方向的,下面参数中有说到,这里我说一下,电机输出那里,6 74 52 3后面的钩和叉就是改变方向的,很多软件编程出来的Z轴方向刚好相反,客户在用时首先要确认Z轴方向正确了在进行,然后雕刻字时比如阴阳字雕刻也是改变步进电机方向得到的。
注意事项:1.机器使用前应该在滑道光轴和丝杠上滴一些机油,减少磨损延长磨损件的使用寿命。
2.由于该机器是电脑控制机械设备,电机都具有一定的力矩,具有伤害性。
CNC 3020-3040使用指南
Y O O C N C 【追潮版3020/3040】快速使用入门指南目录前言---------------------------------------------------2 第一章安装控制软件(Mach3)---------------------------3 第二章设置控制软件(Mach3)---------------------------9 第三章试用你的雕刻机---------------------------------131、认识你的雕刻机-----------------------------132、雕刻机接线及自检---------------------------143、联接电脑测试-------------------------------154、实雕测试------------------------------------18 附一:认识常用刀具具--------------------------------22■前言非常感谢,您选择并拥有了YOOCNC提供的雕刻机套件;也非常荣幸,您有时间阅读由Land编写的《快速使用入门指南》,希望它对初次接触雕刻机的人士能有所帮助!您正在浏览的这个“指南”,是以YOOCNC网站出品的追潮版3020/3040雕刻机为主体而编写的,在您正式认识、试用、使用它之前,请耐心阅读以下内容:--------------------------------------------------------------------------------------------------------------------------------------------- ◆声明:①本雕刻机虽是YOOCNC的业余团队制作,不能称为真正意义上的商品,但毕竟也是机电一体化的入门级数控设备,因此使用者仍需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人以及YOOCNC的制作团队不对直接和间接损失承担相应责任。
MACH3入门使命说明
MACH3入门大海制作MACH3软件强大的功能,应用广泛(工业数控,业余制作),二次开发简单,DIY 空间非常大,所以是专业业余都可以用的软件。
此文是写给没有入门的爱好者的,爱好者应用这个软件前请先看看<<MACH3中文说明官方版》。
官方有2.02中文版,安装时候一路下一步,安装时候显示的选择都要勾起。
安装好后电脑一定要重起,不然运行运行软件会黑屏。
桌面上有几个快捷方式,一个是铣床的一个是车床一个是等离子。
双击快捷方式(如铣床),这就是铣床程序运行界面(打开界面后,先可以不接并口线,不连接驱动器,不连接接口版测试软件是否安装好)“紧急复位”按钮如果在闪动,按一下就不会闪了,软件改变设置,压了限位,都会闪动,在闪动情况下,代码程序不能运行,手动也不会有反应。
手动--------可以按键盘上的方向键可以控制XY运动(轴数字读出器会显示运动的数),PAGE(UP) PAGE(DOWN)键控制Z轴,也可以按键盘上“Tab”键调出“MPG”模式的键盘按软件上的方向键也可以实现手动,如果按手动键,数字读出器数不变化可能是:“紧急复位”在闪动, 点动开关关闭了,或者模式选择在MPG(外接手轮控制),如果是这些情况就用鼠标点击一下就可以。
手动模式有两个选择一个是“步”就是手动一次就走1毫米或0.1毫米或0.01毫米,还有一个选择是“连续”,按了按钮后一直会变化。
如果上面设置好数字还是没有变化,看看这设置对不。
还有轴端口也要有针号,如果以上设置都正确手动还是数没有变化,就要怀疑软件没有安装好,可以卸载(卸载后连原文件夹也删除)重新安装,或者是电脑问题了。
软件设置:1,设置单位2,设置并口3,设置电机端口设置完后要确认4 电机调试设置:脉冲数就是多少个脉冲托板走1毫米,这个如果不对,生产出的产品就不是1:1的。
最大速度就是代码G0的速度,这个速度与螺杆螺距,机器的的构造,步进电机的大小,驱动器的参数都有关系,如果速度高了电机启动不了,或者会失步,慢了工作效益不高,所以要多调试。
雕刻机操作手册
常用軟體及其輸出之 GERBER FILE 種類對照表
Layout 軟體 Protel 98/99/其他版本 P-CAD POWER PCB ORCAD
(PADS)
零件面 Gerber *.GTL
*.GBR ART01.PHO *.TOP
零件面 Aperture *.APT/*.APR/*.ATL *.APR
形畫於線路層上
線路層上 路層上
於線路層
上
實驗成果
使用雕刻機的中,雕刻線寬精確的主要因素,在於刀具的選擇及下刀深度的 設定,如果利用有角度的雕刻刀,雕刻的寬度會依據下刀的深度而變化,也就是 下刀的深度愈深,雕刻的寬度會愈寬,電路線路線距只有 6mil (0.15 mm),只要 稍微下刀深度不留神,雕刻的線寬就會被雕刻刀吃掉。多深的下刀深度,會得到 多寬的雕刻寬度呢?可利用雕刻機軟體內的「刀寬測試功能」。此外在轉換雕刻 路徑的時候,電腦也會要求您輸入下刀的深度及寬度。在圖三至圖六所示為光纖 通訊實驗室之自製電路板。這些全是光纖通訊實驗室裡不可獲缺的自製器材,在 系統上的需求及驗證下需要使用到此電路。
ARTO1.REP
焊鍚面 Gerber *.GBL
*.GBR ARTO2.PHO *.BOT
焊鍚面 Aperture *.APT/*.APR/*.ABL *.APR
ARTO2.REP
鑽孔檔
*.TXT
*.DRL *.DRL
*.TAP
成型檔
*.GKO、*.GM1 或將外 將外形畫於 將外形畫於線 將外形畫
雕刻機操作手冊
目的
雕刻機的主要功能為設計電路板,並且製作出來。在實驗室中,有許多自製 的系統架構裡的電路,由雕刻機(型號 EP9702)製作。如:光接收機、光發射機… 等,並可藉由這些自製的電路來組成一系統,再藉由系統便能夠完成各系統所設 計需要的電路,此外藉由實際所需電路與雕刻機上軟體應用便能實現之實驗的標 的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3040雕刻机使用说明2,本机是针对旋转轴比速1:6, 对刀块厚度为-26.2mm
首先装好MACH3软件,根据以下说明设好参数,然后装上电气箱插上电源. 数据线和USB,如果软件装对,打开软件主轴不转,为正确.因为数据受控制, 如果打开软件主轴会转说明参数没设对或软件未装好.请客户认真仔细看以下说明.
首先要看一下光盘的雕刻机接线图,步进电机从上往下最上是Z轴,中间是X轴,最下是Y轴(在这里特别要说明,长期使用要经常检验,步进电机线不能短路,控制板电源线不要接反,或路板。
机床发货时线都接好的,所以客户只要插上就可以用了,要6孔对6针,插对插正)
新手使用时特注意:
1.收到雕刻机后先看光盘资料。
2.然后需要一台25针的台式电脑,25针直接从主板上出来的台式机,先装MACH3软件,注意装时有360或杀毒软件的,先把360或杀毒软件的删了,再装MACH3,MACH3具体安装看下面说明。
3.装好后电脑重起,开机过程,先开电脑,后开软件,最后开电气箱,关机刚好相反。
先关电气箱后关软件,最后关电脑。
4.参数全部设好后,新手试机,看是否装对,能手动控制XYZ和主轴,说明装对了,先要学会手动操作,然后学会自动操,手动操作时注意这二处是绿灯才可进行
5.平时加工时主轴开到最高速8000转加工,别低速加工。
6,特别注意点,电气箱通电后不要拔插步进电机接头,只有关机后才可以
7.习惯,晚上不加工产品睡前把电气箱关了,哈哈,这是我自已的习惯
8,XYZ的步进电机都是可以改变方向的,
下面参数中有说到,这里我说一下,电机输出那里,6 7
4 5
2 3
后面的钩和叉就是改变方向的,很多软件编程出来的Z轴方向刚好相反,客户在用时首先要确认Z轴方向正确了在进行,然后雕刻字时比如阴阳字雕刻也是改变步进电机方向得到的。
注意事项:
1.机器使用前应该在滑道光轴和丝杠上滴一些机油,减少磨损延长磨损件的使用寿命。
2.由于该机器是电脑控制机械设备,电机都具有一定的力矩,具有伤害性。
使用时注意安全,刀具
要夹紧。
3.不要让小孩接触机器,以免被工作台挤伤,操作人员也应该在机器工作时不要接触机器以免被工
作台夹伤。
一旦出现危险应立即切断电源。
4.使用时注意刀尖以免划伤。
更换工件时应该将z轴上移,腾出安全工作空间。
5.雕刻机内部有高电压,非专业技术人员不得打开机壳进行维修,以防触电。
准备雕刻:
第一步:硬件连接(记的要先把软件装好后,设好参数了在进行接线)mach3 2.63中文破解版
1.连接电机驱动器(6560电路板或A3977,JC3A)与电脑并口的连接线。
(在控制箱背面,有注明XYZ
和数据线)
2.分别连接x轴电机,y轴电机,z轴电机与驱动器的连接线。
(工作台底面为Y轴,工作台横向为X 轴,主轴电机为Z轴)
第二步:软件使用
1.打开电脑,安装随机光盘中的mach3
2.63中文破解版软件。
(Mach3软件安装、按软件安装说明进行)
2.按照如下步骤设置mach3软件的参数。
3.并口的控制引脚设置
点击菜单选项配置,选择端口和引脚设置子选项。
弹出对话框如图所示。
该对话框的设置可以不用修改,默认的即可。
一、软件安装。
一步一步默认安装,有钩的切记一点要打上(360之类的关了在装)
下一步下一步,
Next
是
Next 一直下一步下一步
确定
点Finish
点确定(这个一般找不到时要缩小窗口在桌面上了)
点Next 点Yes
点Next,再点Next
点是
点Next再点Next 点Yes
点Finish
下面就是破解了
把光盘上的,覆盖安装目录里的内容。
,粘贴到C 盘下的MACH3
最后重起电脑。
打开软件设参数
二、MACH3软件参数设置,这一步很重要。
1、首先打开桌面上的MACH3MILL,软件打开
2、点设置下的,单位。
选公制。
3、点设置下的,端口和引脚,选25000HZ。
点电机输出,说明一下,Step Pin#和dir pin#是数据线的针孔号,Dir low 是电机正反转,Dir low,客户在试运行时发现电机方向相反,可以点Dir low下的。
Spindle是软件控制主轴的参数,数据线针口对应是1。
参数设好后,就点应用。
注明三轴雕刻机A和B不需要设,设了也没有事
下一步点输入信号:
输入信号,如果软件急停不停闪,这要设置一下,只要设置了,不管设置在什么位置。
然后点应用
输出信号参数:主轴设置:
注意,PWM开始频率改为300
最后点应用。
三、软件控制主轴操作
大家会发现,电脑重起时,主轴会转这是正常的。
软件打开主轴不会转了
打开软件MACH3MILL,点。
然后点主轴
速度输入8000,回车一下。
点主轴正转F5。
这时发现主轴转起来了,再点一下主轴正转F5主轴就停了
第二种,点,
输入M03 S8000,回车一下就可以让主轴动起来,再输入M05主轴就停止了。
看了这一步大家一定要把MACH3的编程先学会。
四.电机参数设置.
点设置下的电机参数,
X\Y\Z每根轴都要设好,每根轴设好后点保存轴选项,最后点确定.
说明,400代表T形丝杠的螺距是4mm.
滚珠丝杠,X\Y的Steps per为320,Z的Steps per为800
本机采用8细分
所以电机参数改为
X 320 1200 100
Y 320 1200 100
Z 400 1200 100
A 53.2 1000 100(4轴参数时,电机输出处参数就要改成 A 钩 8 9 钩钩 1 1)4轴的A轴设置参数,具体见旋转轴说明
还有用系统热键。
点设置内的系统热键,在这里我们主要设A轴的键,大家可以根据自已设,比如我设数字键1和2。
B轴设为 2 和3
第三步:手动控制雕刻机
1.mach3的按钮,如果一闪一闪则点击一下,使其不闪烁。
变绿灯
2.按下键盘上的光标移动键,左右箭头移动键是控制x轴的,上下箭头移动键是控制y轴的。
pageup,pagedown是控制z轴。
3 调整电机的转速。
这个调整只作用于手动的速度控制。
如果电机转速过快则电机不转,有尖叫声。
如果电机运转有失步或不畅快,也应该降低转速。
,在这里点进给,输入数据,点100%比如输入80%也可以.
第四步:数控雕刻
1.导入一个g代码文件,
点文件,打开G-CODE,选一个程序文件,一般格式二种,一种是NC一种是TAP, 我们用的ARTCAM软件编程出来的就是tap.
2. 可以用记事本打开程度来更改.F\S\值.
雕刻速度取值是有规定的。
如果雕刻软的材质,吃刀量小则使用电机不失步的最快速度。
如果是金属或吃刀量大,例如雕刻压克力一次吃刀5mm 则使用低速,估计50左右的速度。
具体情况,具体决定。
建议雕刻速度290
4.确定加工原点(对刀)。
使用键盘上的page up键向下移动z轴,使雕刻刀点到雕刻物的表面时立即停止移动。
点设置为原点, XYZ直接清0,也可以点相应的比例.也可以清0
原点设好后,就要进行加工了,
加工前,要先把主轴打起来,我们可以用输入S8000.
调节电机速度,不要超过5档,因为主轴电机高速长时间工作会烧毁。
点击start按钮,执行g代码。
加工过程可以调节速度,注意观察雕刻的情况,适当调节速度,以不失步为最佳。
本机建议使用速度电源电压24v 材质仿理石树脂板雕刻深度2mm 建议雕刻速度300。
如图
6.雕刻过程。
尽量不要执行其它软件,以免失步影响精度。
7.雕刻时如果x,y轴反向则使用软件调整。
菜单confige-reversals。
8.雕刻时需要紧急停止时,按一下紧急停止或进刀暂停按钮.
多练习几遍,你一定会雕刻出精美的作品。
如果用户感觉雕刻速度慢而且劲头不够雕刻效果不好,尤其是雕刻金属时,可以使用24v10a的电源,效果会明显改善。
对控制板没有影响。
注意好散热就可以了。
本机使用两个12v电脑电源串联成24v,已经连接好了,只需插上电就可使用24v的直流电压(绿色插头输出24v)。
第五:对刀,最好采用刀具到工作表面清0。
XY找中,采用左右数据除2。
第六:急停,采用软件急停,目前的控制箱急停还未完善。
第七:限位,采用软件限位.
软件限位参数设置在:
还可以按一下TAB键出来,
可进行操作
提示:
适用该雕刻机的软件有mach2,mach3,emc等,emc使用方法和mach2基本相同。
是完全免费开放的数控软件,没有加工指令最大执行条数限制,可以为用户减少购买软件的费用。
如果你是商业用途可以选择该软件。
Emc软件安装方法类似安装windows操作系统,就是安装linux操作系统,按照软件的提示安装操作即可。
需装自动对刀块的客户看对刀块使用文件夹,以下是MACH3有了自动对刀块的首面。