首件确认流程
首件确认流程

4.3首件确认:
4.3.1首件检查合格后品保签名确认并封板,生产部方可进行量产。
4.3.2首件样板放置于生产现场。
4.3.2首件检查不合格的即时通知生产部重新制作。
相关说明
4.4相关说明
4.4.1当资料不全或要求不明确时,可请相关部门或客户协助确认。
4.4.2当发现首件严重异常时,及时反馈相关部门处理。
首件确认流程
序号
流程流程Βιβλιοθήκη 明相关记录1首件制作
4.1首件制作
生产部根据工艺资料、作业指导书;装配拉提前1天完成试装1台机,配件加工单位完成第一件零配件后,交品保部进行检查确认。
首件检查记录
2
首件检查
4.2首件检查
4.2.1品保部按产品/零部件的技术要求,检查标准、CDF、样板及客户要求等资料按《过程检验控制程序》进行首件检查。
记录管理
4.5记录管理
所有记录按《记录控制程序》执行
IPQC品质控制之首件确认与异常处理流程

批量生产、巡检
IPQC
IPQC巡检日报表
发现异常
制程异常单 QSI-032 IPQC、QA 组长
异常确认
制程异常单
QA组长 PROD、PE 、QA、 PROJ
制程异常单
异常处理措施
异常改善跟进
措施执行后,QA需在产线生产50-150sets的时间 内验证措施不力有效性,如措施无效即刻通报直PQC
首三件检验记录表 首三件检验记录 表 合同评审记录表 MI或ECN文件
首件确认流程
首件确认流程
编号:HX-07
目的 加强对生产条件的监控,保证首件产品的质量和标准,促进整体产品质量的控制 。 2 范围 。 适用于每班开班时,对于首件生产前准备工作,及首件确认标准和状态的指导 3 术语
无
4
控制流程 担 当 流 程 和 标 准 备 注
操作者
作业点检
首开机点检设备、模 具、材料状态
异常 问题 处理
结束
5 6
相关文件
无
使用表单
《生产起始点检表》 《自检记录》 作者
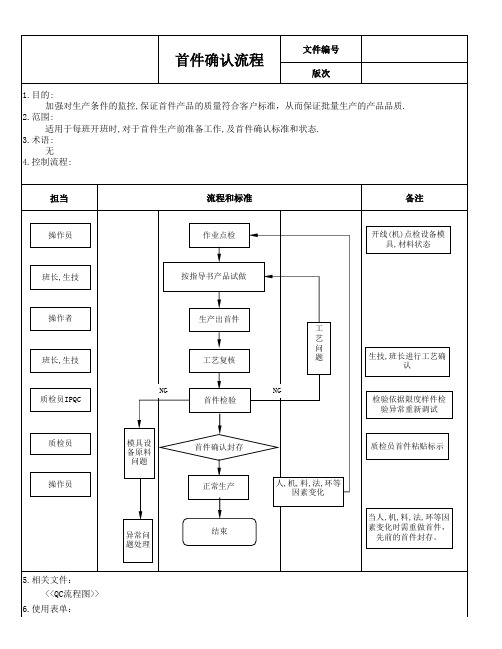
生产出首件 工艺问题
调整工 班长
工艺复核
调整工、班长进行 工艺确认 检验依据限度样件 检验异常重新调试
质检员
N
首件检验
N
质检员
操作者
模具 设备 原材 料问
首件封存 人、机、料、 法、环等因素 变化
质检员首件粘贴标识
正常生产
当人、机、料、法、 环等因素变化时需 重新封存首件
首件确认流程
操作者 班长,生技 质检员IPQC
生产出首件 工
艺
问
工艺复核
题
NG
NG
首件检验
生技,班长进行工艺确 认
检验依据限度样件检 验异常重新调试
质检员 操作员
模具设 备原料
问题
异常问 题处理
首件确认封存 正常生产 结束
质检员首件粘贴标示
人,机,料,法,环等 因素变化
当人,机,料,法,环等因 素变化时需重做首件,
首件确认流程
文件编号 版次
1.目的: 加强对生产条件的监控,保证首件产品的质量符合客户标准,从而保证批量生产的产品品质.
2.范围: 适用于每班开班时,对于首件生产前准备工作,及首件确认标准和状态.
3.术语: 无
4.控制流程:
担当
流程和标准
备注
操操作员员
班长,生技
作业点检 按指导书产品试做
开线(机)点检设备模 具,材料状态
先前的Байду номын сангаас件封存。
5.相关文件: <<QC流程图>>
6.使用表单:
<<首件确认记录表>> 制成:
审核:
首件确认流程
和作最后处理决定。
4.1.8当工单及样板上有增添、变更、备注等,必须有责权人的签名及日期才有效,否则一律
视为无效。如有模糊不清或有疑点,经过确认后方可作业。
4.1.9各部门整理工艺变更资料,清楚传递变更信息,以利首件确认的核对。
4.4.5每个工序首件确认需同时签两份,一份放入稿袋,一份由各工序自行放入相应的首件箱(柜)内。 首件签好后首件由品质部各工序的PQC负责保存,对于加工单印刷色样及客签样需单独保存于样
板房,保存期限为2个月,其余首件保存期限为1个月。
4.4.6生产部在需要签首件时,由生产部通知相关人员进行首件确认后,各相关人员需在5分钟内到达
位、啤错方向或啤错面底⑦啤机抽取时是否拖花⑧钢板刀痕是否压花彩盒⑨是否有压 痕、爆色、爆线。
4.3.3折页机检验重点:页码的顺序,折后书贴页面整洁,无死摺、八字褶皱、折缝跑偏等不良现象,无反
页、双张、折角、跑版,书贴平服整齐,无破损、划伤、脏污。
4.3.4骑订检验重点:①页码的顺序,是否多页、少页②是否有切字③折页走位④套错页⑤折页方式是否
4.3首件检验步骤:
4.3.1印刷检验重点:将待检验彩纸平放在检验台上,首先对纸张材质、尺寸、规格、纸张纸纹方
向进行核对底色、彩纸啤位尺寸0K后,然后按主体文字图案从左向右逐个区域检 查确认,将有异常处用笔圈起,并知会当班机长改善。对于多模产品应将其分开
逐个核对看颜色是否与样稿一致。
432啤机检验重点:①尺寸②对色位③埋口对位是否困难④成型是否0K⑤要求刀利、线直、孔圆⑥是否走
6生产时需由当机长自检无误并在首件标签上签名后交给组长主管检查确认确认合格后在首件标签上相应位置进行签名再由工程部技术员确认签名后pqc进行首件确认最后检查和审核四者签名后首检完成并生效
工厂首件管理制度及流程

一、目的为了确保产品质量,提高生产效率,规范生产过程,特制定本制度。
通过实施首件管理制度,对首件产品进行严格检查和确认,确保后续生产的产品质量达到标准要求。
二、适用范围本制度适用于本工厂所有生产线,包括但不限于机械加工、装配、焊接、喷涂等。
三、首件定义首件是指在生产线开始批量生产前,按照产品工艺要求生产的第一个产品或第一件产品。
四、首件管理制度1. 首件生产准备(1)生产前,生产部门应根据生产计划和生产工艺,确定首件的生产批次和数量。
(2)生产部门应提前做好首件生产的准备工作,包括生产设备调试、原材料准备、工艺文件确认等。
(3)生产部门应提前与质量部门沟通,确定首件检查的项目和标准。
2. 首件生产(1)首件生产应由指定人员负责,确保生产过程符合工艺要求。
(2)生产过程中,应严格按照工艺文件执行,不得随意更改工艺参数。
(3)首件生产过程中,生产人员应做好记录,包括生产时间、操作人员、设备状态等。
3. 首件检查(1)首件检查由质量部门负责,检查人员应具备相应的检验资格。
(2)首件检查应按照检查标准进行,包括外观、尺寸、性能等方面。
(3)首件检查结果应详细记录,并存档备查。
4. 首件确认(1)首件检查合格后,由生产部门负责人和质检部门负责人共同确认。
(2)首件确认后,方可进行批量生产。
五、首件流程1. 生产部门制定首件生产计划,包括生产批次、数量、时间等。
2. 生产部门做好首件生产的准备工作,包括设备调试、原材料准备、工艺文件确认等。
3. 首件生产,生产人员严格按照工艺要求执行。
4. 首件检查,质量部门对首件进行检查,包括外观、尺寸、性能等方面。
5. 首件确认,生产部门负责人和质检部门负责人共同确认首件合格。
6. 首件合格后,生产部门开始批量生产。
六、首件管理要求1. 生产部门应严格执行首件管理制度,确保首件质量。
2. 质量部门应加强对首件的检查,确保首件符合质量标准。
3. 首件检查不合格,应立即停止批量生产,查找原因并采取措施纠正。
首件制作与确认流程

1.品质组长对首件与《首件确认单》上核对内 容,进行核对,并在《首件确认单》做好对 应记录 2.将首件装入PE袋中,并在上面做好对应的签 名与标示。 3.对于新产品、新订单、及特殊、订制订单的 首件,由IPQC交给业务业核对。必须经过该 订单的业务员进行核对,并签名确认。
1.核对确认好的首交还生产拉长 2.按生产计划将一个首件放置产线拉头看板指 定位置,另一个从拉头流下,每个工位的作业 人员拿起来查看与现有物料核对,无误后流入 终检位的指定位置 与拉长面对面当面交接,并在《派料 单》上备注签名确认好
1.IPQC拿对应《BOM》核对物料 2.严格按照《作业指导书》和工艺文 件进行制作 3.首件制作的数量是2个
《BOM》 《作业指导书》
拉长完成首件制作后,填写好《首件确认单》
与首件一同交IPQC核对
《首件确认单》
品质部
IPQC进行首件图档确 认
IPQC进行首件让所有的物料进行图档确认, 并在《首件确认单》做好对应记录
品质部
IPQC进行首件与MPC 样品的核对
IPQC进行首件与MPC样品的核对,确认好 作业工艺,实物对照,并在《首件确认单》 做好对应记录
品质部 业务部
生产部
IPQC将核对好的首件交品 质组长及业务员审核
3.工单完成后,首件方可投入产线包装
NO 变更日期
变更履历记录栏 变更内容
担当
承认
深圳市脉威时代科技有限公司
流程名称 序 发行部门
號 責任單位
生产部
生产部
流程图
首件制作与确认流程
发行日期
流程
物料员领完物料
SOP编号
承认
确认
确认
首件确认流程
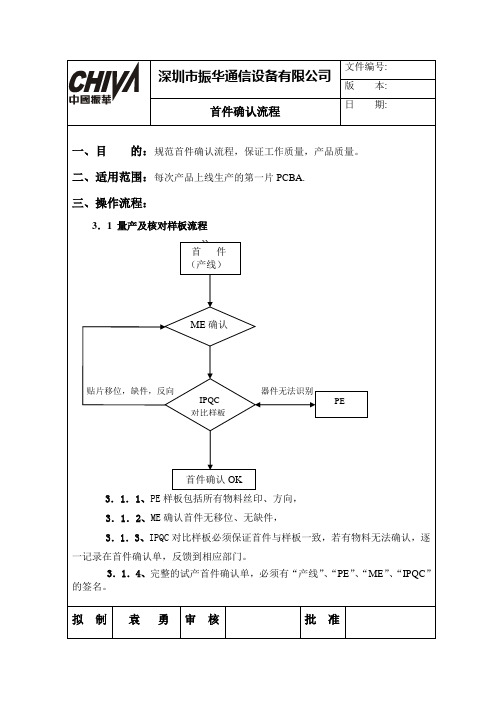
3.1.4、完整的试产首件确认单,必须有“产线”、“PE”、“ME”、“IPQC”的签名。
拟制
袁勇
审核
批准
深圳市振华通信设备有限公司
文件编号:
版本:
首件确认流程
日期:
3.2试产流程
A鸳鸯板
B拼板A
深圳市振华通信设备有限公司
文件编号:
版本:
首件确认流程
日期:
一、目的:规范首件确认流程,保证工作质量,产品质量。
二、适用范围:每次产品上线生产的第一片PCBA.
三、操作流程:
3.1量产及核对样板流程
``
贴片移位,缺件,反向器件无法识别
3.1.1、PE样板包括所有物料丝印、方向,
3.1.2、ME确认首件无移位、无缺件,
物料上错
NG
OK
物料品质
NG器件无法确认
NG
`
OK
OK
OKOK
B拼板,转面
拟制
袁勇
审核
批准
深圳市振华通信认流程
日期
3.2.1ME在胶纸板确认中,只完成元器件的位置、漏贴的核对。
3.2.2PE必须提供准确、便捷的BOM和位号图(只有PE工程师才允许BOM和位号图做出更改)。
3.2.3IPQC核对首件过程中,务必把问题点逐一记录在首件确认单里,反馈到相应部门;并稽核问题改善状况。
3.2.4完整的试产首件确认单,必须有“产线”、“PE”、“ME”、“IPQC”的签名。
四、注意
4.1、流程中矩形为操作,菱形为判断;
4.2、单箭头为必须执行,双箭头为实时改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制:
审批:
核准:
核准日 期:
深圳市格利特印刷有限公司
文件编 号
版本
A/0
文件名称
首件确认流程
制行日 期 页码 第 3 页共 3 页
5.流程图
印刷
新单
正常、按样印刷
机边看色
生产部各生产工 序
翻单
后道Байду номын сангаас 序
机组长确认
机组长确认 生产主管确认
品质异常工单
生产主管确认 机组长确认
机长确认
机长确认
工程确认
4.2.3 工单变换时; 4.2.4 换版或换材料开始时; 4.2.5 机器故障后再开始生产时;
4.2.6 异常调校时确认。
编
审
核
核准日
制:
批:
准:
期:
深圳市格利特印刷有限公司
文件编 号
版本
A/0
制行日
文件名称
首件确认流程
期
页码 第 2 页共 3 页 4.3 首件检验步骤:
4.3.1 印刷检验重点:将待检验彩纸平放在检验台上,首先对纸张材质、尺寸、
签。 4.4.4 在目前岗位品质人员不到位的情况下,机长必须自觉签首件,签好后放 置于首件存放区,品质主管随时有权抽检,对不按规定操作者,有权作 出处罚。 4.4.5 每个工序首件确认需同时签两份,一份放入稿袋,一份由各工序自行放 入相应的首件箱(柜)内。 首件签好后首件由品质部各工序的 PQC 负责保存,对于加工单印刷色样 及客签样需单独保存于样板房,保存期限为 2 个月,其余首件保存期限 为 1 个月。
4.4.6 生产部在需要签首件时,由生产部通知相关人员进行首件确认后,各相关人员 需在 5 分钟内到达签样现场,不可有拖延时间而影响正常生产。
4.4.7 夜班需要生产的工单,新单由计划安排白班人员先行做好首件确认,在夜班生 产时由夜班机长自已再根据白班确认的样办自行做好首件确认并签 名.翻单由夜班机长根据样办资料自行做好首件确认。发生过重大品质 异常的工单计划不可以安排在夜班生产
4.3.3 折页机检验重点:页码的顺序,折后书贴页面整洁,无死摺、八字褶皱、
折缝跑偏等不良现象,无反页、双张、折角、跑版,
书贴平服整齐,无破损、划伤、脏污。
4.3.4 骑订检验重点:①页码的顺序,是否多页、少页②是否有切字③折页走 位④套错页⑤折页方式是否正确⑥漏钉、翘钉⑦短页⑧
刮花、擦花⑨切割位置偏⑩印字模糊。
品质确认
工程主管确认
生产主管确认
业务/客户确认
生产主管确认
生产大货
品质主管确认
品质确认
生产主管确认
品质确认
生产大货
生产大货
编制:
品质确认 生产大货
生产大货
审批:
核准:
核准日 期:
4.3.5 贴盒检验重点:①尺寸②对色位③粘盒是否开胶④成型是否 OK⑤胶水是 否用错⑥是否拖花⑦机粘是否粘花、磨花⑧是否有压痕、 皱烂⑨是否有其它前面工序异常。
4.3.6 天地盒礼盒检验重点:①尺寸,色位,成型后的结构。②产品表面是否 干净,无胶渍、脏污
4.4 首检的完成及确认 4.4.1 当机长自检无误并在《首件标签》上签名后,交给组长(主管)检查确认, 确认合格后在《首件标签》上相应位置进行签名。PQC 进行首件确认最 后检查和审核,三者签名后首检完成并生效。首件未签完整不允许量产。 4.4.2 新产品上线生产时,需由当机长自检无误并在《首件标签》上签名后,交 给组长(主管)检查确认,确认合格后在《首件标签》上相应位置进行 签名,再由工程部技术员确认签名后,PQC 进行首件确认最后检查和审 核,四者签名后首检完成并生效。首件未签完整不允许量产。 4.4.3《首件标签》上相关人员的签名在正式量产前全部完成,杜绝任何人补
文件编
深圳市格利特印刷有限公司 号
版本
A/0
制行日
文件名称
首件确认流程
期
页码 第 1 页共 3 页
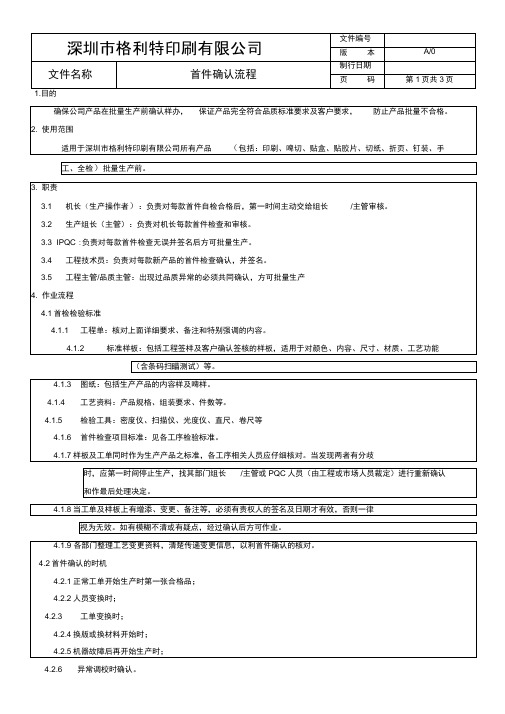
1.目的 确保公司产品在批量生产前确认样办,保证产品完全符合品质标准要求及客户
要求,防止产品批量不合格。 2.使用范围
适用于深圳市格利特印刷有限公司所有产品(包括:印刷、啤切、贴盒、贴胶片、 切纸、折页、钉装、手工、全检)批量生产前。 3.职责 3.1 机长(生产操作者):负责对每款首件自检合格后,第一时间主动交给组长/主管 审核。 3.2 生产组长(主管):负责对机长每款首件检查和审核。 3.3IPQC:负责对每款首件检查无误并签名后方可批量生产。 3.4 工程技术员:负责对每款新产品的首件检查确认,并签名。 3.5 工程主管/品质主管:出现过品质异常的必须共同确认,方可批量生产 4.作业流程 4.1 首检检验标准 4.1.1 工程单:核对上面详细要求、备注和特别强调的内容。 4.1.2 标准样板:包括工程签样及客户确认签核的样板,适用于对颜色、内容、尺寸、 材质、工艺功能 (含条码扫瞄测试)等。 4.1.3 图纸:包括生产产品的内容样及啤样。 4.1.4 工艺资料:产品规格、组装要求、件数等。
规格、纸张纸纹方
向进行核对底色、彩纸啤位尺寸 OK 后,然后按主体文字图 案从左向右逐个区域检查确认,将有异常处用笔圈起,并知 会当班机长改善。对于多模产品应将其分开逐个核对看颜色 是否与样稿一致。 4.3.2 啤机检验重点:①尺寸②对色位③埋口对位是否困难④成型是否 OK⑤要求
刀利、线直、孔圆⑥是否走位、啤错方向或啤错面底⑦啤 机抽取时是否拖花⑧钢板刀痕是否压花彩盒⑨是否有压 痕、爆色、爆线。
时,应第一时间停止生产,找其部门组长/主管或 PQC 人员(由工程或市 场人员裁定)进行重新确认和作最后处理决定。 视为无效。如有模糊不清或有疑点,经过确认后方可作业。 4.1.9 各部门整理工艺变更资料,清楚传递变更信息,以利首件确认的核对。 4.2 首件确认的时机 4.2.1 正常工单开始生产时第一张合格品; 4.2.2 人员变换时;