首件确认流程
首件确认流程

4.3首件确认:
4.3.1首件检查合格后品保签名确认并封板,生产部方可进行量产。
4.3.2首件样板放置于生产现场。
4.3.2首件检查不合格的即时通知生产部重新制作。
相关说明
4.4相关说明
4.4.1当资料不全或要求不明确时,可请相关部门或客户协助确认。
4.4.2当发现首件严重异常时,及时反馈相关部门处理。
首件确认流程
序号
流程流程Βιβλιοθήκη 明相关记录1首件制作
4.1首件制作
生产部根据工艺资料、作业指导书;装配拉提前1天完成试装1台机,配件加工单位完成第一件零配件后,交品保部进行检查确认。
首件检查记录
2
首件检查
4.2首件检查
4.2.1品保部按产品/零部件的技术要求,检查标准、CDF、样板及客户要求等资料按《过程检验控制程序》进行首件检查。
记录管理
4.5记录管理
所有记录按《记录控制程序》执行
首件确认流程

首件确认流程首件确认流程是制造企业在生产新产品时进行的一项重要程序,通过首件确认流程可以确保新产品的质量符合客户的需求和要求。
下面将介绍一个典型的首件确认流程。
首先,在新产品开始生产之前,制造企业需要与客户进行沟通和协商,明确产品的技术要求、性能指标和质量标准。
双方需要达成一致,并将这些要求和标准记录下来。
接下来,制造企业需要制定一个详细的生产计划,包括原材料的采购、加工工艺、加工设备和生产人员的安排等。
同时,制造企业还需要制定一个首件确认计划,包括首件的数量、检测方法和检测标准等。
然后,制造企业开始生产首件。
在生产过程中,生产人员需要按照工艺要求进行操作,确保产品的加工质量。
在完成首件加工后,制造企业需要对首件进行全面的检测。
检测方法可以包括外观检查、尺寸测量、性能测试等。
检测人员需要按照客户要求和制定的检测标准进行检测,并记录检测结果。
完成首件的生产和检测后,制造企业需要将首件及检测结果提交给客户进行确认。
客户可以派遣专门的人员对首件进行检查,并与检测结果进行比对和验证。
如果首件符合客户的要求和标准,客户可以签署首件确认报告,并批准进一步生产和交货。
如果首件不符合客户的要求和标准,客户可以提出改进意见,并要求制造企业重新生产。
在得到客户的确认后,制造企业可以按照生产计划继续生产和交货。
同时,制造企业还需要建立一个质量管理体系,包括质量控制、记录保存、异常处理和持续改进等。
制造企业需要不断改善生产工艺和产品质量,以满足客户的需求和要求。
最后,制造企业还需要进行定期的首件确认复审,以确保产品的质量始终符合客户的要求和标准。
制造企业可以根据客户的反馈和市场的变化,对生产工艺和质量标准进行调整和改进。
总之,首件确认流程是制造企业确保新产品质量的重要环节。
通过严格的生产计划、首件检测和客户确认,制造企业可以最大程度地减少产品质量问题,并满足客户的需求和要求。
同时,制造企业还需要建立完善的质量管理体系,持续改进产品质量,以提高客户满意度和市场竞争力。
首件确认流程
首件确认流程
编号:HX-07
目的 加强对生产条件的监控,保证首件产品的质量和标准,促进整体产品质量的控制 。 2 范围 。 适用于每班开班时,对于首件生产前准备工作,及首件确认标准和状态的指导 3 术语
无
4
控制流程 担 当 流 程 和 标 准 备 注
操作者
作业点检
首开机点检设备、模 具、材料状态
异常 问题 处理
结束
5 6
相关文件
无
使用表单
《生产起始点检表》 《自检记录》 作者
生产出首件 工艺问题
调整工 班长
工艺复核
调整工、班长进行 工艺确认 检验依据限度样件 检验异常重新调试
质检员
N
首件检验
N
质检员
操作者
模具 设备 原材 料问
首件封存 人、机、料、 法、环等因素 变化
质检员首件粘贴标识
正常生产
当人、机、料、法、 环等因素变化时需 重新封存首件
首件确认流程
操作者 班长,生技 质检员IPQC
生产出首件 工
艺
问
工艺复核
题
NG
NG
首件检验
生技,班长进行工艺确 认
检验依据限度样件检 验异常重新调试
质检员 操作员
模具设 备原料
问题
异常问 题处理
首件确认封存 正常生产 结束
质检员首件粘贴标示
人,机,料,法,环等 因素变化
当人,机,料,法,环等因 素变化时需重做首件,
首件确认流程
文件编号 版次
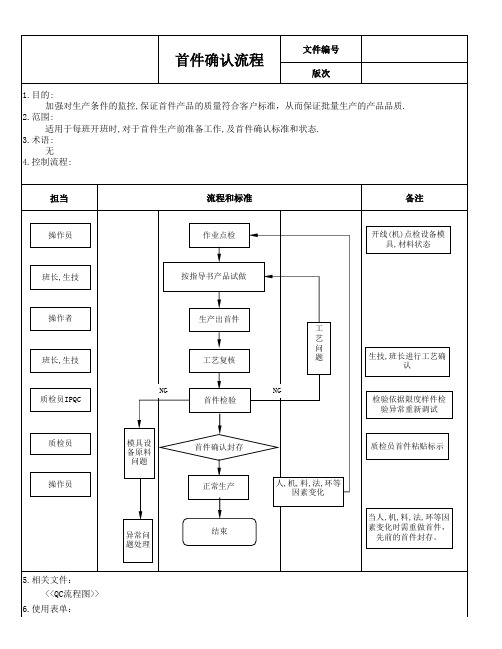
1.目的: 加强对生产条件的监控,保证首件产品的质量符合客户标准,从而保证批量生产的产品品质.
2.范围: 适用于每班开班时,对于首件生产前准备工作,及首件确认标准和状态.
3.术语: 无
4.控制流程:
担当
流程和标准
备注
操操作员员
班长,生技
作业点检 按指导书产品试做
开线(机)点检设备模 具,材料状态
先前的Байду номын сангаас件封存。
5.相关文件: <<QC流程图>>
6.使用表单:
<<首件确认记录表>> 制成:
审核:
首件确认流程
和作最后处理决定。
4.1.8当工单及样板上有增添、变更、备注等,必须有责权人的签名及日期才有效,否则一律
视为无效。如有模糊不清或有疑点,经过确认后方可作业。
4.1.9各部门整理工艺变更资料,清楚传递变更信息,以利首件确认的核对。
4.4.5每个工序首件确认需同时签两份,一份放入稿袋,一份由各工序自行放入相应的首件箱(柜)内。 首件签好后首件由品质部各工序的PQC负责保存,对于加工单印刷色样及客签样需单独保存于样
板房,保存期限为2个月,其余首件保存期限为1个月。
4.4.6生产部在需要签首件时,由生产部通知相关人员进行首件确认后,各相关人员需在5分钟内到达
位、啤错方向或啤错面底⑦啤机抽取时是否拖花⑧钢板刀痕是否压花彩盒⑨是否有压 痕、爆色、爆线。
4.3.3折页机检验重点:页码的顺序,折后书贴页面整洁,无死摺、八字褶皱、折缝跑偏等不良现象,无反
页、双张、折角、跑版,书贴平服整齐,无破损、划伤、脏污。
4.3.4骑订检验重点:①页码的顺序,是否多页、少页②是否有切字③折页走位④套错页⑤折页方式是否
4.3首件检验步骤:
4.3.1印刷检验重点:将待检验彩纸平放在检验台上,首先对纸张材质、尺寸、规格、纸张纸纹方
向进行核对底色、彩纸啤位尺寸0K后,然后按主体文字图案从左向右逐个区域检 查确认,将有异常处用笔圈起,并知会当班机长改善。对于多模产品应将其分开
逐个核对看颜色是否与样稿一致。
432啤机检验重点:①尺寸②对色位③埋口对位是否困难④成型是否0K⑤要求刀利、线直、孔圆⑥是否走
6生产时需由当机长自检无误并在首件标签上签名后交给组长主管检查确认确认合格后在首件标签上相应位置进行签名再由工程部技术员确认签名后pqc进行首件确认最后检查和审核四者签名后首检完成并生效
首件制作与确认流程

1.品质组长对首件与《首件确认单》上核对内 容,进行核对,并在《首件确认单》做好对 应记录 2.将首件装入PE袋中,并在上面做好对应的签 名与标示。 3.对于新产品、新订单、及特殊、订制订单的 首件,由IPQC交给业务业核对。必须经过该 订单的业务员进行核对,并签名确认。
1.核对确认好的首交还生产拉长 2.按生产计划将一个首件放置产线拉头看板指 定位置,另一个从拉头流下,每个工位的作业 人员拿起来查看与现有物料核对,无误后流入 终检位的指定位置 与拉长面对面当面交接,并在《派料 单》上备注签名确认好
1.IPQC拿对应《BOM》核对物料 2.严格按照《作业指导书》和工艺文 件进行制作 3.首件制作的数量是2个
《BOM》 《作业指导书》
拉长完成首件制作后,填写好《首件确认单》
与首件一同交IPQC核对
《首件确认单》
品质部
IPQC进行首件图档确 认
IPQC进行首件让所有的物料进行图档确认, 并在《首件确认单》做好对应记录
品质部
IPQC进行首件与MPC 样品的核对
IPQC进行首件与MPC样品的核对,确认好 作业工艺,实物对照,并在《首件确认单》 做好对应记录
品质部 业务部
生产部
IPQC将核对好的首件交品 质组长及业务员审核
3.工单完成后,首件方可投入产线包装
NO 变更日期
变更履历记录栏 变更内容
担当
承认
深圳市脉威时代科技有限公司
流程名称 序 发行部门
號 責任單位
生产部
生产部
流程图
首件制作与确认流程
发行日期
流程
物料员领完物料
SOP编号
承认
确认
确认
首件确认流程
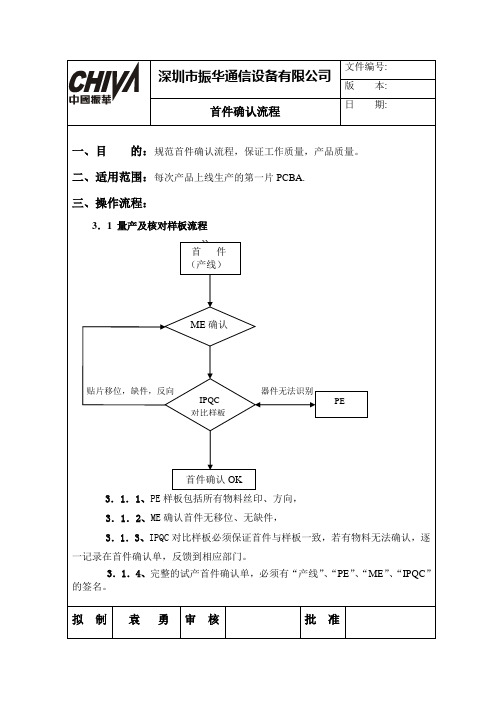
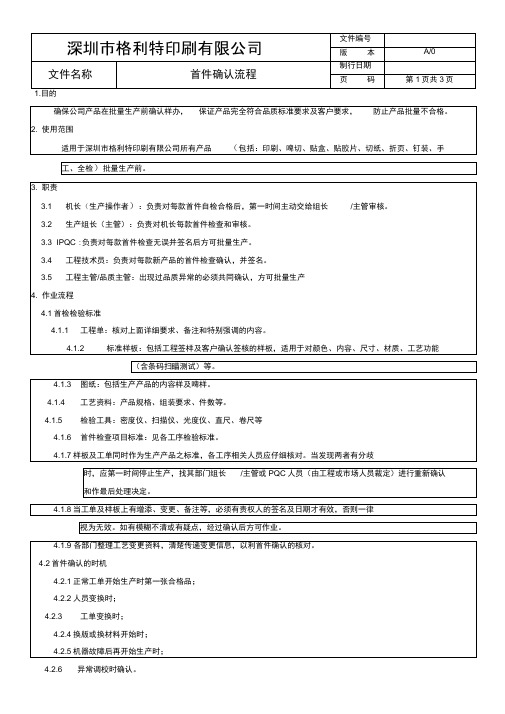
3.1.4、完整的试产首件确认单,必须有“产线”、“PE”、“ME”、“IPQC”的签名。
拟制
袁勇
审核
批准
深圳市振华通信设备有限公司
文件编号:
版本:
首件确认流程
日期:
3.2试产流程
A鸳鸯板
B拼板A
深圳市振华通信设备有限公司
文件编号:
版本:
首件确认流程
日期:
一、目的:规范首件确认流程,保证工作质量,产品质量。
二、适用范围:每次产品上线生产的第一片PCBA.
三、操作流程:
3.1量产及核对样板流程
``
贴片移位,缺件,反向器件无法识别
3.1.1、PE样板包括所有物料丝印、方向,
3.1.2、ME确认首件无移位、无缺件,
物料上错
NG
OK
物料品质
NG器件无法确认
NG
`
OK
OK
OKOK
B拼板,转面
拟制
袁勇
审核
批准
深圳市振华通信认流程
日期
3.2.1ME在胶纸板确认中,只完成元器件的位置、漏贴的核对。
3.2.2PE必须提供准确、便捷的BOM和位号图(只有PE工程师才允许BOM和位号图做出更改)。
3.2.3IPQC核对首件过程中,务必把问题点逐一记录在首件确认单里,反馈到相应部门;并稽核问题改善状况。
3.2.4完整的试产首件确认单,必须有“产线”、“PE”、“ME”、“IPQC”的签名。
四、注意
4.1、流程中矩形为操作,菱形为判断;
4.2、单箭头为必须执行,双箭头为实时改进。
首件管理制度及相关记录

首件管理制度及相关记录一、制度介绍:首件管理制度是企业质量管理体系中的一项重要内容,其目的是确保生产过程中的第一件产品符合标准要求,从而保证产品质量和生产效率。
首件管理制度在企业生产过程中具有重要的意义,可以帮助企业及时发现和解决生产过程中的质量问题,保证产品质量的稳定和持续改进。
首件管理制度主要包括首件确认程序、首件记录、首件放行程序、首件审核程序等内容,通过严格的程序规定和记录完善,确保首件产品的质量符合标准要求,为后续生产提供了可靠的基础。
二、首件确认程序:1. 首件确认程序的目的:确保生产过程中的第一件产品符合标准要求,为后续生产提供可靠的基础。
2. 首件确认程序的内容:(1)生产工艺流程确认:生产工艺流程应符合产品技术要求,确保产品生产过程中的各项工艺流程按照标准要求执行。
(2)设备检查确认:生产设备应符合安全、稳定的运行要求,确保生产设备正常运行,不影响产品质量。
(3)原料检查确认:生产原料应符合标准要求,确保产品原料质量符合标准要求。
(4)首件检测确认:对首件产品进行全面检测,确保产品质量符合标准要求。
(5)产品外观确认:对首件产品的外观进行检查确认,确保外观质量符合标准要求。
3. 首件确认程序的执行流程:(1)生产部门按照工艺流程安排生产人员进行设备检查确认和生产工艺流程确认。
(2)采购部门负责对原料进行检查确认。
(3)质检部门进行首件检测确认和产品外观确认。
(4)生产经理对首件确认结果进行审批确认。
三、首件记录:1. 首件记录的目的:记录首件确认过程中的各项检测结果和确认情况,为质量跟踪和质量改进提供依据。
2. 首件记录的内容:(1)首件确认时间和地点。
(2)生产工艺流程确认记录。
(3)设备检查确认记录。
(4)原料检查确认记录。
(5)首件检测确认记录。
(6)产品外观确认记录。
3. 首件记录的保存和管理:(1)首件记录由质量部门负责保存和管理。
(2)首件记录应保存完整,确保记录真实性和准确性。