织机开口运动
织造技术 开口

织要求再上下交替,形成新的梭口,如此反复循环,这
就是经纱的开口运动,简称开口。
开口机构
开口机构组成: 提综装置、回综装置和综框(综丝)
升降次序的控制装置。
作用:使经纱上下分开形成梭口
控制综框(经纱)升降的次序
分类:
凸轮或连杆开口机构 多臂开口机构 提花开口机构
织 造 篇
将经、纬纱按织物的组织规律在织机上相互交织 构成机织物的加工称为织造。 织机由完成开口、引纬、打纬、送经、卷取等运
动的机构组成,各机构遵循规定的时间序列,相互协
调,完成经、纬纱交织和织物成形。
第六章
开口运动 :
开 口
要实现经、纬的交织必须把经纱按一定的规律分成
上、下两层,形成能供引纬器、引纬介质引入纬纱的通
(1)后梁位于经直线上:Δλ=0,上下层经纱张力相等, 形成等张力梭口。 (2)后梁在经直线上方:此时Δλ>0,下层经纱的张力 大于上层经纱,形成不等张力梭口。上、下层经纱张力差
值将随后梁、经停架的上抬而增大。
(3)后梁在经直线下方:Δλ<0,下层经纱的张力小于 上层经纱,但这种梭口在实际生产中极少应用。
2. 全开梭口
全开口方式仅要求下一次开口时,经纱要变
换位置的综框升、降到新的位置,而其它经纱所 在的综框保持静止不动,
3. 半开梭口
全开梭口按照织物组织的要求,仅部分经纱上 下交换位置,而需要继续留在下层的经纱保持不动, 但需要留在上层的经纱则须稍微向下降,然后在形 成下次梭口时再上升至原来的位置
2. 影响经纱拉伸变形的因素:
梭口对称度m对经纱伸长的影响
当0.5<m<1时,经纱拉伸变形最小。
织机五大运动分析

织机五大运动及工艺参数织机的五大运动由五大机构完成,即开口、引纬、打纬、送经、卷取。
现就以丰田JA610型自动喷气织机为例加以说明:一、开口运动在织机上,每次引纬之前将织轴引出的经纱按组织点的要求向上和向下分开,形成一个能足以让载纬器或引纬介质顺利通过的通道梭口,这一形成梭口的运动过程叫开口运动,完成这一运动的机构叫开口机构。
(一)开口机构的作用1、使综框升降,将全幅经纱分开形成梭口。
2、按织物组织的要求控制棕框的升降顺序。
(二)开口机构主要部件及其作用1、开口机构主要由综框、拉刀、回综弹簧、吊综绳、凸轮机的凸轮、凸轮箱,多臂机的电子多臂箱等部件构成。
(1)综框的作用是:将综丝通过综丝条穿入一列一列综框中,再将经纱按工艺要求的规律穿入综丝。
(2)拉刀作用是通过吊综绳拉动综框向下运动,并控制综框运动的动程,即经纱开口大小。
(3)回综弹簧作用是靠自身的弹力恢复通过吊综绳将停在下层的综框回到上面位置。
(4)凸轮机的凸轮及凸轮箱的作用是:通过吊综绳及回综弹簧控制简单组织(2/2,1/1,2/1,3/1)综框上下运动。
(5)电子多臂箱的作用是:使综框按工艺要求的规律上下运动。
(三)开口机构的主要工艺参数及对织造的影响1、开口时间(综平时间)(1)开口时间早,打纬时上下层经纱的张开角越大,故打纬时经纱张力大,经纱与纬纱的抱合力,纬纱不易后拨来后退。
纬纱易被打紧,成形织物较紧密厚实匀整,经缩小,纬缩略大,所以开口早对防止经缩圈有效,但如果开口过早,经纱的断头增加,容易产生纬缩。
开口时间迟,则易产生经圈及筘痕方眼疵布。
(2)开口时间的选取1)平纹和紧密织物宜用早的开口2)斜纹和缎纹宜用迟开口3)经纱强力低,浆纱质量差、纱支较细,宜采用迟开口4)筘幅较宽用迟开口5)车速高的织机宜用迟开口6)经密很大或经纱毛糙,浆纱毛羽长,梭口不易开清的织物组织,开口时间应稍提前一点2、梭口长度1)梭口长度是指打纬起始点到停经架支撑点的水平距离,其中打纬起点到综眼的水平距离叫前半部梭口长度,综眼到停经架支撑点的水平距离叫后半部梭口长度。
7-1 开口机构

综丝下端的小重锤回综。
第一节 开口机构 三、提花开口机构
1.单动式提花开口机构
(2)选综装置 由花筒、纹板、横针、横针板组 成。花筒由纹板(图7-21)包覆。 横针同竖钩垂直配置,数目相等, 且一一对应,每根竖钩都从对应 横针的弯部通过,横针的一端受 小弹簧11达到作用而穿过横针板 12的小孔再伸向花筒13的小纹孔。
综框联动式开口机构
第一节 开口机构 1.综框联动式凸轮开口机构
(以织制平纹为例)
(2)开口周期图 AB弧线:综框在下方静止 CD弧线:综框在上方静止 B-C:上升弧线 D-A:下降弧线
开口
闭合
开口
闭合
综平
上方静止
综平
下方静止
第一节 开口机构 1.综框联动式凸轮开口机构
(以织制平纹为例) (2)开口周期图
拉刀拉钩式、偏心盘回转式
织制较复杂的小花纹织物。 一般用16页综框,最多可 达32页综框。
提花开口机构
织制复杂的大花纹织物, 单动式提花开口机构、复动式提 直接用综丝控制每根经纱 花开口机构、电子提花开口机构 的升降,如1400号提花机。
一、凸轮和连杆开口机构
第一节 开口机构 1.综框联动式凸轮开口机构
(以织制平纹为例)
(1)作用原理 a.一个凸轮与吊综分别控制一页综框的下降、 上升。当织制平纹组织时,需要两个凸轮呈 180°相位差共轭配置,来控制平纹的两页综框。
b. 转子5受凸轮2大半径作用被压下时,综框10 下降;同时另一个转子4受凸轮1小半径作用而 上升,综框9通过辘轳8受吊综带的拉动而上升, 如此形成了一次开口。 c.梭口的高度由凸轮的大小半径之差及踏综杆 作用臂的长短来决定。 d.综框的运动规律由凸轮的外廓曲线形状决定。
织机五大运动详解

一、开口运动1、开口的定义:在织机上按照织物组织的要求,把经纱上下分开,形成梭口的运动,简称开口。
完成开口动作的结构称为开口机构。
2、开口机构的作用:(1)使经纱上下分开,形成梭口。
(2)根据织物组织的要求,控制经纱的升降次序。
3、开口机构的类型:(1)凸轮和连杆开口机构:织制平纹、斜纹等简单织物,可用2~8页综框。
(2)多臂开口机构:织制较复杂的小花纹织物。
可用16页综框,最多可达32页综框。
(3)提花开口机构:织制复杂的大花纹织物。
它直接用综丝控制每根经纱的升降。
开口机构一、凸轮和连杆开口机构1.一般凸轮开口机构(综框联动式凸轮开口机构)用于织制平纹——综框的下降:靠凸轮作用;综框的上升:吊综辘轳回转时的联动作用。
注: A. 中心轴(凸轮轴)每一回转,形成两次梭口;B. 梭口高度:由凸轮的大小半径之差及踏综杆作用臂的长短决定;C. 综框的运动规律:由凸轮外廓形状决定。
(1)凸轮外形与综框升降的关系:凸轮一转,对应一个梭口的变化周期;每开一次梭口,凸轮转过的角度β=360º/Rw(2) 优缺点:A. 结构简单,安装维修方便,制造精度要求不高。
B. 吊综皮带在使用过程中会逐渐伸长,必须周期性检查梭口位置。
C. 踏综杆挂综处作园弧摆动,综框在运动中前后晃动,经纱与综丝的摩擦增多,引起断头。
D. 上梁和吊综装置影响机台光线,不利于检查布面。
E. 油污疵点。
2、弹簧回综式凸轮开口机构特点:综框的下降受凸轮驱动;综框的上升依靠弹簧的恢复力。
3、共轭凸轮开口机构特点:利用双凸轮积极控制综框的升降运动。
其结构是刚性连接,综框运动稳定准确。
4、沟槽凸轮开口机构特点:利用沟槽积极控制综框的升降运动。
5、连杆开口机构特点:是一种高速开口机构,不能适应多品种织造要求,仅适用于加工平纹织物的高速喷气喷水织机。
二、多臂开口机构——当Rw>8时,一般采用多臂开口。
1. 工作原理2. 机构组成纹板:储存综框升降顺序的信息,一般在机下根据纹板图的要求预先制备。
织机五大运动分析
织机五大运动及工艺参数织机的五大运动由五大机构完成,即开口、引纬、打纬、送经、卷取。
现就以丰田JA610型自动喷气织机为例加以说明:一、开口运动在织机上,每次引纬之前将织轴引出的经纱按组织点的要求向上和向下分开,形成一个能足以让载纬器或引纬介质顺利通过的通道梭口,这一形成梭口的运动过程叫开口运动,完成这一运动的机构叫开口机构。
(一)开口机构的作用1、使综框升降,将全幅经纱分开形成梭口。
2、按织物组织的要求控制棕框的升降顺序。
(二)开口机构主要部件及其作用1、开口机构主要由综框、拉刀、回综弹簧、吊综绳、凸轮机的凸轮、凸轮箱,多臂机的电子多臂箱等部件构成。
(1)综框的作用是:将综丝通过综丝条穿入一列一列综框中,再将经纱按工艺要求的规律穿入综丝。
(2)拉刀作用是通过吊综绳拉动综框向下运动,并控制综框运动的动程,即经纱开口大小。
(3)回综弹簧作用是靠自身的弹力恢复通过吊综绳将停在下层的综框回到上面位置。
(4)凸轮机的凸轮及凸轮箱的作用是:通过吊综绳及回综弹簧控制简单组织(2/2,1/1,2/1,3/1)综框上下运动。
(5)电子多臂箱的作用是:使综框按工艺要求的规律上下运动。
(三)开口机构的主要工艺参数及对织造的影响1、开口时间(综平时间)(1)开口时间早,打纬时上下层经纱的张开角越大,故打纬时经纱张力大,经纱与纬纱的抱合力,纬纱不易后拨来后退。
纬纱易被打紧,成形织物较紧密厚实匀整,经缩小,纬缩略大,所以开口早对防止经缩圈有效,但如果开口过早,经纱的断头增加,容易产生纬缩。
开口时间迟,则易产生经圈及筘痕方眼疵布。
(2)开口时间的选取1)平纹和紧密织物宜用早的开口2)斜纹和缎纹宜用迟开口3)经纱强力低,浆纱质量差、纱支较细,宜采用迟开口4)筘幅较宽用迟开口5)车速高的织机宜用迟开口6)经密很大或经纱毛糙,浆纱毛羽长,梭口不易开清的织物组织,开口时间应稍提前一点2、梭口长度1)梭口长度是指打纬起始点到停经架支撑点的水平距离,其中打纬起点到综眼的水平距离叫前半部梭口长度,综眼到停经架支撑点的水平距离叫后半部梭口长度。
开口机构——精选推荐
开口机构:开口系统的作用是根据织物上机图上经纬交织的变化规律,按序及时带动经纱,将经纱分成上下两层,形成供载纬器通过的梭口通道。
一、开口运动周期1.开口运动一般可分为以下三个阶段(1)开口时期:两片经纱离开综平位置上下分开形成梭口至满开,此阶段经纱处于运动状态,经纱张力由小到大逐渐增加;(2)静止时期:梭口满开后,经纱在上下两个极端位置静止不动,以使载纬器通过梭口;(3)闭合时期:载纬器通过梭口后,经纱从满开返回综平位置,使梭口闭合。
此阶段经纱张力由大到小逐渐变化。
上述三阶段形成一个开口周期,并不断循环,使织造连续进行。
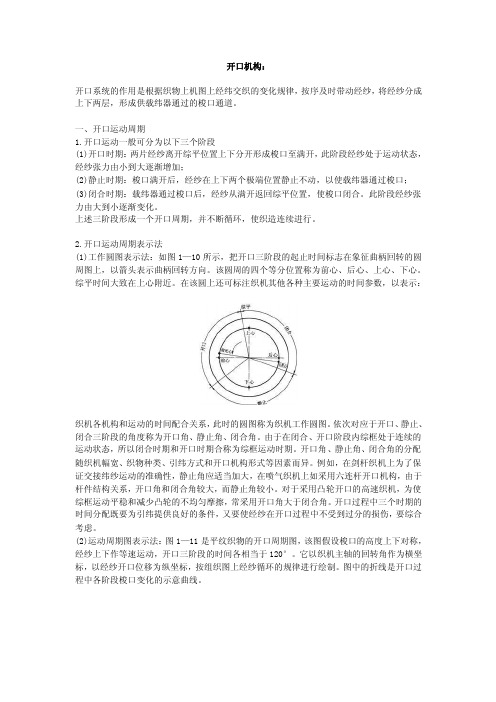
2.开口运动周期表示法(1)工作圆图表示法:如图1—10所示,把开口三阶段的起止时间标志在象征曲柄回转的圆周图上,以箭头表示曲柄回转方向。
该圆周的四个等分位置称为前心、后心、上心、下心。
综平时间大致在上心附近。
在该圆上还可标注织机其他各种主要运动的时间参数,以表示:织机各机构和运动的时间配合关系,此时的圆图称为织机工作圆图。
依次对应于开口、静止、闭合三阶段的角度称为开口角、静止角、闭合角。
由于在闭合、开口阶段内综框处于连续的运动状态,所以闭合时期和开口时期合称为综框运动时期。
开口角、静止角、闭合角的分配随织机幅宽、织物种类、引纬方式和开口机构形式等因素而异。
例如,在剑杆织机上为了保证交接纬纱运动的准确性,静止角应适当加大,在喷气织机上如采用六连杆开口机构,由于杆件结构关系,开口角和闭合角较大,而静止角较小。
对于采用凸轮开口的高速织机,为使综框运动平稳和减少凸轮的不均匀摩擦,常采用开口角大于闭合角。
开口过程中三个时期的时间分配既要为引纬提供良好的条件,又要使经纱在开口过程中不受到过分的损伤,要综合考虑。
(2)运动周期图表示法:图1—11是平纹织物的开口周期图,该图假设梭口的高度上下对称,经纱上下作等速运动,开口三阶段的时间各相当于120°。
它以织机主轴的回转角作为横坐标,以经纱开口位移为纵坐标,按组织图上经纱循环的规律进行绘制。
机织学开口运动的课后习题
机织学开口运动的课后习题及详解绪论:本习题集旨在帮学生深入理解机织学中开口运动的原理、规律及应用。
通过对各种类型习题的解答,巩固课堂所学知识并提升分析问题和解决问题的能力。
习题涵盖了开口机构的组成、运动规律、常见故障分析以及优化设计等方面,难由浅入深,适合不同层次的学生使用。
第一部分:基本概念与原理习题一:简述剑杆织机、喷气织机和片梭织机的开口机构组成工作原理,并比较它们的优缺点。
详解:•剑杆织机:开口机构主要由剑杆、送经机构、开口机构组成。
剑杆通过摆动将经纱分开形成开口。
其优点是结构简单,成本低廉;缺点是织造速度较慢,经纱密度受限。
•喷气织机:开口机构主要由喷气装置、开口器组成。
利用压缩空气将经纱分开,形成开口。
其优点是织速度快,经纱密度高;缺点是设备复杂,成本高,对空气质量要求较高。
•片梭织机:开口机构主要由片梭、梭口机构组成。
片梭在梭口内快速运动,将经纱分开,形成开口。
其优点是造速度快,经纱密度高,适应性强;缺点是设备复杂,成本高,维护难度大。
比较:三种织机的开口机构各有优缺点,选择哪种织机取决于织物类型、生产效率和成本等因素。
剑杆织机适用于低速低密度织物的生产;喷气织机和片梭织机适用于高速、高密度织物的生产。
习题二:解释开口角、开口高度、开口时间等参数的含义,以及它们对织物质量的影响。
详解:•**开口角:*指经纱开口时两侧经纱之间的夹角。
开口角过小,会影响纬纱的插入;开口角过大,会造成经纱张力不均,影响织物质量。
•开口高度:指经纱开口时,开口中心到织口底部的距。
开口高度过低,会影响纬纱的插入;开口高度过高,会造成经纱张力不均,影响织物质量。
•开口时间:指经纱开口持续的时间。
开口时间过短,会影响纬纱的插入;开口时间过长,会造经纱张力过大,影响织物质量。
习题三:绘制并解释典型的剑杆织机开口机构运动简图,分析其运动规律。
详解: (此处应包含详细的图示及运动规律分析,包括剑杆的摆动迹、经纱的开口过程、各个机构之间的协调配合等。
织机五大运动
织机五大运动一、实验目的与要求1. 了解凸轮开口机构的工作原理(开口运动);2. 了解引纬机构的工作原理(引纬运动);3. 了解织机打纬机构的工作原理(打纬运动);4. 了解织机卷取机构的工作原理(卷取运动);5. 了解织机送经机构的工作原理(送经运动)。
二、基本知识1. 开口运动是按织物组织将经纱分成两层,形成纬纱引入的通道即梭口;2. 引纬运动是将纬纱引入梭口;3. 打纬运动是把引入梭口的纬纱推到织口,形成织物;4. 卷取运动是将纬纱交织所形成的织物牵引离开织口,卷到布辊上;5. 送经运动是持续从织轴放送出适当长度的经纱,使经纱能在一定张力控制范围内进行交织.三、实验设备GA611型织机四、实验内容(一)开口机构的分类1. 凸轮开口机构:其开口能力较小;2. 多臂开口机构:其开口能力较大,可制织小花纹织物;3. 提花开口机构:其开口能力较大,可制织大花纹织物。
(二)凸轮开口形成一般分为三个阶段:1. 开放:开放阶段经纱综平逐渐张开至满开,这个阶段经纱向上下两个方向运动,张力逐渐增大;2. 静止:静止阶段梭口不动,保持满开状态,以配合引纬;3. 闭合:闭合阶段梭口从满开逐渐合拢至综平,这个阶段经纱张力逐渐减小。
(三)引纬工具梭子是传统织机的引纬工具。
(四)投梭机构和制梭机构1. 下投梭机构及组成;2. 制梭机构:制梭是对引纬后的梭子进行制动,并使梭子停于正确位置,由制梭铁皮圈、三轮缓冲器所组成。
(五)四连杆打纬机构曲柄、牵手、箱座、机架构成四连杆打纬机构。
(六)七齿轮间歇式卷取机构1. 七齿轮的传动;2. 调整纬密的方法和计算。
(七)半积极式送经机构1. 送经机构,送经的传动;2. 张力感应机构,张力反馈系统。
织机开口运动详解
书山有路勤为径;学海无涯苦作舟织机开口运动详解一、开口运动1、开口的定义:在织机上按照织物组织的要求,把经纱上下分开,形成梭口的运动,简称开口。
完成开口动作的结构称为开口机构。
2、开口机构的作用:(1)使经纱上下分开,形成梭口。
(2)根据织物组织的要求,控制经纱的升降次序。
3、开口机构的类型:(1)凸轮和连杆开口机构:织制平纹、斜纹等简单织物,可用2~8页综框。
(2)多臂开口机构:织制较复杂的小花纹织物。
可用16页综框,最多可达32页综框。
(3)提花开口机构:织制复杂的大花纹织物。
它直接用综丝控制每根经纱的升降。
开口机构一、凸轮和连杆开口机构1.一般凸轮开口机构(综框联动式凸轮开口机构)用于织制平纹——综框的下降:靠凸轮作用;综框的上升:吊综辘轳回转时的联动作用。
注: A. 中心轴(凸轮轴)每一回转,形成两次梭口; B. 梭口高度:由凸轮的大小半径之差及踏综杆作用臂的长短决定; C. 综框的运动规律:由凸轮外廓形状决定。
(1)凸轮外形与综框升降的关系:凸轮一转,对应一个梭口的变化周期;每开一次梭口,凸轮转过的角度β=360º/Rw(2) 优缺点:A. 结构简单,安装维修方便,制造精度要求不高。
B. 吊综皮带在使用过程中会逐渐伸长,必须周期性检查梭口位置。
C. 踏综杆挂综处作园弧摆动,综框在运动中前后晃动,经纱与综丝的摩擦增多,引起断头。
D. 上梁和吊综装置影响机台光线,不利于检查布面。
E. 油污疵点。
2、弹簧回综式凸轮开口机构特点:综框的下降受凸轮驱动;综框的上升依靠弹簧的恢复力。
3、共轭凸轮开口机构特点:利用双凸轮积极控制综框的升降运动。
其结构是刚性连接,综框运动稳定准确。
4、沟槽凸轮开口机构特点:利用沟槽积极控制综框的升专注下一代成长,为了孩子。
织机五大运动详解
织机五大运动详解开口运动1、开口的定义:在织机上按照织物组织的要求,把经纱上下分开,形成梭口的运动,简称开口。
完成开口动作的结构称为开口机构。
2、开口机构的作用:(1)使经纱上下分开,形成梭口。
(2)根据织物组织的要求,控制经纱的升降次序。
3、开口机构的类型:(1)凸轮和连杆开口机构:织制平纹、斜纹等简单织物,可用2~8页综框。
(2)多臂开口机构:织制较复杂的小花纹织物。
可用16页综框,最多可达32页综框。
(3)提花开口机构:织制复杂的大花纹织物。
它直接用综丝控制每根经纱的升降。
开口机构一、凸轮和连杆开口机构1.一般凸轮开口机构(综框联动式凸轮开口机构)用于织制平纹——综框的下降:靠凸轮作用;综框的上升:吊综辘轳回转时的联动作用。
注: A. 中心轴(凸轮轴)每一回转,形成两次梭口;B. 梭口高度:由凸轮的大小半径之差及踏综杆作用臂的长短决定;C. 综框的运动规律:由凸轮外廓形状决定。
(1)凸轮外形与综框升降的关系:凸轮一转,对应一个梭口的变化周期;每开一次梭口,凸轮转过的角度β=360º/Rw(2) 优缺点:A. 结构简单,安装维修方便,制造精度要求不高。
B. 吊综皮带在使用过程中会逐渐伸长,必须周期性检查梭口位置。
C. 踏综杆挂综处作园弧摆动,综框在运动中前后晃动,经纱与综丝的摩擦增多,引起断头。
D. 上梁和吊综装置影响机台光线,不利于检查布面。
E. 油污疵点。
2、弹簧回综式凸轮开口机构特点:综框的下降受凸轮驱动;综框的上升依靠弹簧的恢复力。
3、共轭凸轮开口机构特点:利用双凸轮积极控制综框的升降运动。
其结构是刚性连接,综框运动稳定准确。
4、沟槽凸轮开口机构特点:利用沟槽积极控制综框的升降运动。
5、连杆开口机构特点:是一种高速开口机构,不能适应多品种织造要求,仅适用于加工平纹织物的高速喷气喷水织机。
二、多臂开口机构——当Rw>8时,一般采用多臂开口。
1. 工作原理2. 机构组成纹板:储存综框升降顺序的信息,一般在机下根据纹板图的要求预先制备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
织机开口运动
开口时间的确定
开口时间应根据织物品种、原料、纱特、半成品质量、织机性能、织机运转速度等来确定。
开口时间确定的原则:
1:织物中经纬纱交叉点越多,打纬阻力越大的织物,应选用较早的开口时间。
2:经密大,梭口不易开清晰的织物,开口时间宜早些。
3:经纱条干不匀,杂质多,强力差或浆纱质量不良等应选择较迟的开口时间。
4:在制织相同的品种时,使用多臂的开口时间应较使用踏盘时的开口时间晚一些。
5:在经纱张力不匀时,如要使布面平整,应采用较早开口。
喷气织机通常把300~310度时综平,称为中开口;小于300度时综平称为早开口;大于310度
综平,称为晚开口。
开口动程与经纬向疵点的关系
1:开口动程与经向疵点的关系
经纱在开口时的拉伸变形与梭口的开口动程之间的关系极大。
为了减少开口引起的经纱断头,开口动程的选择尽量采用小开口。
对于一台织机来说,综框越多,前后综框上经纱的伸长差异也越大,既后页综的经纱伸长比第一页要大得多。
对于两边得经纱,由于布幅的收缩而受到剧烈得摩擦,织机速度越高,边纱得伸长、变形、磨损也越大。
开口动程也不宜过小,过小的开口动程会导致梭口不清,经纱断头增加。
对于密度大、综框多的品种,多采用小双层半清晰梭口,可收到降低断头和织疵、提高织物质量的效果。
2:开口动程与纬向疵点的关系
适当的开口动程时引纬的基础条件。
当纬纱抵达梭口时,经纱已开口至筘槽外缘。
纬纱出梭口时,梭口闭合到筘槽外缘,以便纬纱能顺利通过梭口。
否则,无论进入时的纬纱还是出梭口是的纬纱都要受阻,将产生纬停和纬向回折或收缩等织疵。
开口动程必须以足够大且均匀的经纱张力作保证,否则,梭口虽形成。
或已达到开口动程的要求,但如张力不够或不匀,经纱极易绞缠并阻挡纬纱通过梭口,造成回折或双纬等织疵。
开口时间与开口形式、织口移动、织物物理机械性能的关系
1:开口时间与开口形式的关系
目前喷气织机制织品种所采用的开口形式,多数为两次开口,即小双层梭口。
前后两次开口的差角(或称相位差角)大小时一个探讨的问题。
一般早开口不能早于270度,晚开口不能晚于340度,这里的270度与340度被称为两个临界点。
于是,前后两次开口的差角要在270~340度之间。
织机织造中等密度织物时的差角为20度,织造高密度织物时则以30度为佳。
2:开口时间与织口移动的关系
开口时间的迟早,决定着打纬时梭口的开口大小,而梭口的开口大小又决定着打纬瞬间织口
处经纱张力引起的织口移动量。
织口移动量大,直接影响到织物的瓦工质量。
开口时间早,织口移动量小;反之,移动量大。
织口移动量过大是出现边撑疵或轧断纱的重要原因。
3:开口时间与织物物理机械性能的关系
据测定,喷气织机织平纹织物时,设定开口时间在290度织成织物的经向强力小;当设定开口时间在320度时,织物的经向强力大。
织斜纹织物时,开口时间设定在340度。