用20PM运动控制器新版软件实现绕线机控制模块的编制
FX-20P-E型手持式编程器的使用方法.doc
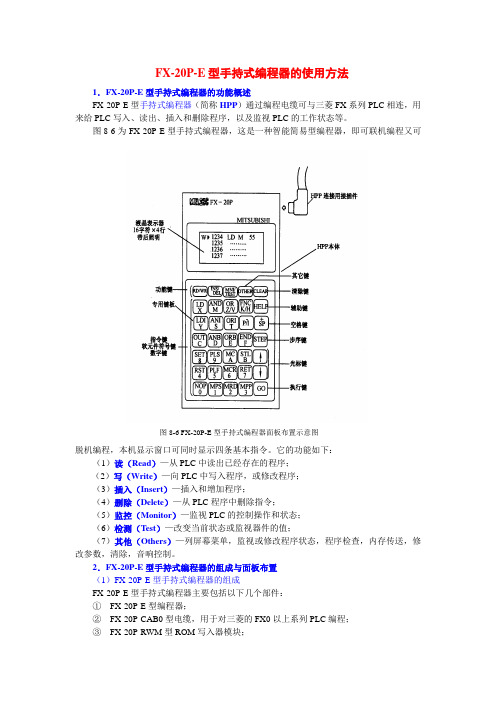
FX-20P-E型手持式编程器的使用方法1.FX-20P-E型手持式编程器的功能概述FX-20P-E型手持式编程器(简称HPP)通过编程电缆可与三菱FX系列PLC相连,用来给PLC写入、读出、插入和删除程序,以及监视PLC的工作状态等。
图8-6为FX-20P-E型手持式编程器,这是一种智能简易型编程器,即可联机编程又可图8-6 FX-20P-E型手持式编程器面板布置示意图脱机编程,本机显示窗口可同时显示四条基本指令。
它的功能如下:(1)读(Read)—从PLC中读出已经存在的程序;(2)写(Write)—向PLC中写入程序,或修改程序;(3)插入(Insert)—插入和增加程序;(4)删除(Delete)—从PLC程序中删除指令;(5)监控(Monitor)—监视PLC的控制操作和状态;(6)检测(Test)—改变当前状态或监视器件的值;(7)其他(Others)—列屏幕菜单,监视或修改程序状态,程序检查,内存传送,修改参数,清除,音响控制。
2.FX-20P-E型手持式编程器的组成与面板布置(1)FX-20P-E型手持式编程器的组成FX-20P-E型手持式编程器主要包括以下几个部件:①FX-20P-E型编程器;②FX-20P-CAB0型电缆,用于对三菱的FX0以上系列PLC编程;③FX-20P-RWM型ROM写入器模块;④FX-20P-ADP型电源适配器;⑤FX-20P-CAB型电缆,用于对三菱的其他FX系列PLC编程;⑥FX-20P-FKIT型接口,用于对三菱的F1、F2系列PLC编程。
其中编程器与电缆是必须的,其它部分是选配件。
编程器右侧面的上方有一个插座,将FX-20P-CAB0电缆的一端输入该插座内(见图8-6),电缆的另一端插到FX0系列PLC的RS-422编程器插座内。
FX-20P-E型编程器的顶部有一个插座,可以连接FX-20P-RWM型ROM型写入器,编程器底部插有系统程序存储器卡盒,需要将编程器的系统程序更新时,只要更换系统程序存储器即可。
可编程控制器――FX-20P-E手持编程器的使用教案
可编程控制器――FX-20P-E手持编程器的使用
可编程控制器――
FX-20P-E手持编程器的使用
【教材分析】
教学重点:通过实际操作,初步掌握常用指令的清除、写入、删除、插入、检索等操作方法。
【学习目标】
1、知识目标:熟悉手持编程器面板各按键的功能,掌握常用的操作方法。
2、能力目标:能够利用手持编程器对指令进行各项操作,即指令的清除、写入、删除、插入、检索等操作方法。
3、情感目标:学生通过小组讨论,探究、归纳,用大量的操作实践掌握手持编程器的常用操作方法,在整个学习过程中培养自主性、协作性的学习行为和克服困难的精神。
【课前准备】
工具、器材和教具
1、FX0N-40MR主机及FX-20P-E手持编程器各一台
2、实物投影仪一台
【说明】
本教案中的黑体字为板书用,斜体字为讲课提示用。
台达20PM在8-12轴继电器线圈线机中的应用
台达20PM在8-12轴继电器线圈绕线机中的应用【摘要】介绍台达DVP-20PM00M运动控制器电子凸轮(CAM)功能,螺旋插补指令运用,总结绕制继电器线圈的几个特殊步骤及难点,以及相关工艺要求及相关控制程式概要。
【關鍵字】20PM运动控制器,电子凸轮,CAM Table,螺旋插补,继电器线圈,缠脚功能【前言】本文介绍的绕线机系统,是绕线系统中的一种,绕线机的市场庞大,品种繁多,有平行绕线机、环型绕线机、定转子绕线机、纺织绕线机,无骨架绕线机,有骨架绕线机等。
本文主要介绍的是利用中达PLC 20PM电子凸轮功能,数控功能为核心构建出的控制:继电器线圈绕线机,【正文】一、设备一般结构图2如上图示意,该绕线机构主要控制四个轴,主轴是旋转轴,由20PMOOM的扩展定位模块01PU给伺服驱动器发一200K的脉冲,通过机械结构带动12个旋转轴旋转运动,同时,把这个命令信号接到20PM00M的脉冲输入端,作为X轴的主轴信号,X轴为排线轴,是从轴。
X轴控制伺服驱动器跟随主轴做来回排线动作,也是通过机械结构使12个旋转轴整体前后来回排,用的是电子凸轮功能。
排线完毕,需要进行一些其他气缸动作,这里就不做赘述,关键的一点是还要进行一个缠脚动作,这是所有继电器线圈绕制都需要的工作,需要用到,XYZ螺旋插补功能。
X轴是控制机座整体由人对机器方向前后方向,Y轴运行方向,是人对机器方向左右方向,Z轴为上下方向。
下面重点介绍两个主要功能的实现方法,一是绕排线功能,也即是电子凸轮功能二是缠脚功能,也即是三轴螺旋插补功能。
完成这两个主要功能,也就实现了整个继电器线圈的绕制。
二绕排线控制及20PM运动控制器电子凸轮功能应用介绍如上图所示,这是任何绕线机都相同的动作,绕线转轴不停旋转达到设定匝数停止,往复运动轴通过线径,盘宽的设置,按照生成的电子凸轮曲线,来回运动。
生成的电子图形如下图生成来回排线凸轮曲线的方法是通过指令写入CAM表下图为根据工艺计算出上图几个主从轴数据,总共为三个点,三个主轴数据对应三个从轴数据转化为实数放到对应的D4200开始的数据区然后写入CAM0表里,M496闭合为写表指令,M407指令为刷新指令,然后通过离合电子凸轮把D1846设成H2000,在通过设定01PU的运转速度,及运转位置,就可执行绕线功能以上是一般绕线机的通用功能,但是对于继电器线圈绕制有个特殊的要求,即后续为了缠脚方便,必须保证在总匝数不变的情况下,最后从轴位置一定要停在起始边或对边。
20PM导入G代码功能心得体会

20PM导入G代码功能心得体会一、引言:用20PM00M做三轴控制,通过G代码控制三轴伺服实现运行客户图标轨迹的功能。
以下就操作步骤做了简单说明,侧重了外围软件的操作。
希望能使各位同仁在对20PM的G代码导入功能的实现上减少摸索的时间。
二、客户要求:控制三轴伺服电机运行,实现下图的绘制。
图一图标三、功能实现:(一)、所需软件1、PMSoft 1.03DVP20PM00M编程软件2、PMsimu 1.03 DVP20PM00M模拟运行软件3、AutoCAD 2007绘图软件4、燕秀工具箱2.7AutoCAD2007外挂5、Mastercam X将AutoCAD2004图形转换为G代码软件(二)、实现步骤1、根据预计绘制大小,用AutoCAD 2007绘制图形。
需要注意点:根据三轴伺服的原点位置、及运行方向确定图形所在象限。
坐标的确定需要根据客户机械结构;客户对三轴正向极限、反向极限、原点信号的定义等因素来决定。
例:在此处箭头所指方向为X轴、Y轴、Z轴运行的正方向,三轴交会处为坐标原点,则在用AutoCAD做平面图时需要将图形画在第四象限。
ZXY图二原点及正方向确认图三确定坐标后的图形2、用燕秀工具箱的文字分解功能将汉字及英文字母分解为线条。
AutoCAD本身没有将汉字及英文字母分解为线条的功能,在网上可以搜到一些AutoCAD的外挂实现该功能。
我下载了燕秀工具箱来完成该功能。
图四燕秀工具箱文字分解功能使用经过文字分解后如如下图。
图五文字分解后图形将多余线条删除后得到最终图形图六最终图形将文件另存为AutoCAD2004版本。
3、用Mastercam X将图形转换为G代码。
1>打开Mastercam X文件,导入AutoCAD2004图形。
文件类型选择AutoCAD文件。
图七导入AutoCAD2004图形2>调整适合屏幕大小,使图形显示出来。
适合屏幕大小图八调整图形显示范围3>选择铣床图九选择铣床4>选择刀具路径图十选择刀具路径5>选好刀具路径后,会跳出下图选择3D,选择窗选,然后在画面上将图形选择后确定。
绕线机操作规程
绕线机操作规程一、开机前的准备工作绕线机开机前要仔细检查绕线机工作台上有无杂物,绕线机上的螺丝有无松动,电源开关有没有连接好,漆包线的规格是否符合要求.确认合格才能开机。
二、绕线机参数设置将控制台上的红色按钮按箭头所指方向转动,绕线机开机并自动复位,此时要根据生产安排设置好绕线机参数.按微电脑控制器上的“设定”按钮,依屏幕上的提示依次输入“程序号”、“线圈数”、“线径"、“绕线匝数”、“预停圈数”、“起绕点”、“绕线宽度”、“过槽宽度”、“停机角度"、“绕线方向"等参数,最后按“确认"键确认,机器存入数据并自动复位,参数设置完成.接着调整微电脑控制器左侧的绕线机工作方式,依次设定为“后端定位”、“标准排线”、“自动复位”,最后按“待机”键,机器自动复位进入自动绕线模式。
三、空运行检查绕线机参数设置完成后,还不能马上绕线,必须确认绕线机的设置完全符合要求才能绕线。
先空车运行一遍,注意检查绕线机的排线、绕线匝数、复位方式、停车位置等是否符合要求,如不符合要求,必须重复以上的步骤,重新调整,直至达到要求为止。
四、上线将符合要求的漆包线盘平稳放置于托架上,罩上塑料套筒和筒盖,线从筒盖上的瓷嘴穿出,依次通过导线嘴、毛毡、导线轮、活动线架,最终从活动线架的铜轮引出.五、绕线将上好端子的线框架穿到绕线机的专用定位模上,漆包线缠在底线端子上,检查漆包线有没有出导线轮,如果一切正常,按下红色“起动"键,开始绕线。
如中间出现异常情况,要立即按下绕线机上的“停止”键,停机检查,排除故障后,按“起动”键继续绕线。
注意事项:1、操作者一定要注意安全,机器开动后,手不能靠近转动部分,需要调整时,必须先停机,后调整,调整完成后必须确认手已离开危险区域才可重新开机。
2、操作者工作时不能戴手套,衣袖不能太长,女操作工头发长的要扎起或扎起后放在安全帽内。
3、绕好线后,要检查底线和面线是否接在对应的端子上;底线和面线与端子接线处是否留有足够松位;面线是否贴近线框架出线;线圈绕制有没有出现锥形;表面有没有碰伤或压痕,确认合格后,将线圈放在周转箱内,摆放时注意电源端子一定不能碰到线圈表面。
中达20PM教育训练资料_第二天

進入建立 CAM表按紐
將建立CAM 表資料匯到 系統安裝檔 將建立CAM表位置 資料匯到速度資料 以速度資料產生位 置資料及加速度資 料
將系統安裝檔裡 面CAM表資料匯 入進來
PMSoft建立CAM Data(續)
角度(Angle):主軸角度/位移 行程(Stroke):從軸角度/位移 凸輪曲線(CAM Curve):目前區段所使用的函數 解析度(Resolution):可設定範圍從10~2048點
運動控制主機 DVP20PM培訓資料
DVP20PM教育訓練大綱
第二天
7.電子凸輪功能 8.虛軸CAM By pass功能-多軸應用 9.電子凸輪曲線平滑功能 10.高速比較與捕捉功能
7.電子凸輪功能
7.1 機械凸輪與電子凸輪簡介
7.2 20PM運作流程與CAM表建立
7.2.1 使用PM-Soft建立 CAM表內容 7.2.2 DTO指令寫入建立CAM Data
(4) CAM Data (resolution 10~2048) 週期性 CAM啟動
同步訊號輸出
從軸 主軸
7.4 非週期凸輪
20PM
(1) 端子 極性
(2) 接收脈 主動輪脈 波型式 波輸入 設定 非週期CAM啟動 (3) 輸入 倍率 從動輪 脈波輸 出 (3) 輸出 倍率 (2) 輸出 波型
(4) CAM Data (resolution 10~2048) 非週期性 CAM致能
(4) 輸出 波型
(9)
(1) CAM Data (resolution 10~2048) (8) (7) 非週期性 或 週期性 CAM致能 CAM啟動
同步訊號輸出
輸出脈波波形 與伺服驅動器 設定要搭配
輸入倍率設定
20PM运动控制器实现多电子凸轮同步的应用

整个流程类似一个机械主轴,通过齿轮联结四个从轴凸轮轴,每个凸轮的形状根据具体产品不一样形状也,不一样 。
下面的图形是客户一种规格产品四个凸轮的轨迹。
虚拟主轴与上冲伺服的数据对应为
0 0
40 0
150 8000
180 70000
192 10000
300 0
360 0
虚拟主轴与母模伺服的数据为
用20PM运动控制器新版软件实现绕线机控制模块的编制
摘要:
本文主要介绍如何用台达20PM运动控制器新软件实现功能块的编制,并通过编制绕线机通用控制模块案例描述编程细节,从而使用户通过本文熟练使用功能块,编制其他典型行业的通用模块程序。减少重复性的劳动
关键字:台达20PM运动控制器凸轮功能CAM曲线同步虚拟主轴
由于输入凸轮的数据点比较少生成的曲线运行时会不太平滑,需要在设置的10个数据中加入设定的解析点,比如400点,三次曲线等。如下
D0=k10003迳建立平滑曲線
D101..100连主軸最大值
D102连原資料點數
D103连插值總點數
D104连平滑係數(3, 4, 5, 6次曲線, other 3次曲線)
上图为通过HMI输入母模凸轮与虚拟主轴的运动轨迹,其他四个数据通过同样途径输入,也可能有的产品用不到四个凸轮轴,只需把不用的从轴数据全设为0.然后通过主界面调用配方,点刷新按钮即可。
对应20PM程序里的相应数据寄存器里存入凸轮数据
每个20PM,都按此过程生成凸轮数据,
生成数据上载如下图
现在只要执行凸轮离合运行就可各个凸轮轨迹运转了。
二 高速冲压机结构和原理
1实际机械结构及外形
如上图所示分别有四个独立的轴,每个轴都有一个A系列3KW电机直联。
自动绕线机设计方案说明
自动绕线机设计方案说明一、绕线机工作原理:绕线机是用于切割硅单晶上的一种细合金钢丝,由于是在美国进口的大卷筒估计有50000米左右长(重量?),用在线切割机太大太重不能使用,在正常工作情况下只能使用小卷的合金钢丝筒,因此需要将大卷合金钢丝筒,卷成小的合金钢丝筒,小卷的合金钢丝筒约2500-5000米,(重量?)才能用于线切割机使用,合金钢丝直径为Ф0.31。
二、绕线机主要技术要求分析:1、由于合金钢丝直径只有Ф0.31mm比较细,而且合金钢丝本身比较硬,在绕制过程中拉紧容易断,绕松了容易跑而且排列不整齐,不符合工艺要求,2、在绕制过程中,绕线的速度不能太快,也不能太慢,启动或停止时,不能堵启、堵停刚好适应合金钢丝本身物理特性。
3、大卷的合金钢丝筒与小卷合金钢丝筒,在绕制合金钢丝过程中(过度轮1)与(过度轮2)垂直下拉转到小卷合金钢丝筒上,而且合金钢丝在小卷合金钢丝筒上从左到右,从右到左依次循环进行绕制,要保证绕线筒合金钢丝排列整齐,松紧适宜,传动部分必须采用高精度、转速恒定可调的步进电机、伺服电机。
由于精度高,转速恒定可调是通过内部的脉冲信号来控制与外部传感器信号来控制电机转速、起步、运行、停止等工作状态,才能满足工艺及技术要求。
三、绕线机设计方案:1、绕线机是根据客户公司提供有关绕线机加工工艺要求及技术要求来进行设计,根据以上工作原理主机控制均采用进口品牌欧姆龙、或西门子PLC可编程器、主要传动部分采用步进电机、伺服电机。
合金钢丝绕制过程中的张力松、紧信号采用张力传感器、计数频率采用旋转编码器,所有传感器采集的控制信号如速度、同步、张力、计数送到PLC进行运算,完成绕线机绕线工艺技术要求。
2、步进电机传动总成叫标准拖板固定安装在工作平台上,同时小卷合金钢丝筒传动总成,水平固定在步进电机传动总成标准拖板上,同步控制信号的采集是安装在2号传动轮上旋转编码器脉冲信号(转速),来控制小卷合金钢丝筒传动总成与步进电机传动总成的同步,方向控制信号由两边的接近开关分别进行控制左、右换向从而达到绕制过程同步。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用20PM运动控制器新版软件实现绕线机控制模块的编制
PLC产品开发处余强
摘要:
本文主要介绍如何用台达20PM运动控制器软件实现功能块的编制,并通过编制绕线机通用控制模块案例描述编程细节,从而使用户通过本文熟练使用功能块,编制其他典型行业的通用模块程序。
减少重复性的劳动。
关键字:台达20PM运动控制器FB(FUNCTION BLOCK)
一:前言
功能块能够封装数据和逻辑,有面向对象的含义,其组成及对控制编程软件的贡献很像是现代电子电路中的集成芯片。
功能块允许来自不同程序的结合。
IEC 61131-3标准保证了功能块定义接口的使用,即定义的输入和输出参数。
由不同程序员设计的功能块可借助输入和输出参数进行交互,当然输入和输出参数必须是标准中定义的数据类型。
FB不仅利于结构化程序设计,长远地看还能加速应用开发,尤其对相近的应用开发有效。
现代控制系统的一个目标是代码重用,相同的控制逻辑无论硬件是PLC、DCS或是PC,均有相同的程序源代码,这个目标只有通过FB实现。
二 20PM 软件PMSOFT架构
在程序架构上主要分为O100主程序、Ox运动子程序及
Pn子程序,中断子程序等四大类,结合了基本指令、应用指令、运动指
令及G Code指令,使程序设计更多元化,结构更清晰;程序采用PMSOFT
软件进行编辑。
(1)主程序。
主程序以O100作为起始标记,M102作为结束标记,是
PLC顺序控制程序,主要为控制主机动作执行,在O100主程序区域中,
可以使用基本指令及应用指令,或在程序中启动Ox0~Ox99运动子程序
及调用Pn子程序。
主要提供主控制程序的建立,以及运动子程序的设
定及启动控制。
(2)运动子程序。
Ox0~Ox99运动子程序为运动控制程序,主要为控
制20PM系列主机进行X-Y轴双轴运动之子程序,于Ox0~Ox99运动子
程序区段中,有支持基本指令、应用指令、运动指令及G码指令,并在
程序中可规划呼叫Pn指针子程序,通过PLC提供的内部特D特M进
行子程序的控制。
主要提供运动子程序的建立,以及运动子程序的运动
控制,在架构上可算是20PM的运动指令及G码指令规划区域。
(3)子程序。
这里所说的子程序是指以Pn开头的一般用子程序,主
要是被O100主程序及Ox运动子程序调用的子程序。
如在O100主程序
调用Pn指针,则Pn指针子程序支持基本指令及应用指令;若在Ox0 ~
Ox99运动子程序中调用Pn指针时,则Pn指针子程序区段可支持基本指令、应用指令、运动指令及G 码指令。
(4)中断子程序,可执行由START0,STOP0,START1,STOP1,等外部产生的中断,或由定时产生的中断,在中断里可执行置位,复位,及传送数据。
(5)功能块,
可將複雜專案拆成數個,使問題簡單化例如在撰寫PLC程式時, 考量到一部份功能可能會重覆使用。
因此, 可將此部份程式獨立出來撰寫成FB。
之後再將這些FB組合至程式中並載入PM運行。
三如何建立FB功能块
如图所示,点击FUNCTION BLOCK,在弹出菜单上输入功能块名,FB命名規則:
1.不區分大小寫(ex: “abc”相等於“ABC”)
2.不允許重複定義相同名稱的FB
3.不能為指令名稱(ex: LD, LDI)
4.最多允許20個字元
然后输入密码
密碼設定:
當使用者設定密碼後, 在開啟此一FB時, 需輸入正確密碼,
否則無法看到FB的內容
FB是由符號編輯表單和Ladder編輯器所組成
Ladder程式中使用的变量或功能塊必須在变量表單中宣告
區域符
號編輯表單
Ladder程式編輯區
• 類別(Class) 有三個選項
-V AR : 區域變數
-INPUT : 輸入變數
-OUTPUT : 輸出變數
Example: Function Block 型態POU的區域變數表
變數命名規則:
1. 變數名稱不區分大小寫
2. 變數名稱可由底線符號、英文字母、數字所組成
3. 不可有連續兩個以上的底線符號
4. 底線符號不可以出現在最後一個字元
5. 最大長度為20個字元
6. 名稱中不可以含有空白字元
7. 變數名稱不可以為裝置名稱(ex: D10, M100)
變數型態:
基本型態(Simple Type):
_ BOOL:宣告變數型態是一位元(BIT),系統配置為M裝置。
_ WORD:宣告變數型態是16位元,系統配置D裝置。
_ DWORD:宣告變數型態是32位元,系統配置連續2個D裝置。
_ LWORD:宣告變數型態是64位元,系統配置連續4個D裝置。
FLOAT:宣告變數型態是32位元浮點數,系統配置為2個D裝置,用於浮點
數指令。
_ COUNTER:宣告變數型態是16位元計數裝置,系統配置C計數裝置。
TIMER:宣告變數型態是16位元計時裝置,系統配置T裝置。
_ ARRAY :陣列為連續的記憶體位址(型態包括:BOOL, WORD, FLOAT,
TIMER, COUNTER)
功能塊(Function Block):
四通过实例建立绕线FB功能块
如下图所示,为一般绕线的通用模式,通常包括一个旋转轴,一个排线轴(往复运动轴)
其中的参数有线径(也称间距或节距),单层匝数,总匝数,以及绕线轴的一周脉波数,及一周移动
单位,以及排线轴的一周脉波数,及一周移动单位。
这些参数具有通用性,不论其在何种绕线模式下,都需使用到,不过是参数的大小不同而已。
下面我们通过几个步骤实现绕线模块的建立
步骤一,在FUNCTION BLOCK 中建立绕线机模块功能块
步骤二,在绕线机模块功能块中建立变量表
输入参数有线径(也称间距或节距),单层匝数,总匝数,以及绕线轴的一周脉波数,及一周移动单位,以及排线轴的一周脉波数,及一周移动单位
步骤三,在绕线机模块功能块中建立梯形图,实现绕排线功能的逻辑运算及生成CAM,
如上一个生成绕排线曲线的功能块就建立了。
五 通过O100调用绕线FB 功能块
如下图所示,需在O100变量表中,建一个变量,这个变量明名为绕线实例1,它的数据类型选择为绕线功能块。
然后就可在主程序中调用。
六匯出功能塊匯出功能塊
编制好的绕线功能块,必须方便的便于输出到其他程序中使用。
便于各个项目需用时调用,避免重复开发,浪费精力。
20PM 新版PMSOFT具备匯出功能塊匯入功能塊功能
讓使用者將寫好的功能塊建立成程式庫, 以便達到功能塊重複使用的功效
匯出功能塊(Export Function Blocks) :
_ 提供單一或是多個功能塊的匯出
_ 提供密碼保護功能
_ 系統預設的附檔名為(.fbu)
匯入功能塊(Import Function Blocks) :
_ 不允許匯入相同名稱的功能塊
_ 當匯入功能塊有密碼保護時, 需輸入正確的密碼, 才能完成匯入
通过这种方式,可以实现不同程序间共享成熟的控制方式。
七结束语
通过绕线功能块的案例,我们可以把20PM的一些功能进行打包实现其他行业标准功能块的编制,比如对标飞切,可以把动态飞剪指令和高速抓取指令及一些变量打包集成功能块,便于行业用户使用,使其在不懂编程只知道工艺的情况下,输入工艺参数,即可完成控制。
总之,功能块的使用提高了系统可靠性。
数据封装避免了许多错误源,用户不必关心具体实现细节,只需关心与外部的接口和如何使用。
开发人员只需注重于实现,而不必关心使用。
大大方便编程人员的开发,及客户的使用。