(完整版)标准模架
标准模架
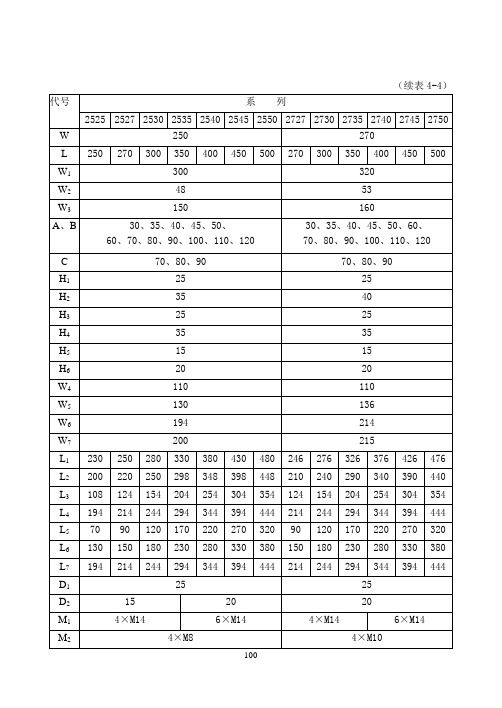
(续表4-4)(续表4-4)101(续表4-4)104(续表4-4)105(续表4-4)1064.6 标准模架型号、系列、规格1.型号每一组和型式代表一个型号。
2.系列同一型号中,根据定、动模板的周界尺寸(宽×长)划分系列。
3.规格同一系列中,根据定、动模板和垫块的厚度划分规格。
4.标记按照GB/T12555-2006《塑料注射模模架》标准规定的模架应有下列标记:(1)模架;(2)基本型号;(3)系列代号;(4)定模板厚度A,以毫米为单位;(5)动模板厚度B,以毫米为单位;(6)垫块厚度C,以毫米为单位;(7)拉杆导柱长度,以毫米为单位;(8)本标准代号,即GB/T 12555—2006。
5.标记示例标记示例1:模板宽200mm、长250mm,A=50mm,B=40mm,C=70mm的直浇口A型模架标记如下:模架 A 2025-50×40×70 GB/T 12555—2006标记示例2:模板宽300mm、长300mm,A=50mm,B=60mm,C=90mm,拉杆导柱长度200mm的点浇口B 型模架标记如下:模架 DB 3030-50×60×90-200 GB/T 12555—20064.7塑料注射模模架技术条件标准GB/T 12556—2006《塑料注射模模架技术条件》标准规定了塑料注射模模架(以下简称模架)的要求、检验、标志、包装、运输和贮存,适用于塑料注射模模架。
4.7.1 要求GB/T 12556—2006《塑料注射模模架技术条件》标准规定的塑料注射模模架的要求如表4-5所示。
表4-5 塑料注射模模架的要求(摘自GB/T 12556—2006)1074.7.2 检验GB/T 12556—2006《塑料注射模模架技术条件》标准规定的塑料注射模模架的检验要求如表4-6所示。
表4-6 塑料注射模模架的检验要求(摘自GB/T 12556—2006)4.7.3 标志、包装、运输、贮存GB/T 12556—2006《塑料注射模模架技术条件》标准规定的塑料注射模模架的标志、包装、运输、贮存要求如表4-7所示。
模架加工标准
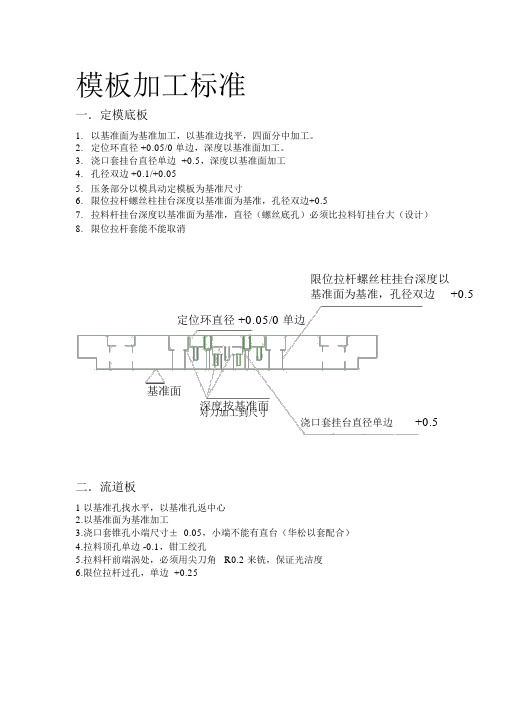
模板加工标准一.定模底板1.以基准面为基准加工,以基准边找平,四面分中加工。
2.定位环直径 +0.05/0 单边,深度以基准面加工。
3.浇口套挂台直径单边 +0.5,深度以基准面加工4.孔径双边 +0.1/+0.055.压条部分以模具动定模板为基准尺寸6.限位拉杆螺丝柱挂台深度以基准面为基准,孔径双边+0.57.拉料杆挂台深度以基准面为基准,直径(螺丝底孔)必须比拉料钉挂台大(设计)8.限位拉杆套能不能取消限位拉杆螺丝柱挂台深度以基准面为基准,孔径双边+0.5定位环直径 +0.05/0 单边基准面深度按基准面对刀加工到尺寸浇口套挂台直径单边+0.5二.流道板1以基准孔找水平,以基准孔返中心2.以基准面为基准加工3.浇口套锥孔小端尺寸± 0.05,小端不能有直台(华松以套配合)4.拉料顶孔单边 -0.1,钳工绞孔5.拉料杆前端涡处,必须用尖刀角 R0.2 来铣,保证光洁度6.限位拉杆过孔,单边 +0.25精选文库浇口套锥孔小端尺寸±0.05,小端不基准面能有直台(华松以套配合)限位拉杆过孔,料顶孔单边 -0.1,钳工绞孔单边 +0.25拉料杆前端涡处,必须用尖刀角 R0.2来铣,保证光洁度三.定模板1以基准孔找水平,以基准孔返中心2.以基准面为基准加工,精确到尺寸,小模具单边 +0.01,大模具单边 +0.02.型腔,垂直度不得超过 0.013.精密模具开粗后,精磨后再加工4.正面水孔深度,以标注尺寸加工深3mm5.开模器要求光洁度,尺寸±0.056.精定位,深度± -0.01,直径要求 +0.015/0,要求光洁度7.锁模块型腔尺寸 +0.015/0,深度 +0/-0.018.内拉杆让位孔 +0.5/0 钻通9.型腔让位孔四角按基准加工(另做)10.背面加工流道孔 .NC 钻底孔,线切割加工脱模斜度11.流道注意光洁度,注意大模具在流道前端开排气。
12.螺丝过孔单边 +0.5,螺丝沉孔按图纸深度加工13.弹簧沉台按图纸± 0.2精选文库精定位,深度± -0.01,直径要求+0.015/0,要求光洁度螺丝过孔单边 +0.5,螺丝沉孔按图纸深度加工流道注意光洁度,注意大模具在流道前端开排气。
(完整版)塑料模具模架结构标准及参考图例

168塑料模具零部件结构标准及参考图例第7章注射模零部件结构尺寸及技术要求 7.1 塑料注射模模架GB/T12555-2006《塑料注射模模架》代替GB/T12555.1-1990《塑料注射模大型模架》和GB/T12556.1-1990《塑料注射模中小型模架》。
GB/T12555-2006《塑料注射模模架》标准规定了塑料注射模模架的组合形式、尺寸标记,适用于塑料注射模模架。
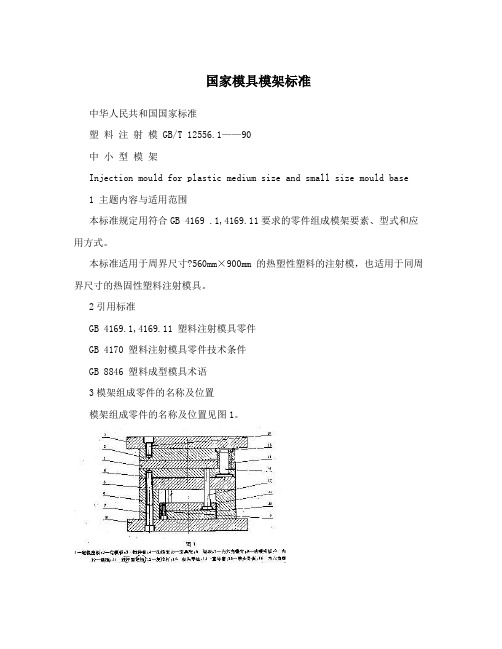
7.1.1 模架组成零件的名称塑料注射模模架按其在模具的应用方式,可分为直浇口与点浇口两种形式,其组成零件的名称分别见图7-1和图7-2。
图7-1 直浇口模架组成零件的名称 图7-2 点浇口模架组成零件的名称1-动模座板;2-内六角螺钉;3-内六角螺钉; 1-动模座板;2-内六角螺钉;3-内六角螺钉;4-弹簧垫圈; 4-垫块;5-支承板;6-动模板;7-推件板; 5-挡环;6-垫块;7-带头导柱;8-支承板;9-动模板; 8-定模板;9-内六角螺钉;10-定模痤板; 10-推件板; 11-带头导套;12-定模板; 13-直导套;11-带头导套;12-导柱;13-直导套; 14-推料板;15-定模痤板;16-带头导套;17-导柱;18-直导套;14-复位杆;15-推杆固定板;16推板 19-复位杆;20-内六角螺钉;21-推杆固定板;22-推板7.1.2 模架的组合形式塑料注射模架按结构特征可分为36种主要结构,,其中直浇口模架12种、点浇口模架16种和简化点浇口模架8种。
1.直浇口模架直浇口模架12种、其中直浇口基本型有4种、直身基本型有4种、直身无定模座板型有4种。
直浇口基本型又分为A 型、B 型、C 型和D 型。
A 型:定模二模板,动模二模板。
B 型:定模二模板,动模二模板,加装推件板。
C 型:定模二模板,动模一模板。
D 型:定模二模板,动模一模板,加装推件板。
直身基本型分为ZA 型、ZB 型、ZC 型和ZD 型;直身无定模板座板型分为ZAZ 型、ZBZ 型、ZCZ 和ZDZ 型。
标准模架尺寸
标准模架尺寸模架是工业生产中常用的一种工装夹具,用于固定和支撑工件,保证加工精度和效率。
在不同的工业领域,模架的尺寸标准也各不相同。
本文将介绍几种常见的标准模架尺寸,帮助读者了解不同尺寸规格的模架在工业生产中的应用。
首先,我们来看一下ISO标准中关于模架尺寸的规定。
根据ISO9000标准,模架的尺寸应符合国际标准化组织的规定,以确保模架在不同国家和地区的通用性。
ISO标准规定了模架的长度、宽度、高度和间距等尺寸参数,以及相关的公差要求,确保模架在使用过程中能够满足工件加工的需求。
除了ISO标准外,不同行业和企业也会根据自身的需求制定特定的模架尺寸标准。
例如,汽车制造行业对模架的尺寸有着特殊的要求,因为汽车零部件的加工精度和装配要求较高。
在汽车制造行业,模架的尺寸通常会根据车型和零部件的特点进行定制,以确保零部件加工的精度和一致性。
另外,航空航天领域也是模架尺寸定制的重要应用领域之一。
航空航天零部件通常对材料和加工精度有着极高的要求,因此模架的尺寸和结构设计至关重要。
航空航天领域的模架通常会采用轻质高强度材料制造,以确保模架在使用过程中能够承受复杂的加工力和温度变化。
除了上述行业外,电子、医疗器械、家电等行业也都有着各自的模架尺寸标准。
这些行业对模架的要求各不相同,但都需要模架能够满足工件加工的需求,提高生产效率和产品质量。
总的来说,模架作为工业生产中常用的工装夹具,其尺寸标准对于生产效率和产品质量有着重要的影响。
不同行业和企业会根据自身的需求制定特定的模架尺寸标准,以确保模架能够满足工件加工的需求。
在使用模架时,需要严格按照相关的尺寸标准进行选择和使用,以确保生产过程中的安全和稳定性。
总之,模架尺寸标准是工业生产中的重要参数,不同行业和企业都会根据自身的需求进行定制。
了解不同行业对模架尺寸的要求,有助于我们更好地选择和使用模架,提高生产效率和产品质量。
国家模具模架标准
国家模具模架标准中华人民共和国国家标准塑料注射模 GB/T 12556.1——90中小型模架Injection mould for plastic medium size and small size mould base1 主题内容与适用范围本标准规定用符合GB 4169 .1,4169.11要求的零件组成模架要素、型式和应用方式。
本标准适用于周界尺寸?560mm×900mm 的热塑性塑料的注射模,也适用于同周界尺寸的热固性塑料注射模具。
2引用标准GB 4169.1,4169.11 塑料注射模具零件GB 4170 塑料注射模具零件技术条件GB 8846 塑料成型模具术语3模架组成零件的名称及位置模架组成零件的名称及位置见图1。
4组合形式4.1模架以模具所采用的浇注形式、制件脱模方法和定模动模组成数分为基本型和派生型(附录A)两类4.2 基本组合是以直接浇口(包括潜伏浇口)为主,其代号取A,分为A1型、A2型、A3型、A4型四种(图2)。
A1 型 :推杆推制件、定模二模板、动模一模板组成。
A2型 :推杆推制件,定模动模均由二模板组成。
A3 型: 推件板推件,定模动模模板组成同A1型,中间增加推件板。
A4型 :推件板推件,定模动模板组成同A2型,中间增加推件板。
4.3 根据模具使用要求,模架的定模、动模座板可以做成带肩型(图2),也可做成无肩型。
4.4 模架的导向零件,导柱可以采用带头导柱、带肩导柱,或带肩定位导柱,导套可以采用直导套或带头导套。
5 导柱、导套的安装形式5(1 导柱、导套根据使用要求分为正装(代号代号取Z)、反装(代号取F)两种,序号1、2、3分别采用带头导柱、带肩导柱、带肩定位导柱(图3)。
5(2 导柱通过模板的数量和安装形式,允许承制单位按5.1条规定选用。
5 基本型模架组合尺寸5(1 组合尺寸为模板、推杆固定板、推板、垫块四个零件的平面配置尺寸;导柱、导套的孔径、孔位尺寸;复位杆和紧固螺钉的孔径、孔位尺寸、(推荐性)以及模板、推板、垫块选用厚度尺寸。
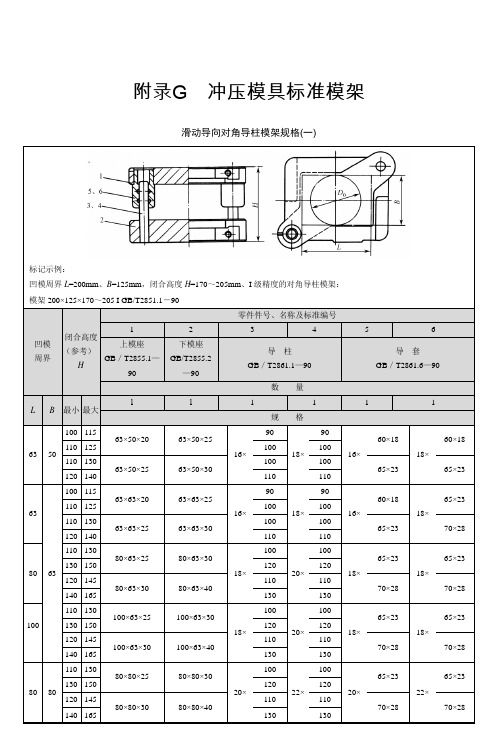
附录G 冲压模具标准模架
1
125×48 140×53 125×48 50× 140×53 140×58 150×58 140×53 150×58 140×53 150×58 150×53 160×63 55× 150×53 160×63
滑动导向后侧导柱模架规格(二)
标记示例: 凹模周界 L=200mm、B=125mm,闭合高度 H=170~205mm、I 级精度的后侧导柱模架: 模架 200×125×170~205 I GB/T 2851.3-90
315×200×45 315×200×50 250×250×45 250×250×50 315×250×50 315×250×55
315×200×55
180
180
210
210
115×43
200
200
315×200×65
125×48
230
230
35×
40×
35×
180
180
250×250×55
115×43
210
170 210 200 240 250 200 200 245 220 265
250×200×45 250×200×50
250×200×50 250×200×60
160
160
190
190
190
190
210
210
105×43 115×48
190 230 220 260 315 210 255 240 285 190 230 220 260 250 270 255 240 285 250 215 250 245 280 315 245 290 275 320
量 1
格 200 230 230 260 200 230 230
注塑模之标准模架

模架之标准模架模具是制造模型的工具,按特定形状去成型具有一定形状和尺寸的制品的工具。
模具技术在制造业中占用很高的地位。
对于我们产品设计人员来说,模具在工作中频繁出现,与我们的工作内容关系紧密,因为我们设计出来的产品零件很多需要通过模具来实现,对于模具知识的掌握是必不可少的。
模具(注射模)组成:成型部分、浇注系统、导向机构、脱模装置、侧向分型抽芯机构、温度调节和排气系统和标准模架。
一,标准模架结构简述不同产品零件所需要的模具不一样,而模具结构又有很多相同的结构,所以为了更加效率地做出模具,人们开始使用一些标准模架,标准模架构成了模具的骨架,只要换成不同的匹配模仁,就能成型不同的零件,对于整个模具来说,就有三个部分组成:前模板、后模板和模仁,当然,一套模具是相当复杂的,这里只是介绍模具的骨架--标准模架。
1,标准模架的分类对于塑胶模具,按照基本结构分类,一般分为二板模式模具(大水口)和三板式模具(细水口),其中三板式模具又可以细分为细水口模具和简化型细水口模具,对应的就有大水口模架、细水口模架和简化型细水口模架。
2,模架的基本结构(以二板模CI型为例)由上图可以看出标准模架的组成,板子部分:前模底板、后模底板、前模板、后模板、上顶出板、下顶出板、两个模脚。
前后模底板:分别要和注塑机上面的定模扳和动模板固定在一起。
前后模板:两个模仁就是要镶嵌在两个模板里面。
上下顶出板:注塑机上面的合模系统中的顶出机构会顶住这两块板,进而将塑件顶出。
模脚:为零件的顶出支撑出一定的空间。
,固定螺钉部分:前模固定螺钉,、后模板固定螺钉、顶出板锁紧螺钉、模脚固定螺钉。
,辅助零部件:导柱与导套、回针。
导柱与导套:导柱在后模板,导套在前模板,当前后模合并时起导向作用。
回针:也较复位杆,上面套有弹簧,当注塑机上面的顶出杆顶出顶出板并将塑件顶出,此时回针上面的弹簧使顶出板复位。
(4),辅助零件部分:吊环孔,为了在模具加工时方便搬运而设计的。
模架加工标准
模板加工标准一.定模底板1.以基准面为基准加工,以基准边找平,四面分中加工。
2.定位环直径 +0.05/0 单边,深度以基准面加工。
3.浇口套挂台直径单边 +0.5,深度以基准面加工4.孔径双边 +0.1/+0.055.压条部分以模具动定模板为基准尺寸6.限位拉杆螺丝柱挂台深度以基准面为基准,孔径双边+0.57.拉料杆挂台深度以基准面为基准,直径(螺丝底孔)必须比拉料钉挂台大(设计)8.限位拉杆套能不能取消限位拉杆螺丝柱挂台深度以基准面为基准,孔径双边+0.5定位环直径 +0.05/0 单边基准面深度按基准面对刀加工到尺寸浇口套挂台直径单边+0.5二.流道板1以基准孔找水平,以基准孔返中心2.以基准面为基准加工3.浇口套锥孔小端尺寸± 0.05,小端不能有直台(华松以套配合)4.拉料顶孔单边 -0.1,钳工绞孔5.拉料杆前端涡处,必须用尖刀角 R0.2 来铣,保证光洁度6.限位拉杆过孔,单边 +0.25精选文库浇口套锥孔小端尺寸±0.05,小端不基准面能有直台(华松以套配合)限位拉杆过孔,料顶孔单边 -0.1,钳工绞孔单边 +0.25拉料杆前端涡处,必须用尖刀角 R0.2来铣,保证光洁度三.定模板1以基准孔找水平,以基准孔返中心2.以基准面为基准加工,精确到尺寸,小模具单边 +0.01,大模具单边 +0.02.型腔,垂直度不得超过 0.013.精密模具开粗后,精磨后再加工4.正面水孔深度,以标注尺寸加工深3mm5.开模器要求光洁度,尺寸±0.056.精定位,深度± -0.01,直径要求 +0.015/0,要求光洁度7.锁模块型腔尺寸 +0.015/0,深度 +0/-0.018.内拉杆让位孔 +0.5/0 钻通9.型腔让位孔四角按基准加工(另做)10.背面加工流道孔 .NC 钻底孔,线切割加工脱模斜度11.流道注意光洁度,注意大模具在流道前端开排气。
12.螺丝过孔单边 +0.5,螺丝沉孔按图纸深度加工13.弹簧沉台按图纸± 0.2精选文库精定位,深度± -0.01,直径要求+0.015/0,要求光洁度螺丝过孔单边 +0.5,螺丝沉孔按图纸深度加工流道注意光洁度,注意大模具在流道前端开排气。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(续表4-4)
(续表4-4)
101
(续表4-4)
104
(续表4-4)
105
(续表4-4)
106
4.6 标准模架型号、系列、规格
1.型号
每一组和型式代表一个型号。
2.系列
同一型号中,根据定、动模板的周界尺寸(宽×长)划分系列。
3.规格
同一系列中,根据定、动模板和垫块的厚度划分规格。
4.标记
按照GB/T12555-2006《塑料注射模模架》标准规定的模架应有下列标记:
(1)模架;
(2)基本型号;
(3)系列代号;
(4)定模板厚度A,以毫米为单位;
(5)动模板厚度B,以毫米为单位;
(6)垫块厚度C,以毫米为单位;
(7)拉杆导柱长度,以毫米为单位;
(8)本标准代号,即GB/T 12555—2006。
5.标记示例
标记示例1:
模板宽200mm、长250mm,A=50mm,B=40mm,C=70mm的直浇口A型模架标记如下:模架 A 2025-50×40×70 GB/T 12555—2006
标记示例2:
模板宽300mm、长300mm,A=50mm,B=60mm,C=90mm,拉杆导柱长度200mm的点浇口B 型模架标记如下:
模架 DB 3030-50×60×90-200 GB/T 12555—2006
4.7塑料注射模模架技术条件标准
GB/T 12556—2006《塑料注射模模架技术条件》标准规定了塑料注射模模架(以下简称模架)的要求、检验、标志、包装、运输和贮存,适用于塑料注射模模架。
4.7.1 要求
GB/T 12556—2006《塑料注射模模架技术条件》标准规定的塑料注射模模架的要求如表4-5所示。
表4-5 塑料注射模模架的要求(摘自GB/T 12556—2006)
107
4.7.2 检验
GB/T 12556—2006《塑料注射模模架技术条件》标准规定的塑料注射模模架的检验要求如表4-6所示。
表4-6 塑料注射模模架的检验要求(摘自GB/T 12556—2006)
4.7.3 标志、包装、运输、贮存
GB/T 12556—2006《塑料注射模模架技术条件》标准规定的塑料注射模模架的标志、包装、运输、贮存要求如表4-7所示。
4.8 塑料注射模模架精度检查
塑料注射模模架精度检查如表4-8所示。
表4-8 塑料注射模模架的精度检查
109
(续表4-8)110。