700℃超超临界燃煤发电机组发展情况概述
700℃超超临界发电技术开发进展概况

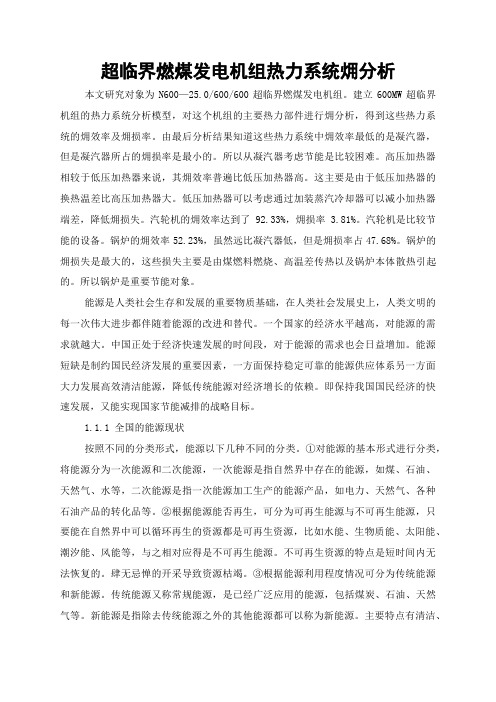
Advanced Austenitic Alloys (Super 304H, 347HFG, NF709, etc.)
700
o
Average Temperature for Rupture in 100,000 hours ( C)
25
Stress (ksi)
Minimum Desired Strength at Application Temperature
Source: Saarschmiede
7
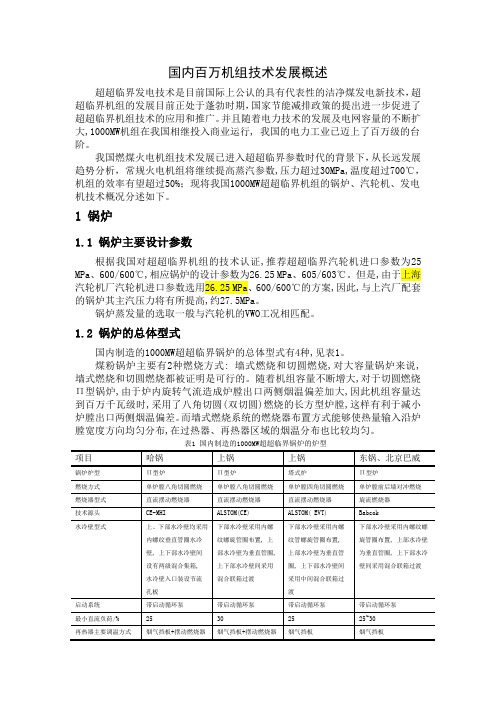
1. 欧洲 AD700计划
热挤成型的镍基合金 263管子 ( I.D. 310 x 67 mm)
310 x 67 mm Extrusion by Wyman & Gordon, Livingstone, Scotland
8
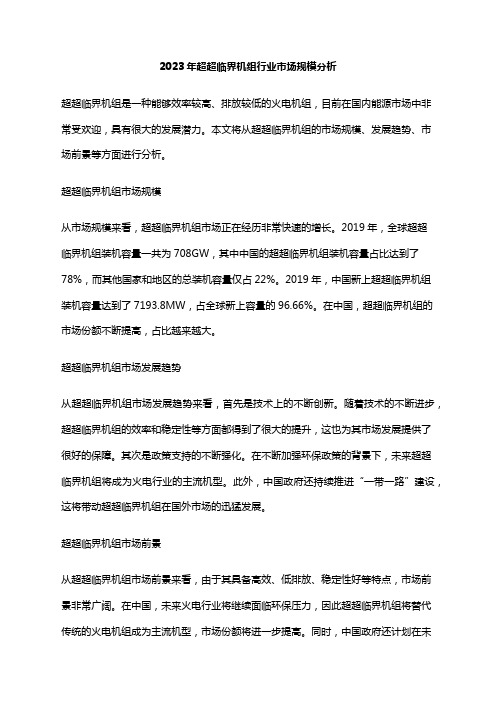
1. 欧洲 AD700计划
阀门锻件
Average Temperature for Rupture in 100,000 hours ( F)
500 1100 1200 1300 1400 70 Inconel 740 300 CCA617 Std. 617
o
Nickel-Based Alloys
Haynes 282
50
Stress (MPa)
Ferritic steel
17
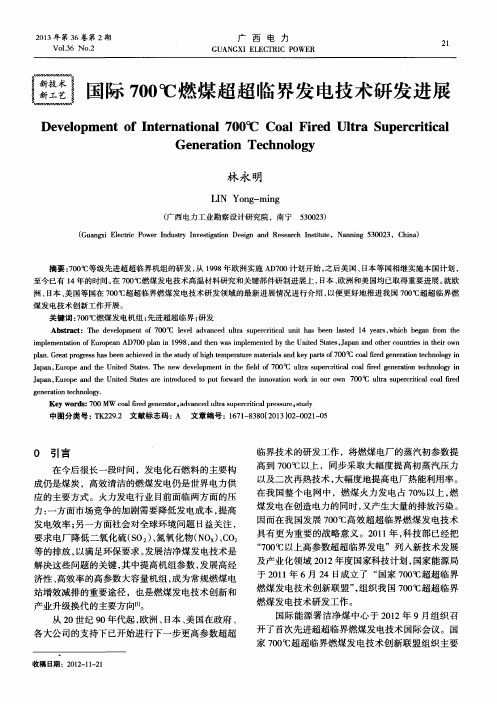
1. 欧洲 AD700计划
Thermie 1000 MW DR: IP Turbine 汽轮机中压缸
10 % Cr steel
Ni base alloy
18
1. 欧洲 AD700计划
1.6 示范机组方案
• 蒸汽压力 • 蒸汽温度 • 再热蒸汽温度 35.0 MPa 700 ℃ 720 ℃
超临界燃煤发电机组热力系统分析
超临界燃煤发电机组热力系统㶲分析本文研究对象为N600—25.0/600/600超临界燃煤发电机组。
建立600MW超临界机组的热力系统分析模型,对这个机组的主要热力部件进行㶲分析,得到这些热力系统的㶲效率及㶲损率。
由最后分析结果知道这些热力系统中㶲效率最低的是凝汽器,但是凝汽器所占的㶲损率是最小的。
所以从凝汽器考虑节能是比较困难。
高压加热器相较于低压加热器来说,其㶲效率普遍比低压加热器高。
这主要是由于低压加热器的换热温差比高压加热器大。
低压加热器可以考虑通过加装蒸汽冷却器可以减小加热器端差,降低㶲损失。
汽轮机的㶲效率达到了92.33%,㶲损率 3.81%。
汽轮机是比较节能的设备。
锅炉的㶲效率52.23%,虽然远比凝汽器低,但是㶲损率占47.68%。
锅炉的㶲损失是最大的,这些损失主要是由煤燃料燃烧、高温差传热以及锅炉本体散热引起的。
所以锅炉是重要节能对象。
能源是人类社会生存和发展的重要物质基础,在人类社会发展史上,人类文明的每一次伟大进步都伴随着能源的改进和替代。
一个国家的经济水平越高,对能源的需求就越大。
中国正处于经济快速发展的时间段,对于能源的需求也会日益增加。
能源短缺是制约国民经济发展的重要因素,一方面保持稳定可靠的能源供应体系另一方面大力发展高效清洁能源,降低传统能源对经济增长的依赖。
即保持我国国民经济的快速发展,又能实现国家节能减排的战略目标。
1.1.1 全国的能源现状按照不同的分类形式,能源以下几种不同的分类。
①对能源的基本形式进行分类,将能源分为一次能源和二次能源,一次能源是指自然界中存在的能源,如煤、石油、天然气、水等,二次能源是指一次能源加工生产的能源产品,如电力、天然气、各种石油产品的转化品等。
②根据能源能否再生,可分为可再生能源与不可再生能源,只要能在自然界中可以循环再生的资源都是可再生资源,比如水能、生物质能、太阳能、潮汐能、风能等,与之相对应得是不可再生能源。
不可再生资源的特点是短时间内无法恢复的。
百万机组概述
国内百万机组技术发展概述超超临界发电技术是目前国际上公认的具有代表性的洁净煤发电新技术,超超临界机组的发展目前正处于蓬勃时期,国家节能减排政策的提出进一步促进了超超临界机组技术的应用和推广。
并且随着电力技术的发展及电网容量的不断扩大,1000MW机组在我国相继投入商业运行, 我国的电力工业已迈上了百万级的台阶。
我国燃煤火电机组技术发展已进入超超临界参数时代的背景下,从长远发展趋势分析,常规火电机组将继续提高蒸汽参数,压力超过30MPa,温度超过700℃,机组的效率有望超过50%;现将我国1000MW超超临界机组的锅炉、汽轮机、发电机技术概况分述如下。
1 锅炉1.1 锅炉主要设计参数根据我国对超超临界机组的技术认证,推荐超超临界汽轮机进口参数为25 MPa、600/600℃,相应锅炉的设计参数为26.25 MPa、605/603℃。
但是,由于上海汽轮机厂汽轮机进口参数选用26.25 MPa、600/600℃的方案,因此,与上汽厂配套的锅炉其主汽压力将有所提高,约27.5MPa。
锅炉蒸发量的选取一般与汽轮机的VWO工况相匹配。
1.2 锅炉的总体型式国内制造的1000MW超超临界锅炉的总体型式有4种,见表1。
煤粉锅炉主要有2种燃烧方式: 墙式燃烧和切圆燃烧,对大容量锅炉来说, 墙式燃烧和切圆燃烧都被证明是可行的。
随着机组容量不断增大,对于切圆燃烧П型锅炉,由于炉内旋转气流造成炉膛出口两侧烟温偏差加大,因此机组容量达到百万千瓦级时,采用了八角切圆(双切圆)燃烧的长方型炉膛,这样有利于减小炉膛出口两侧烟温偏差。
而墙式燃烧系统的燃烧器布置方式能够使热量输入沿炉膛宽度方向均匀分布,在过热器、再热器区域的烟温分布也比较均匀。
表1 国内制造的1000MW超超临界锅炉的炉型对900~1 000 MW塔式锅炉,由于不存在炉膛出口两侧烟温偏差大的问题,可采用单炉膛四角切圆燃烧方式。
燃烧方式同样与水冷壁的结构有着密切的关系,如果切圆燃烧配螺旋管圈水冷壁,在结构处理上就比较困难,这也是采用切圆燃烧的锅炉制造厂家在不断开发适应超临界参数垂直管圈水冷壁锅炉的原因之一。
国家700℃超超临界燃煤发电技术卓有成效

国家700℃超超临界燃煤发电技术卓有成效国家700℃超超临界燃煤发电技术研发计划正式启动以来,围绕联盟机制建设、课题组织和技术研发开展了卓有成效的工作,为全面展开和深入推进700℃研发计划打下了坚实基础。
目前,国家700℃超超临界燃煤发电技术创新联盟的组织架构和组成已基本确定。
通过联盟第一次理事会及技术委员会会议成立了联盟理事会,理事长由国家发改委副主任、国家能源局局长刘铁男担任,讨论通过了国家700℃超超临界燃煤发电技术创新联盟章程和技术委员会工作规则。
联盟理事会下设秘书处和技术委员会,经秘书处办公会讨论,细化和完善了秘书处组织体系和工作规则,建立了联盟内部文件流转体系;技术委员会下设置了系统及工程方案、锅炉、汽轮机和材料四个专项工作组,负责组织推进各项技术研发。
700℃计划研发工作成效显著。
一是通过广泛征求相关领域专家意见,确定了我国700℃计划研发技术路线和总体研发计划,并细化形成总体方案设计、耐热合金研发、关键部件研制、试验验证平台建设和示范工程建设五个分项计划,拟利用10年左右时间,全面掌握核心技术,建成我国700℃发电示范工程。
二是申报了“国家700℃超超临界燃煤发电关键技术与设备研发及应用示范”(国家能源局发布)和“700℃超超临界燃煤发电主要设备关键技术研究”(科技部发布)两个科研项目,其中国家能源局安排的项目已经签订合同,并拨付首批经费。
三是启动并有序推进耐热材料和机组初参数研究工作。
通过对700℃机组耐热材料的筛选、开发、评定和优化总体方案研究,划分了高温部件温度范围,初步确定了部分备选材料和耐热材料重点研发内容。
通过对我国700℃机组的初参数、容量和主要设备总体方案专题研讨,初步确定我国700℃计划示范机组容量采用600MW等级,压力和温度参数为35MPa/700℃/720℃,机组采用紧凑型布置,再热方式按照一次再热和二次再热两种方案开展研究,最终参数和方案将根据研究进展和技术经济论证确定。
2023年超超临界机组行业市场规模分析
2023年超超临界机组行业市场规模分析超超临界机组是一种能够效率较高、排放较低的火电机组,目前在国内能源市场中非常受欢迎,具有很大的发展潜力。
本文将从超超临界机组的市场规模、发展趋势、市场前景等方面进行分析。
超超临界机组市场规模从市场规模来看,超超临界机组市场正在经历非常快速的增长。
2019年,全球超超临界机组装机容量一共为708GW,其中中国的超超临界机组装机容量占比达到了78%,而其他国家和地区的总装机容量仅占22%。
2019年,中国新上超超临界机组装机容量达到了7193.8MW,占全球新上容量的96.66%。
在中国,超超临界机组的市场份额不断提高,占比越来越大。
超超临界机组市场发展趋势从超超临界机组市场发展趋势来看,首先是技术上的不断创新。
随着技术的不断进步,超超临界机组的效率和稳定性等方面都得到了很大的提升,这也为其市场发展提供了很好的保障。
其次是政策支持的不断强化。
在不断加强环保政策的背景下,未来超超临界机组将成为火电行业的主流机型。
此外,中国政府还持续推进“一带一路”建设,这将带动超超临界机组在国外市场的迅猛发展。
超超临界机组市场前景从超超临界机组市场前景来看,由于其具备高效、低排放、稳定性好等特点,市场前景非常广阔。
在中国,未来火电行业将继续面临环保压力,因此超超临界机组将替代传统的火电机组成为主流机型,市场份额将进一步提高。
同时,中国政府还计划在未来几年内新增火电装机容量2000万千瓦以上,这也将极大地带动超超临界机组市场的发展。
此外,随着“一带一路”建设的逐步推进,中国的超超临界机组也将迅速占领海外市场,市场规模将进一步扩大。
总之,超超临界机组市场规模越来越大,发展趋势良好,市场前景广阔。
未来,随着技术不断创新、政策持续推进和市场需求的不断增长,超超临界机组将成为火电行业的主要机型,市场份额将继续提高。
同时,超超临界机组还将继续在国内外市场展露其威力,为火电行业的可持续发展贡献力量。
2024年超超临界机组市场规模分析

2024年超超临界机组市场规模分析引言超超临界机组是一种高效的发电设备,具有更高的热效率和更低的排放水平。
随着全球对清洁能源的需求不断增加,超超临界机组市场正经历着快速增长。
本文将对超超临界机组市场规模进行分析。
市场概况超超临界机组市场是电力行业中一项重要的子市场。
这些机组能够在高温高压条件下运行,大大提高了燃煤发电厂的效率。
超超临界机组市场正受益于国际社会对减少碳排放的意识不断增强,以及对更可靠、更高效发电设备的需求提高。
市场规模分析根据市场研究数据,超超临界机组市场规模正呈现强劲的增长趋势。
市场规模主要通过以下几个指标进行衡量:1.装机容量超超临界机组的装机容量是衡量市场规模的关键指标之一。
预计未来几年,超超临界机组市场的装机容量将同步增长。
这主要得益于亚洲和北美这些世界上最大的电力市场对超超临界机组的巨大需求。
2.市场收入超超临界机组市场的市场收入也是一个重要的指标。
随着装机容量的增加,市场收入也在迅速增长。
作为一种高附加值的产品,超超临界机组的价格相对较高,因此市场收入也相应增加。
3.市场份额市场份额是衡量超超临界机组厂商在市场上的竞争力的指标。
目前,市场上有许多厂商竞争超超临界机组市场份额,其中一些公司在市场上占据主导地位。
然而,随着新厂商的进入,市场份额分布可能会发生变化。
市场推动因素超超临界机组市场的增长主要受到以下几个因素的推动:1.环境法规全球各地对温室气体排放的法规越来越严格,这推动了电力行业对更高效、低排放设备的需求,从而促使超超临界机组市场的增长。
2.能源需求全球对能源的需求快速增长,尤其是在亚洲等快速发展的地区。
超超临界机组具有高效的发电能力,能够满足不断增长的能源需求。
3.技术进步超超临界机组技术不断创新和改进也推动了市场的增长。
新技术的应用使得超超临界机组更加可靠、高效,满足了电力行业对于更先进设备的需求。
市场挑战超超临界机组市场虽然发展迅猛,但仍然面临着一些挑战:1.高投资成本超超临界机组的投资成本相对较高,这对一些发展中国家来说可能是一个挑战。
超临界机组发展和现状概要

第二阶段(上世纪80年代)
以材料技术发展为中心,超超临界机组处于调整期。锅炉和汽轮机材料性 能大幅度提高,电厂水化学方面的认识更趋深入,美国对已投运的超临界 机组进行大规模的优化和改造,形成了新的结构和新的设计方法,使可靠 性和可用率指标达到甚至超过了相应的亚临界机组。其后,美国将超临界 技术转让给日本,GE公司转让给东芝和日立公司,西屋公司转让给三菱 公司。
(超超临界是我国的一种划分,也称为优化的或高效的 超临界参数,一般认为蒸汽压力大于25MPa,蒸汽温 度高于580℃为超超临界状态。世界上尚未有统一的规 范。在中国电力行业,蒸汽参数达到27MPa/580℃ /600℃以上的高效超临界机组,属于超超临界机组。)
第15页/共45页
2 超临界机组特点
1)最大优势:能够大幅度提高循环热效率,降低发电煤耗。 • 亚临界机组(16~17Mpa、538/538℃),净效率约为37
• 绝热膨胀过程:从锅炉出来的过热蒸汽导入汽轮机中,在其中膨胀做功 (汽轮机带动发电机转动发出电能);
• 定压放热过程:在汽轮机内作完功的乏汽,排入凝汽器内,在循环水的冷 却下放出它的汽化潜热,定压凝结成饱和水;
• 凝汽器内的凝结水重又通过凝结水泵和给水泵送入锅炉加热蒸发从而完成 了循环。
第9页/共45页
5)控制系统复杂
• 无汽包、锅炉动态特性受扰动影响比汽包式锅炉大;
• 有时会在亚临界压力范围内运行,由于亚-超临界区工质特性的巨大差异,使超临界机 组呈现很强的非线性特性和变参数特性,远比常规的亚临界机组难于控制
• 超临界机组蓄热量和蓄质量相对亚临界小,负荷调节的灵敏性好,可实现快速启停和调 节负荷,但是对扰动响应快,反而更容易出现较大的热偏差。
国际700℃燃煤超超临界发电技术研发进展
p l a n . Gr e a t p r o g r e s s h s a b e e n a c h i e v e d i n t h e s t u d y o f h i g h t e mp e r a t u r e ma t e i r a l s nd a k e y p a r t s o f 7 0 0 ̄ C c o l a i f r e d g e n e r a t i o n t e c h n o l o g y i n
林 永 明
LI N Yo n g -mi n g
( 广西电力 工业勘察设计研究 院 ,南 宁
5 3 0 0 2 3 )
( G u a n g x i E l e c t r i c P o w e r I n d u s t r y I n v e s t i g a t i o n D e s i g n a n d R e s e a r c h I n s t i t u t e ,N a n n i n g 5 3 0 0 2 3 ,C h i n a )
摘要: 7 0 0  ̄ C 等级先进超超临界机组 的研发 , 从1 9 9 8年欧洲实施 A D 7 0 0计划开始 , 之后美 国、 E t 本 等国相继实施 本国计划 , 至今 已有 1 4年的时间。 在7 0 0  ̄ C 燃煤发 电技术高温材料研究和关键部件研 制进展上 , 日本 、 欧洲和美 国均 已取得重要 进展 。 就欧 洲、 日 本、 美 国等 国在 7 0 0  ̄ C 超超临界燃煤 发电技术研发领域的最新进展情况进行 介绍 , 以便更好地 推进 我国 7 0 0  ̄ C 超超临界燃
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
700℃超超临界燃煤发电机组发展情况概述(一)目前,在整个电网中,燃煤火力发电占70%左右,电力工业以燃煤发电为主的格局在很长一段时期内难以改变。
但是,燃煤发电在创造优质清洁电力的同时,又产生大量的排放污染。
为实现2008年G8(八国首脑高峰会议)确定的2050年CO2排放降低50%的目标,提高效率和降低排放的发电技术成为欧盟、日本和美国重点关注的领域。
洁净燃煤发电技有几种方法,如整体煤气化联合循环(IGCC)、增压流化床联合循环(PFBC)及超超临界技术(USC)。
目前,超超临界燃煤发电技术比较容易实现大规模产业化。
超超临界燃煤发电技术经过几十年的发展,目前已经是世界上先进、成熟达到商业化规模应用的洁净煤发电技术,在不少国家推广应用并取得了显著的节能和改善环境的效果。
据统计,目前全世界已投入运行的超临界及以上参数的发电机组大约有600余台,其中美国约有170台,日本和欧洲各约60台,俄罗斯及原东欧国家280余台。
目前发展700℃超超临界发电技术领先的国家主要是欧盟、日本和美国等。
700℃超超临界机组作为超超临界机组未来发展方向,本文对其发展情况进行概述,供参考。
一、概念燃煤发电机组是将煤燃烧产生的热能通过发电动力装置(电厂锅炉、汽轮机和发电机及其辅助装置等)转换成电能。
燃煤发电机组主要由燃烧系统(以锅炉为核心)、汽水系统(主要由各类泵、给水加热器、凝汽器、管道、水冷壁等组成)、发电系统(汽轮机、汽轮发电机)和控制系统等组成。
燃烧系统和汽水系统产生高温高压蒸汽,发电系统实现由热能、机械能到电能的转变,控制系统保证各系统安全、合理、经济运行。
燃煤发电机组运行过程中,锅炉内工质都是水,水的临界点压力为22.12MPa,温度374.15℃;在这个压力和温度时,水和蒸汽的密度是相同的,就叫水的临界点。
超临界机组是指主蒸汽压力大于水的临界压力22.12 MPa的机组,而亚临界机组是指主蒸汽压力低于这个临界压力的机组,通常出口压力在15.7~19.6 MPa。
习惯上,又将超临界机组分为两个类型:一是常规超临界燃煤发电机组,其主蒸汽压力一般为24兆帕左右,主蒸汽和再热蒸汽温度为566~593℃;二是超超临界燃煤发电机组,其主蒸汽压力为25~35 MPa 及以上,主蒸汽和再热蒸汽温度一般600℃以上,700℃超超临界燃煤发电机组是超超临界发电技术发展前沿。
在超临界与超超临界状态,水由液态直接成为汽态,即由湿蒸汽直接成为过热蒸汽、饱和蒸汽,热效率较高,因此,超超临界机组具有煤耗低、环保性能好和技术含量高的特点,且温度越高,热效率越高,煤耗越少。
例如,与600℃超超临界发电技术相比,700℃超超临界燃煤发电技术的供电效率将提高至50%,每千瓦时煤耗可再降低近70克,二氧化碳排放减少14%。
不同参数燃煤发电机组的热效率和煤耗参数名称蒸汽温度(℃)蒸汽压力(MPa)热效率(%)煤耗(g/kWh)中温中压435 35 24 480高温高压500 90 33 390超高压535 13 35 360亚临界545 17 38 324超临界566 24 41 300超超临界600 27 43 284700℃超超临界700 35 46以上210二、700℃超超临界燃煤发电技术发展情况1.发展方向。
我国自1993年开始研究超超临界发电技术,目前经历了17年的发展历程,成功开发了600℃和625℃两个温度等级的先进铁素体材料。
与超临界相比,超超临界发电技术的热效率提高了2%,每千瓦时煤耗降低了16克。
由于先进铁素体材料性能的限制,超超临界燃煤发电技术只是洁净燃煤发电技术发展的初级阶段,尚不能达到与IGCC 竞争的目标。
因此,以奥氏体及镍合金材料为基础的700℃超超临界燃煤发电技术是洁净燃煤发电技术和装备的根本出路。
2.所用材料。
按照参数和材料划分,燃煤发电技术和产品百年发展可划分为三个里程碑:①常规铁素体材料经历了近百年的发展历程,达到超临界参数——压力24.2MPa,温度566℃;② 1993年以先进铁素体材料为基础的洁净燃煤技术发展起来,被视为600℃超超临界的发展阶段;③今后将迎来洁净燃煤发电技术发展最为关键的第三阶段,即奥氏体及镍合金材料为基础的700℃超超临界燃煤发电设备的产业化,起步参数压力≥35MPa,温度≥700℃。
各类别燃煤发电技术指标发电技术超临界超超临界700℃超超临界汽轮机材料常规铁素体钢先进铁素体钢9%~10%Cr 奥氏体及镍合金材料锅炉材料9%~18%Cr 18%~25%Cr参数24.2MPa 25~30MPa≥35 MPa ≥700℃/720℃降低热耗和CO2排放基准 1.8%~4.2% ≥10%电厂热效率41% 43% 46%以上经济效益(元)基准 1.6~3.8亿9~13.5亿3.参数选择。
700℃超超临界燃煤发电机组三个国际研发计划中,设定的最低起步参数为压力≥35 MPa,温度≥700℃/720℃。
以欧盟AD700的17年计划为例,其发展目标为37.5MPa/705℃/700℃,西门子样板示范机组的参数为35 MPa/700℃/720℃;日本2008年开始的九年发展700℃超超临界计划中确定2016年完成35MPa/700℃/720℃/720℃产品的设计,2020年达到750℃,及进一步800℃的目标;美国AD760计划确定的起步参数更高,为37.9MPa/732℃/760℃。
我国确定的起步压力参数为35~37.5 MPa,温度为700℃/720℃。
4.机组容量。
由于汽缸排气能力等因素,700℃超超临界机组的单机容量将受到限制。
例如,日本确立的机组容量为650MW,欧洲超临界机组采用单轴承支撑,可采用更多汽缸,机组的容量在400~1000MW。
5.技术难点。
燃煤电厂蒸汽参数达到700℃需要解决一系列的技术问题:高温材料的研发及长期使用的性能;大口径高温材料管道的制造及加工工艺;高温材料大型铸、锻件的制造工艺;锅炉、汽轮机设计、制造技术;高温部件焊接材料研发及焊接工艺;高温材料的检验技术;机组初参数选择、系统集成设计及减少高温管道用量的紧凑型布置设计。
三、700℃超超临界燃煤发电机组国际研发计划700℃超超临界燃煤发电技术将全面提升燃煤发电设备的设计和制造水平,为制造厂和电厂换来巨大的经济效益。
为此,欧盟、日本和美国均采取由政府组织电力用户、毛坯和原材料的供应商及设备制造公司联合开发的方式,制定了长期的700℃超超临界发电技术和设备的发展计划,使超超临界机组朝着更高参数的技术方向发展。
目前,国际上700℃超超临界燃煤发电机组研发计划主要有三个:欧洲AD700的17年计划(1998~2014);日本的A-USC的9年计划(2008~2016);美国的A-USC的15年计划(2001~2015)。
1.欧盟AD700计划欧盟在确定洁净燃煤发电节能减排的发展战略中,偏重于燃煤火力发电,因此,早在1998年就开始执行由丹麦ELSAM电力公司负责,组织欧盟45家公司参加的700℃超超临界AD700发展计划,计划2013年完成。
关键部件将采用镍基合金,热效率由目前最好水平的47%提高到预期的52%~55%,CO2排放降低15%。
项目要解决的主要问题是研发满足运行条件的成熟高温材料,并通过优化设计降低建造成本。
2014年将在欧洲建立第一个参数为35MPa,700℃/720℃的示范电厂。
AD700发展计划是目前世界上进展最快,并唯一有示范电厂的700℃超超临界发电计划,AD700项目分六个阶段实施,具体内容如下:1)第一阶段是可行性研究和材料基本性能研究(1998~2002)。
内容包括新材料开发、设备部件设计和研究AD700计划的技术经济可行性三个方面,取得成果如下:确定了所需材料;开始材料性能试验且多数已完成;热力计算结果取得了一致;可行性研究证明了项目竞争力;完成了新的锅炉设计,减少了镍基合金的使用量。
2)第二阶段是材料验证和初步设计(2002~2004)。
取得成果如下:关键部件的设计和测试;对设计进行优化,进一步减少镍基合金用量;完成第三阶段所需试验台的概念设计;一家商业运营电厂的策划。
3)第三阶段是建造试验装置(2004~2009)。
为此,九家主要欧洲发电企业组成了Emax集团,决定和有关委员会分担建造试验装置的成本。
试验装置的第一个方案是,计划对炉壁、过热器、带高压旁路和安全阀的蒸汽管道进行全尺寸示范,并由Siemens和Alston两家汽轮机制造商分别制造一台高压汽轮机。
这一试验装置原本将对汽/水循环的所有主要部件进行全尺寸示范,并可使AD700技术的商业化时间缩短五年左右。
项目计划在E.ON的Scholven电厂F机组上安装一个规模较小的部件试验装置(CTF)。
除汽轮机之外,CTF包含的部件和全尺寸试验装置相同,但尺寸较小。
CTF的运行温度将达到700℃。
汽轮机阀门由Siemens和Alston 联合制造。
4)第四阶段、第五阶段和第六阶段是全尺寸电厂示范(E.ON电力公司,2009~2014)。
2006年10月31日,德国E.ON公司宣布建造700℃的示范电厂。
2007年9月确定机组容量为500MW左右,2008年底完成设计,2010年开始建设,2014年投入运行。
机组净效率为50%以上,投资10亿欧元。
但从2009年起未见有关该项目的官方报导,2010年的E.ON在建电厂列表也未见该项目。
2.日本A-USC计划日本在2008年G8会议之后,针对2050年CO2减排50%的目标,提出了“冷地球计划”,列出重点发展的21个技术领域,洁净燃煤发电技术列为六个能源供给技术中的一个。
随后于2008年推出了日本700℃超超临界发电技术和装备的九年发展计划“先进的超超临界压力发电(A-USC)”(2008~2016年)项目。
由日本政府组织材料研究、电力及制造厂联合进行700℃超超临界装备的研发工作,明确在2015年达到35MPa/700℃/720℃以及2020年实现750℃/700℃超超临界产品的开发目标。
项目内容包括系统设计,锅炉、汽轮机、阀门技术开发、材料长时性能试验和部件的验证等。
为了实现CO2减排要求,对现有大量超临界机组,日本提出25MPa 不变,采取700℃的一次再热USC+AUSC改造方案,实现整个日本燃煤电厂的升级换代。
此计划没有样机,其技术路线是在反动式的实验透平完成所有产品必须的材料部套试验后,直接推广到具体产品。
目前项目处于初期阶段。
计划分工及进度情况:(2008~2012)主要部件及工艺实验;(2012~2016)锅炉部套及小汽轮机制造及实验。
阀门工作参与研制单位有日立、三菱、东芝和福士等;锅炉参与研制单位有Babcock、IHI、三菱、国家材料研究中心等;汽轮机参与研制单位有日立、三菱和东芝等。