国外700℃超超临界燃煤发电技术发展介绍
700℃超超临界燃煤发电机组发展情况概述
700℃超超临界燃煤发电机组发展情况概述(一)目前,在整个电网中,燃煤火力发电占70%左右,电力工业以燃煤发电为主的格局在很长一段时期内难以改变。
但是,燃煤发电在创造优质清洁电力的同时,又产生大量的排放污染。
为实现2008年G8(八国首脑高峰会议)确定的2050年CO2排放降低50%的目标,提高效率和降低排放的发电技术成为欧盟、日本和美国重点关注的领域。
洁净燃煤发电技有几种方法,如整体煤气化联合循环(IGCC)、增压流化床联合循环(PFBC)及超超临界技术(USC)。
目前,超超临界燃煤发电技术比较容易实现大规模产业化。
超超临界燃煤发电技术经过几十年的发展,目前已经是世界上先进、成熟达到商业化规模应用的洁净煤发电技术,在不少国家推广应用并取得了显著的节能和改善环境的效果。
据统计,目前全世界已投入运行的超临界及以上参数的发电机组大约有600余台,其中美国约有170台,日本和欧洲各约60台,俄罗斯及原东欧国家280余台。
目前发展700℃超超临界发电技术领先的国家主要是欧盟、日本和美国等。
700℃超超临界机组作为超超临界机组未来发展方向,本文对其发展情况进行概述,供参考。
一、概念燃煤发电机组是将煤燃烧产生的热能通过发电动力装置(电厂锅炉、汽轮机和发电机及其辅助装置等)转换成电能。
燃煤发电机组主要由燃烧系统(以锅炉为核心)、汽水系统(主要由各类泵、给水加热器、凝汽器、管道、水冷壁等组成)、发电系统(汽轮机、汽轮发电机)和控制系统等组成。
燃烧系统和汽水系统产生高温高压蒸汽,发电系统实现由热能、机械能到电能的转变,控制系统保证各系统安全、合理、经济运行。
燃煤发电机组运行过程中,锅炉内工质都是水,水的临界点压力为22.12MPa,温度374.15℃;在这个压力和温度时,水和蒸汽的密度是相同的,就叫水的临界点。
超临界机组是指主蒸汽压力大于水的临界压力22.12 MPa的机组,而亚临界机组是指主蒸汽压力低于这个临界压力的机组,通常出口压力在15.7~19.6 MPa。
700℃超超临界发电技术开发进展概况

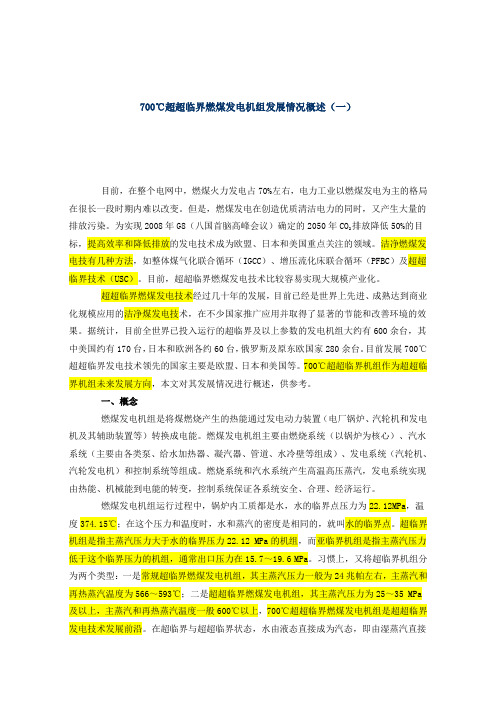
Advanced Austenitic Alloys (Super 304H, 347HFG, NF709, etc.)
700
o
Average Temperature for Rupture in 100,000 hours ( C)
25
Stress (ksi)
Minimum Desired Strength at Application Temperature
Source: Saarschmiede
7
1. 欧洲 AD700计划
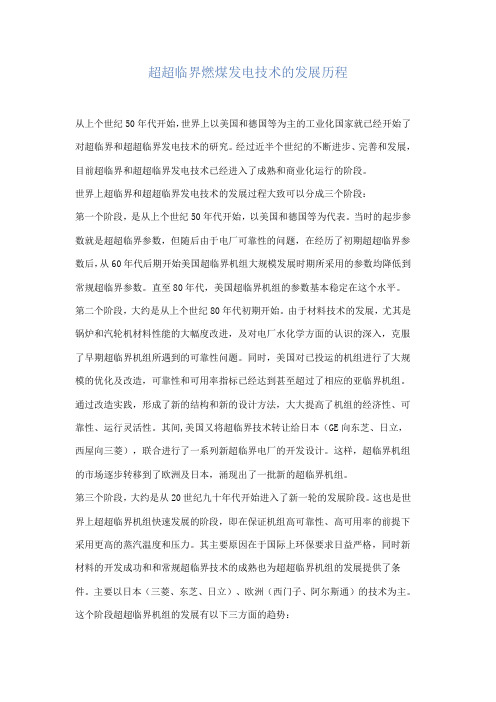
热挤成型的镍基合金 263管子 ( I.D. 310 x 67 mm)
310 x 67 mm Extrusion by Wyman & Gordon, Livingstone, Scotland
8
1. 欧洲 AD700计划
阀门锻件
Average Temperature for Rupture in 100,000 hours ( F)
500 1100 1200 1300 1400 70 Inconel 740 300 CCA617 Std. 617
o
Nickel-Based Alloys
Haynes 282
50
Stress (MPa)
Ferritic steel
17
1. 欧洲 AD700计划
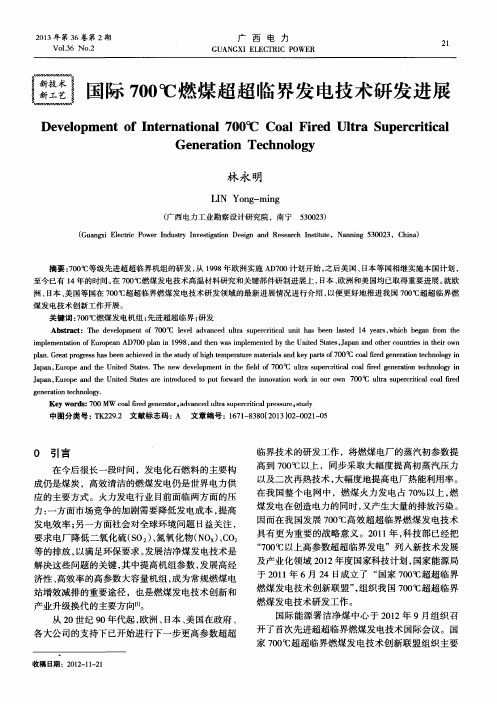
Thermie 1000 MW DR: IP Turbine 汽轮机中压缸
10 % Cr steel
Ni base alloy
18
1. 欧洲 AD700计划
1.6 示范机组方案
• 蒸汽压力 • 蒸汽温度 • 再热蒸汽温度 35.0 MPa 700 ℃ 720 ℃
700℃高效超超临界火力发电技术发展的概述

700℃高效超超临界火力发电技术发展的概述徐炯;周一工【摘要】论述了700℃高效超超临界技术的发展状况,700℃高效超超临界技术在高效超超临界火力发电中的应用具有巨大的节能减排效益及市场前景,是极具竞争力的新一代装备.欧洲、日本和美国的高效超超临界计划均已大规模开展,并且取得了丰硕的成果.结合我国的国情,电力行业仍然以燃煤发电为主,并且具有丰富的超超临界机组设计运行经验,这些都使得我国发展高效超超临界技术具有更为重要的战略意义.同时,分析了我国发展700℃超高温技术的瓶颈,提出了合理的发展建议.【期刊名称】《上海电气技术》【年(卷),期】2012(005)002【总页数】5页(P50-54)【关键词】700℃高效超超临界;镍基耐热合金;奥氏体钢【作者】徐炯;周一工【作者单位】上海电气电站集团,上海201199;上海电气电站集团,上海201199【正文语种】中文【中图分类】TK229.2随着全球温室效应的日益加剧以及煤炭等化石燃料的日渐紧缺,如何进一步提高燃煤电站效率,减少二氧化碳(CO2)排放成为全社会越来越关注且亟待解决的问题。
火力发电行业目前面临两方面的压力,一方面市场竞争的加剧需要降低发电成本,提高发电效率;另一方面社会对全球环境问题日益关注,要求电厂降低二氧化硫(SO2)、氮氧化物(NOx)、CO2 等的排放,满足环保要求。
发展洁净煤发电技术是解决这些问题的关键,主要可以通过两个方法得以实现:其一是开发利用新的高效发电技术,如整体煤气化联合循环(Integrated Gasification Combined Cycle,IGCC)发电等;其二是基于常规的发电系统,提高机组的蒸汽参数,使机组达到超超临界(Ultra Supercritical,USC),发展高经济性、高效率的高参数大容量机组,到目前为止超超临界机组在国际上已相当普及。
提高机组参数成为常规燃煤电站增效减排的重要途径,也是燃煤发电技术创新和产业升级换代的主要方向[1]。
欧洲先进超超临界火电计划(AD 700 project)

JB RISOE 20-05-2003
Emax Initiative
• The background is an expected huge need in Europe to replace plants which are more than 40 years old around 2010. • The goal is to have the AD700 technology ready for commericial plants as early after 2010 as possible.
ADV 700
375bar/700/720/720!C
Inner Diameter = 255 mm
Inner Diameter = 230 mm
Inner Diameter = 175 mm
X20CrMoV121 WT = 58 mm
P91 WT = 60 mm
Super Alloy WT = 42 mm
JB RISOE 20-05-2003
The AD 700 cycle
720°C
350 bar 700°C HP IP LP G
A8
A6 A5 A2
A4
A3
A1
40 mbar ECO 350°C A7
Net Efficiency ! 50-51%
JB RISOE 20-05-2003
Compact Design. Twin Tower Boiler by ALSTOM.
Effects of co-firing
1200 1100 1000
CO2 emission (g/kWh)
10% biom ass
100% coal
超超临界燃煤发电技术的发展历程
超超临界燃煤发电技术的发展历程从上个世纪50年代开始,世界上以美国和德国等为主的工业化国家就已经开始了对超临界和超超临界发电技术的研究。
经过近半个世纪的不断进步、完善和发展,目前超临界和超超临界发电技术已经进入了成熟和商业化运行的阶段。
世界上超临界和超超临界发电技术的发展过程大致可以分成三个阶段:第一个阶段,是从上个世纪50年代开始,以美国和德国等为代表。
当时的起步参数就是超超临界参数,但随后由于电厂可靠性的问题,在经历了初期超超临界参数后,从60年代后期开始美国超临界机组大规模发展时期所采用的参数均降低到常规超临界参数。
直至80年代,美国超临界机组的参数基本稳定在这个水平。
第二个阶段,大约是从上个世纪80年代初期开始。
由于材料技术的发展,尤其是锅炉和汽轮机材料性能的大幅度改进,及对电厂水化学方面的认识的深入,克服了早期超临界机组所遇到的可靠性问题。
同时,美国对已投运的机组进行了大规模的优化及改造,可靠性和可用率指标已经达到甚至超过了相应的亚临界机组。
通过改造实践,形成了新的结构和新的设计方法,大大提高了机组的经济性、可靠性、运行灵活性。
其间,美国又将超临界技术转让给日本(GE向东芝、日立,西屋向三菱),联合进行了一系列新超临界电厂的开发设计。
这样,超临界机组的市场逐步转移到了欧洲及日本,涌现出了一批新的超临界机组。
第三个阶段,大约是从20世纪九十年代开始进入了新一轮的发展阶段。
这也是世界上超超临界机组快速发展的阶段,即在保证机组高可靠性、高可用率的前提下采用更高的蒸汽温度和压力。
其主要原因在于国际上环保要求日益严格,同时新材料的开发成功和和常规超临界技术的成熟也为超超临界机组的发展提供了条件。
主要以日本(三菱、东芝、日立)、欧洲(西门子、阿尔斯通)的技术为主。
这个阶段超超临界机组的发展有以下三方面的趋势:1)蒸汽压力取得并不太高,多为25MPa左右,而蒸汽温度取得相对较高,主要以日本的技术发展为代表。
700℃先进超超临界燃煤机组系统设计及配套辅机发展趋势综述

700℃先进超超临界燃煤机组系统设计及配套辅机发展趋势综述摘要:700℃先进超超临界技术还处在本体材料的突破阶段,在系统方面研究较少,国内外仅有部分理论研究。
根据现有的研究开发情况,提前对700℃高超超临界机组的系统设计、布置及配套辅机的发展趋势进行论述,为今后700℃高超超临界机组的设计作理论铺垫。
关键词:700℃;燃煤发电;系统设计;机组布置0引言:2020年我国提出中国二氧化碳排放力争于2030年前达到峰值,努力争取2060年前实现碳中和。
我国能源转型要实现碳达峰、碳中和其中一个重要工作是构建清洁低碳安全高效的能源体系。
700℃先进超超临界燃煤机组技术若能成功排放[1],在夯实煤电在能源体系中的商运,将进一步提高燃煤发电效率,降低CO2安全性作用同时,进一步降低燃煤机组的碳排放。
因此有必要对700℃先进超超临界燃煤机组系统设计、布置及配套辅机选型等进行提前研究。
1.机组容量:关于700℃先进超超临界技术未来应用于哪一个容量等级的火电厂,目前国内外均还没有相关定论。
欧洲预期建立的示范电厂为500MW容量,各大厂商也多以400MW、500MW容量进行研究。
但是这只是试验研究、示范阶段的初步研究应用,而700℃先进超超临界技术成熟和商业化后,考虑到镍基材料的价格,该技术应用于660MW容量以下这个等级机组显然是不合适的。
目前我国火力发电1000MW级机组成为主力和带基本负荷机组,因此以后700℃先进超超临界技术要在我国应用一般应在百万兆瓦及以上容量机组上,预计可能将应用到1300MW以上机组。
商业化时间:目前欧洲的700℃先进超超临界技术研究开展最早,预计2018年建立起示范电厂。
但是,据了解,近年欧洲在相关方面的研究放慢了脚步,可能是因为镍基材料特性没有完全掌握,部分试验材料的焊缝有裂纹产生,因此从时间上来说,即使今后几年700摄氏度技术发展顺利,也很难在短期内实现商业化。
700℃技术用到镍基材料,而镍基材料十分昂贵。
超临界超超临界发电技术的发展和现

国外先进的超临界超超临界机组已经实现了高效、低污染的运行,为全球能源结构 的优化和环境保护做出了贡献。
国内发展现状
我国在超临界超超临界发电技术方面也 取得了显著进展,国内多个大型发电企 业已经掌握了这一技术,并成功投运了
投资成本
运行维护
超临界超超临界发电技术的运行和维 护需要专业人员和技术支持,对人员 素质和技能要求较高。
超临界超超临界发电技术的设备成本 较高,需要大规模投资才能获得回报。
03
CHAPTER
超临界超超临界发电技术发 展现状
国际发展现状
全球范围内,超临界超超临界发电技术已经成为新建火电机组的主流技术,尤其在 大容量、高参数的机组中应用广泛。
案例一:某大型火电厂的应用
总结词
技术成熟、效率高、经济性好
详细描述
某大型火电厂采用超临界超超临界发电技术,具有较高的热效率和较低的煤耗率,同时减少了污染物排放,经济 效益和环保效益显著。
案例二:核能发电的辅助应用
总结词
高效、安全、稳定性好
详细描述
超临界超超临界发电技术在核能发电中作为辅助手段,能够提高核能利用率和安全性,降低核废料的 产生,同时保证稳定的电力输出。
解决方案
通过研发新型材料、优化设备设计和 运行控制技术等手段,提高设备的稳 定性和可靠性。
市场前景与发展规划
市场前景
随着能源结构的转型和环保要求的提高 ,超临界超超临界发电技术具有广阔的 市场前景。
VS
发展规划
政府和企业应加大对超临界超超临界发电 技术的研发投入,推动技术进步和产业升 级,同时制定相关政策,鼓励市场应用。
国际700℃燃煤超超临界发电技术研发进展
p l a n . Gr e a t p r o g r e s s h s a b e e n a c h i e v e d i n t h e s t u d y o f h i g h t e mp e r a t u r e ma t e i r a l s nd a k e y p a r t s o f 7 0 0 ̄ C c o l a i f r e d g e n e r a t i o n t e c h n o l o g y i n
林 永 明
LI N Yo n g -mi n g
( 广西电力 工业勘察设计研究 院 ,南 宁
5 3 0 0 2 3 )
( G u a n g x i E l e c t r i c P o w e r I n d u s t r y I n v e s t i g a t i o n D e s i g n a n d R e s e a r c h I n s t i t u t e ,N a n n i n g 5 3 0 0 2 3 ,C h i n a )
摘要: 7 0 0  ̄ C 等级先进超超临界机组 的研发 , 从1 9 9 8年欧洲实施 A D 7 0 0计划开始 , 之后美 国、 E t 本 等国相继实施 本国计划 , 至今 已有 1 4年的时间。 在7 0 0  ̄ C 燃煤发 电技术高温材料研究和关键部件研 制进展上 , 日本 、 欧洲和美 国均 已取得重要 进展 。 就欧 洲、 日 本、 美 国等 国在 7 0 0  ̄ C 超超临界燃煤 发电技术研发领域的最新进展情况进行 介绍 , 以便更好地 推进 我国 7 0 0  ̄ C 超超临界燃
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、欧洲“ AD700计划”及进展情况
Alloy 617 P 92 Outlet 蒸汽出口
HCM 12
44 parallel tubes 44根平行管子 8,800 mm 13 CrMo44
蒸发管不同温度段所采用的测试材料
23
43 x 48 = 2,046 mm Inlet 给水入口
7 CrMoVTiB 10 10/T 24
33
二、欧洲“ AD700计划”及进展情况
高温段过热器和再热器材料将采用TP347HFG、 Super304H、HR3C、Sanicor25、A617、A740。高 温联箱和管道材料将采用P92、A617、A263。
34
二、欧洲“ AD700计划”及进展情况
值得注意的是,对于700℃锅炉中镍基合金 占锅炉受热面的比例,ALSTOM公司在2012年给出 的资料显示,镍基合金比例有较大幅度上升。一 年前,ALSTOM公司的资料显示,700℃锅炉的奥氏 体不锈钢占24%,镍基合金占16%,这次会上 ALSTOM公司指出,700℃锅炉的奥氏体不锈钢占 15%,镍基合金占29%。相关对比见图。
11
二、欧洲“ AD700计划”及进展情况
▲到目前为止,前二个阶段的目标已经完成。 ▲ 第三阶段完成了多个高温部件验证试验台。包括: 建立在丹麦Esbjerg电厂的过热器试验台、德国Scholven 电厂F机组的COMTES700以及德国GKM的725℃试验台GKM HWT 725 I。前两个试验台已经拆除进行材料分析。2012 年与2013年分别在德国和意大利继续开展GKM HWT II、 ENCIO部件验证试验台高温热部件验证。 ▲第四阶段工作至今没有开展。
1100 500 Inconel 740 300 CCA617 Std. 617 Haynes 282 30 1200 1300 1400 70
o
Nickel-Based Alloys
50
Stress (MPa)
100 80 10 60
40
9-12Cr Creep-Strength Enhanced Ferritic Steels (Gr. 91, 92, 122)
46
三、美国A-USC(760 ℃)计划及进展情况
1种铁素体材料:SAVE12; 2种奥氏体合金钢:HR6W、Super304H; 4种镍基合金钢:Haynes230、Haynes282、 CCA617和Inconel740。 经过30000小时(3.4年)的蠕变强度试验, 只有Haynes282、Inconel740两种经过析出强化的 镍基合金刚能在760℃/35MPa的条件下达到符合要 求的蠕变强度。
Advanced Austenitic Alloys (Super 304H, 347HFG, NF709, etc.)
650 700 750
o
8 6 Haynes 230 800
550
600
Average Temperature for Rupture in 100,000 hours ( C)
Stress (ksi)
41
三、美国A-USC(760 ℃)计划及进展情况 3 美国A-USC(760 ℃)计划 3.1 计划内容及实施进度
(1)2001年,美国能源部提出开发蒸汽参数为 37.9MPa/736℃/760℃的先进超超临界燃煤机组,发电净 效率约48~50%(LHV)。 (2)为实现上述目标美国能源部启动了“超超临界燃煤 电厂锅炉材料”研究计划。 (3)2005年,美国能源部又启动“超超临界燃煤电厂汽 轮机材料”研究计划。
2.2 材料的开发
(1)开发用于运行温度高于650℃的镍基合金,用于末 级过热器和再热器、蒸汽管道、汽轮机高温段部件; (2)开发用于运行温度在600℃~650℃之间的过热器、 再热器用奥氏体钢,减少镍基合金用量; (3)开发用于运行温度在600℃~650℃之间的联箱和连 接蒸汽管道的马氏体钢。
16
38
二、欧洲“ AD700计划”及进展情况
1100MW等级汽轮机的三维模型图和一次再热 汽轮机系统的简单示意图。
39
二、欧洲“ AD700计划”及进展情况
•
高压缸和中压缸的内缸和转子都采用镍基合 金和铁素体钢的焊接。
40
二、欧洲“ AD700计划”及进展情况
2.6 示范电厂建设
欧洲AD700原计划由E.ON公司计划在德国西 北部的Wilhelmshaven建设一台550MW示范机组, 简称“50plus”工程。主蒸汽参数为35MPa、 700℃,再热热段参数为8MPa、720℃。全厂热效 率>50%,标准煤耗<246g/kWh,CO2排放量 670g/kWh。
6
二、欧洲“ AD700计划”及进展情况
2、欧盟的“AD700计划”
2.1 计划内容和进度
阶段 1A 1B 2A 2B 3 4 内容 可行性研究 材料性能示范 部件示范准备 材料性能示范 部件示范 全尺寸示范电厂
整个计划为17年(1998~2014年)
98 99 00 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15
12
二、欧洲“ AD700计划”及进展情况
组织和资金支持
第一、二阶段组织结构图
计划协调委员会
协调人 Elsam Tech-Wise A/S
锅炉研发组 Babcock Borsig Power Energy
Alstom Power Boiler KBMA Nederland Siemens A.G. Babcock Borsig ...
国外700℃超超临界燃煤发电 技术发展情况简介
内 容
一、前言 二、欧盟“AD700计划”及进展情况 三、美国A-USC(760 ℃)计划及进展情况 四、日本A-USC计划及进展情况 五、结论
2
一、 前言
提高机组参数是改善机组效率最有效的途径之 一,600℃等级超超临界发电技术成熟后,欧洲、美 国和日本先后启动了蒸汽温度达到700℃以上的先进 超超临界发电技术研究计划,目标是使发电效率达到 50%以上,为下一代火电装备的更新提供技术支持, 以减少温室气体和其它污染物排放。
13
二、欧洲“ AD700计划”及进展情况
第3阶段: 总预算为1520万欧元,其中欧盟煤炭与钢铁 研发基金(RFCS)提供了40%的资金,57%来自于 Emax企业联合体,3%由设备供货商承担。
14
二、欧洲“ AD700计划”及进展情况
第三阶段组织结构图
15
二、欧洲“ AD700计划”及进展情况
二、欧洲“ AD700计划”及进展情况
锅炉材料开发目标:
(1)105h蠕变断裂强度达到100MPa; (2)具有较好的抗蒸汽氧化性能; (3)具有较好的抗烟气腐蚀性能; (4)具有较好的冷热加工性能。
17
二、欧洲“ AD700计划”及进展情况
锻造和机 加的镍基 合金617钢 管 (o.D. 220 mm x 50 mm)
5、6 运行与经验反馈
欧盟的“AD700计划”目标是在2014年左右建成一座蒸汽参数为 35MPa/700℃/720℃的燃煤示范电厂。
10
二、欧洲“ AD700计划”及进展情况
第一阶段:可行性研究和材料性能试验(1998-2004) 第二阶段:材料性能测试和示范电站准备(2002-2006) 第三阶段:部件示范,简称COMTES700(2004-2009) 第四阶段:“50plus”示范电厂建设
20
二、欧洲“ AD700计划”及进展情况
2.3 COMTES700部件验证试验
COMTES700测试系统图
21
二、欧洲“ AD700计划”及进展情况
COMTES700计划的测试材料和测试温度
测试部件 蒸发管 测试温度 410°C—610°C 测试材料 T24、HCM12、A 617 DMV310N、HR3C、 过热器 580°C—705°C A617 A740、A174 (Sanicro25) 13CrMo44、 上联箱、主管道 410°C—705°C 10CrMo910、P91、P92、 A617、A263 汽机调节阀 705°C A625
29
二、欧洲“ AD700计划”及进展情况
同时为了改善A617材料性能,欧洲研发了 A617B新材料,即:在A617中加20-50ppm的硼元素, 硼能增加抗蠕变强度及提高热塑性,但随着硼组 份的增加,可焊性变差。欧方专家认为A617B可以 用于制造大口径高温热部件(联箱、主蒸汽管、 阀门、汽机高温部件等)。
35
一年前,ALSTOM公司的资料
二、欧洲“ AD700计划”及进展情况
36
二、欧洲“ AD700计划”及进展情况
37
二、欧洲“ AD700计划”及进展情况
2.5 汽轮机技术开发
ALSTOM公司说明,其设计的550MW和 1100MW700℃汽轮机与其常规的超超临界汽轮机在 技术上没有变化,只是针对蒸汽参数的提高采用 了合适的材料。
18
二、欧洲“ AD700计划”及进展情况
热挤成型的镍基合金263管材,310 x 67 mm
Extrusion by Wyman & Gordon, Livingstone, Scotland
19
二、欧洲“ AD700计划”及进展情况
阀门锻件
Candidate materials for 700°CTechnology Alloy 617B Alloy 617occ Alloy 263 HR6W Ni-based alloys
二、欧洲“ AD700计划”及进展情况
16根平行管子
吹灰
防护套管
过热器不同温度段所采用的测试材料
24
二、欧洲“ AD700计划”及进展情况