机械工艺夹具毕业设计130机械工艺设计——拨叉设计说明书
拨叉设计毕业设计说明书
目录第一章第一节第二节第三节第四节第五节第二章第一节第二节第三节第四节第五节第三章第一节第二节第三节第四节第五节第四章第一节第二节第三节第四节第五节第一章拨叉的工艺规程设计第一节拨叉的工艺分析及生产类型的确定一、拨叉的用途和主要工作面分析该拨叉位于某机器变速箱的换挡机构中,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的φ20孔与操纵机构相连,二下方的φ113半圆孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
两件零件铸为一体,加工时分开。
该拨叉在改换档位时要承受弯曲应力和冲击载荷的作用,因此该零件应具有足够的强度、刚度和韧性,以适应拨叉的工作条件。
该零件的主要工作φ)和叉脚底面,在设计工艺规程的过程表面为叉脚两端面、叉轴孔(208H中要重点予以保证。
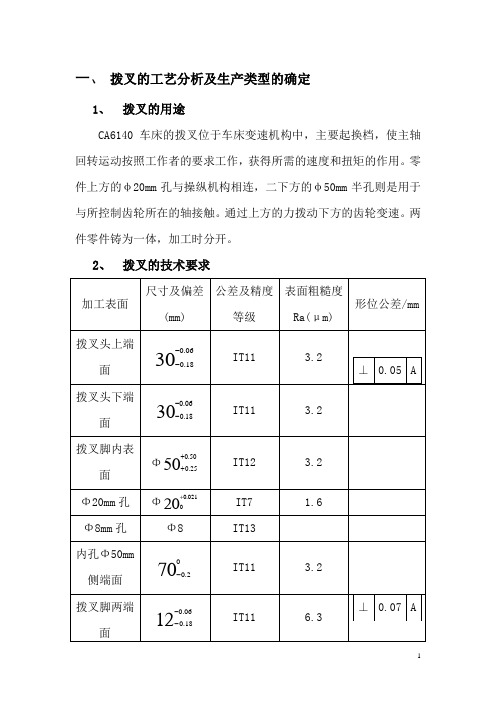
二、拨叉的技术要求零件的材料为6003QT-,零件质量1.12kg。
该拨叉形状特殊,结构复杂,属典型叉杆类零件。
为实现换挡变速的功能要求,其叉轴孔与变速叉轴有配合要求,因此加工精度较高。
叉脚两端面在工作过程中需要承受冲击载荷,为增强其耐磨性,该表面要求淬火处理,硬度为48 ~ 58 HRC。
为此,把拨叉的各项技术要求如下:三、拨叉的工艺性审查分析零件图可知拨插头两端面和叉脚两端面均要求切削加工,并在轴向方向上均高于相邻表面,这样既减少了加工面积,又提高了换挡时叉脚端面的接触刚度;零件除主要工作表面外其余工作表面加工精度均要求不高,不需要高精度机床加工,通过铣削、钻床的加工就可以达到加工要求;而主要工作表面虽然加工精度要求较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来。
由此可知,该零件的工艺性较好。
四、拨叉的生产类型此零件的生产类型为大量生产。
第二节确定毛坯并绘制毛坯图一、选择毛坯考虑到零件的工作要求和加工经济性,零件毛坯选择铸件,砂型铸造。
二、确定毛坯的尺寸公差和机械加工余量三、绘制拨叉的铸造毛坯简图图xx 拨叉铸造毛坯简图第三节拨叉工艺路线的拟定一、定位基准的选择1,精基准的选择根据拨叉零件的技术要求,选择拨叉左端面和叉轴孔作为精基准,,零件上的很多表面都可以采用他们作基准进行加工,即遵循了“基准统一”的原则。
拨叉工艺设计说明书.

序舌为期两周的机械制造工艺学课程设计已经接近尾声,回顾整个过程,在老师的指导下我们取得了可喜的成绩,课程设计作为机械制造工艺学、机床夹具设计课程的重要环节,使理论与实践更加接近,加深了理论知识的理解,强化了生产实习中的感性认识。
主要是CA6140车床拨义的选择与设计。
本设计采用了快速螺旋定位和夹紧机构,从而大大提高了由于钻、扩、绞孔而频繁换钻套的生产效率,夹具的加工精度都采用普通级,充分考虑了制造成本。
本设计的缺点是操作需要人力,所以在生产自动化方面有待改进。
本次课程设计主要经历了两个阶段:第一阶段是机械加工工艺规程设计,第二阶段是专用夹具设计。
使我们基本掌握了零件的加工过程分析、工艺文件的编制、专用夹具设计的方法和步骤,以及学会了查阅相关手册、选择使用工艺装备等等。
总的来说,通过课程设计培养了我们综合运用机械制造工艺学及相关专业课程的理论知识,结合金工实习、生产实习中学到的实践知识,独立地分析和解决机械加工工艺问题,初步具备设计一个中等复杂程度零件的工艺规程的能力。
让我们初步具备设计保证加工质量的高效、省力、经济合理的专用夹具的能力。
掌握从事工艺设计的方法和步骤,提高了思考、解决问题创新设计的能力,为学生今后进行毕业设计和以后的设计、生产工作打下了良好的基础。
由于本人水平有限,设计编写时间也比较仓促,在我们设计的过程中会遇到一些技术和专业知识其它方面的问题,再加上我们对知识掌握的程度,所以设计中我们的设计会有一些不尽如人意的地方,为了共同提高今后设计设计的质量,希望在考核和答辩的过程中得到各位指导老师的谅解与批评指正,不胜感激之至。
一、零件的分析(一)零件的作用题目所给的零件是CA6140车床的拨义。
它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的4 25孔与操纵机构相连,二下方的 4 60半孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
拨叉设计说明书

拨叉设计说明书机械制造工艺学课程设计说明书题目: 设计“CA6140车床”拨叉零件的机械加工工艺规程(中批量生产)生产纲领:5000件/年技术资料:实用工人设计手册内容: 1.零件图一张 2毛坯图一张3.机械制造加工工艺过程草图一份4.机械制造加工工艺过程综合卡片一张5.课程设计说明书一份序言机械制造工艺学是以机械制造中的工艺问题为研究对象,实践性较强的一门学科,通过对此门学科的课程设计,使我在下述各方面得到了锻炼:⒈能熟练运用机械制造工艺学课程中的基本理论以及在生产实习中学到的实践知识,正确的解决一个零件在加工中的定位、夹紧以及工艺路线的安排、工艺尺寸的确定等问题,保证零件的加工质量。
⒉提高结构设计能力。
通过设计夹具的训练,获得根据被加工零件的加工要求,设计出高效、省力、既经济合理又能保证加工质量的夹具的能力。
⒊学会使用手册及图表资料。
⒋培养了一定的创新能力。
通过对拔叉的工艺设计,汇总所学专业知识如一体(如《互换性与测量技术基础》、《机械设计》、《金属切削机床概论》、《机械制造工艺学》等)。
让我们对所学的专业课得以巩固、复习及实用,在理论与实践上有机结合;使我们对各科的作用更加深刻的熟悉与理解,并为以后的实际工作奠定坚实的基础!1、零件的作用与结构分析1.1 零件的作用:该零件是拨叉,它位于变速机构中,主要起变速,使主轴回转运动按照工作者的要求进行工,获得所需要的速度和扭矩。
该零件是以¢25H7孔套在轴上,并用销钉经¢22孔与轴定位,拨叉脚在双联齿轮的槽中,变速操纵机构通过拨叉头部的操纵槽带动拨叉与轴一起在变速箱中滑动,拨叉脚拨动双联齿轮在花键轴上滑移,从而实现变速。
{EMBED Equation.KSEE3 \* MERGEFORMAT |1.2零件的结构分析:零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:1.2.1拨叉安装孔:孔径¢25H7mm, 其形状公差遵守包容要求,表面粗糙度Ra1.6um;孔端面位置尺寸。
拨叉的毕业设计说明书
用碳化硅纤维增强的氧化物陶瓷, 用于加工镍合金、 渗碳和热处理后的钢以及灰铸铁。 氮化硅陶瓷在广泛的切削速度范围下使用(达 1000m/min) 。氮化硅陶瓷现在用于灰铸铁、 高温合金的加工,因为它有较高的抗扩散磨损的能力。
1.
机械制造是国民经济发展和各部门科技进步的基础。在现代化条件下机械制造的发展方向是:开发工艺可行性广、能保证各种原料消耗最少、可靠性和自动化精度高的新一代技术。
机械制造工艺及其实现组织形成的发展趋势,在很大程度上取决于机器结构的发展方向和它的技术使用特征。机器制造中的科技进步将促进以计算机和生产全盘自动化为基础的工序少和能源节约的工艺的建立推广。
对于钢件的半精加工和精加工,采用以碳化钛、碳氮化钛为基的无钨硬质合金。用细颗粒硬质合金代替高速钢,可提高加工生产指标率。在加工韧性材料时,涂层硬质合金获得了越来越广泛的应用。用化学气相沉积方法得到的陶瓷涂层的应用,可使切削速度大大提高,而这种切削速度在以前只有用矿物陶瓷切削刀具或金属陶瓷才能达到。在加工淬火钢,尤其是铣齿和拉削方面,以及有色金属和合金的加工,非金属材料的加工,使用硬质合金也是有发展前途的。
Sanming University
Diploma Work (Project)
Title:TheProcessingProcessDesignfor
CA6140 Lathe Fork
Grade & Major:Grade2010,MechanicalDesign
and manufacturing
拨叉——课程设计说明书

湖南工业大学机械制造工艺学课程设计课题名称:拨叉零件制造工艺规程院系:机械工程学院专业:机械工程及自动化班级:姓名:学号:指导老师:课程设计任务书拨叉零件的机械加工工艺规程第一章序论第二章零件的分析------------------------ 61、零件的工艺分析--------------------- 62、毛坯的确定------------------------- 7①、毛坯种类的确定-------------------- 7②、铸件加工余量及形状的确定------------- 7③、铸件毛坯图的绘制------------------ 8第三章工艺规程的设计---------------------- 91、定位基准的选择----------------- 9①、精基准的选择-------------------- 9②、粗基准的选择-------------------- 92、工艺路线的制定----------------- -------------- 9①、确定工序的原则------------------- 10②、工序的特点--------------------- 10③、加工精度的划分-------------------- 10④、工艺方案确定------------------- 10⑤、工艺设备工装的确定----------------- 113、机械加工余量及工序尺寸与公差的确定--一——12①、加工余量、工序尺寸和公差的确定-------- 12②、确定切削用量--------------------- 16第四章工艺卡片的制定---------------------- 23第五章工序卡片的制定----------------------- 23第六章小结------------------------------- 23第七章附录(重要参考文献) --------------------- 23第一章序论21世纪现在是我国全面建设小康社会,实现国民经济增长模式根本转变,走新型工业化道路的关键时期。
拨叉说明书
3、 审查拨叉的工艺性
CA6140 车床共有两处加工表面,其间有一定位置要求。分述如 下: 1. 以φ 20mm 为中心的加工表面 这一组加工表面包括:φ 20mm 的孔,以及其上下端面,上端面 与孔有位置要求,孔壁上有一个装配时钻铰的锥孔,一个 M6 的螺纹 孔。这三个都没有高的位置度要求。 2. 以φ 50 为中心的加工表面 这一组加工表面包括:φ 50mm 的孔,以及其上下两个端面。 这两组表面有一定的位置度要求,即φ 50 mm 的孔上下两个端面 与φ 20mm 的孔有垂直度要求。 由上面分析可知,加工时应先加工一组表面,再以这组加工后表 面为基准加工另外一组。
7
工序六 以 φ 20mm 孔为精基准,粗铣 φ 50mm 孔上下端面。 工序七 以 φ 20mm 孔为精基准,精铣 φ 50mm 孔上下端面,保证 端面相对孔的中心线垂直度误差不超过 0.07。 工序八 以 φ 20mm 孔为精基准,钻 φ 8mm 孔(装配时钻铰锥孔) 。 工序九 以 φ 20mm 孔为精基准,钻一个 φ 4mm 孔,攻 M6 螺纹。 工序十 以 φ 20mm 孔为精基准,铣 47°凸台。 工序十一 去毛刺、清洗。 工序十二 终检。 。 以上工艺过程详见图 3。 在综合考虑上述工序顺序安排原则的基础上, 表列出了拨叉的工 艺路线,如下: 工序号 1 上下端面 2 上下端面 3 精铰 φ 20 孔 4 精铰 φ 50 孔 5 切断 铣床
0.06 0.18
Φ 50 0.25 Φ
0.50
IT12 IT7 IT13 IT113.2 1.6来自200.0210
Φ8
70
0 0 .2
3.2
12
0.06 0.18
IT11
6.3
⊥ 0.07 A
毕业设计说明书-拨叉加工工艺及夹具设计
二年级数学下册看图列式专项练习题1. 请你猜一猜.2. 你说我填。
3. 猫捉老鼠。
(连一连)4. 看图列式计算,并写出口诀.算式:______×______=______口诀:______.5. 下列式子正确的是()A .8×8=16B .6×7=42C .5×9=546. 看图,写出线段的大约长度。
这条线段有:______7. 看图填算式8. 广缘超市一天营业了多长时间?列式:______9. 看图列式计算。
(1)看图列式计算______(2)看图列式计算______(3)看图列式计算____________(4)列出乘、除法算式__________________10. 看图列式.______×______= ______口诀:______11. 根据题意解答(1)每束气球有5个,3束气球,共有______个。
______(2)15个气球,扎成了3束,平均每束有______个气球。
______ (3)15个气球,每5个扎1束,能扎______束。
______12. 看图写算式。
(1)写出乘除法算式__________________(2)写出乘除法算式__________________13. 看图,算出线段长度。
列式:______14. 小红去上学,7:15从家出发,7:50到校。
她从家到学校要走多长时间?列式:______15. 看图,整理信息,填表。
物品名称价格(元)大约用桌子______ ______书柜______ ______椅子______ ______合计______ ______16. 小明从家到学校要走15分钟,他每天要在7:40到校,他应该在什么时候从家出发,才能准时到校?列式:______17. 看图列式计算。
18. 每个同学开学都买了5支笔,那5个同学一共买了几支?列式是()A .5×5=25B .5+5=25C .25÷5=519. 动物之家。
机械制造工艺学课程设计-拨叉的工艺设计
,a click to unlimited possibilities
汇报人:
目录
01 拨 叉 的 工 艺 设 计 概 述
03 拨 叉 的 机 械 加 工 工
艺
05 拨 叉 的 工 艺 设 计 优
化
02 拨 叉 的 毛 坯 制 造 工 艺
04 拨 叉 的 装 配 工 艺
电火花加工:用于加工复 杂形状的工件,如模具、 电极等
精加工工艺的选择需要考 虑工件的材料、形状、精 度要求等因素
热处理工艺
目的:提高拨叉的硬度和耐磨性
工艺流程:加热、保温、冷却
加热方式:电加热、燃气加热、感应加热等
保温时间:根据材料和工艺要求确定
冷却方式:空气冷却、油冷却、水冷却等
热处理后的效果:提高拨叉的硬度和耐磨性,改善其机械 性能
检查材料:确认材料是否合格,是否满足设计要求 准备工具:准备所需的装配工具,如扳手、螺丝刀等 清洁零件:确保零件表面清洁,无油污、锈蚀等 检查图纸:确认装配图纸是否正确,是否与实际产品相符
装配过程
准备材料:选择合适的材料和规格
切割加工:根据设计图纸进行切割和加工
装配顺序:按照设计图纸进行装配,确保各部件的配合精度 检验与调整:对装配好的拨叉进行检验和调整,确保其性能和精度达到设 计要求
粗加工设备:车 床、铣床、钻床、 攻丝机等
粗加工材料:钢 材、铝材、铜材 等
粗加工精度:根 据设计要求确定, 一般控制在 ±0.1mm以内
精加工ቤተ መጻሕፍቲ ባይዱ艺
精加工工艺包括:车削、 铣削、磨削、电火花加工 等
车削:用于加工圆柱面、 圆锥面、螺纹等
铣削:用于加工平面、沟 槽、台阶等
拨叉夹具设计说明书教材
摘要本论文是结合目前实际生产中,常常发现仅用通用夹具不能满足生产要求,用通用夹具装夹工件生产效率低劳动强大,加工质量不高,而且往往需要增加划线工序,而专门设计两种夹具:铣床夹具和钻床夹具,主要包括夹具的定位方案,夹紧方案、对刀方案,夹具体与定位键的设计及加工精度等方面的分析。
本设计铣床夹具有良好的加工精度,针对性强,主要用于拨叉零件铣槽工序的加工。
其具有夹紧力装置,具备现代机床夹具所要求的高效化和精密化的特点,可以有效的减少工件加工的基本时间和辅助时间,大大提高了劳动生产力,从而可以有效地减轻工人的劳动强度和增加劳动效率。
因此,对夹具知识的认识和学习以及设计新式的适合实际生产的夹具在今天显得尤为重要起来。
关键词:铣床夹具,设计,高效AbstractThe present paper is combing the actual production at present, which is that either using universal fixture cannot meet only production requirements or using universal fixture clamping work-piece to product is poor efficiency and powerful labor and not high processing quality or often it need to increase crossed process, to specially design two fixture: milling fixture and drilling fixture, mainly including schemes of fixture positioning, clamping and cutter, the design of the concrete and the TAB folder and the analysis of machining precision et al.The milling fixture, having good processing precision and targeted, mainly is used to process dial the fork parts milling flutes. The fixture with clamping force device has the characteristics of efficiency and precision required by modern machine tools. It is so effectively to reduce the processing time and auxiliary time that greatly improve the labor productive, effectively reduce the labor intensity and increase the work efficiency as well. Drilling fixture is good for raising productivity, expanding machine machining scope, reducing labor intensity and ensuring the production safety. Therefore, it is especially important to learn and study the knowledge of fixture and design new suitable for practical production fixture nowadays.Key words:milling fixture, design, efficiency目录摘要 (1)Abstract (1)1 绪论 (1)1.1 夹具概念²²²²²²²²²²²²²²²²²²²²²²²²²²11.2 夹具的主要功能²²²²²²²²²²²²²²²²²²²²²²²11.3 夹具的分类²²²²²²²²²²²²²²²²²²²²²²²²²11.4 夹具的组成²²²²²²²²²²²²²²²²²²²²²²²²²21.5 常用定位元件及选用²²²²²²²²²²²²²²²²²²²²²31.6 工件的夹紧²²²²²²²²²²²²²²²²²²²²²²²²²71.7 机床夹具的现状及发展方向²²²²²²²²²²²²²²²²²102 铣床夹具设计 (1)2.1 铣床常用通用夹具的结构²²²²²²²²²²²²²²²²²²²12.2 铣床夹具的设计特点²²²²²²²²²²²²²²²²²²²²²12.3夹具装夹工件的特点²²²²²²²²²²²²²²²²²²²²²12.4铣床夹具的安装²²²²²²²²²²²²²²²²²²²²²²²12.5铣床夹具的对刀位置²²²²²²²²²²²²²²²²²²²²²22.6定位方案²²²²²²²²²²²²²²²²²²²²²²²²²²22.7夹紧方案²²²²²²²²²²²²²²²²²²²²²²²²²²52.8铣刀分类²²²²²²²²²²²²²²²²²²²²²²²²²²52.9夹具体与定位键²²²²²²²²²²²²²²²²²²²²²²²62.10夹具总图上的尺寸、公差和技术要求²²²²²²²²²²²²²62.11夹具精度分析²²²²²²²²²²²²²²²²²²²²²²²6结论 (1)致谢 (1)参考文献 (1)附录............................... 错误!未定义书签。
拨叉新说明书
东南大学成贤学院成绩课程设计报告题目CA6140车床拨叉(831006)夹具设计课程名称机制工艺课程设计专业机械设计制造及其自动化班级13机电一班学生姓名张青学号 04113104设计地点成贤学院指导教师易茜设计起止时间:2016 年1 月4 日至2016 年1 月22 日目录序言 (2)第1章零件的工艺分析及生产类型的确定 (3)1.1零件的作用 (3)1.2拨叉的技术要求 (3)1.3零件的工艺性分析和零件图的审查 (4)1.4确定拨叉的生产类型 (4)第2章选择毛坯,确定毛坯尺寸,设计毛坯图 (5)2.1 确定毛坯的成形方法 (5)2.2 铸件结构工艺性分析和铸造工艺方案的确定 (6)第3章选择加工方法,制定工艺路线 (7)3.1定位基准的选择 (7)3.2各表面加工方案的选择 (7)3.3制定机械加工工艺路线 (8)第4章确定机械加工余量和工序尺寸 (11)第5章确定切削用量及时间定额 (15)第6章夹具设计 (22)设计心得............................................................................................. . 25参考文献.. (26)序言《机械制造工程学》课程设计是培养学生综合运用机械制造工程原理及专业课程的理论知识。
在此次课程设计中我结合金工实习中学到的实践知识,独立地分析和解决机械加工工艺问题,初步具备中等零件工艺规程的能力。
我本次设计的是CA6140机床的拨叉831006,通过这个设计让我直观地了解了拨叉831006的作用,随着科学技术的发展,各种新材料、新工艺和新技术不断涌现,机械制造工艺正向着高质量、高生产率和低成本方向发展。
各种新工艺的出现,已突破传统的依靠机械能、切削力进行切削加工的范畴,可以加工各种难加工材料、复杂的型面和某些具有特殊要求的零件,使工艺过程的自动化达到了一个新的阶段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、零件的分析(一) 零件的作用题目所给的零件是CA6140车床的拨叉。
它位于车床变速机构中,主要起换档,使主轴回转运动,按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的φ22孔与操纵机构相连,下方的φ55半孔则是用于与所控制齿轮所在的轴接触。
通过上方的力拨动下方的齿轮变速。
两件零件铸为一体,加工时分开。
(二) 零件的工艺分析零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是拨叉需要加工的表面以及加工表面之间的位置要求:1. 小头孔0.021022+-Φ以及与此孔相通的8Φ的锥孔、8M 螺纹孔 2. 大头半圆孔55Φ3. 拨叉底面、小头孔端面、大头半圆孔端面,大头半圆孔两端面与小头孔中心线的垂直度误差为0.07mm ,小头孔上端面与其中心线的垂直度误差为0.05mm 。
由上面分析可知,可以粗加工拨叉底面,然后以此作为粗基准采用专用夹具进行加工,并且保证位置精度要求。
再根据各加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。
二 确定生产类型已知此拨叉零件的生产纲领为Q=5000件/年,零件的质量m=1.0件/台, 结合生产实际,备品率a%和废品率b%分别取3%和0.5%.代入公式(1-1)得N=5000件/年⨯1件/台⨯(1+3%)⨯(1+0.5%)=5152.5件/年拔叉重量为 1.0kg,由《机械制造技术基础课程设计指导教程》(本说明书中除特殊说明外,其余查表均由此指导教程查得)表1-3知,拔叉属轻型零件;由表1-4知,该拔叉的生产类型为大批生产.所以初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主,大量采用专用工装。
三 确定毛坯1 确定毛坯种类:零件材料为HT200。
考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为大批生产,故选择铸件毛坯。
由表2-1选用铸件尺寸公差等级CT12级。
2 确定铸件加工余量及形状:由表2-5,选用加工余量为MA-G 级,并查24页表2-4确定各个加工面的铸件机械加工余量,铸件的分型面的选者及加工余量如下表所示:3绘制铸件零件图(见附图)四工艺规程设计(一)选择定位基准:1 粗基准的选择:以零件的两个小头孔外圆表面为主要的定位粗基准,以小头孔的底面为辅助粗基准。
2 精基准的选择:考虑要保证零件的加工精度和装夹准确方便,依据“基准重合”原则和“基准统一”原则,以两个小头孔外圆柱表面为主要的定位精基准,以加工后的小头孔的上端面为辅助的定位精基准。
(二)制定工艺路线根据零件的几何形状、尺寸精度及位置精度等技术要求,以及加工方法所能达到的经济精度,在生产纲领已确定的情况下,可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
查《机械制造工艺及设备设计指导手册》346页表15-32、15-33、15-34,选择零件的加工方法及工艺路线方案如机械加工工艺过程卡片。
(三)选择加工设备和工艺设备1 机床的选择:工序010~060均为铣平面,可采用X51立式铣床。
工序070~110采用摇臂钻床。
工序120采用钻床。
多刀具组合机床。
工序130采用铣断机床。
2 选择夹具:该拨叉的生产纲领为大批生产,所以采用专用夹具。
3 选择刀具:在铣床上加工的各工序,采用硬质合金铣刀即可保证加工质量。
在铰孔5513H ,由于精度不高,可采用硬质合金铰刀。
4选择量具:两小头孔、中间孔均采用极限量规。
5其他:对垂直度误差采用千分表进行检测,对角度尺寸利用专用夹具保证,其他尺寸采用通用量具即可。
(四)机械加工余量、工序尺寸及公差的确定1圆柱表面工序尺寸:前面根据资料已初步确定工件各面的总加工余量,现在确定7 、8加工工序钻-扩-粗铰-精铰φ22加工余量工序尺寸及公差如下:由2-28可查得精铰余量Z 精铰=0.06mm 粗铰余量Z 粗铰=0.14mm 扩孔余量Z 扩孔=1.8mm 钻孔余量Z 钻=20mm查表1-20可依次确定各工序的加工精度等级为,精铰:IT7; 粗铰:IT10; 扩孔:IT11; 钻孔:IT12.根据上述结果,再查标准公差数值表可确定各工步公差值分别为,精铰:0.021mm; 粗铰:0.058mm; 扩孔:0.075mm; 钻孔:0.15mm综上所述,该工序各工步的工序尺寸及公差分别为,精铰: φ2200.021mm;粗铰φ21.9400.058mm; 扩孔:φ21.800.075mm; 钻孔: φ2000.15mm.2 平面工序尺寸:1.1粗铣两小头孔上端面,加工余量为1.2mm ,基本尺寸为,经济精度为CT12级。
1.2粗铣中间孔上端面,加工余量为4mm ,基本尺寸为 mm ,经济精度为CT12级。
1.3粗铣中间孔下端面,加工余量为4mm ,基本尺寸为mm ,经济精度为CT12级。
1.4精铣小头孔上端面,加工余量为0.5mm ,基本尺寸为50mm ,经济精度为CT11级。
1.5精铣中间孔上端面,加工余量为1mm ,基本尺寸为mm ,经济精度为CT10级。
1.6精铣中间孔下端面,加工余量为1mm ,基本尺寸为mm ,经济精度为CT10级。
(五)确定切削用量,切削速度和时间定额:1工序1以小头孔外圆表面为粗基准,粗铣φ22孔上端面。
1.1 加工条件工件材料:HT200,σ b =0.16GPa HB=190~241,铸造。
加工要求:粗铣φ22孔上端面。
机床:X51立式铣床。
刀具:W18Cr4V 硬质合金钢端铣刀,牌号YG6。
铣削宽度a e <=60,深度a p <=4,齿数z=10,故据《机械制造工艺设计简明手册》(后简称《简明手册》)取刀具直径d o=80mm。
1.2 切削用量铣削深度因为切削量较小,故可以选择a p=1.2mm,一次走刀即可完成所需长度,按《教程》表5-7查得f z=0.2mm。
1.3计算切削速度按《教程》表5-9,然后根据d/Z=80/10选取,V C=40m/min,再由公式算得n=159.24r/min,查《教程》表4-15得机床x51的转速为n=160r/min,因此由公式算得实际切削速度V c=40.2mm/s。
1.4校验机床功率查《简明手册》Pcc=1.1kw,而机床所能提供功率为Pcm>Pcc。
故校验合格。
最终确定a p=1.2mm,n=160r/min, V c=40.2m/min,f z=0.2mm/z。
1.5计算基本工时根据《教程》表5-43查得对称铣t j=l+l1+l2/f mz,由于kr<,L2=2mm,解得tj=0.15min辅助时间:t a=(0.15~0.2)tj=0.3min2工序2 以小头孔外圆表面为基准粗铣φ55孔上下端面。
2.1 加工条件工件材料:HT200,σ b =0.16GPa HB=190~241,铸造。
加工要求:粗铣φ55上端面。
机床:X51立式铣床。
刀具:直柄立式铣刀,按《教程》62页表3-15查得,取d=71mm,d1=63mm,中齿z=8。
2.2 切削用量2.2.1 铣削深度因为切削量较小,故可以选择a p=4mm,一次走刀即可完成所需长度。
2.2.2每齿进给量机床功率为7.5kw。
查《简明手册》f=0.2mm/z。
2.3查后刀面寿命查《简明手册》表3.8,寿命T=180min2.4计算切削速度按《教程》表5-9选取V c=40m/min,根据公式,算得n=181.98r/min,查《教程》表4-15取n=210r/min,在由公式算得实际切削速度V c=46.8m/min2.5计算基本工时根据《教程》表5-43查得对称铣t j=l+l1+l2/f mz,由于kr<, f L2=2mm,解得tj=0.20min 辅助时间:t a=(0.15~0.2)tj=0.4min 4工序4以小头孔外圆表面为基准半精铣φ55孔上下端面。
4.1 加工条件工件材料:HT200,σ b =0.16GPa HB=190~241,铸造。
加工要求:粗铣φ55上端面。
机床:X51立式铣床。
刀具:直柄立式铣刀,按《教程》62页表3-15查得,取d=71mm,d1=63mm,中齿z=8。
4.2切削用量按机床功率kw5~10,工件-夹具系统刚度为中等时,按《教程》表5-7查得f z=0.12mm。
4.3计算切削速度按《教程》表5-9选取V c=49m/min,根据公式,算得n=219.8r/min,查《教程》表4-15取n=210r/min,在由公式算得实际切削速度V c=46.8m/min。
4.4校验机床功率查《简明手册》Pcc=1.1kw,而机床所能提供功率为Pcm>Pcc。
故校验合格。
最终确定n=210r/min, V c=46.8m/min,f z=0.12mm/z。
4.5计算基本工时t m=L+l1/ f n=(4+1)/0.12*210=0.20min。
辅助时间:t a=(0.15~0.2)tj=0.4min 5.工序070和080以T1及小头孔外圆为基准,钻、扩、粗铰、精铰φ22孔,保证垂直度误差不超过0.05mm,孔的精度达到IT7。
.采用立式钻床525型号5.1钻孔工步(1)刀具:采用莫氏锥柄麻花钻(20GB/T1438.1-1996) (2)背吃刀量的确定取a p=20mm(3)进给量的确定由表5-22,选取该工步的每转进给量f=0.25mm/r(4)切削速度的计算由表5-22,按工件材料为铸铁的条件选取,切削速度v取18m/min. 由公式(5-1)n=1000v/πd=1000⨯18/(3.14⨯22)=286.6r/min,参照表4-9所列Z525型立式钻床的主轴转速,取转速n=272r/min.代入(5-1),求出实际钻削速度v=nπd/1000=272⨯3.14⨯20/1000=17m/min(5)时间定额计算根据表5-41,钻孔的基本时间可由公式t j=L/fn=(l+l1+l2)/fn求得.式中l=50mm, l2=1mm;l1=Dcotk r/2+(1~2)=20mm/2⨯cot54.0+1mm=11.7mm,f=0.25mm/r,n=2 72r/min.将以上结果代入公式,得该工序基本时间t j=(50mm+11.7mm+1mm)/(0.25mm/r⨯272r/min=0.92min=55.3s(6)辅助时间t f的计算由辅助时间与基本时间的关系为t a=(0.15~0.2) t j得钻孔工步的辅助时间t f=0.15⨯55.3=8.30s5.2扩孔工步(1)刀具:采用莫氏锥柄扩孔钻(B/T1141-1984)(2)背吃刀量的确定取a p=1.8mm(3)进给量的确定由表4-10,选取f=1.1mm/r.(4)切削速度的计算由表5-22,按工件材料为铸铁的条件选取,切削速度v取4m/min. 由公式(5-1)n=1000v/πd=1000⨯4/(3.14⨯21.8)=58.43r/min,参照表4-9所列Z525型立式钻床的主轴转速,取转速n=97r/min.代入(5-1),求出实际钻削速度v=nπd/1000=272⨯3.14⨯21.8/1000=6.64m/min(5)时间定额计算由D=21.8mm l=50mm l2=3mm得l1=(D-d)cotk r+(1~2)=(21.8-20)/2⨯cot54.0+1=1.6mm=30.7s(6)辅助时间t f的计算由辅助时间与基本时间的关系为t a=(0.15~0.2) t j得钻孔工步的辅助时间t f=0.15⨯30.7=4.6s5.3粗铰工步(1)刀具:采用锥柄机用铰刀(GB/T1133-1984)(2)背吃刀量的确定取a p0.14mm(3)进给量的确定由表5-31,选取f=1.0mm/r.(4)切削速度的计算由表5-31,取v=4m/min.由公式(5-1) n=1000v/πd=1000⨯4/(3.14⨯20)=63.7r/min,参照表4-9所列Z525型立式钻床的主轴转速,取转速n=97r/min.代入(5-1),求出实际切削速度v= nπd/1000=97⨯3.14⨯20/1000=6.1m/min(5)时间定额计算根据表5-41,钻孔的基本时间可由公式t j=L/fn=(l+l1+l2)/fn,式中l1 l2由表5-42按k r=15.0 a p=(D-d)/2=(21.94mm-21.8mm)/2=0.08mm的条件查得l1=0.37mm l2=15mm;而l=50mm f=1.0mm/r n=97r/min将以上结果代入公式,得该工序的基本时间t j=(50mm+0.37mm+15mm)/(1.0mm/r⨯97r/min)=0.67min=40.4s(5)辅助时间t f的计算由辅助时间与基本时间的关系为t a=(0.15~0.2) t j得钻孔工步的辅助时间t f=0.15⨯40.4=6.06s5.4精铰工步(1)刀具:采用锥柄机用铰刀(GB/T1133-1984)(2)背吃刀量的确定取a p=0.06mm(3)进给量的确定由表5-31,选取f=0.8mm/r.(4)切削速度的计算由表5-31,取v=6m/min.由公式(5-1) n=1000v/πd=1000⨯6/(3.14⨯20=95.5r/min, 参照表4-9所列Z525型立式钻床的主轴转速,取转速n=97r/min.代入(5-1),求出实际切削速度v= nπd/1000=97⨯3.14⨯20/1000=6.1m/min(5)时间定额计算根据表5-42,钻孔的基本时间可由公式t j=L/fn=(l+l1+l2)/fn,式中l1l2由表5-42按k r=15.0 a p=(D-d)/2=(22mm-21.96mm)/2=0.02mm的条件查得l1=0.19mm l2=13mm;而l=50mm f=0.8mm/rn=97r/min,将以上结果代入公式,得该工序的基本时间t j=(50mm+0.19mm+13mm)/(0.8mm/r⨯97r/min)=0.81min=48.8s(6)辅助时间t f的计算由辅助时间与基本时间的关系为t a=(0.15~0.2) t j得钻孔工步的辅助时间t f=0.15⨯48.8=7.32s五.夹具设计1 夹具设计任务为提高劳动生产率,保证加工质量,降低劳动,需设计转专用夹具,并设计工序070 、080钻小头孔φ22.本夹具将用于组合机床,刀具为麻花钻.2 确定夹具的结构方案(1)确定定位元件底面对孔的中心线有一定的垂直度公差要求,因此应以底面为主要定位基准,利用小头孔的外圆表面为辅助定位基准.(2)确定导向装置本工序要求对被加工孔依次进行钻、扩、铰等三个工步加工,最终达到工序简图上规定的加工要求,故选用快换钻套作为刀具的导向元件.快换钻套查表9-10,得φ2200.024,钻套用衬套查表9-11,得φ34,钻套螺钉查表9-12,得φ43,查表9-13,确定钻套高度H=2.05D=2.05⨯22=45mm,排屑空间h=0.5D=0.5⨯22=11mm3切削力及夹紧力计算由于实际加工的经验可知,钻削时的主要切削力为钻头的切削方向,即垂直于第一定位基准面,在两侧只需要采用两个V型块适当夹紧后本夹具即可安全工作.因此,无须再对切削力进行计算.4钻床夹具的装配图见附图六总结机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的系统性设计.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。