-钢轨焊接接头外观检查报告
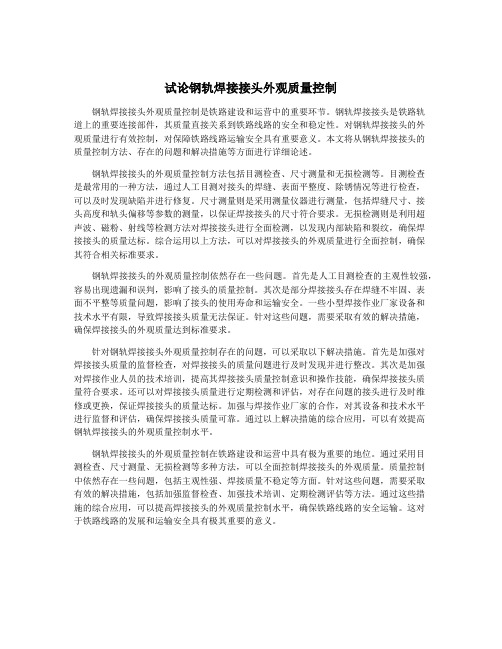
钢结构焊缝超声波探伤自检报告(样本)

对接焊缝
GLJ-5
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-6
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-7
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-8
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-9
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-10
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-11
○UI
无
二级
合格
对接焊缝
GLJ-18
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-19
●NI
○RI
○UI
无
二级
合格
对接焊缝
GLJ-20
●NI
○RI
○UI
无
二级
合格
对接焊缝
注:NI-无记录缺陷 RI-有应记录缺陷 UI-需返工缺陷
某某工程
焊缝自检报告
(探伤自检报告)
编号:UT2023-12-02
编制:
审核:
GZJ-2
●NI
○RI
○UI
无
二级
合格
对接焊缝
GZJ-3
●NI
○RI
○UI
无
二级
合格
对接焊缝
GZJ-4
●NI
○RI
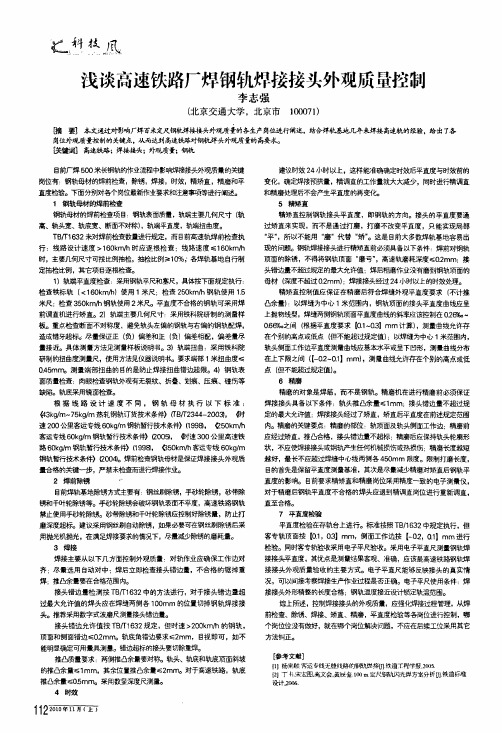
钢轨焊接接头平直度测量方法及分析
2 、 如 “ 图4 ”所
羔 二 兰 . . 一 一 … 』
示, 由 于 焊 头 左 右
两 根 钢 轨 母 材 有 弯 字
量
为
… … ~ ~ 一 … … … … 一
J …一 一 ~ … … … 一
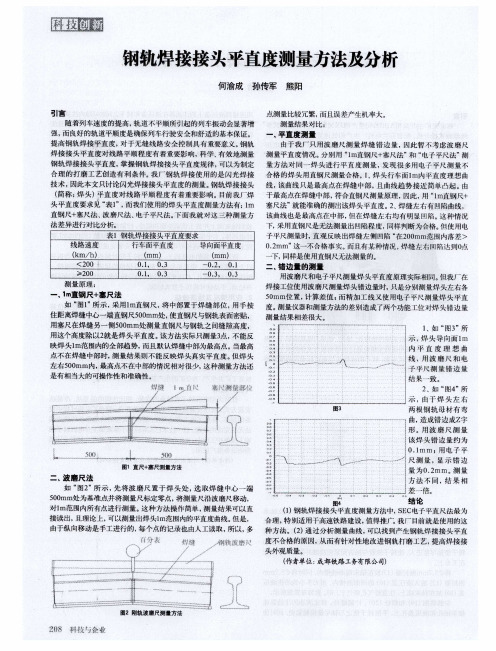
圈1直 尺+ 塞尺测量方 法
边
量
二, 波 磨尺法 如 “ 图2 所示 , 先将 波磨尺置于焊 头处 , 选 取焊缝 中心一端
5 0 0 mm处 为基 准 点并 将测 量 尺标 定 零 点, 将 测 量尺 沿波 磨 尺移 动 , 对l m范围内所有点进行测量。 这种方法操作简单 , 测量结果可以直
、
1 m 直钢 尺+ 塞 尺法
如 “ 图l ” 所 示, 采用l m直钢尺, 将 中部置于焊缝部位 , 用手按 度 。 测量 仪 器和 测量 方 法的 差 别造 成 了两个功 能 工位 对焊 头 错 边 量 住距离焊缝 中心一端直钢尺5 0 0 mm处, 使直钢尺与钢轨表面密贴, 测 量结 果 相差 很大 。 用 塞尺 在 焊 缝 另 -  ̄ q 5 O O mm处测 量 直 钢 尺 与钢 轨 之 间缝 隙 高 度 , 1 、 如 “ 图3 ”所 用 这个 高度 除 以 2 就 是焊 头平 直 度 。 该 方 法 实 际只测 量 3 点, 不 能 反 示, 焊 头 导 向面 1 m 映焊头l m范围内的全部趋 势, 而且默认焊 缝中部为最高点。 当最高 点 不 在焊 缝 中部 时 , 测 量结 果 则 不 能反 映 焊 头真 实 平 直度 。 但 焊 头 左右5 0 0 am内, r 最高点不在中部的情况相对很少, 这种测量方法还 是 有相 当大 的可 操作 性 和准 确性 。
焊缝检查报告
焊缝检查报告报告编号:2022-001报告日期:2022年3月15日一、检查目的本次焊缝检查旨在评估焊接工艺的质量和焊缝的完整性,确保焊接工作符合相关标准和规定。
二、检查范围本次检查范围包括以下焊接部位:1. 管道连接处焊缝2. 钢结构连接处焊缝3. 容器壁焊缝三、检查方法采用目测检查和无损检测相结合的方式进行焊缝检查。
1. 目测检查:通过人工目视,评估焊缝表面的平整度、均匀性、无裂纹、气孔等质量问题。
2. 无损检测:采用超声波检测设备对焊缝进行全面扫描,检测焊缝的声波反射情况,判断焊接质量。
四、检查结果经过对焊缝的检查和评估,得出以下结果:1. 管道连接处焊缝管道连接处的焊缝整体质量良好,焊道均匀且无明显缺陷。
未发现裂纹、气孔或其他质量问题。
2. 钢结构连接处焊缝钢结构连接处的焊缝经检查,焊道分布均匀,熔合深度符合要求。
未发现质量问题或焊接缺陷。
3. 容器壁焊缝容器壁焊缝经过仔细检查,焊缝均匀且无明显缺陷。
通过超声波检测未发现裂纹、气孔等质量问题。
五、结论与建议根据本次焊缝检查的结果,可以得出以下结论:1. 管道连接处、钢结构连接处和容器壁焊缝的质量良好,焊接工艺符合相关标准要求。
2. 未发现明显的焊接缺陷或质量问题。
建议:1. 继续保持焊接工艺的合规性,严格按照相关标准和规定进行焊接操作。
2. 进行定期的焊缝检查和维护,以确保焊接质量的持续稳定。
六、检查人员本次焊缝检查的人员:王明(检查员)、李华(助理)七、附件本报告无附件。
以上为焊缝检查报告的内容,根据检查内容和结果编写。
本报告仅供参考,请根据实际情况进行决策和处理。
如有疑问或需要进一步了解,请联系相关部门负责人。
厂焊长钢轨焊接接头平直度及外观质量检测评定方法
厂焊长钢轨焊接接头平直度
及外观质量检测评定方法
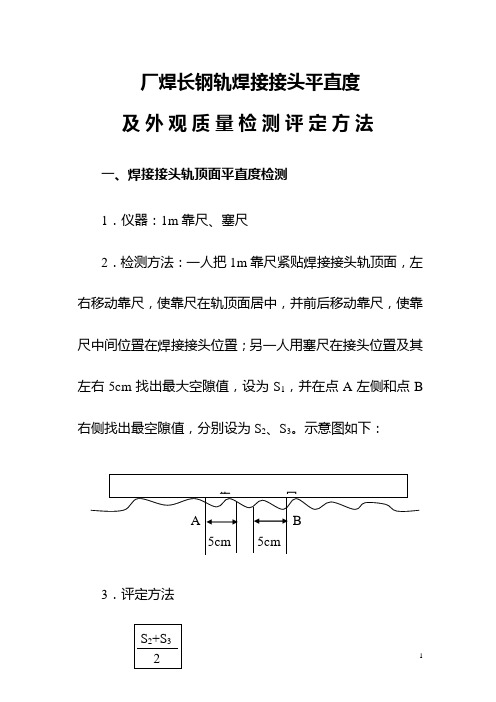
一、焊接接头轨顶面平直度检测
1.仪器:1m 靠尺、塞尺
2.检测方法:一人把1m 靠尺紧贴焊接接头轨顶面,左右移动靠尺,使靠尺在轨顶面居中,并前后移动靠尺,使靠尺中间位置在焊接接头位置;另一人用塞尺在接头位置及其左右5cm 找出最大空隙值,设为S 1,并在点A 左侧和点B 右侧找出最空隙值,分别设为S 2、S 3。
示意图如下:
3.评定方法
①当 S 1≤0.3 该焊接接头轨顶面平直度
合格。
②当 S 1>0.3 该焊接接头轨顶面平直度
不合格。
③当
S1<0 该焊接接头轨顶面平直度
不合格。
注:如用0.05mm的塞尺片塞不进去时,该空隙值可视为0。
二、焊接接头内侧工作面、平直度检测
焊接接头内侧工作、平直度检测仪器、方法及评定方法同轨顶面平直度检测相似。
三、焊接接头外观检查
1.焊缝两侧各10cm范围内不得有明显压痕、碰痕、划伤缺陷。
2.母材打磨深度不得超0.5mm。
3.焊头不得有电击伤。
钢轨焊接接头平直度测量方法及效果研究
0 引言钢轨焊接接头外观质量直接关系到列车运行的平顺性,为保证接头外观质量,相关标准要求对钢轨焊接接头外观进行平直度和不平度测量。
平直度是测量以接头焊缝为中心两侧各500 mm范围内,轨顶面纵向中心线和轨头侧面工作边上距轨顶面16 mm处的纵向线的偏差;不平度是测量平直度范围内不同小范围的平直度偏差情况[1]。
以下对以焊缝为中心两侧各500 mm范围内的平直度测量方法及效果进行研究。
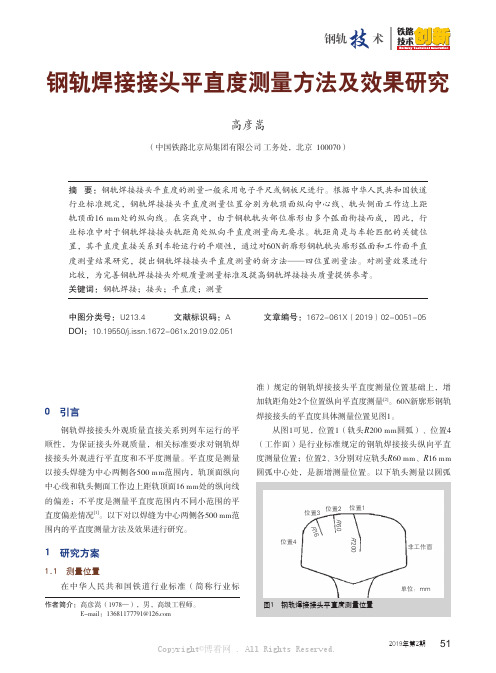
1 研究方案1.1 测量位置在中华人民共和国铁道行业标准(简称行业标准)规定的钢轨焊接接头平直度测量位置基础上,增加轨距角处2个位置纵向平直度测量[2]。
60N新廓形钢轨焊接接头的平直度具体测量位置见图1。
从图1可见,位置1(轨头R200 mm圆弧)、位置4(工作面)是行业标准规定的钢轨焊接接头纵向平直度测量位置;位置2、3分别对应轨头R60 mm、R16 mm 圆弧中心处,是新增测量位置。
以下轨头测量以圆弧钢轨焊接接头平直度测量方法及效果研究高彦嵩(中国铁路北京局集团有限公司 工务处,北京 100070)摘 要:钢轨焊接接头平直度的测量一般采用电子平尺或钢板尺进行。
根据中华人民共和国铁道行业标准规定,钢轨焊接接头平直度测量位置分别为轨顶面纵向中心线、轨头侧面工作边上距轨顶面16mm处的纵向线。
在实践中,由于钢轨轨头部位廓形由多个弧面衔接而成,因此,行业标准中对于钢轨焊接接头轨距角处纵向平直度测量尚无要求。
轨距角是与车轮匹配的关键位置,其平直度直接关系到车轮运行的平顺性,通过对60N新廓形钢轨轨头廓形弧面和工作面平直度测量结果研究,提出钢轨焊接接头平直度测量的新方法——四位置测量法。
对测量效果进行比较,为完善钢轨焊接接头外观质量测量标准及提高钢轨焊接接头质量提供参考。
关键词:钢轨焊接;接头;平直度;测量中图分类号:U213.4 文献标识码:A 文章编号:1672-061X(2019)02-0051-05DOI:10.19550/j.issn.1672-061x.2019.02.051作者简介:高彦嵩(1978—),男,高级工程师。
试论钢轨焊接接头外观质量控制
试论钢轨焊接接头外观质量控制钢轨焊接接头外观质量控制是铁路建设和运营中的重要环节。
钢轨焊接接头是铁路轨道上的重要连接部件,其质量直接关系到铁路线路的安全和稳定性。
对钢轨焊接接头的外观质量进行有效控制,对保障铁路线路运输安全具有重要意义。
本文将从钢轨焊接接头的质量控制方法、存在的问题和解决措施等方面进行详细论述。
钢轨焊接接头的外观质量控制方法包括目测检查、尺寸测量和无损检测等。
目测检查是最常用的一种方法,通过人工目测对接头的焊缝、表面平整度、除锈情况等进行检查,可以及时发现缺陷并进行修复。
尺寸测量则是采用测量仪器进行测量,包括焊缝尺寸、接头高度和轨头偏移等参数的测量,以保证焊接接头的尺寸符合要求。
无损检测则是利用超声波、磁粉、射线等检测方法对焊接接头进行全面检测,以发现内部缺陷和裂纹,确保焊接接头的质量达标。
综合运用以上方法,可以对焊接接头的外观质量进行全面控制,确保其符合相关标准要求。
钢轨焊接接头的外观质量控制依然存在一些问题。
首先是人工目测检查的主观性较强,容易出现遗漏和误判,影响了接头的质量控制。
其次是部分焊接接头存在焊缝不牢固、表面不平整等质量问题,影响了接头的使用寿命和运输安全。
一些小型焊接作业厂家设备和技术水平有限,导致焊接接头质量无法保证。
针对这些问题,需要采取有效的解决措施,确保焊接接头的外观质量达到标准要求。
针对钢轨焊接接头外观质量控制存在的问题,可以采取以下解决措施。
首先是加强对焊接接头质量的监督检查,对焊接接头的质量问题进行及时发现并进行整改。
其次是加强对焊接作业人员的技术培训,提高其焊接接头质量控制意识和操作技能,确保焊接接头质量符合要求。
还可以对焊接接头质量进行定期检测和评估,对存在问题的接头进行及时维修或更换,保证焊接接头的质量达标。
加强与焊接作业厂家的合作,对其设备和技术水平进行监督和评估,确保焊接接头质量可靠。
通过以上解决措施的综合应用,可以有效提高钢轨焊接接头的外观质量控制水平。
浅谈高速铁路厂焊钢轨焊接接头外观质量控制
速铁路厂焊钢轨焊接接头外观质量控制李志强(北京交通大学,北京市]0007])哺要]本文通过对影响厂焊百米定尺钢轨焊接接头外观质量的各生产岗位进行阐述,结合焊嘞.基地几年来焊接高速轨的经验,给出了各岗位外硬质量控制的关键点,从而达到高速铁路对钢轨.焊头外觋质量的高要求。
侈铃§词】高速铁路;焊接接头;夕}现质量;钢轨目前厂-焊500米长钢轨的作业流程中影响焊接接头外明质厘的关键岗位有:钢勒母材的焊前检查,除锈,焊接,时效,精矫直,精磨和平直度检验。
下面分别对各个岗位最新作业要求和注意颧等进行阐述。
1钢勃母材的焊前检查钢轨母材的焊前检查项目:钢轨表面质量,轨端主要几何尺寸(轨高、轨头宽、轨底宽、断面不对称),轨端平直度,轨端扭曲度。
TB 厂r 1632未对焊前检查数量进行规定,而且前高速轨焊前检查执行:线路设计速度>160km /h 时应逐根检查:线路速度≤160km./h 时,主要几何尺寸可按比例抽检,抽检比例≥10%,1各焊轨基地自行制定抽检比例,其它项目逐根检查。
1)轨端平直度检查:采用钢轨平尺和塞尺,具体按下面规定执行:检查铁标轨(<160km /h)使用1米尺;检查250km ./h 钢轨使用1.5米尺:检查350km /h 钢轨使用2米尺。
平直度不合格的钢轨可采用焊前调直机进行矫直。
2)轨端主要几何尺寸:采用铁科院研制的测量样板。
重点检查断面不对称度,避免轨头左偏的钢轨与右偏的钢轨配焊,造成错牙超标i 尽量保证正(负)偏差和正(负)偏差相配,偏差量尽量接近。
具体测量方法见测量样板说明书。
3)轨端扭曲:采用铁科院研制的扭曲度测量尺,使用方法见仪器说明书。
要求端部1米扭曲度≤045m n ~测量端部扭曲的目的是防止焊接扭曲错边超限。
4)钢轨表面质量检查:肉眼检查钢轨外观有无裂纹、折叠、划痕、压痕、碰伤等缺陷。
轨底采用镜面检查。
根据线路设计速度不同,钢轨母材执行以下标准:(43kg /m 一75kg /m 熟轧钢轨订货技术条件>(rB /T 2344—2003),甜速200公里客运专线60kg /m 钢轨暂行技术:条4--t -)(19981,Q 50km /h客运专线60kg /m 钢轨暂行技术条乍p(2005),甜速300公里高速铁路60kgl m 钢勒暂行技术条{牛>《199固,{350km t h 客运专线60kg /m钢轨暂,斤技术条乍b 亿00m 。
试论钢轨焊接接头外观质量控制
试论钢轨焊接接头外观质量控制钢轨焊接接头的外观质量控制是针对焊接接头的外观形态、尺寸、焊渣等方面进行的质量控制,旨在确保焊接接头的外观符合相关标准和要求,以提高钢轨焊接接头的使用性能和安全性。
钢轨焊接接头的外观形态应平整、光滑,无显著凹陷、裂纹等缺陷。
焊接接头的两端应与原有钢轨的形态相匹配,保证焊接接头与原有钢轨形成连续表面,不影响列车的正常运行和通过。
钢轨焊接接头的尺寸应符合标准规定的要求。
焊接接头的长度应满足设计要求,不得超过规定的范围。
接头两侧的高度差、内外侧的错台等尺寸也应符合标准要求,以保证钢轨接头的平稳过渡,减小因尺寸差异带来的列车震动和噪音。
对焊接接头的焊渣也需要进行质量控制。
焊接接头的焊渣应彻底清除,不得有明显残留。
焊渣的残留会阻碍钢轨的正常使用,容易引起轨道噪音和磨损。
为了实现钢轨焊接接头外观质量的控制,可采取以下措施:1. 加强作业人员的培训和指导,确保焊接操作规范。
作业人员应熟悉焊接接头的相关标准和要求,掌握正确的焊接工艺和操作技巧。
2. 使用合适的焊接设备和工具。
焊接设备应具备良好的焊接性能和控制精度,以保证焊接接头的质量。
应选用适当的焊条和焊接工艺,以提高焊接接头的成形性和质量。
3. 增强质量检测和监控手段。
对焊接接头的外观质量进行定期检测和复核,及时发现和纠正不符合要求的问题。
可以采用目视检查、尺寸测量、焊渣检测等方法,确保焊接接头的合格率和稳定性。
4. 完善质量管理体系和质量记录。
建立焊接接头的质量管理档案,记录焊接接头的焊工信息、焊接参数、质量检测结果等关键信息,便于质量追溯和以后的检查。
钢轨焊接接头的外观质量控制对于提高钢轨焊接接头的使用性能和安全性至关重要。
通过加强质量培训、使用适当的焊接设备和工具、增强质量检测和监控手段,配合完善的质量管理体系和质量记录,可以有效控制焊接接头的外观质量,保证钢轨的正常运行和使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轨头侧面工作边上距轨顶面16mm处的纵向线水平方向≤
&
5
推凸
1Байду номын сангаас轨头、轨底、轨底顶面斜坡推凸余量≤1mm
2.其它部位推凸余量≤2mm
不应将焊渣挤入母材,焊渣不应划伤母材。
—
6
外形
精整
外形精整不应使焊接接头或钢轨产生任何机械损伤或热损伤。
外形精整应保持轨头轮廓状态,轨底、轨底两侧和轨底角上部(30mm)应打磨至钢轨原始轮廓状态。
2
不平度
焊缝中心线两侧各100mm范围内轨头工作面不平度≤
3
打磨
?
应沿钢轨纵向打磨;钢轨打磨表面不应出现打磨灼伤。
1.轨顶面及轨头侧面工作边母材打磨深度≤;
2.轨脚边缘的水平方向错边过渡打磨值≤2mm ;
3.其它部位母材错边过渡打磨深度≤1mm;
4.打磨误伤母材深度≤;
*
4
平直度
1.轨顶面纵向中心线垂直方向高出≤
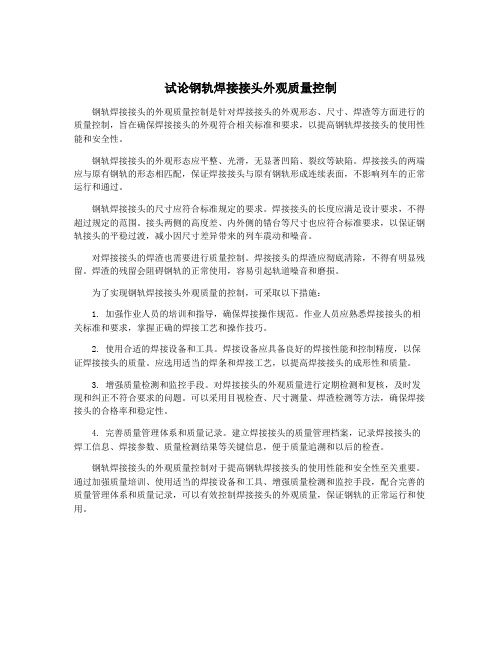
钢轨焊接接头外观检查报告
线别:山西中南部铁路通道ZNTJ-1 行别:□左线 / 右线□施工里程:
股别:□左/右□轨型:60kg/m 焊接编号: 统一里程:
序号
项目
检查内容
检查结果
(如不合格请说明)
处理结果
1
外部
-
伤损
焊接接头及其附近钢轨表面不应有裂纹、明显压痕、划痕、碰伤、电极灼伤、打磨灼伤等伤损。
^
7
其它
检验结果
依据TB/T 标准:
检 查 人(签字):现场监理:
负责人(签字): 日期:.