汽车总装工艺方案共56页文档
汽车制造总装配工艺
总装配工位卡
总装配工位卡 在一定的产量条件下,根据生产节 拍和装配工位数,在总装配工艺卡的基 础上编制的每个装配工位工人的作业卡, 是具体指导工人操作的工艺文件 。
总装配工位卡
总装配工位卡的内容
①工位号按装配线两侧分别为左、右顺 序编号及工位名称。②序号、作业内容、 零部件名称、图号和数量。③所用工具、 工装或量检具名称、规格、数量。④质量 要求及指标,检验方法,注意事项。⑤零 部件装配的相互位置关系图 。
汽车总装配概述
汽车总装配工艺文件
汽车总装配工艺文件
总装配车间工艺平面布置图 总装配工艺卡 总装配工位卡 工时定额表 设备明细表 检查工艺卡 辅助材料消耗定额 工具清单及工位器具(包括工艺装备和吊具)清单
总装配车间工艺平面布置图
总装配车间工艺平面布置图的内容 ①总装配线长度及作业区;②车间通道; ③天车或单轨电动葫芦等各种运输设备的运行轨 道及其标高,设备平面团号;④其它设备和主要 工艺装备(如分装台、气动吊等)的安装位置及其 平面图号;⑤操作工位;⑥其他分装地、储存地、 生活间、厕所等的位置;⑦厂房的长、宽、高及 按建筑的要求表示墙体、门、窗、柱子及柱轴编 号;⑧车间内水、电、气等的动力供应点;⑨对 车间的照明、地坪负荷、通风除尘、采暖和防暑 降温要求及对厂房的结构或材料等要求加以明确 的说明。
按集中原则进行
按分散原则进行
强制移动式
自由移动式
间隙(周期)运 行的
连续运行的
装配的生产组织形式
固定式装配
在制品固定,装配工人移动操作。 移动式装配 在制品移动,装配工人固定在某一工位
装配的生产组织形式
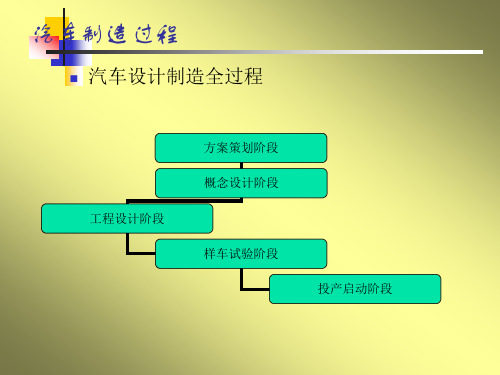
汽车总装工艺过程
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1总装配的主要工作内容1.1物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2制定生产计划进度1.3制定装配工艺规程(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1.4装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理运转机件的平衡是装配过程中的一项重要工作。
尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。
旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。
3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车总装工艺过程
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的.因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1 总装配的主要工作内容1.1 物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2 制定生产计划进度1.3 制定装配工艺规程(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1。
4 装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理运转机件的平衡是装配过程中的一项重要工作.尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格.旋转体机件的平衡有静平衡和动平衡两种方法.对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。
3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配.4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车总装工艺过程【范本模板】
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作.1 总装配的主要工作内容1.1 物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备。
1。
2 制定生产计划进度1。
3 制定装配工艺规程(1)划分装配单元.(2)制定装配工艺流程.(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具.(5)通过调试确定保证精度的装配方法。
1.4 装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗.清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义.2)平衡处理运转机件的平衡是装配过程中的一项重要工作.尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格.旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡.3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配.4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车总装车间工艺流程

汽车总装车间工艺流程汽车的总装配是汽车制造过程的最后阶段,它对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
总装配的主要工作内容包括物流系统准备、制定生产计划进度、制定装配工艺规程和装配工作内容。
在物流系统准备阶段,需要组织进外协件、外购件,并进行必要的物资储备。
制定生产计划进度是为了确保总装配进度的合理性和准确性。
制定装配工艺规程包括划分装配单元、制定装配工艺流程、制定调整、检测标准、设计装配中的夹具及工位器具以及通过调试确定保证精度的装配方法。
装配的工作内容包括清洗、点件、平衡处理、过盈连接和螺纹连接。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
平衡处理对于运转机件的平衡是装配过程中的一项重要工作。
过盈连接和螺纹连接分别采用不同的装配方法,以确保连接的牢固和稳定。
总之,汽车总装配是整个汽车制造过程的最后一步,对整车的质量和性能有着重要的影响。
必须高度重视总装配工作,确保每个工作环节都符合质量标准。
螺纹连接的质量对装配质量有着重要影响。
如果拧紧的次序或施力不均,会导致零件变形,降低装配精度,甚至引起漏油、漏水、漏气等问题。
对于运转机件上的螺纹连接,如果拧紧力不达标,就会松动,影响装配质量,严重时会导致事故。
因此,对于重要的螺纹连接必须规定拧紧力的大小。
校正是指对各零部件位置进行找正和调整工作,也是装配工作的一部分。
除了基本的装配工作,还包括部件或总成的检验、试运转、油漆、包装等,这些也需要合理安排。
汽车总装配是将各种汽车零部件按照规定的技术要求,选择合理的装配方法进行组合、调试,最终形成可以行驶的汽车产品的过程。
总装配的工艺过程包括装配、调整、路试、装箱、重修、入库等环节。
装配工艺过程包括将各种汽车零部件按照一定的技术要求进行组合,对于需要润滑的部位加注润滑剂,对冷却系统加注冷却液,基本上达到组合后的汽车可以行驶的过程。
汽车总装车间工艺流程

汽车总装车间工艺流程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格。
由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作。
1、总装配的主要工作内容1.1物流系统准备:(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2制定生产计划进度1.3制定装配工艺规程:(1)划分装配单元。
(2)制定装配工艺流程。
(3)制定调整、检测标准。
(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法。
1.4装配的工作内容1)清洗、点件:进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理:运转机件的平衡是装配过程中的一项重要工作。
尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。
旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡。
3)过盈连接:对于过盈连接件,在装配前应保持配合表面的清浩。
常用的过盈连接装配方法有压人法和热胀法两种。
压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接:在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好。
汽车总装配厂工艺设计
汽车总装技术
汽车总装技术
汽车总装配厂工艺设计
(4)前后悬架总成分装线和发动机与变速器动力总成 分装线。
前后悬架总成分装线和发动机与变速器动力总成分 装线根据不同的车型结构,若不带副车架,一般采用环 形地链牵引小车式,小车上设有液压举升装置,可与底 盘装配线同步运行,直接上线。
汽车总装配厂工艺设计
整车检测线 是对整车质量以及零部件功能进行综合检测。整车
装配完成后,要在整车检测线上对其主要性能进行检测 ,并进行必要的调整。
汽车总装技术
汽车总装技术
汽车总装配厂工艺设计
整车检测线上另外的检测项目 1)外观检查; 2)12V外接电源启动发动机试运ቤተ መጻሕፍቲ ባይዱ; 3)车轮定位参数检测。
汽车总装技术
汽车总装技术
汽车总装配厂工艺设计
汽车总装配工艺的概念
汽车总装配就是使汽车各零部件和总成具有一定的相 互位置关系并形成整车的工艺过程。研究和确定汽 车由零部件、总成形成整车的过程中所需的方法、 手段、条件并编制为文件的工作,叫做汽车总装配 的工艺设计。
• 在汽车总装配过程中,也离不开在制品的运输过程( 即物流)以及产品质量检验过程。故在总装配工艺设 计时,也要包括这两部分内容。
汽车总装技术
汽车总装配厂工艺设计
为了保证质量,制动液、冷却液及制冷剂加注前需进行 必要的检测和抽真空。
② 冷却液加注:在加注冷却液前,需进行油、水密封 性检测。水循环系统的密封性检测,主要是检测散热器 、水管、缸体水道及水泵的密封性。测试时,将水管塞 头与水箱口相连,加压,并保持一段时间,无压力下降 ,则为正常,可以加注冷却液,在加注冷却液时需要进 行抽真空,获得一定的真空度后,方可加注。
汽车总装工艺过程
汽车总装工艺过程汽车的总装配是整个汽车制造过程的最后阶段,汽车整车的质量最终是由总装配来保证的。
因为如果装配不当,即使所有零件的加工质量都合格也难以获得符合质量要求的产品;反之,若零件加工的质量不够高,却可以通过制定合理的装配方法,使产品质量合格.由于汽车总装配所花费的劳动量很大、占用时间多、占用场地大,其对整车生产任务的完成、企业劳动生产率以及生产成本与资金周转、市场营销等均有直接影响。
因此,必须高度重视汽车整车的总装配工作.1 总装配的主要工作内容1.1 物流系统准备(1)组织进外协件、外购件。
(2)必要的物资储备。
1.2 制定生产计划进度1。
3 制定装配工艺规程(1)划分装配单元.(2)制定装配工艺流程。
(3)制定调整、检测标准.(4)设计装配中的夹具及工位器具。
(5)通过调试确定保证精度的装配方法.1.4 装配的工作内容1)清洗、点件进人装配的零件必须先进行清洗,以去除在制造、贮存、运输过程中所粘附的油脂、污物、切屑、灰尘等。
相关部件、总成在运转磨合后也应清洗。
清洗对于保证和提高装配质量、延长产品的使用寿命有着重要意义。
2)平衡处理运转机件的平衡是装配过程中的一项重要工作。
尤其是那些转速高、运转平稳性要求高的机器,对其零、部件的平衡要求更为严格。
旋转体机件的平衡有静平衡和动平衡两种方法。
对于盘状旋转体零件,如皮带轮、飞轮等,通常只进行静平衡;对于长度大的旋转机件,如曲轴、传动轴等,必须进行动平衡.3)过盈连接对于过盈连接件,在装配前应保持配合表面的清浩.常用的过盈连接装配方法有压人法和热胀法两种.压人法系在常温条件下以一定压力压人配合,会把配合表面微观不平度挤平,影响过盈量。
压人法适用于过盈量不大和要求不高的场合。
重要的、精密的机械以及过盈量较大的连接处常用热胀(或冷缩)法装配,即采用加热孔件或冷缩轴件的办法,使得缩小过盈量或达到有间隙后再进行装配。
4)螺纹连接在汽车结构中广泛采用螺纹连接,对螺纹连接的要求是:(1)螺栓杆部不产生弯曲变形,螺栓头部、螺母底面与被连接件接触良好.(2)被连接件应均匀受压,互相紧密贴合,连接牢固.(3)根据被连接件的形状,螺栓的分布情况,应按一定顺序逐次(一般为2~3次)拧紧螺母。