CRTSⅢ型板式无砟轨道先张法预应力混凝土轨道板预制质量控制施工工法
CRTSⅢ型板式无砟轨道板制造施工工法(2)

CRTSⅢ型板式无砟轨道板制造施工工法CRTSⅢ型板式无砟轨道板制造施工工法一、前言CRTSⅢ型板式无砟轨道板是一种新型的轨道板类型,它将轨道和轨枕集成成一个整体,具有轻便、耐久、安装方便等特点。
本文将对CRTSⅢ型板式无砟轨道板的制造施工工法进行详细介绍和分析。
二、工法特点1. 轻便:CRTSⅢ型板式无砟轨道板采用高强度钢材制成,具有良好的承载能力和抗变形能力,具有轻便、灵活的特点。
2. 耐久:该轨道板具有较长的使用寿命,能够适应各种复杂的运行环境,保持长期的稳定性。
3. 安装方便:相比传统的轨枕和轨道分离安装的方式,CRTSⅢ型板式无砟轨道板能够实现一次性安装,大大提高了施工效率和工期。
三、适应范围CRTSⅢ型板式无砟轨道板适用于各种铁路场景,特别是适用于城市轨道交通和高速铁路等轨道交通系统。
其结构紧凑、施工方便的特点,使得它能够适应各种地形和复杂条件的施工需求。
四、工艺原理CRTSⅢ型板式无砟轨道板的施工工法是基于以下原理:通过对接轨板与轨枕进行整体制作,并在现场进行一次性安装,从而避免了传统砟石固定和轨枕、轨道分离安装的工序,提高施工效率和质量。
五、施工工艺1. 地基处理:在施工现场对地基进行必要的处理,确保基础平整且具备承载能力。
2. 组装轨道板:将预制好的轨道板通过焊接等方式连接成一段段长的轨道板,确保其质量和尺寸符合要求。
3. 现场安装:使用相应的设备将组装好的轨道板整体放置在地基上,并进行精确调整和固定,确保轨道板的水平、垂直和位置符合设计要求。
4. 试验和调整:进行轨道板的试验和调整工作,包括轮对横移试验、轨道板的弯曲试验等,确保轨道板的质量和安全性。
5. 现场验收:对安装完毕的轨道板进行细致的验收,确保施工质量达到预期要求。
六、劳动组织根据施工工艺的要求,需要充分考虑人力需求、岗位设置、协作配合等因素,合理组织劳动力,确保施工进度和质量。
七、机具设备1. 轨道板制造设备:包括激光切割机、焊接机、轨道板加工设备等,用于轨道板的制造和加工。
郑徐客专CRTSⅢ型先张法轨道板预制施工工艺研究
郑徐客专CRTSⅢ型先张法轨道板预制施工工艺研究苏雅拉图【摘要】以郑徐客运专线工程项目为例,简述了CRTSⅢ型无砟轨道板总体结构设计方法,从钢筋及预埋件工程、轨道板预应力施工、模板施工、轨道板蒸汽养护等方面,介绍了CRTSⅢ型无砟轨道板的施工技术,保证了轨道板在大批量生产中的顺利进行.%Taking the project along Zhengzhou-Xuzhou Special Passenger Railway as the example,the paper indicates the design methods for the integrated structure of CRTSⅢ-type ballastless rail plate,and introduces the construction technique of CRTSⅢ-type ballastless rail plate from the reinforced and pre-buried projects,prestressed construction of rail plates,model construction,and steam maintenance of rail plates,so as to en-sure the operation of the plates in large-scale production.【期刊名称】《山西建筑》【年(卷),期】2016(042)003【总页数】4页(P133-136)【关键词】客运专线;无砟轨道;轨道板;钢筋【作者】苏雅拉图【作者单位】中铁三局集团有限公司,山西太原 030001【正文语种】中文【中图分类】U213.22010年,我国研究出了具有自主知识产权的板式无砟轨道结构——CRTSⅢ型板式无砟轨道,该技术在盘营客运专线铁路、沈丹客运专线铁路、武汉城际圈铁路得到推广运用。
高速铁路CRTSⅢ型板无砟轨道底座板施工工艺及质量控制措施

高速铁路CRTSⅢ型板无砟轨道底座板施工工艺及质量控制措施摘要:随着我国高速铁路的突破性进展,CRTSⅢ板式无碴轨道的施工技术日趋成熟。
经过研究人员和业内人士的不懈努力,CRTSⅢ型板式无碴轨道在世界上处于领先地位。
垫板施工是常用的施工技术之一,其施工质量决定了轨道的使用寿命和舒适性,必须引起重视。
对于高速铁路来说,强调工后零沉降意义重大。
为保证无碴轨道施工质量,针对施工过程中常见的质量隐患,通过现场不断实践,优化施工工艺和工装设备,总结施工质量控制要点和改进措施,值得深入研究和探索。
关键词:CRTSⅢ型轨道板;底座板;施工工艺1工程概况京雄城际铁路是连接北京市与河北省雄安新区的城际铁路,是完善京津冀区域高速铁路网结构的重要铁路线路。
设计行车速度:350 公里/小时。
最小曲线半径:800 米。
新建北京至雄安城际铁路站前工程JXSG-7标段无砟轨道里程范围为DK102+000-DK105+060,轨道全长25.6km,其中CRTSⅢ型无砟轨道7.4公里(CRTSⅢ型轨道板1397块)。
2 CRTSⅢ型轨道板底座板施工工艺流程及质量控制2.1主要施工工艺流程CRTSⅢ型轨道板底座板施工工艺流程包含:施工前期准备→测量放样→梁面底层基层处理→底座钢筋焊网安装→底座及凹槽模板安装→底座混凝土浇筑及养护→限位凹槽模板拆除→底座混凝土养护。
2.2施工准备及测量放样施工原材料检测合格后才可以进场使用。
工装配置及准备齐全,保证无遗漏,避免实际作业受到影响。
试验、测量工具检测标定达到要求。
沉降评估完成,CRTSⅢ网建立并评估完成。
施工人员及技术人员进行培训与考核。
线下桥梁工程验收完成。
混凝土配合比报告审批完成。
复核相关数据,一旦发现问题,立即改善超差部位,通过CPⅢ控制网来施工。
通过布板软件获取各板坐标,保证逐点放样准确无误。
2.3桥梁基础基层处理在线下工艺性试验完成、桥梁变形沉降观测评估及梁上CPⅢ测设及评估完成后且验收合格后方可进行底座板施工,利用CPIII建站放出轨道中心线,用凿毛机在轨道中心线两侧各 1.35米范围内的混凝土面进行凿毛处理,凿毛面积不得小于原混凝土面积的90%,凿毛深度为1.8~2.2mm,凿毛纹路应均匀、清晰、整齐。
CRTSⅢ型板式无砟轨道常见施工质量问题及控制关键技术
CRTSⅢ型板式⽆砟轨道常见施⼯质量问题及控制关键技术CRTSⅢ型板式⽆砟轨道是我国拥有⾃主知识产权的⼀种新型⽆砟轨道结构。
经过10余年研发及应⽤,在理论分析、结构设计、试验研究、⼯程材料、建造技术、养护维修、结构耐久性以及技术经济性等⽅⾯的研究⼯作基本完成[1-2],形成了先张法预应⼒轨道板、后张法预应⼒轨道板和普通钢筋混凝⼟轨道板3种基本板型。
这些板型结合“纵向单元、垂向复合”设计思路,可适应多种⽓候环境条件,且具有较好的耐久性和可维修性。
与有砟轨道相⽐,⽆砟轨道具有少维修的优点,但当出现质量问题时,也具有难维修的缺点。
前期⼯程实践表明,线路运营中的主要问题是建设阶段遗留下的问题。
尽管CRTSⅢ型板式⽆砟轨道结构在研发时考虑了可更换维修条件,但是⼀旦投⼊运营,更换难度与成本依然较⼤。
为减少施⼯过程返⼯及运营阶段维修管理作业量,本⽂总结CRTSⅢ型板式⽆砟轨道施⼯技术[3-8],分析施⼯过程中容易出现的质量问题[9-11]及其产⽣原因,并提出相应的解决措施,为后续相关⼯程质量控制提供参考。
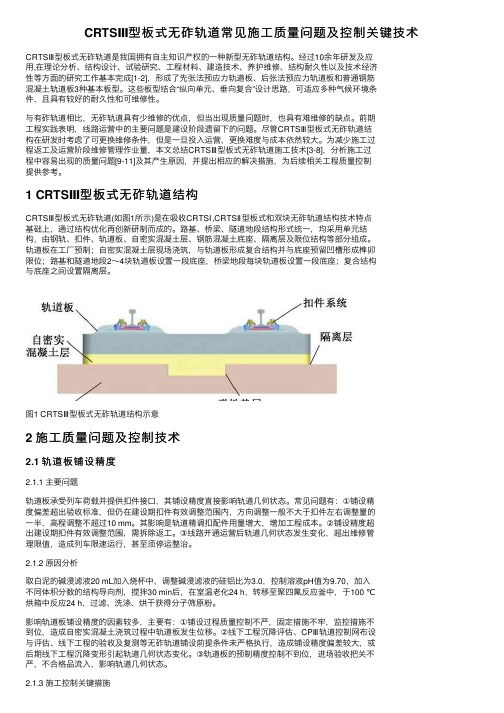
1 CRTSⅢ型板式⽆砟轨道结构CRTSⅢ型板式⽆砟轨道(如图1所⽰)是在吸收CRTSⅠ,CRTSⅡ型板式和双块⽆砟轨道结构技术特点基础上,通过结构优化再创新研制⽽成的。
路基、桥梁、隧道地段结构形式统⼀,均采⽤单元结构,由钢轨、扣件、轨道板、⾃密实混凝⼟层、钢筋混凝⼟底座、隔离层及限位结构等部分组成。
轨道板在⼯⼚预制;⾃密实混凝⼟层现场浇筑,与轨道板形成复合结构并与底座预留凹槽形成榫卯限位;路基和隧道地段2~4块轨道板设置⼀段底座,桥梁地段每块轨道板设置⼀段底座;复合结构与底座之间设置隔离层。
图1 CRTSⅢ型板式⽆砟轨道结构⽰意2 施⼯质量问题及控制技术2.1 轨道板铺设精度2.1.1 主要问题轨道板承受列车荷载并提供扣件接⼝,其铺设精度直接影响轨道⼏何状态。
常见问题有:①铺设精度偏差超出验收标准,但仍在建设期扣件有效调整范围内,⽅向调整⼀般不⼤于扣件左右调整量的⼀半,⾼程调整不超过10 mm。
高速铁路CRTSⅢ型板式无砟轨道先张法预应力轨道板的预制(机组流水线法)

三 施工工艺
3.机组流水法主要工序简介
三 施工工艺
3.机组流水法主要工序简介
三 施工工艺
3.机组流水法主要工序简介 预应力筋张拉 施加预应力采用专用张拉设备,张拉记录由系统自动生成。 预应力筋采用整体单根张拉方式,单根预应力筋加载速率不大于
1.钢筋加工
预应力钢筋、锚固板直接成套购买专业生产厂家的产品。环氧 树脂涂层钢筋购买成品,其余钢筋厂内加工。
(1)钢筋存放 钢筋存放在封闭的钢筋区,存放场地硬化处理,钢筋存放的地 面应垫高10cm。检验合格的钢筋按批次和不同牌号、不同规格分 别存放并挂标识牌,不合格的钢筋应设有明显标志并及时清除出场。 钢筋成品要分部位命名,按号牌顺序堆放,不得将用于不同部位的 钢筋叠放在一起。 (2)接地钢筋焊接 为保证综合接地钢筋焊接质量和钢筋笼的尺寸要求,需设置接 地钢筋焊接胎具,在胎具上焊接成型。 钢筋焊接采用搭接焊工艺,按技术要求钢筋间十字交叉时应采 用“L”型钢筋焊接,焊缝长度为单面焊接不小于100mm,双面焊 接不小于55mm。
三 施工工艺
3.机组流水法主要工序简介
三 施工工艺
3.机组流水法主要工序简介
三 施工工艺
3.机组流水法主要工序简介 钢筋骨架入模 将钢筋骨架放入组装好的模型内,安装起吊套管,固定接
地端子,螺旋筋不得与其他钢筋搭接,以防止其搭接形成回路, 影响轨道板绝缘性能。如有偏斜、扭曲,应进行调整。最后把 张拉杆与预应力筋连接并预紧。
轨道板水养时第一块轨道板应用卡具固定在水养池边,其余轨道 板用卡具将紧邻两块轨道板连接在一起。
高速铁路CRTSⅢ型板式无砟轨道先张法预应力轨道板的预制(机组流水线法)
三 施工工艺 工艺流程图
工位7:喷涂脱模剂
工位8:预埋件安装
钢筋检验
工位6:模具清理
工位8:钢筋入模
穿入预应力筋
工位9、10:张拉杆安预紧
钢筋加工、绑扎
工位11:钢筋骨架绝缘检查
▲工位12、13:预应力张拉
水泥
试件制作
工位14:扫描检测
▲ 混
凝
★ 工位15、16:混凝土浇筑
4kN/s,分别张拉预应力筋至设计值,张拉完成后,持荷1分钟后插紧 楔块并记录。
预应力值采用双控,以张拉力值为主,伸长值作校核。实际单根 预应力筋的张拉力与设计值偏差不大于10.0%,实测伸长量与设计值 偏差不大于10%;先张轨道板正式生产前,应根据设计预应力值做摩 阻试验,确定补偿量。每生产15000块先张轨道板,需再次检验预应 力摩阻。
高速铁路CRTSⅢ型板式无砟轨道先张法 预应力轨道板的预制(机组流水线法)
二0一七年九月
目录
一
二
三
四
五
回
平
施
资
创
顾
面
历
布
史
置
工
源
工
配
新 成 果
艺
置
六
4 展
望 未 来
一 回顾历史 1.CRTSⅢ型后张轨道板诞生
一 回顾历史
2.CRTSⅢ型先张轨道板诞生 2011年下半年至2012年期间,在原铁道部
三 施工工艺
3.机组流水法主要工序简介
三 施工工艺
3.机组流水法主要工序简介 套管及螺旋筋安装 安装前必须将定位栓及周边表面清理干净,将套管与定位栓对位,
用橡胶锤敲击将套管安装到位。当预埋套管安装困难或感觉松动明显 时需更换套管或定位销,不符合要求的定位销或套管需及时予以更换 并追踪套管和定位销质量。安装过程中不得采用铁锤或其他硬质物质 直接敲击预埋套管。安装完成后的预埋套管必须保证预埋套管的垂直 且与模型面板的缝隙不得超过0.5mm。安照大头朝下的原则,将螺旋 筋拧紧至预埋套管上。
CRTSIII型先张法预应力混凝土轨道板机组流水生产施工工法(2)

CRTSIII型先张法预应力混凝土轨道板机组流水生产施工工法CRTSIII型先张法预应力混凝土轨道板机组流水生产施工工法一、前言CRTSIII型先张法预应力混凝土轨道板机组流水生产施工工法是一种用于铁路轨道板施工的先进工法。
本文将介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析和工程实例。
二、工法特点CRTSIII型先张法预应力混凝土轨道板机组流水生产施工工法具有以下特点:1. 采用先张预应力技术,提高了轨道板的承载能力和使用寿命。
2. 采用混凝土浇筑工艺,确保轨道板的整体强度和稳定性。
3. 采用流水线生产工艺,提高了施工效率。
4. 通过机组化施工,减少了人力劳动,降低了工人的作业强度和危险程度。
5. 适应不同施工环境和地质条件,灵活性强。
三、适应范围CRTSIII型先张法预应力混凝土轨道板机组流水生产施工工法适用于不同类型的铁路轨道板施工,包括城市轨道交通、高速铁路等。
四、工艺原理CRTSIII型先张法预应力混凝土轨道板机组流水生产施工工法的工艺原理如下:1. 施工工法与实际工程之间的联系:工法通过工程设计要求,制定施工方案和工艺流程,确保施工质量符合设计要求。
2. 采取的技术措施:工法采用先张预应力技术,通过施工机组对混凝土进行先张预应力施工,提高轨道板的承载能力和使用寿命。
3. 工法的理论依据和实际应用:工法基于混凝土工程理论和实践经验,通过预应力施工技术和流水线生产工艺,实现轨道板的高强度、稳定性和高效率的施工。
五、施工工艺CRTSIII型先张法预应力混凝土轨道板机组流水生产施工工法的施工工艺包括以下阶段:1. 土方清理和基础处理:清理施工现场的杂物和土壤,进行基础处理,确保轨道板施工的稳定性。
2. 钢筋制作与安装:按照设计要求制作预应力钢筋,将钢筋按照规定的布置图安装在模板中。
3. 混凝土浇筑:将混凝土按照预定的配合比倒入模板中,并采用振动器进行振动,确保混凝土的密实性和均匀性。
高速铁路CRTS Ⅲ型板式无砟轨道先张法预应力混凝土轨道板智能制造技术
建筑交通 | BUILDING & TRAFFICI高速铁路c r t s m型板式无砟轨道先张法预应力混凝土轨道板智能制造技术贾有权(中国中铁高速铁路轨道板智能制造专业研发中心,辽宁沈阳110100)摘要:CRTS丨丨丨型板式无砟轨道先张法预应力混凝土轨道板是我国自主研发的CRTS I I丨型元砟轨道系统的重要组成部分。
轨道 板智能制造是响应我国制造强国的发展战略,提高我国高速铁路智能建造水平的一次技术再创新。
通过现代化信息技术与先 进制造装备的集成创新,实现了轨道板厂规划及工艺设计的数字化、生产工艺的自动化、生产管理的信息化,使得执道板厂 在生产效率、经济效益、质量效果、能源利用率等方面均有显著提升,为实现轨道板智能制造提供了技札路径。
关键词:CRTS丨丨丨型板式无砟轨道;轨道板:智能制造 文献标识码:A中图分类号:U213文章编号:2096-4137 (2020) 12-36-03 DOI:10.13535/ki.10-1507/n.2020.12.08Intelligent manufacturing technology of pretensioned prestressed concrete track slab of CRTS III slabballastless track for high-speed railwayJIA Youquan(Professional Research and Development Center of Intelligent Manufacturing of Track Slab for High Speed Railway of China Railway,Shenyang II0100, China)Abstract:The pretensioned prestressed concrete slab of CRTS III slab ballastless track is an important component of CRTS III ballastless track system independently developed by China.The intelligent manufacturing of track slabs is a development strategy responding to China's manufacturing power,and one technological innovation for improving the level of intelligent construction of highspeed railways in China.The digitization of track slab plant planning and process designing,the automation of production processes and the informationization of production management were achieved by the integration and innovation of modem information technology and advanced manufacturing equipment.It makes the track slab plant significantly improve the production efficiency,economic benefits, quality controls and energy efficiency etc.and also provided a technical path for the intelligent manufacturing of track slabs.Keywords:CRTS III slab ballastless track;track slab;intelligent manufacturing〇引言高速铁路CRTS III型无砟轨道先张法预应力混凝土轨道板是我国首次自主研发的高速铁路技术成果,具有完全知识产权。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CRTSⅢ型板式无砟轨道先张法预应力混凝土轨道板预制质量控制施工
工法
CRTSⅢ型板式无砟轨道先张法预应力混凝土轨道板预制
质量控制施工工法
一、前言CRTSⅢ型板式无砟轨道先张法预应力混凝土轨
道板预制质量控制施工工法是一种先进的施工工法,通过预应力混凝土轨道板的预制和施工,实现了轨道板的工厂制造和现场组装,大大提高了轨道板的施工效率和质量。
二、工法特点该工法具有以下特点:1. 先张法预应力混
凝土轨道板的预制:将预应力钢筋和混凝土一并浇筑成轨道板,提前在工厂进行制作,保证了轨道板的质量和稳定性。
2. 板
式无砟轨道的使用:将预制好的轨道板组装在现场,无需传统的石枕和轨道床,方便快捷。
3. 具有良好的承载力和稳定性:先张法预应力混凝土轨道板具有较高的抗弯强度和抗沉降性能,能够适应高速、大负荷的铁路运营要求。
4. 工期短、施工效
率高:轨道板的预制和组装使得工期大大缩短,可快速投入使用。
三、适应范围该工法适用于城市轨道交通、高铁、铁路干线和次干线等土建工程中的路基筑建、桥梁和隧道施工。
四、工艺原理采用CRTSⅢ型板式无砟轨道先张法预应力
混凝土轨道板预制质量控制施工工法是基于以下技术原理:1. 轨道板预制工艺:通过先张法预应力技术在工厂内对混凝土轨道板进行预制,采取整体浇筑和张拉预应力钢筋的方法,保证轨道板的质量和强度。
2. 轨道板组装工艺:现场将预制的轨
道板组装在预先安装好的支撑结构上,形成连续的轨道路基。
3. 轨道板固定工艺:采用预先设计好的固定装置,使轨道板
与支撑结构牢固连接,形成稳定的轨道路基。
五、施工工艺 1. 轨道板预制: a. 搭建工厂制作场所,准备模板和预应力钢筋。
b. 按照设计要求进行混凝土浇筑,同时进行预应力钢筋的张拉和固定。
c. 进行养护和验收,
确保轨道板质量合格。
2. 轨道板组装: a. 现场准备好支撑结构,在平顶车或起重机的帮助下将轨道板进行吊装和拼接。
b. 采用螺栓和
焊接等方式将轨道板与支撑结构连接固定,并进行调整,确保轨道板的水平度和平整度。
3. 轨道板固定: a. 设计合理的固定装置,根据实际情况确定固定点和固定方式。
b. 进行固定装置的安装和固定,确保轨道板与支撑结构的连接牢固稳定。
六、劳动组织根据工程规模和具体情况,合理组织施工人员,明确各个岗位的职责和任务分工,确保施工工期和质量的达标。
七、机具设备施工中需要使用的机具设备包括平顶车、起重机、焊接设备、螺栓紧固工具等,这些设备能够满足轨道板的吊装、拼接和固定等工艺要求。
八、质量控制通过合理的施工工艺和严格的工序控制,对轨道板的预制、组装和固定过程进行质量把控,确保轨道板的尺寸精度、强度和稳定性符合设计要求。
九、安全措施在施工中,要重视施工现场的安全问题,设置安全警示标识、安全防护措施和安全培训,确保施工人员的人身安全和施工设备的安全运行。
十、经济技术分析根据实际工程应用的情况,对施工工期、施工成本和使用寿命进行分析和评估,比较CRTSⅢ型板式无
砟轨道先张法预应力混凝土轨道板预制质量控制施工工法与传统工法的优势和劣势。
十一、工程实例结合具体工程实例,介绍CRTSⅢ型板式
无砟轨道先张法预应力混凝土轨道板预制质量控制施工工法在实际项目中的应用效果和成果,展示其实用性和可行性。
总结:CRTSⅢ型板式无砟轨道先张法预应力混凝土轨道
板预制质量控制施工工法通过预制和组装的方式,实现了轨道板的工厂制造和现场组装,提高了施工效率和质量。
该工法具有工期短、施工效率高、承载力和稳定性好的特点,适用于土建工程中的路基筑建、桥梁和隧道施工。
在施工过程中,需要严格控制质量和采取安全措施,确保施工过程的稳定和成功。
经过经济技术分析和实际应用验证,该工法具有可靠性和可行性,为实际工程提供了参考和指导。