内螺纹中径的简便测量法
三针测量法对螺纹中径进行简易测量方法

三针测量法对螺纹中径进行简易测量方法螺纹中径是指螺纹的核心径,通常用于螺纹的加工和检测。
在实际应用中,准确测量螺纹中径非常重要,因为它直接影响到螺纹的质量和相互配合的精度。
三针测量法是一种常用的简易测量方法,适用于大多数螺纹尺寸的测量。
1.准备工作:
a.选择适当尺寸的三根测量针,它们的直径分别为D1、D2和D3,并保证它们之间的直径差异较小。
b.准备一个安装针座,针座中心线与螺纹轴线平行,并可以提供与测量针相互垂直的针孔。
2.确定针顶位置:
a.将测量针依次插入针座的针孔,并调整针座的高度,使测量针针顶与螺纹针螺纹顶平齐。
b.通过调节针座高度,使得针座固定在同一位置,便于后续的测量。
3.测量操作:
a.依次将三根测量针插入螺纹中,在每次测量之前都要确保测量针的针尖清洁、无毛刺以及无损伤。
b.插入第一根测量针D1,注意要轻轻转动针座,让测量针缘相对于螺纹错位,确保测量过程中不会有任何划伤或碰撞。
c.记录测量针D1的直径。
d.依次重复步骤b和c,完成第二根测量针D2和第三根测量针D3的测量。
e.记录测量针D2和D3的直径。
4.数据处理:
a.由于三根测量针的直径差异较小,可以认为它们的误差可以忽略不计。
因此,取三根测量针直径的平均值作为测量结果。
b.通过三根测量针的直径差异,来确定螺纹中径。
c.根据测量数据和计算公式进行计算,得到螺纹中径的值。
内螺纹中径测量的几种方法
内螺纹中径测量的几种方法婚螺纹,俗,√;恒凡,凡为引入恒定电流用的导线电阻,测量误差是尺,R引起的电压降.为栗用高输入阻抗的电压计,并进行零位校正后,该压降就非常小了J田1四线■量疆理田整套电路,电流源电流为ImA,直接显示温度值,分辨率为0.01℃.4标定结果为保证精度,我们请安徽省计量局测试所对该系统进行了标定.首先用高精度测温装置对系统进行了遥点分度标定,范围是o~5oc,分度点间隔为5(:,结果见表l然后用水三相点瓶对本系统进行稳定性实验,实验数据见表2,共分6组读数,每组连续读取B个数据.由以上两表所列数据可见,本系统的稳定性较好,若用八次读数平均值计算,优于o.02℃,但在各温度点电压表采用7151型数字万用表,有专用于测温的上温度偏差较大.必须修正使用才能满足测温要求.衰1嗣ill谩墓(℃)5结柬语一般工业用铂电阻温度计精度都较低,常用于测温精度要求不高的场合.而要求测温精度较高时,则往往采用代价高出敦倍乃至数十倍的高精度铂电阻.如果利甩铂电阻的高稳定性,及计量部门用高精度标定装置标定之后的修正值修正使用,则可以撮小的代价显着提高其测温精度.另外,在采用上述方案测温时应注意,通入铂电阻的恒定电流应小于2mA,以减小其自热效应}同时,改善电压表的使用环境,采取多次读数取均值的方法,可以减小电压表不确定度引起的误差,提高测温精度(收稿日期:l995—1O一16)史卓先(上海市农场局长度计量分站上海誊明202178)内螺纹在机械工业中是应用广泛的机械零件.它的制造精度直接影响着机件的连接可靠,装配精度和互换性.因此对高精度螺纹中径的测量都应有一套科学的方法和步骤,由于各厂的生产实际情况及所配备的计量器具各不一样,所采用的测量方法也有所不同常用的有用于分尺,量块以及精密仪器等测量方法261用千分尺测量内螺纹中径根据图1,图2D2=D一(口+6)-I-d-I-2OBOA=d0/2sin(Ⅱ/2)BAP/4tg(~/2)公式:D2D+d0+如n/2)一P/2tg(~12)一cⅡ+6)式中:Dz:内螺纹中径;D:内螺纹外径;:测球直径;户内螺纹螺距;,2;牙形半擂}.,6;测量所得数据测量方法:用干分尺测得,b,D代入上式,即可.宙1曩I球方位雷r_Dr]垫壤田3■块蔫■示毫豳2用组合量块测量内蠕纹中径根据图1,图3D2一E+d0+2OB公式:=E+出+出/sin(./2)一尸/2tg(a/g)式中:E用量块测量所得的数据.测量方法:首先根据零件的尺寸,公差计算出理论值E, 然后根据E组合量块J=芒寸,阱端面为测量基准,根据手感,且测调换相应量块,测量出E,然后代入上面公式,从而可计算出内螺纹中径D.应用范围;此方法适用于端面经过加工的零件.测量精度主要取决于测量者手感及量块,测球,零件的形状误差.3用卧式光学计,涓长札,万能长仪或类似量仪比较测量①用二块专用侧块测量螺纹中径加垫P/2;根据图i,围{田4甩儡块蔫■雷公式;ED2+2AB一(4+6)D2+P/2tg(/2)一(口+)不加垫PI2:公式;E=D2+P/2tg(/2)+P/8[D:--d./sin(a/2)+P/2tg(a/2)J一如+6)或E=x--(4+)可查表获得)式中:E;组合量块尺寸;;内螵理论中径;(4+6);二块专用侧块尺寸.测量方法:(1)根据螺纹规格公差等级查出内螺纹的中径D及中径公差.(2)根据加垫P/2法:E=-~P/2tg(a/2)一(口+6)算出需垫的量块尺寸(或采用不加垫P/Z法:E=z一+6)查出值,算出需垫量块尺寸).(3)把量块E值和专用侧块放入专用夹具,用加垫P/2方法;(或采用不加垫P/2方法)装夹好,然后装上合适的d.测球于测勾上,调整仪器从仪器读出值. (4)放入内螺纹零件,并装夹好,从仪器读出M值.(5)内螺纹中径的偏差一z一肘(6)实际测量的螺纹中径一D2+(肘一M)若垫入量块值≠理论量块值,则内螺纹中径的实测偏差= (M2一MI)+(岛一EI)内螺纹的实测中径D.+(^f一)+(最一E1)式中:肘:垫入量块仪器读数值;M.放入零件仪器读数值;E;理论计算的量块值;Et:实际垫入的量块值.应用范围:此方法在精密测量中使用较广,它适合于内螺纹顶径大于M14以上的零件,测量精度较高+测量误差来自仪器,量块及测球的误差.②用标准光面环规对零测量内螺纹中径+因用标准光面环规对零,即:dD—I一:勘~do+△≈2一0+D—z】公式(1):x=-D--d.一(】一2)式中;D;标准环规直径27互.Pj,净懂,J寸童''?:测球直径':铡标准环规对零读数z:测内螺纹时的读觳.因:M=l~--do/sin(a/2)+P/2tg(u/2)叉;M=V-b--~--,[P/一—P/8z+……公式(2):D:一~P/8x+d0n(a/2)--P/2tg(u/2)测量方法(1)根据螺纹规格,差等级查出螺纹中径z及中径公差.(2)把标准专用环规装夹好,然后装上台适的铡球于测勾上,调整仪器,从仪器读出.值.(3)放入内螺纹并装夹好,从仪器读出.值.(4)把,知代入公式(1]得值.(5)把代入公式(2),从而得出螺纹实测中径:值.(6)内螺纹的实测偏差一(实测)一(理论).应用范围:此方法在实际使用中既简便叉提高工作效率,尤其在测量特殊螺纹中径时更有使甩价值它适用于内螺纹璜径大于MI4以上的零件,铡量精度较高.测量误差主要来自于仪器,光面环规及测球的误差.囝5用标jI环棚量囝4结论从上面几种测量方法看,要想提高测量精度可以对所用的量块,铡球弓f起的误差进行修正.我们使用的量块的示值一般有一定的精度,但即使精度报高的量块也有示值误差,我们可根据所使用的量块的检定证书上偏差来进行修正;同样,我们可用量块在立式光学计上测出测球实际尺寸,并在万能曼微镜上用标准.R目镜测出形状误差,如果铡球有磨损,则应测出其修正量,从而达到提高铡量精度的目的.(收祷日期,l995一li一02)李松茂(泉州市计量所福建泉州362000)在使用以玻璃电极作敏感元件的pH值的测量中.电扳性能好坏直接关系到测量结果的准确性.电扳的性能包括玻璃电极的转换系觳,内阻,不对称电位,响应速度以及作参比用的甘汞电极的电极电势,内阻等. 它取决于制造的条件,并随长时间使用遂渐老化而失去作用.同时.铡量过程各种不利因素也去影响其性能.致使铡量困难.甚至产生误差.而这些因素往往是可以克服的,这对使用者来说非常重要.在此提出,以供参考.1舅量辽虞的髟响1.1温度对玻璃电极转换系觳有影响.其变化约为0.1983mV/℃,井且玻璃电极的"碱误和温度有关,温度越高."碱误越大.1.2温度对玻璃电扳内服有影响.玻璃电极内阻一般在lO0~lO00Mfl之阿,内阻过高,pH计示值漂移,反应迟钝.而且由于在电极上造成拒大电压辟,使测量准确度下降.有人试验,同一电极在23℃时内阻为2,5×28_^r"10日n;13"C时内阻为9.6×10.n}3C时内阻为5.4×l0'n1.3温度对内,外参比电极电势,玻璃电极在内参比溶藏中产生的电势,玻璃电极不对称电位有影响.以常用的饱和KCI甘汞电极为伪,温度系数一2×10-'v/℃.甘汞电扳具有温度浠后性,电势的变化浠后于温度变化.1,4电极的使用受铡量温度范围的限制.玻璃电极的铡量温度见玻璃电极说明书,甘汞电极一般只能在0~70C之闻使用,温度超过70℃时.甘汞分解,使电极不稳定,给铡量带来困难和误差.在实际操作中,由温度引起的电极性能变化而产生的误差,有些是可以j鸯除的.如,用温度补偿器补偿由温度弓I起的玻璃电极转换系数的变化}甩标准溶藏定位,抵消内外参比电极电势,不对称电位以及玻璃电扳内阻引起的电压降等.但是.由于测量过程温度变化,或标准藏与教测藏温度不一致,将使示值不稳,井。
三针法测量螺纹中径计算公式

三针法测量螺纹中径计算公式好的,以下是为您生成的文章:在机械制造和工程领域中,螺纹的测量可是一项至关重要的任务。
而在众多测量螺纹中径的方法里,三针法测量可是个相当靠谱的手段。
今天咱就来好好聊聊这三针法测量螺纹中径的计算公式。
先来说说为啥要测量螺纹中径。
您想想啊,螺纹这玩意儿在各种机械设备里到处都是,要是中径不准,那整个连接或者传动的效果可就大打折扣啦。
就好比一辆自行车,链条的尺寸不合适,您蹬起来那不得费劲死,还容易出故障。
那这三针法到底是咋操作的呢?简单来说,就是把三根直径相同的量针放在螺纹沟槽里,然后用测量工具测出量针外廓的尺寸,再通过一系列计算得出螺纹中径。
咱们的重点,三针法测量螺纹中径的计算公式,它长这样:M = d2 + 3d0 – 0.866P这里面的 M 就是测量出来的尺寸,d2 是螺纹中径,d0 是量针直径,P 是螺距。
给您举个例子吧。
有一次我在车间里,碰到一个师傅正在为一批新加工的螺纹零件发愁。
他用常规方法测量,怎么都觉得数据不太对。
我就建议他试试三针法,然后一起按照公式算了起来。
我们仔细地测量了量针的直径,还有螺距,一丝不苟地把数据代入公式。
那个师傅眼睛紧紧盯着计算器,嘴里还念叨着:“可千万别出错啊!”最后得出结果的那一刻,师傅脸上露出了笑容,说:“嘿,还真准!这下心里有底了。
”在实际操作中,这个公式的应用可得小心谨慎。
量针直径的选择要合适,测量的时候要保证精度,不然一点点误差都可能导致结果偏差很大。
而且不同的螺纹规格,对应的参数也都不一样,这就要求我们对各种螺纹标准了如指掌。
另外,在使用这个公式的时候,还得考虑测量工具的精度和误差。
比如说千分尺,如果它本身就有误差,那算出来的结果肯定也不准啦。
总之,三针法测量螺纹中径的计算公式虽然看起来不复杂,但要想真正用得好,还得靠咱们多多实践,积累经验。
只有这样,才能在面对各种螺纹测量任务时,都能准确无误地得出结果,保证产品的质量和设备的正常运行。
内螺纹测量方法【干货技巧】

内螺纹测量方法【干货技巧】内螺纹测量方法.内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.螺纹测量的方法|三针法测量|螺纹环塞规|螺纹千分尺|游标卡尺螺纹测量的方法摘要:螺纹作为标准件在机件联结和传动中有着重要地位,在维修中加工螺纹也是常见的,螺纹的精度对其联结和传动有直接影响,螺纹检测的方法也是必备的。
1.用螺纹环(塞)规及卡板测量对于一般标准螺纹,都采用螺纹环规或塞规来测量如图(a)示。
在测量外螺纹时,如果螺纹“过端”环规正好旋进,而“止端”环规旋不进,则说明所加工的螺纹符合要求,反之就不合格。
测量内螺纹时,采用螺纹塞规,以相同的方法进行测量。
图(a)图(c) 图(b)在使用螺纹环规或塞规时,应注意不能用力过大或用扳手硬旋,在测量一些特殊螺纹时,须自制螺纹环(塞)规,但应保证其精度。
对于直径较大的螺纹工件,可采用螺纹牙形卡板来进行测量、检查,如图(b)示。
2.用螺纹千分尺测量螺纹千分尺是用来测量螺纹中径的,如图(c)示,一般用来测量三角螺纹,其结构和使用方法与外径千分尺相同,有两个和螺纹牙形角相同的触头,一个呈圆锥体,一个呈凹槽。
有一系列的测量触头可供不同的牙形角和螺距选用。
测量时,螺纹千分尺的两个触头正好卡在螺纹的牙形面上,所得的读数就是该螺纹中径的实际尺寸。
图(d)3.用齿厚游标卡尺测量齿厚游标卡尺由互相垂直的高卡尺和齿厚卡尺组成,如图(d)示,用来测量梯形螺纹中径牙厚和蜗杆节径齿厚。
测量时,将齿高卡尺读数调整至齿顶高(梯形螺纹等于0.25﹡螺距t,蜗杆等于模数),随后使齿厚卡尺和蜗杆轴线大致相交成一螺纹升角β,并作少量摆动。
这时所测量的最小尺寸即为蜗杆轴线节径法向齿厚Sn。
蜗杆(或梯形螺纹)节径法向齿厚,可预先用下面的公式计算出来:Sn=t*cosβ基中:Sn:蜗杆(或梯形螺纹)节径法向齿厚、t :蜗杆周节、β:螺纹升角例1如何用齿厚游标卡尺对模数mn=6、头数K=2、外径da =80mm的蜗杆进行测量?解在测量时应先算出:蜗杆周节t =mn*π=6*3.142=18.852mm 蜗杆导程L=t*k=18.825*2 = 37.704mm 蜗杆节径 d = da-2* ms=80-2*6=68.00mm螺旋角β====10°1ˊ蜗杆节径处法向齿厚Sn=t*cosβ=*18.825*cos10°1ˊ=9.28mm齿厚游标卡尺应在与蜗杆轴线成10°1ˊ的交角位置上进行测量,如果测得的蜗杆节径处法向齿厚实际尺寸为9.28 mm时(因齿厚公差的存在,有些偏差),则说明蜗杆齿形正确。
螺纹螺距及中径的三针测量

-0.059 -0.272
即A的范围为36.357~36.144
-0.125 -0.480
+4.864× 3.1-1.866 ×6
=40.882
-0.125 -0.480
即M的范围为40.757~40.402
因某螺纹的M值为40.360,在M的范围40.757~40.402之 外,故该螺纹的中径不合格。
课堂练习2
用三针测量Tr40 ×7的丝杆,已知螺纹中径的基本尺寸和极限
-0.02 -0.198
+ 3× 1.1-0.866 ×2
=16.269
-0.02 -0.198
即M的范围为16.249~16.071
课堂练习1
用三针法测M24普通螺纹中径,已知螺纹中径的基本尺寸和极限偏差为
Φ22.052
-0.02
-0.20
,求千分尺读数M值的范围。若某个螺纹的M值是24.555,问
该螺纹中径是否合格?
解: ①求量针直径
dD最佳= 0.577P=0.577×3=1.731mm 取量针直径为1.7毫米
②求M值
M=d2+3dD-0.866P=22.052--00..0220 +3× 1.7-0.866 ×3
=24.554
-0.02
-0.20
即M的范围为24.354~24.534
因为该螺纹的M值是24.555,不在M的范围24.534~24.354内,故不合格。
即M的范围为20.391~20.193
课堂练习
1、用三针法测M16普通螺纹中径,已知螺纹中径的基本尺
寸和极限偏差为Φ14.701
-0.02 -0.198
,求千分尺的读数范围。
螺纹环规中径值的测量方法浅谈
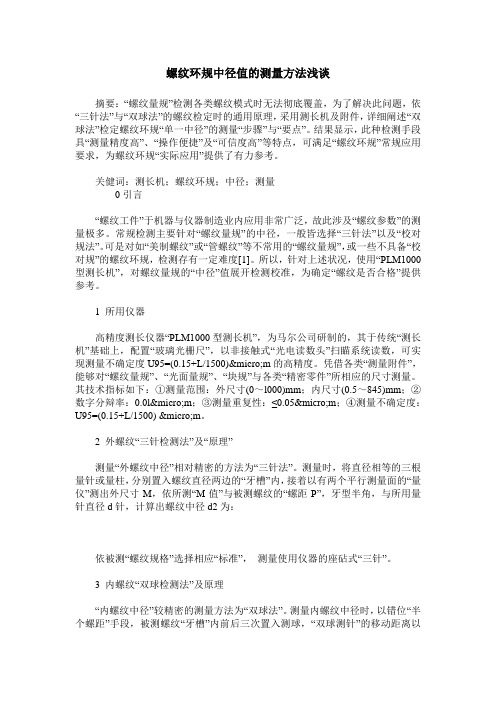
螺纹环规中径值的测量方法浅谈摘要:“螺纹量规”检测各类螺纹模式时无法彻底覆盖,为了解决此问题,依“三针法”与“双球法”的螺纹检定时的通用原理,采用测长机及附件,详细阐述“双球法”检定螺纹环规“单一中径”的测量“步骤”与“要点”。
结果显示,此种检测手段具“测量精度高”、“操作便捷”及“可信度高”等特点,可满足“螺纹环规”常规应用要求,为螺纹环规“实际应用”提供了有力参考。
关健词:测长机;螺纹环规;中径;测量0引言“螺纹工件”于机器与仪器制造业内应用非常广泛,故此涉及“螺纹参数”的测量极多。
常规检测主要针对“螺纹量规”的中径,一般皆选择“三针法”以及“校对规法”。
可是对如“美制螺纹”或“管螺纹”等不常用的“螺纹量规”,或一些不具备“校对规”的螺纹环规,检测存有一定难度[1]。
所以,针对上述状况,使用“PLM1000型测长机”,对螺纹量规的“中径”值展开检测校准,为确定“螺纹是否合格”提供参考。
1 所用仪器高精度测长仪器“PLM1000型测长机”,为马尔公司研制的,其于传统“测长机”基础上,配置“玻璃光栅尺”,以非接触式“光电读数头”扫瞄系统读数,可实现测量不确定度U95=(0.15+L/1500)µm的高精度。
凭借各类“测量附件”,能够对“螺纹量规”、“光面量规”、“块规”与各类“精密零件”所相应的尺寸测量。
其技术指标如下:①测量范围:外尺寸(0~l000)mm;内尺寸(0.5~845)mm;②数字分辩率:0.0lµm;③测量重复性:≤0.05µm;④测量不确定度:U95=(0.15+L/1500) µm。
2 外螺纹“三针检测法”及“原理”测量“外螺纹中径”相对精密的方法为“三针法”。
测量时,将直径相等的三根量针或量柱,分别置入螺纹直径两边的“牙槽”内,接着以有两个平行测量面的“量仪”测出外尺寸M,依所测“M值”与被测螺纹的“螺距P”,牙型半角,与所用量针直径d针,计算出螺纹中径d2为:依被测“螺纹规格”选择相应“标准”,测量使用仪器的座砧式“三针”。
螺纹中径常用螺纹千分尺测量
螺纹中径常用螺纹千分尺测量(见图8)。
使用方法跟一般的外径千分尺相似。
它有两个可以调换的测量头,在测量时,两个跟牙形相同的触头正好卡在螺纹的牙形面,所得到的千分尺读数就是该螺纹的中径实际尺寸。
3、综合测量用螺纹环规检查三角形外螺纹(见图9)。
首先应对螺纹的直径、螺距、牙形和粗糙度进行检查,然后再用环规测量外螺纹的尺寸精度。
如果环规通端正好拧进去,而止端拧不进去,说明螺纹精度符合要求。
对于精度要求不高的也可用标准螺母检查(生产中常用),以拧上工件时是否顺利和松动的感觉来确定。
检查有退刀槽的螺纹时,环规应通过退刀槽与阶台端面靠平。
一、车削螺纹工件的螺纹参数和工艺要求1、确定螺纹大径、中径、小径。
外螺纹大径(公称直径d )一般应车得比基本尺寸小0.2~0.4mm (约0.13P),保证车好螺纹后牙顶处有0.125P的宽度(P是螺距)。
具体数值应参照基准制来选择,基轴制的值应小些,基孔制则可大些。
中径d 2=d-0.6495P,在中径处螺纹牙厚和槽宽相等。
小径的计算公式为:d1=d-1.3P。
则在上例中的参数分别是:d =29.6~29.8,d2=28.7012、螺柱右端面要倒角至螺纹小径,左边加工退刀槽。
3、确定背吃刀量。
螺纹切削用量的选择应根据工件材料的螺距大小以及所处的加工位置等因素来决定。
前几次的进给用量可大些,以后每次进给切削用量应逐渐减小。
切削速度应选低些,粗车时每次切深0.3mm左右,最后留余量0.2mm ;精车时每次切深0.1~0.2mm左右,粗精车的总切深为1.3P。
经过总结,本人列出下表仅供参照。
二、车刀的选择、刃磨和安装螺纹车刀的选择主要考虑刀具、形状和几何角度等三个方面。
高速钢车刀用于加工塑性(钢件)材料的螺纹工件;白钢刀刃磨螺的纹车刀,适用于加工大螺距的螺纹和精密丝等工件;硬质合金螺纹车刀适用于加工脆性材料(铸铁)和高速切削塑性工件。
车刀的几何角度有三个(1)刀尖角ε应等于牙型角,车削普通三角形螺纹是60o;(2)前角Υ一般为0o~15o,螺纹车刀的径向前角对牙形角有很大的影响,对精度高的螺纹径向前角可适当取小一些(约0o~5o);(3)后角α一般为5o~10o,因螺纹升角的影响,两后角大小应该磨成不同,进刀方向一面应稍大一些。
测量螺纹中径的方法
测量螺纹中径的方法
螺纹中径是螺纹的重要尺寸之一,通常指螺纹主径。
测量螺纹中径有多种方法,以下是其中几种常见方法:
1. 用卡尺测量螺纹外径,再减去螺纹公差的一半,即可得到螺纹中径。
2. 使用螺纹量规,将量规的测头放入螺纹中心处,读取量规上的数值即为螺纹中径。
3. 使用测微计,先将测微计对零,然后轻轻旋转螺纹,直到测微计的测头接触到两侧螺纹的峰顶,读取测微计上的数值,即可得到螺纹中径。
4. 通过光学投影仪,将螺纹放在投影仪上,利用镜头将螺纹放大,然后使用投影仪测量功能,测量螺纹的主径。
以上是一些常用的测量螺纹中径的方法。
在测量时,需要注意选用合适的测量工具,保证测量精度和准确性。
- 1 -。
万能测长仪上测量螺纹中径
测长仪测量螺纹中径一、投影万能测长仪用途投影万能测长仪是一种精密机械、光学系统和电气部分相结合起来的长度计量仪器。
本仪器除可用于对零件外形尺寸进行直接测量和比较测量之外,还可以使用仪器所附有的专用设备进行各种特殊测量工作。
其使用范围如下:1.外尺寸:平行平面被测件的测量,如量块;球形面被测件的测量,如量棒、钢球、内径千分尺;柱形面被测件的测量,如圆柱体直径等。
2.内尺寸:平行平面被测件的测量,如卡扳;孔径的测量,如环规等。
3.螺纹:内外螺纹中径的测量。
4.比较测量:选购卧式投影光学计管(或目视卧式光学计管)及大小活动测钩即可进行比较测量。
二、仪器规格1.测量范围(mm):直接铡量 0~100比较测量外尺寸 0~500内尺寸使用电眼测量装置时 1~20外螺纹中径测量至180内螺纹中径测量深度为10—50时 14~2×(70一壁厚)2.最小分划值 0.001mm3.测量力一般情况时(N) 1.5~2.5使用电眼装置测量时 04.仪器示值不稳定性外尺寸测量时仪器示值不稳定性 0.3m内尺寸测量时仪器示值不稳定性 0.5µm5.直接测量时仪器的准确度①外尺寸测量≤(1+L/200)m②内尺寸测量≤(1.5+L/100)mL为被测件长度,单位mm6.万能工作台(1)测微鼓分划值 0.01mm(2)横向行程 25mm(3)垂向行程 l00mm(4)荷重 10kg7.顶针架最大挟持直径(mm):当长度小于85时Φ180当长度等于200时Φ208.测帽内径配合尺寸Φ6H79.测量杆与测帽内径配合的外径尺寸Φ6g6三、工作原理仪器设计符合阿贝原理,它的投影读数原理如图1所示。
由灯源D1(15W)发出的光线经隔热片Gl、绿色滤光片LUl、聚光镜J1、直角棱镜和反射镜FA1后,照明分划值为lmm的100mm玻璃分划尺胶合组BI、BA。
BI是100mm分划尺,BA是保护玻璃。
BI上的刻线经过50×投影物镜W1、W2、反射镜FA2、FA3、FA4后成像于蜡屏PI上,PI上刻有10对双刻线和三角标志,因此再通过放大镜FANG可读至0.1mm,J是调灯丝位置用的透镜。
精密测量小规格内螺纹中径的简易方法
精密测量小规格内螺纹中径的简易方法唐长奇关键词:小规格内螺纹中径,如M12以下, 只能在少数国外的精密仪器上测量,夲方法只要三粒钢珠和两块磁铁即可在普通的工具显或视频儀上测量,精度不相上下。
建议企業采用和推广。
用萬能测长儀可以测量内螺纹中径,但不能测量小直径的内螺纹,如M12以下。
国外的少数测长儀或万能工具显微镜上(如莱茨、西浦、奥普通等厂家)带有倒“T”型测頭,通过灵敏杠杆附件可测较小直径的内螺纹中径。
但是, 多数企業和单位不具备这个条件, 往往为此而犯难。
早先, 我工作于一家不大的企業, 面对一些不同规格的小螺纹环规的磨损可用性十分闹心。
若去购买校对规来捡驗这些螺纹环现。
由于使用中的螺纹环规皆是单件, 覚得不经济。
可否用测量办法解决呢?外螺纹中径的最简单又精确的方法是三针测量法,内螺纹牙形不能容下钢针,但可放入鋼球,如何附着呢?运用磁铁的磁力.于是,如圖一所示的三粒钢球的圆心即形成了与螺纹中径圆柱同軸的球心圆,由此圆求得螺纹中径即較容易了.運用工具显微镜測量(过去无电腦)比视频影像儀要麻烦一些。
一, 测量方法㈠, 在工具显微镜上测量:如下圖,可以用两或三只普通磁铁吸鋼珠于内螺纹的牙形槽内,以螺纹环规的端面定位于儀器的玻璃工作台上.该牙槽最好位于螺纹的中部,由于鋼珠表面光洁,经放大后的影像很清晰(50X)。
选择R目镜中的“合適”园, 通過儀器工作台上纵横向移动, 使鋼球被套于R目镱中那个圆,并使鋼球和R圆弧之间的間隙均等。
R目镜中那个合適圆的选擇原则:在影像上估計,圆弧与鋼球之間的光缝≤1mm,對此,可以变换物镜。
当R圆的中心和鋼球的中心重合时, 儀器上讀出的纵横向座标即是鋼球的中心座标(Xa、Ya或Xb、Yb或Xc、Yc)。
圖 一两球中心距a -b,b -c,c -a 分别爲:A =22Xa Xb Ya Yb (-)+(-) B=22Xb Xc Yb Yc (-)+(-) C=22Xc Xa Yc Ya (-)+(-) 因此, 球心圆的半徑R 为:R =ABC/4△ (1)其中△= S S A S B S C (-)(-)(-)S=(A +B +C )/2由三针计祘公式不难推出内螺纹的中径D 中=2(R +d/2sin α/2-t/4tg α/2) (2)式中 d 爲鋼珠直径t 爲被测螺纹螺距α爲螺纹牙形角对于公制螺纹, (2)式簡化为D 中=2(R +d -0。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内螺纹中径的简便测量法
对于小批量、多规格内螺纹中径的测量,采用在万能测长仪上用测钩和带有V形槽的专用附件组合标准尺寸进行比较测量的传统方法,比较麻烦且效率低。
本文推荐一种简便的测量方法,其具体测量步骤如下:
根据被测内螺纹的螺距P,在螺纹数值表中选用合适的测量球直径d0,“标准”尺寸的组合方法也与传统方法相同,只是E值不用计算,也不需3~4块量块组合,而只用1块任意尺寸的三等量块(一般选用大于20mm的整数值的量块)代替E值。
将其组合成“标准”尺寸的组合体,安放在浮动工作台上,将带有测钩的尾座固定在仪器导轨的适当位置上,再使两测钩的测球与“标准”尺寸组合体的V形槽接触,调整测量头座使仪器的读数值与选用的量块的实测尺寸相符。
然后将测量头座固定在仪器的导轨上,重复接触几次,直至读数值稳定。
取下组合体,就可以对内螺纹工件进行测量。
将读数值A加上各自的修正值K,就是被测内螺纹的实测中径D2,即:
D2=A+K (1)
修正值K是仪器在用“标准”尺寸组合体调整仪器读数值时的一个差值,如图1所示,组合“标准”尺寸的量块值等于E,而测球与V形槽接触时相当于被测螺纹D2的位置,我们将仪器的读数值调到与E相同的刻度,因此:
K=D20-E
图1
由图1可见:
E=X-(a+b)
所以:K=D20-〔x-(a+b)〕=(a+b)+D20-x (2)
式中:D20——被测内螺纹公称中径;X——被测内螺纹牙凹全牙形的尖端距离;a+b——选用的V形测块常数。
D20、x的计算值,在万能测长仪的仪器说明书的附表中均可查到;a+b为常数值,其刻在V形测块上。
从式(2)可知,利用原有的螺纹数值表,就可以很容易地求得不同规格的内螺纹中径测量的修正值K。
如测量者无此螺纹表,K值可按式(3)计算:
根据式(3),测量者可根据常用规格及使用的V形测块,计算出K值并列一表,以便实际测量时查用。
经几年来的实际测试比较,用传统方法测5个螺距相同而中径不同的内螺纹2件,需要近一个半小时,而按本文所述的方法,只需6~7分钟,效率提高了十几倍。
另外,由于减少了量块数量和组合次数,从而也减少了一些不必要的误差因素。
作者单位【齐齐哈尔二机床(集团)有限公司】。