技改 SP60前传送带加长
S型四辊压延机导胶边装置的改造

改 造后 的工作 原理 为 : 常生 产时 , 正 首先将 力 矩 电动 机控 制器 面板上 的开关 打 到“ ON” 置 , 位 使 导胶辊 能够 正常 运 转 , 当帘 布 经过 裁 刀 与 胶边 裁 切辊后 , 成合格 帘布 及胶 边 , 分 合格 帘 布经过 辅线
制 方法 , 由三相 网路相 位 同步控 制 , 以保证三 相输 出 自动 平衡 , 过输 出反馈 控制 , 通 可有 效地 防止 电
接驱动 不 粘胶 导 辊 方 式 代 替 之 前 的皮 带 传 动 方
式 , 实现胶 边 的顺利 导 出 。 可 2 2 改 造 要 点 .
12 3 4 5
/厂 —
() 1 针对 胶边 不能 及时 导 出现象 , 析认 为主 分
要是 由于 导胶速 度与 主机速 度不 匹配 导致胶 边受
本 次签 约合 作 , 滨公 司将 结 合 实 际把 该 公 横
司先 进 的技术 力量 和管 理经 验导入 兴达公 司 的研
度 等新 兴 国家轮 胎 投 资 有 明显 放 慢 迹 象 , 其 是 尤
印度 近期 轮胎 设备 采购 大 幅度减 少 。德 国大 陆轮 胎公 司调 低 2 1 O 2年 度 轮 胎 投 资 预 算 , 在 我 国 其 轮胎 扩 产 及 俄 罗 斯 新 建 轮 胎 项 目 目前 未按 计 划 启动 。
兴达 公 司是集 全 钢 工 程 机 械子 午 线 轮 胎 、 全
一
S型 四辊 压 延机 导 胶 边装 置 的 改造
中 图 分 类 号 : Q3 0 4 T 3 . 3 文 献 标 志码 : B
钢 丝帘 布 压 延 机 是 生 产 轮 胎 的关 键 设 备 之
输送带维护张紧装置调整与故障排除

输送带维护张紧装置调整与故障排除一、引言在工业生产过程中,输送带是一种常见而重要的设备,广泛应用于物料的运输和输送。
为确保输送带的正常运行和延长其使用寿命,正确的维护和调整张紧装置以及及时排除故障至关重要。
本文将介绍输送带维护中张紧装置的调整方法和常见故障的排除方法,并提供一些实用的技巧和建议。
二、维护张紧装置的调整方法1. 张紧装置的重要性输送带的张紧装置起到维持适当张力的作用,确保输送带与滚筒之间的牵引力合理分配。
调整张紧装置可预防输送带松弛或过紧,从而避免因张力不当而引起的故障和运行问题。
2. 首要任务:检查和加油在进行调整之前,首先需要对张紧装置进行检查,确保各个部件完好无损。
同时,应按照制造商的要求对润滑部位进行加油,以保持良好的工作状态。
3. 调整松紧度张紧装置的松紧度是其调整的核心。
具体步骤如下:(1) 打开张紧装置的调整螺栓或人手轮(根据具体型号而定),释放张紧力。
(2) 用手轻轻拉动输送带,使其适当松弛,但不能过度松弛。
(3) 开始调整松紧度,可根据厂家提供的标准或根据经验进行调整,确保带子在运行时不会松弛或过紧。
4. 保持平行性调整张紧装置时,还需要注意保持输送带的平行性。
如果输送带在调整过程中发生偏移,会导致不均匀的张力分配,有可能引发摩擦、磨损和其他故障。
因此,应定期检查输送带的平行性,并及时进行调整。
三、故障排除方法1. 常见故障一:输送带松弛输送带松弛通常由以下原因引起:张紧装置失效、松紧度不足或部件损坏。
当发现输送带松弛时,可以采取以下措施进行排除:(1) 检查张紧装置是否工作正常,是否需要更换或修理。
(2) 调整张紧装置,使其达到适当的松紧度。
(3) 检查输送带的连接部位,如有磨损、断裂或松动,及时维修或更换。
2. 常见故障二:输送带过紧输送带过紧会导致电机负载过大,减少输送带的使用寿命。
排除方法如下:(1) 检查张紧装置的调整杆或螺栓是否过紧,适当松开。
(2) 检查输送带是否正常运行,避免夹物或不必要的摩擦。
输送线皮带操作及维护说明书

菜鸟惠阳项目(皮带输送机)维护及操作指南说明书浙江德马科技股份有限公司目录1绪言 (4)2维修人员安全指导 (5)2.1清洁系统与模块 (6)2.2机械维护安全 (6)2.3电气维护安全 (7)2.4安全准则 (8)2.5运行安全 (9)2.6狭窄空间 (9)2.7防护罩 (10)2.8端部防护罩 (10)2.9底部防护罩 (11)2.10安全标签 (11)2.11本地安全考虑 (13)3技术规格 (14)3.1环境条件 (14)3.2输送速度 (14)4竣工系统总体介绍 (15)4.1水平皮带输送机 (15)4.1.2尾部 (19)4.1.3机身 (21)4.1.4侧板 (21)4.2转弯皮带机 (24)5更换零部件 (26)5.1尾部的维修 (26)5.1.1尾部滚筒的拆装 (26)5.2驱动部的维修 (27)5.2.1驱动的构成 (27)5.2.2改向滚筒的更换 (29)5.2.3张紧滚筒的更换 (29)5.2.4驱动滚筒的更换 (30)5.3转弯部滚筒的更换 (31)6设备维护与保养 (32)6.1常见故障及原因 (32)6.2皮带跑偏 (33)6.2.1皮带跑偏的危害 (33)6.2.2皮带跑偏的原因 (34)6.2.3皮带跑偏的处理 (34)6.3系统维护 (36)6.3.1总则 (36)6.3.2设备安全检查措施 (36)6.3.3设备检查人员安全措施 (37)6.3.4机械设备检查措施 (37)6.3.5工具,准备和材料要求 (37)6.3.6日常性维护及保养 (38)6.4链条的维护及保养 (39)6.4.1影响链条使用寿命的因素及磨损点 (39)6.4.2链条的维护 (40)6.4.3链条润滑方法的选择 (40)6.5润滑 (41)6.5.1润滑注意事项 (41)6.5.2润滑说明 (41)6.6带座轴承的维护 (42)6.6.1带座轴承的结构 (42)6.6.2带座轴承拆装方法 (43)6.6.3维护保养(定期检查) (44)6.6.4润滑脂的补充 (45)6.6.5润滑脂补充间隔时间 (45)6.6.6润滑脂的补充方法 (46)6.6.7轴承的更换 (48)7常见问题解答 (49)1 绪言此菜鸟惠阳项目是浙江德马集团与菜鸟(集团)双方经过多次技术交流、实地勘查、讨论、结合以前提供给菜鸟其他项目输送机相关案例进行的设计、制造,为贵公司量身定做的一套半自动化输送系统。
半自动打包机送带长度的调整

半自动打包机送带长度的调整半自动打包机是打包机中最简单的一种,针对这种机器,我们应该如何更好的使用半自动打包机呢?今天麦格小编主要介绍一下关于这种机器的送带长度的调整:1、电源开关:◆“ON”—电源接通,指示灯亮,电热头通电加热,机器处于待机状态。
◆“OFF”—电源断开,指示灯灭,机器停止工作。
2、送带长度调整本系列捆包机依靠两个可调滚轮沿相反方向与捆包带摩擦来实现送带,并通过调节直流电磁铁电流来控制送带长度,其送带快速、可靠、精确。
为快速、安全有效的捆扎,需要合理的送带长度,送带太短,则容易将手捆住,造成安全隐患;太长,则不易对准位置,且延长捆包时间,降低捆包效率。
用户可根据捆包物大小,通过如图所示的“2”电位器予以调整,此后机器将默认所调的送带长度送出捆包带。
“0”—送带长度最短,此时,机器台面将送不出捆包带。
“6”—送带长度最长,约7m。
3、归零点动“归零”按钮,机器将执行退带动作,再次点动“归零”按钮,机器将复位至初始状态。
4、进带按下“进带”按钮,实现手动送带,松开按钮,送带停止。
5、热刀温度调整旋钮(见图四)本系列捆包机有普通型Ⅰ型和改进型两种热刀可供用户选择(建议用户选择Ⅱ型)。
其速热钢刀采用优质发热材料制作而成,功耗小,温升快且稳定耐用。
其温度调节范围为180℃~320℃。
热刀温度与捆包带接头粘接牢固程度直接相关,电热头温度是否合适,可检查速热钢刀表面粘合情况,PP、PE捆包带推荐置于4~5挡之间,机器出厂前已预调至4~5档。
◆“LO”—速热钢刀温度最低,约180℃。
◆“HI”—速热钢刀温度最高,约320℃。
以上就是针对半自动打包机在操作时的简单调整,以及针对使用这种机器的方法,我们公司再生产设计方面有着丰富的经验,我们在生产和设计时会按照客户的要求,制作出符合客户的机器,我们期待您的来电。
60kg提速道岔养护办法(新)

一、提速道岔的技术特征、技术条件:
(一)、60kg/m钢轨12号(VZ 200)Ⅰ型单开道岔(SC325)技术特征、技术条件:
(1)、技术特征
1、道岔的主要尺寸
全长L=43200mm,前部长度a=16592mm,后部长度b=26608mm,尖轨尖端至基本轨始端q=2000mm,。
9)、钢轨轨下设置5mm厚橡胶垫板,护轨垫板下设置5mm厚橡胶垫片,其它垫板下均设置10mm厚橡胶垫板。
10)、轨撑调整片组装调整完毕后,向铁座方向弯折成“︻”形。
11)尖轨设置1:40轨顶坡,基本轨设置1:40轨底坡。
12)、道岔各钢轨采用高强度钢种。
13)、本道岔前后应铺设Ⅲ型混凝土轨枕不少于25根。
转辙器采用三点牵引转辙换向。
5、辙叉及护轨
辙叉为钢轨组合型的可动心轨辙叉,全长为17392mm(n+m=5991+11401)。心轨用60AT轨制造,长心轨为弹性可弯结构,全长13196mm,设两个牵引点,采用模锻翼轨,长度为16021mm。
侧向采用分开护轨用50kg/m钢轨制造。
8)、钢轨轨下和护轨垫板下设置5mm厚橡胶垫板,其它垫板下均设置10mm厚橡胶垫板。
9)、道岔各钢轨件均进行轨头顶面全长淬火。
(2)、技术条件:
1、轨道几何状态和各部间隔尺寸
1)、轨距:容许偏差为+4/-2mm。
2)、水平:容许偏差不大于5mm,导曲线下股不高于上股2mm。
当轴重为25t时,≤80km/h转辙器
侧向:≤50km/h。
5.主要结构特点
1)、转辙器采用60AT弹性可弯尖轨,尖轨长度为12400mm,基本轨长度为16792mm,尖轨尖端为藏尖式,跟端固定部分设限位器。
论述TAC处理机提速改造
论述TAC处理机提速改造偏光片生产概述偏光片是LCD(液晶显示器)关键原材料之一,也是LCD面板中技术含量高且制程复杂的原材料。
它的制造涉及高分子材料技术、微电子技术、光电技术、薄膜技术、高纯技术及计算机控制技术等多种应用技术。
2007年全球平板显示器用面板产值首次突破千亿美元大关,成为继半导体之后第二个超千亿美元的电子信息产业。
预计到2015年,全球平面显示器产值将达1400亿美元。
与之对应的LCD用偏光片,2008年度全球产量约1.93亿m2,对应的产值高达63.14亿美元。
预计到2016年,全球TFT偏光片产值将超过140亿美元。
偏光片的市场需求前景广阔。
偏光片在液晶显示器中的作用就是将自然光变成偏振光,由于把偏振光用于其显示原理中,偏光片不仅是LCD必需的构件,同时对其高性能、多功能的追求对于LCD功能的提高是必不可少的。
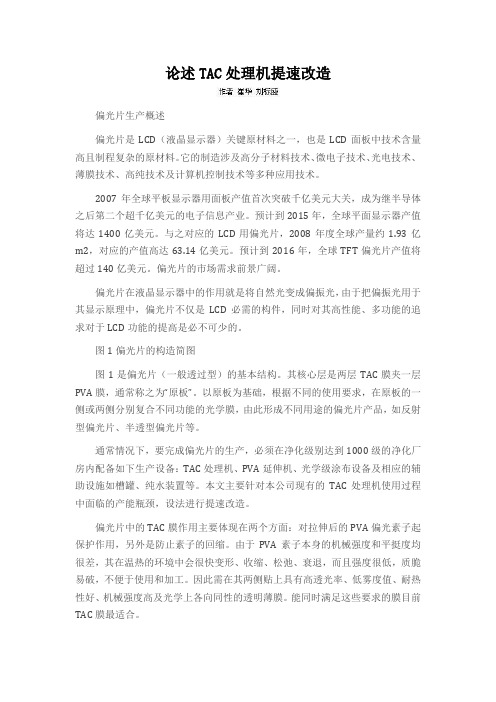
图1偏光片的构造简图图1是偏光片(一般透过型)的基本结构。
其核心层是两层TAC膜夹一层PVA膜,通常称之为“原板”。
以原板为基础,根据不同的使用要求,在原板的一侧或两侧分别复合不同功能的光学膜,由此形成不同用途的偏光片产品,如反射型偏光片、半透型偏光片等。
通常情况下,要完成偏光片的生产,必须在净化级别达到1000级的净化厂房内配备如下生产设备:TAC处理机、PVA延伸机、光学级涂布设备及相应的辅助设施如槽罐、纯水装置等。
本文主要针对本公司现有的TAC处理机使用过程中面临的产能瓶颈,设法进行提速改造。
偏光片中的TAC膜作用主要体现在两个方面:对拉伸后的PVA偏光素子起保护作用,另外是防止素子的回缩。
由于PVA素子本身的机械强度和平挺度均很差,其在温热的环境中会很快变形、收缩、松弛、衰退,而且强度很低,质脆易破,不便于使用和加工。
因此需在其两侧贴上具有高透光率、低雾度值、耐热性好、机械强度高及光学上各向同性的透明薄膜。
能同时满足这些要求的膜目前TAC膜最适合。
鉴于TAC膜上述的重要作用,偏光片生产过程中的前段设备——TAC处理机就显得非常重要。
传送带老化的解决方法
传送带老化的解决方法嘿,咱今儿就来聊聊传送带老化这个事儿!你说这传送带啊,就跟咱人似的,时间长了也会变老变弱。
那它要是老化了可咋办呢?先看看这传送带为啥会老化呀。
就好比一辆车,天天在路上跑,风吹日晒雨淋的,能不磨损嘛。
传送带也是啊,长时间不停地运转,承受着各种重量和摩擦力,那能不老化嘛!这就好像咱走路走多了,脚也会疼一样。
那发现传送带老化了,咱得赶紧想办法呀!这就跟咱人感冒了要吃药一样。
首先呢,得给它来个全面检查。
就像咱去医院体检似的,得仔细看看哪儿出问题了。
是不是表面有裂痕啦,是不是某些地方磨损得特别厉害啦。
要是发现只是小问题,那咱就像给伤口贴个创可贴一样,给它做点小修补。
把那些小裂痕啊啥的处理处理,让它能继续工作。
可别小瞧了这些小修补,有时候就跟咱脸上长个痘痘,挤掉了就舒服多了是一个道理。
但要是问题比较严重呢?那可就得下点功夫了。
就好比人病得厉害,得住院治疗一样。
这时候可能就得考虑换个新的传送带部分,或者干脆换个全新的传送带。
这可不是个小工程啊,就跟咱搬家似的,得费不少力气。
还有啊,平时咱也得好好爱护这传送带。
就像咱爱护自己的身体一样,别老是可着它一个劲儿地用。
给它定期做做保养,上上油啥的,让它也能舒服舒服。
这就跟咱去做个按摩放松放松一个样。
而且啊,使用的时候也得注意别给它太大压力。
别什么重东西都往上放,那它能受得了嘛。
就好比咱人,让你一下子背个几百斤的东西,你也得累垮呀。
另外,工作环境也很重要呢。
要是周围脏兮兮的,有很多灰尘啥的,那对传送带也不好呀。
就像咱人住在一个脏脏的地方,也容易生病不是。
所以要保持周围环境干净整洁。
总之呢,对待传送带老化这个问题,咱可不能马虎。
要像对待一个老朋友一样,细心呵护它。
发现问题及时解决,平时多关心关心它。
这样它才能更好地为我们服务呀!不然等它彻底罢工了,那可就麻烦啦!大家说是不是这个理儿呀!。
奥特维焊接机培训手册
《串焊机安全培训手册》—安全保障
因为当机器人造成损坏时,维修周期长,维修成本高昂,所以一定要谨慎对待。 不允许 2、 不允许在机器人顶端的桔黄色电机电源指示灯亮的时候,手动推动机器人(即不允许在机
器人电机电源通电的时候,推动机器人)。 3、 机器人控制器电源断开的时候,不可通过按住机器人顶端的白色按钮,强行升降 Z 轴,因
者承担。 3、 下文所述安全标识的位置中,凡涉及相关机构的 A、B 侧,均与机台 A、B 侧定义相同。
居安思危,思则有备,有备无患,敢以此规--《左传·襄公三十一年》
1
《串焊机安全培训手册》—安全标识
二 设备安全标识
2.1 通用安全标识
1、 防夹 伤标 识
2、 防强 光标 识
3、 防切 伤标 识
本手册适用对象为设备维护人员、生产操作人员及工艺参数调整人员。 奥特维公司保留对机器升级的权利,实物如有与本手册信息不同之处,恕不 另行通知。 如有疑问,请向奥特维公司咨询。
无锡奥特维科技有限公司
Wuxi Autowell Technology Co., Ltd. 地址:中国 • 江苏省无锡市新区硕放镇裕丰路 88 号 (214028) 电话:+86 (510) 8181 6658 / 8181 6678 传真:+86 (510) 8181 6158 网站:
《串焊机保养手册》—目录
目录
1 保养计划.........................................................................................................................................3 2 保养方法.........................................................................................................................................7
Fikus说明书
FIKUS/AC CAM EASY 中文教程 CAD部分菜单 (9)FIKUS/AC CAM EASY快速向导 (9)改变视图 (9)鼠标的操作 (9)拾取物体 (10)拾取点 (10)可视性 (10)设计环境 (11)菜单栏 (11)常用工具栏 (12)设计工具框 (12)状态栏 (13)浮动工具条 (13)快速编辑工具条 (14)视图显示 (15)显示模式 (17)半剖面 (18)信息提示窗/历史窗 (19)参考点 (21)参考点的定义 (22)约束参考点 (22)层管理 (*) (23)创建层 (23)删除层 (24)编辑名称 (24)隐藏/显示 (25)激活层 (25)在层之间移动图素 (26)激活颜色/线型/线宽 (26)坐标系管理器 (**) (27)创建坐标系 (27)删除坐标 (28)编辑名称 (28)激活坐标系 (29)复制-移动坐标系 (29)几何功能 (*) (30)两点线 (30)点,角度,长度线 (30)创建水平垂直线 (31)创建多边形 (31)通过两点来创建多边形 (32)建立矩形 (32)两点,长度建立矩形 (32)两点矩形 (34)三点建立矩形 (34)插补线 (34)包容框 (35)创建圆和圆弧 (*) (36)圆弧(起点圆心终点) (36)圆弧(起点圆心角度) (36)圆弧(起点圆心长度) (37)圆弧(起点终点角度) (37)圆弧(起点终点半径) (37)圆弧(三点) (38)补充圆弧 (38)圆(圆心半径) (39)圆(两点) (39)圆(两点半径) (39)圆(圆心点) (39)圆(三点) (40)椭圆 (40)矩形椭圆 (41)椭圆(点,长度) (41)椭圆(两点) (41)椭圆(三点) (42)曲线/样条线 (*) (43)贝赛尔曲线(通过点) (43)贝赛尔曲线(控制点) (44)逼近曲线 (45)混合曲线 (45)信息 (*) (46)点间距离 (48)图素间最小距离 (48)长度 (49)角度 (49)图素列表 (49)坐标 (50)交互信息 (51)搜索断开 (51)图素功能 (*) (52)拐角 (52)锐角 (52)圆角 (53)斜角 (53)裁剪 (53)延伸 (55)根据平面断开 (55)切断 (56)切断所有 (56)转换功能 (*) (57)光顺 (57)建立相切 (58)所有圆角 (59)根据圆弧逼近曲线 (60)转换为曲线 (61)简化曲线 (62)生成功能 (*) (63)矩阵 (63)重复 (66)投影到工作平面 (68)延伸 (68)偏移曲线 (69)连接中心 (71)点云拟合 (72)几何融合 (74)环槽 (74)沟槽 (76)复制/移动 (*)* (79)移动 (79)旋转 (80)镜像 (81)2D 对称 (83)3D 对称 (84)比例 (85)坐标系到坐标系 (**) (87)组合曲线功能 (*) (89)连接 (89)爆炸 (92)封闭 (93)最短路径 (93)尺寸标注 (**) (95)线性标注 (95)半径/直径尺寸的标注 (98)角度标注 (101)注解 (102)编辑尺寸或注解 (103)坐标标注 (104)实用工具 (**) (105)齿轮 (105)齿条 (107)文字 (108)文字曲线 (108)函数方程 (109)基本曲面 (**) (113)直纹面 (114)网格面 (114)旋转面 (115)拉伸面 (115)圆锥面 (115)圆柱面 (116)平面曲面 (117)扫捋面 (117)导向面 (117)裁剪面 (118)倒角面 (118)经纬面 (118)曲面操作 (**) (119)拾取单个线 (119)拾取曲面边界 (120)拾取边界并串接 (120)曲面交线 (121)平面曲面交线 (121)投影到曲面 (122)展开曲线 (122)斜率和轴线的定义 (*) (123)依两点定义斜率 (123)按坐标系定义斜率 (123)依曲线上某点的切矢来定义斜率 (124)依于工作平面X轴的夹角来定义斜率 (124)按两点定义轴线 (124)按坐标系定义轴线 (125)定义与曲线上某点相切的轴线 (125)依于工作平面X轴的夹角来定义轴线 (126)工作平面定义 (*) (127)工作平面XY (Z=0) (127)工作平面ZX (Y=0) (127)工作平面YZ (X=0) (127)两直线定义平面 (128)三点定义平面 (128)曲线定义平面 (128)平行平面 (128)如何动态缩放 (*) (129)返回上一缩放 (130)全部显示 (130)旋转 (130)动态平移 (131)如何打开以前保存的文件 (131)如何选择图素 (133)使用鼠标 (133)使用快捷菜单选择 (134)如何清除图素 (135)如何编辑CAD图素 (136)如何执行返回操作 (136)如何改变颜色/线形/线宽图素的层数 (137)如何自动产生安全的副本 (138)如何反读G代码 (*) (140)如何读入图片 (**) (140)如何打印文档 (*) (143)如何使用计算器 (*) (144)如何定义快捷键 (*) (146)CAM总述 (148)一.加工程序----CAM向导条 (149)在CAM栏中有以下功能: (150)在零件栏有以下功能 (150)在编程栏有以下功能: (151)模板 (151)工具 (151)二.程序管理器 (*) (152)程序管理器: (152)零件状态: (153)怎么预览零件 (153)怎么删除加工路径 (154)怎么根据阶段或零件给加工程序排序 (154)怎么样检查参数 (155)怎么隐藏与显示路径 (156)三、新建编程路径 (158)新建路径 (158)定义零件 (159)由线条定义零件: (160)由2D或3D线条生成零件(等锥或无锥) (161)构造锥度(变锥) (163)上下轮廓圆弧R的设定: (164)创建圆弧: (166)上下异形 (167)怎么进行同步处理: (168)定义零件的毛坯 (171)怎么定义引入模式: (175)无心切割起始点的定义 (179)零件转换(路径阵列) (180)零件排序(多孔加工) (182)编程 (183)直接 (184)等锥加工 (184)变锥度 (185)无心加工 (186)加工参数详解: (188)怎么创建模板(只有慢丝模块含此功能) (199)怎么应用程序模板 (201)四、怎么计算程序 (202)五、怎么样模拟程序 (203)六、怎么后处理 (206)七、怎么验证CNC程序 (210)十一、工艺点编辑器(插入特殊代码)(**) (213)菜单Fikus/通过快工具条Fik 你可以域之外工具条就会相改变你可以视图鼠标虽然使EASY 中在鼠L = M = R = L :点按住鼠M :点按住鼠令的下R :点这使得体等等单/AC CAM EA 快捷图标调出条,在这些浮kus/AC 以按住鼠标左外。
同步带尺寸表
T型齿同步带欲参考每种型号的详细尺寸,请点击“详细规格”型号节距(mm) 齿高(mm) 带厚(mm) 角度β°查看MXL 2.032 0.51 1.14 40 详细规格XL 5.080 1.27 2.30 50 详细规格L 9.525 1.91 3.60 40 详细规格H 12.70 2.29 4.30 40 详细规格XH 22.225 6.35 11.20 40 详细规格XXH 31.750 9.53 15.70 40 详细规格T2.5 2.5 0.7 1.30 40 详细规格T5 5 1.20 2.20 40 详细规格T10 10 2.50 4.50 40 详细规格T20 20 5.00 8.00 40 详细规格AT5 5 1.20 2.70 50 详细规格AT10 10 2.50 5.00 50 详细规格AT20 20 5.00 8.00 50 详细规格同步带规格、型号、尺寸表MXL 型(节距= 2.032mm )规格节线长 (mm)模宽(mm)齿数21MXL 52.83 60 26 22MXL 54.86 60 27 26MXL 67.06 100 33 28MXL 71.12 160 35 32MXL 81.28 100 40 34MXL 87.38 100 43 36MXL 91.44 60 45 B47MXL 95.50 160 47同步带规格、型号、尺寸表XL 型(节距=5.080mm)同步带规格、型号、尺寸表L 型(节距=9.525mm)同步带规格、型号、尺寸表H 型(节距=12.70mm)同步带规格、型号、尺寸表XH 型(节距=22.225mm)同步带规格、型号、尺寸表XXH 型(节距=31.750mm)同步带规格、型号、尺寸表T2.5 型(节距=2.50mm)同步带规格、型号、尺寸表T 5 型(节距=5.00mm)同步带规格、型号、尺寸表T 10 型(节距=10.00mm)同步带规格、型号、尺寸表T20型(节距=20.00mm)同步带规格、型号、尺寸表AT5型(节距=5.00mm)同步带规格、型号、尺寸表AT10型(节距=10.00mm)同步带规格、型号、尺寸表AT20型(节距=20.00mm)圆弧齿工业同步带发表时间:2010-11-17 文字〖〗阅读次数:208齿型代号型号节距(mm)齿高(mm)带厚(mm)详细尺寸HTD 2M 2 0.75 1.36 3M 3 1.17 2.4 5M 5 2.06 3.8 8M 8 3.36 6.00 14M 14 6.02 10.00 20M 20 8.4 13.20STPD/STSS2M 2 0.76 1.36 S3M 3 1.14 1.9 S4.5M 4.5 1.71 2.81 S5M 5 1.91 3.4 S8M 8 3.05 5.3 S14M 14 5.3 10.2RPP/HPPD 2M 2 0.76 1.36 3M 3 1.15 1.9 5M 5 1.95 3.5 8M 8 3.2 5.5 14M 14 6.00 10HTD STPD / STS RPD / HPPDDA型双面齿同步带,其两面带齿呈对称排列DB型双面齿同步带,其两面带齿呈交错位置排列双面齿同步带的总高度型号W TD-MXL 0.508 1.53D-XL 0.508 3.05D-L 0.762 4.58D-H 1.372 5.95D-XH 2.794 15.49D-XXH 3.048 22.11D-T2.5 0.60 2.00D-T5 1.00 3.40D-T10 2.00 7.00D-T20 3.00 13.00D-AT10 2.00 7.00HTD.DA-3M 0.760 3.10HTD.DA-5M 1.143 5.26HTD.DA-8M 1.372 8.17HTD.DA-14M 2.80 14.84HTD.DA-S8M 1.372 7.48双面齿同步带的规格、型号、尺寸表规格节线长(mm) 齿数196XL-1970XL 497.84~5003.8 98~985203L~1988L 514.35~5048.25 54~530670H~2500H 1701.8~6350 124~500700XH~2275XH 1778.00~5778.5 80~260700XXH~2625XXH 1778.00~6667.5 56~210T2.5x500~T2.5x5000 500.00~5000.00 200~2000T5x500~T5x7000 500.00~7000.00 100~1400汽车同步带的结构组成:1、背胶2、芯线3、齿胶4、齿布汽车用同步带汽车用同步带相关指数汽车用同步带聚氨酯工业用周节制同步带氯丁橡胶型工业用周节制同步带氯丁橡胶型工业用HTD 圆弧齿同步带氯丁橡胶型同步带氯丁橡胶型双面齿同步带同步带型号、节距、齿型尺寸表型号节距pb 齿高ht 带高hs MXL 2.032 0.51 1.14 XL 5.080 1.27 2.30 L 9.525 1.91 3.60 H 12.70 2.29 4.30 XH 22.225 6.35 11.20 XXH 31.750 9.53 15.70 T2.5 2.5 0.70 1.30 T5 5 1.20 2.20 型号节距pb 齿高ht 带高hs AT20 20 5.00 8.00 ZA 9.525 1.91 4.10 3M 3 1.17 2.40 5M 5 2.06 3.80 8M 8 3.36 6.00 14M 14 6.02 10.00 20M 20 8.40 13.20 S3M 3 1.14 1.90T10 10 2.50 4.50 T20 20 5.00 8.00 AT5 5 1.20 2.70 AT10 10 2.50 5.00 S4.5M 4.5 1.71 2.81 S5M 5 1.91 3.40 S8M 8 3.05 5.30 S14M 14 5.30 10.20同步带性能表试验项目节距代号MXL XL L H XH拉伸试验拉伸强度≥KN/25.4mm0.59 1.96 2.65 6.77 9.32伸长率≤% 4.0 4.0 4.0 4.0 4.0伸长试验的载荷表注:伸长率是下表所示的载荷时伸长率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技改项目费用比较:
按公司传统,生产线改造由YKT进行,假如我司 要求YKT进行该项目的改造,他们的方法是将整 个印刷机进行改造,费用在5W上下;还有一个 方法是在印刷机和激光打印机之间增加500MM 的接驳台(购买)费用在1W以上。 现今我们自己开发项目,在SP60P-L前传送带上 加1段240MM的接驳台,并保留了原印刷机的设 备,费用在2.5K左右,费用大大降低。
2011年技术课技改项目
SP60P-L前传送带加长
制造部技术课
2011年技术课技改项目
技改项目小组成员: 组长:陈旦中 组员:潘国忠、张华、张政、钱雪明、 ቤተ መጻሕፍቲ ባይዱ响林
2011年技术课技改项目
技改项目写真:
增加部位
改造前
改造后
改造前空调 放置位置
改造后空调 放置位置
2011年技术课技改项目
技改背景: K2-3&K2-4、使用原先SP60P-L型印刷机, 激光打印机后直接连接印刷机,中间没有 接驳台,而印刷机背后的空调没有地方放 置,或放置在生产线之外,影响产线的一 体性。 2#生产线改造原因和K2线一样。
加工厂商 恳请外厂加工 我司技改
方法
方法1:改造 SP60P-L印刷机 RMB:5W左右/ 线
方法2:购买 500MM接驳台 RMB:1W左右/线
方法:在印刷机 后接24MM连接 RMB:2.5K左右/ 线
费用预计
预计节约费用 RMB:4.75W左 右/线
RMB:7.5K左右 /线
2011年技术课技改项目
2011年技术课技改项目
技改措施:
将SP60P-L印刷机前传送带接长,使得在激光打 印机和印刷机之间有80MM的空间,将印刷机空 调放在其中。
2011年技术课技改项目
技改目的:
印刷机空调放置在激光打印机和印刷机之间,产 线一体化,节省生产线空间,生产线美观。
2011年技术课技改项目
技改项目费用比较: