模架喉牙尺寸标准
注塑模具制作标准

注塑模具制作标准注塑模具制作标准2010-11-28 14:01阅读(8)转载自退休老农下一篇:祥发模具公司管理。
.. |返回日志列表赞赞转载(33)分享评论复制地址更多1.0 目的和适用范围本标准规定了注塑模具的加工标准和要求。
2。
0 外观要求2。
1 模具交付前需安装铭牌。
位置在模具操作侧模脚的左上方,横向放置。
2。
2 模具交付前外表面喷绿色漆。
在操作侧模脚竖向用红色漆喷上项目名称、产品名称和模具编号;字体为黑体,5050以下模架字高40mm,5050以上模架字高60mm。
2.3 安装有方向性的模具,在操作侧用红色漆喷上“↑”标记.2.4 锁模片喷红色漆。
锁模片螺丝需收到底(开模状态锁模片固定在动模侧)。
2。
5 模架进厂经检验合格后,在各板有基准标记的一侧的左方横向用字码打上模具编号,右方竖向用字码打上模板编号(从上固定板开始用1、2、3、…标识)。
2030以下模架用8mm字码,2030以上用12mm字码。
2.6 模架基准面标记不能损伤。
2。
7 模架表面不得有对刀痕、油污、毛刺、缺口、划花、尖角`铁锈等缺陷.2。
8 冷却水进出处用8mm字码图纸要求打上组别编号(1IN,2IN ,3IN …;1OUT ,2OUT…).2。
9 吊模孔正下方处用8mm字码打上吊环直径(M20…)。
2.10 所有喉嘴不得露出模胚表面(详见工程技术标准-喉嘴)。
3.0 通用加工要求3.1 除成型部分外,所有未做要求的棱边均倒角2*45°.3。
2 烧焊部位须修顺,且不能留有明显的痕迹。
3.3 退位螺丝孔、水口拉杆和复位弹簧孔应用铣床加工,以保证各孔的深度公差在±0。
1mm以内.(避空孔除外)。
3。
4 分型面锁扣应安装下模板上。
3.5 导套底下面加工10*0.5深的排气槽(直通模外)。
3。
6 顶针板的限位块高度公差为±0.1mm,两端须用磨床磨平.3.7 模具分型面及无粗糙度要求的表面可留均匀的刀纹、油石纹、砂纸纹、火花纹`线切割纹但不能有粗糙的打磨痕迹。
模具制造基本要求及检验标准

模具制造基本要求及查验标准1 2 34 56 7 8冷却水嘴凹进模架表面0~2mm,底孔 C1×45°,避空孔平底并外沿× 45°,倒角平均一致。
水嘴及堵头一律攻牙机进行加工,配装水嘴切合要求。
冷却水嘴出入标志,在进水 IN、出水 OUT 后加次序号,如 IN1 、OUT1 。
同攻牙同步进行。
(铣床组加工)冷却水标志字符大写,地点在水嘴正下方(参照尺寸10mm 处),笔迹清楚、雅观、齐整、间距平均。
模具底部水嘴没有沉入模板时,下方加小模脚保护。
支撑柱超出模脚参照(附表),锁在固定板上加工。
模架规格200~300300~ 450450~ 600600~800支 2 个~~~~撑 4 个~~~柱 6 个0~~个8 个~~数10 个以上~螺丝沉孔底面为平面。
斜顶面低于型芯面~。
(除碰穿之外)斜顶与斜顶座的配合(详见图)9顶出距离用限位块进行限位,底面须平坦,不可以用螺丝取代。
10复位弹簧安装孔底面为平底,安装孔直径比弹簧直径大3~4mm,上下内孔倒角;11滑块、抽芯要有行程限位。
12大滑块下边有耐磨板,比大面超出,且加油槽。
(见草图)13滑块及压块上有耐磨板,表面超出~,上边加油槽。
14滑块斜导柱孔比斜导柱大 1~1.5 mm,并倒角~ 2.0 mm。
15顶针上下串动一定在 ~0.03 mm,顶面平型芯面 CNC 加工。
16顶针孔与顶针的配合空隙小于 0.01 mm。
(以一个手指顺畅推入为限 )17顶针孔封胶段长度在 15mm~ 40mm 之间。
(详见图表)顶针Φ d(mm)以下2~5~68~ 1216封胶段长度( mm)152025304018若顶针上加倒钩,倒钩的方向(加定位)要保持一致并向下,而且倒钩易于从制品上零落。
19全部非成型孔(顶针孔、螺丝孔)边缘 C(~ 1)× 45° ,倒角平均一致。
20油路、水道内的铁屑功牙后立刻清理洁净。
模架的基本结构
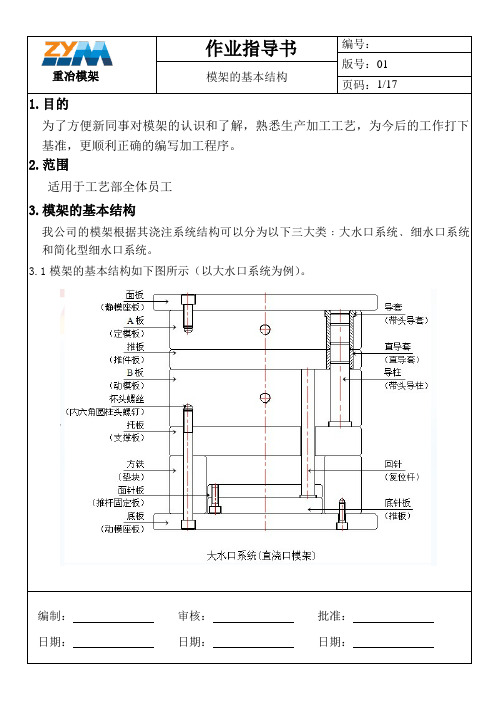
重冶模架模架的基本结构页码:1/171.目的为了方便新同事对模架的认识和了解,熟悉生产加工工艺,为今后的工作打下基准,更顺利正确的编写加工程序。
2.范围适用于工艺部全体员工3.模架的基本结构我公司的模架根据其浇注系统结构可以分为以下三大类﹕大水口系统﹑细水口系统和简化型细水口系统。
3.1模架的基本结构如下图所示(以大水口系统为例)。
编制:审核:批准:日期:日期:日期:重冶模架模架的基本结构页码:2/173.2 各板的名称及其作用3.2.1面板即模架最顶层的一块板﹐(在无面板模中﹐第一板为A板)面板由其上所做的码模坑或码模螺丝孔(面板较薄时码模坑做在第二件板上)将上模固定于工作台上;面板与A 板之间可以用杯头进行连接。
但在细水口系统中﹐因面板、水口推板及A板之间要进行二次开模﹐面板与A板之间不能有杯头连接。
3.2.2 水口推板用于细水口系统的模架中,位于面板与A板之间。
水口推板在开模过程中起脱料作用。
细水口系统中﹐浇注系统中的熔溶塑料在产品冷却成形的同时也随着冷却﹐形成残余凝料﹐在A板与水口推板进行二次开模时﹐在拉料杆(水口针孔中的零件)或其它辅助机构的作用下﹐水口流道凝料从流道中拉出﹐滞留于水口推板上。
随着开模行程的增加﹐使得拉杆或拉板拉动水口推板﹐使之与面板分离﹐因拉料杆固定于面板上﹐水口推板强行将流道凝料脱落﹐以便进入下一个工作周期。
3.2.3 定模板也称A板﹐即上模固定板﹐用于固定凹模(作为型腔用来成型产品的外表面)﹐也可直接开型腔作为凹模使用。
3.2.4推板推板即推料板﹐介于A、B板之间。
由于上模为型腔﹐下模为型芯(即凸模)﹐产品成型冷却后,会滞留于下模﹐推板在顶出机构(如托针)的作用下﹐将塑料产品从型芯上脱落。
3.2.5 动模板也称B板﹐即下模(多为凸模)固定板﹐用于固定凸模(用于成型产品的内表面)。
3.2.6 托板编制:审核:批准:日期:日期:日期:重冶模架模架的基本结构页码:3/17托板也即支撑板﹐位于B板与方铁之间﹐用来支撑下模、内模料或其它镶件等。
模架标准配件公差表
模架标准配件公差表二、回针检验公差表:热处理硬度HRC60°±2直径公差直径公差直径公差φ12φ12-0.015φ12+0.015φ17φ8φ8φ134φ16φ16-0.027φ16+0.015φ21φ10φ10φ155φ20φ20φ20φ25φ12φ12φ17φ25φ25φ25φ30φ15φ15φ20φ30φ30φ30φ35φ16φ16φ20φ35φ35φ35φ40φ20φ20φ25φ40φ40φ40φ4510φ25φ25-0.020φ30φ50φ50φ50φ5612φ30φ30-0.033φ35φ60φ60-0.040φ60+0.030φ66φ35φ35φ40φ70φ70-0.055φ70+0.015φ76三、水口边、简化边检验公差表:热处理硬度HRC60°±2四、托司检验公差表:热处理硬度HRC60°±2000D H 直径公差直径公差 D -0.2直径公差直径公差-0.2-0.2φ12φ12+0.0170.016φ16φ16+0.0060.027φ20φ20φ30φ35φ20φ20φ20φ2510φ25φ25φ35φ40φ25φ25φ25φ30φ30φ30φ42φ47φ30φ30φ30φ35φ35φ35φ48φ53φ35φ35φ35φ40φ40φ40φ55φ60φ40φ40φ40φ4510φ50φ50φ70φ7612φ50φ50φ50φ5612φ60φ60+0.018φ80φ86φ60φ600.040φ60φ66φ70φ70+0.0 41φ90φ96φ70φ700.055φ70φ76六、中托司检验公差表厚度公差外径公差内径公差直径公差直径公差φ126φ16φ6.2M5*16φ12φ12+0.02φ20+0.01φ25φ1610φ20φ8.2 M8*25φ16φ16+0.03φ25+0.02φ30φ2012φ26φ10.2M10*30φ20φ200.025φ30φ35φ2514φ31φ12.2M12*35φ25φ25φ35φ40φ3016+0.200φ38+0.200φ16.2+0.200φ30φ30φ42φ47φ35160.200φ430.200φ16.20.000φ35φ35φ48φ53φ4016φ48φ16.2φ40φ4 0φ55φ60φ4516φ53φ16.2φ45φ45φ60φ66φ5020φ58φ20.2φ50φ50φ70φ7612φ6020φ68φ20.2φ60φ60φ80φ8615φ7020φ78φ20.2弯曲度0.0020.003d 松位d 1紧位151015φ2066810圆度0.0020.003H6810+0.015+0.025+0.02+0.03φ30D+0.031+0.011d 1紧位H+0.025+0.035+0.03+0.04Dφ25H68+0.021-0.010+0.021+0.008公称直径公称直径公称直径-0.016-0.027-0.020-0.007-0.025-0.009 d 松位d 内孔M16*35M20*45+0.021+0.008+0.030+0.015+0.018+0.007H6815公称直径φ16五、水口边配套介子尺寸规格表:T D d 配套螺丝φ16-0.025-0.040-0.020-0.0330.0250.041+0.021+0.008+0.030+0.015φ16d 1外径公称直径公称直径D模架配件标准公差表一、直边检验公差表:热处理硬度HRC60°±2d 松位d 1紧位d -0.020-0.033。
模架加工标准
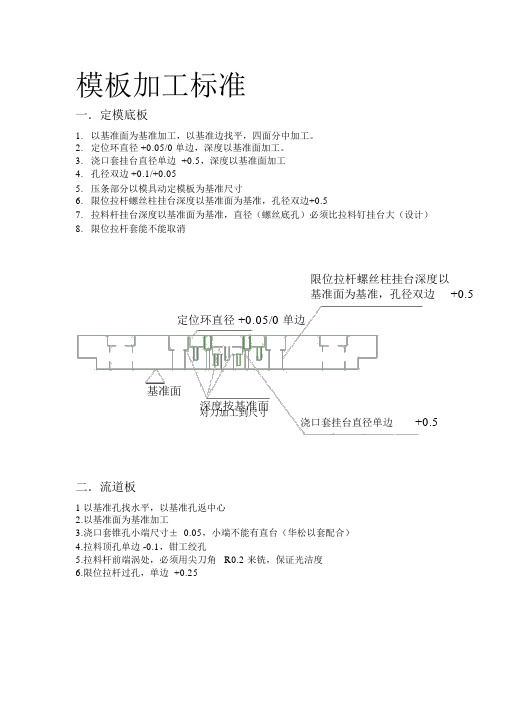
模板加工标准一.定模底板1.以基准面为基准加工,以基准边找平,四面分中加工。
2.定位环直径 +0.05/0 单边,深度以基准面加工。
3.浇口套挂台直径单边 +0.5,深度以基准面加工4.孔径双边 +0.1/+0.055.压条部分以模具动定模板为基准尺寸6.限位拉杆螺丝柱挂台深度以基准面为基准,孔径双边+0.57.拉料杆挂台深度以基准面为基准,直径(螺丝底孔)必须比拉料钉挂台大(设计)8.限位拉杆套能不能取消限位拉杆螺丝柱挂台深度以基准面为基准,孔径双边+0.5定位环直径 +0.05/0 单边基准面深度按基准面对刀加工到尺寸浇口套挂台直径单边+0.5二.流道板1以基准孔找水平,以基准孔返中心2.以基准面为基准加工3.浇口套锥孔小端尺寸± 0.05,小端不能有直台(华松以套配合)4.拉料顶孔单边 -0.1,钳工绞孔5.拉料杆前端涡处,必须用尖刀角 R0.2 来铣,保证光洁度6.限位拉杆过孔,单边 +0.25精选文库浇口套锥孔小端尺寸±0.05,小端不基准面能有直台(华松以套配合)限位拉杆过孔,料顶孔单边 -0.1,钳工绞孔单边 +0.25拉料杆前端涡处,必须用尖刀角 R0.2来铣,保证光洁度三.定模板1以基准孔找水平,以基准孔返中心2.以基准面为基准加工,精确到尺寸,小模具单边 +0.01,大模具单边 +0.02.型腔,垂直度不得超过 0.013.精密模具开粗后,精磨后再加工4.正面水孔深度,以标注尺寸加工深3mm5.开模器要求光洁度,尺寸±0.056.精定位,深度± -0.01,直径要求 +0.015/0,要求光洁度7.锁模块型腔尺寸 +0.015/0,深度 +0/-0.018.内拉杆让位孔 +0.5/0 钻通9.型腔让位孔四角按基准加工(另做)10.背面加工流道孔 .NC 钻底孔,线切割加工脱模斜度11.流道注意光洁度,注意大模具在流道前端开排气。
12.螺丝过孔单边 +0.5,螺丝沉孔按图纸深度加工13.弹簧沉台按图纸± 0.2精选文库精定位,深度± -0.01,直径要求+0.015/0,要求光洁度螺丝过孔单边 +0.5,螺丝沉孔按图纸深度加工流道注意光洁度,注意大模具在流道前端开排气。
国家模具模架标准
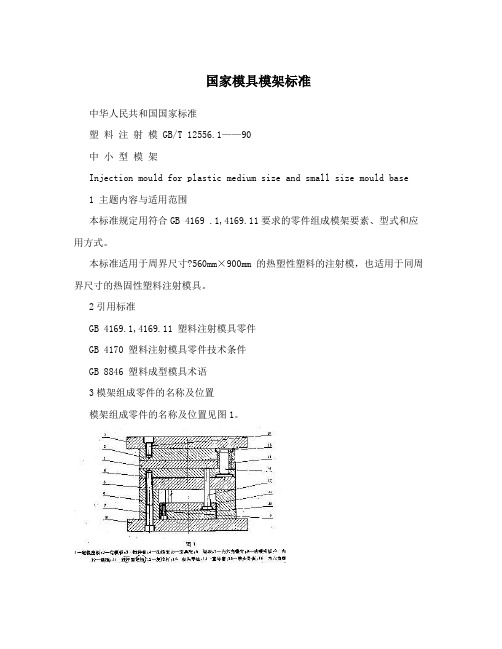
国家模具模架标准中华人民共和国国家标准塑料注射模 GB/T 12556.1——90中小型模架Injection mould for plastic medium size and small size mould base1 主题内容与适用范围本标准规定用符合GB 4169 .1,4169.11要求的零件组成模架要素、型式和应用方式。
本标准适用于周界尺寸?560mm×900mm 的热塑性塑料的注射模,也适用于同周界尺寸的热固性塑料注射模具。
2引用标准GB 4169.1,4169.11 塑料注射模具零件GB 4170 塑料注射模具零件技术条件GB 8846 塑料成型模具术语3模架组成零件的名称及位置模架组成零件的名称及位置见图1。
4组合形式4.1模架以模具所采用的浇注形式、制件脱模方法和定模动模组成数分为基本型和派生型(附录A)两类4.2 基本组合是以直接浇口(包括潜伏浇口)为主,其代号取A,分为A1型、A2型、A3型、A4型四种(图2)。
A1 型 :推杆推制件、定模二模板、动模一模板组成。
A2型 :推杆推制件,定模动模均由二模板组成。
A3 型: 推件板推件,定模动模模板组成同A1型,中间增加推件板。
A4型 :推件板推件,定模动模板组成同A2型,中间增加推件板。
4.3 根据模具使用要求,模架的定模、动模座板可以做成带肩型(图2),也可做成无肩型。
4.4 模架的导向零件,导柱可以采用带头导柱、带肩导柱,或带肩定位导柱,导套可以采用直导套或带头导套。
5 导柱、导套的安装形式5(1 导柱、导套根据使用要求分为正装(代号代号取Z)、反装(代号取F)两种,序号1、2、3分别采用带头导柱、带肩导柱、带肩定位导柱(图3)。
5(2 导柱通过模板的数量和安装形式,允许承制单位按5.1条规定选用。
5 基本型模架组合尺寸5(1 组合尺寸为模板、推杆固定板、推板、垫块四个零件的平面配置尺寸;导柱、导套的孔径、孔位尺寸;复位杆和紧固螺钉的孔径、孔位尺寸、(推荐性)以及模板、推板、垫块选用厚度尺寸。
钢管喉口标准

5.压力喉口:在钢管两端加工成凹槽或凸槽结构,通过加压实现管道的连接。
二、国际常用钢管喉口标准:在国际上,有多个标准机构对钢管喉口进行了规范和标准化,常见的国际标准有以下几种:
1.ASME B16.25:美国机械工程师学会(ASME)制定的钢管喉口标准,该标准规定了钢管焊接喉口的要求,包括焊接接头和对接接头的尺寸、形状和公差等。
2.ASME B1.20.1:美国机械工程师学会(ASME)制定的螺纹喉口标准,该标准规定了钢管内螺纹和外螺纹的尺寸、螺距和螺纹形状等。
3.ISO 7-1:国际标准化组织(ISO)制定的螺纹喉口标准,该标准规定了钢管螺纹喉口的尺寸和螺纹类型,适用于内螺纹和外螺纹的连接。
4.EN 10226:欧洲标准化组织(EN)制定的螺纹喉口标准,该标准规定了钢管螺纹喉口的尺寸、螺距和螺纹形状等。
5.DIN 2559-1:德国标准化组织(DIN)制定的焊接喉口标准,该标准规定了钢管焊接喉口的尺寸、形状和公差等。
6.JIS B2311:日本工业标准(JIS)制定的焊接喉口标准,该标准规定了钢管焊接喉口的尺寸和形状等。
三、钢管喉口标准的主要内容:不同的钢管喉口标准可能会有细微的差异,但通常包括以下主要内容:
1.尺寸要求:钢管喉口标准会规定喉口的外径、内径、长度、厚度等尺寸要求,以确保喉口能够与相应的配件或构件相匹配。
形状要求:标准会规定喉口的形状,包括喉口的几何形状、平整度、圆度和直线度等要求。这些要求保证了喉口在连接过程中能够与其他构件紧密配合,确保连接的稳固性和密封性。
3.公差要求:喉口标准通常会规定允许的公差范围,确保喉口的加工精度符合设计要求。
4.表面处理:喉口标准可能会要求喉口的表面进行特殊处理,以增加与其他构件的粘合力和密封性。
(仅供参考)模架的尺寸确定

11
②浇口平衡 防止模具胀开力不平衡
③大小制品对称布置
④模具力平衡,即注射压力中心与主流道中心重合,防止飞边。
塑料注射模具设计——池寅生
12
2、流道尽可能短,以降低废料率、成型周期和热损失。H型排位优于 环形和对称型。 3、对高精度制品,型腔数目尽可能少。因为每增加一个型腔,制品 精度下降4%。精密模具型腔数目一般不超过4个。 4、相同颜色、相同原料。 5、结构紧凑,节约钢材。
d(mm) 6
25~32(30)
8
32~38(35)
10
38~50(45)
12
44~64(50)
16
塑料注射模具设计——池寅生
6
50~76(60)
20
②模仁至定模板上表面的厚度h3 = 25~35 mm ③定模仁厚度h2 = 制品厚度h+型腔背后模芯厚度h1 ④定模板厚度h4 =定模仁厚度h2+模仁至定模板上表面的厚度h3
9
七、注射模具的排位设计
塑件产品在模具中的摆放位置的设计 ——决定了模具型腔的位置关系; ——确定了模具的总体结构和尺寸; ——直接影响后期的注射工艺; 设计原则 1、力求平衡、对称。 ①各型腔在相同温度下同时充模。
采用平衡布局
塑料注射模具设计——池寅生
10
非平衡布局可通过调节浇口尺寸达到平衡
塑料注射模具设计——池寅生
2
以一模四腔为例,说明模架 核心尺寸的确定方法
制品——w l h
模仁(模芯)——B0 L0 h2 h6
模架规格(核心)尺寸——B L h4 h8
塑料注射模具设计——池寅生
3
型腔到模仁边的距离a
a = 0.2×l + 17 通常25~30 一模一腔(产品长和宽) 250以下:15,20,25,30mm 400~800:40,50,60mm 注:对模芯边走冷却水的 深腔模具或带侧抽芯的模 具,a可适当增加。