汽车门锁锁体底板工艺分析与级进模设计
汽车门锁
外开
内锁止/解止
内开
外锁止/解止
GB15086-2006《汽车门锁及车门保持件的性能要求和试验方法》是汽车门锁系统的基 本要求 。国家强制性试验(强检试验)有三种: 1.纵向载荷:门锁的锁体和锁扣总成在半锁紧位置能承受4440N的纵向载荷,在全锁紧 位置能承受11110N的纵向载荷,且均不得脱开。 2.横向载荷:门锁的锁体和锁扣总成在半锁紧位置能承受4440N的横向载荷,在全锁紧 位置能承受8890N的横向载荷,,且均不得脱开。 3.耐惯性力:锁止机构处在未锁止状态时,当门锁(包括其操纵机构)在纵向或横向受 到 294.2m/s2(30g)的加速度时,门锁必须保持在全锁紧位置上不得脱开。 另外其它型式试验的要求还有:开闭耐久性试验、盐雾试验、高低温试验。如果是电 动门锁:还有耐低温工作性、耐过载强度、耐振动、抗过载强度、绝缘介电强度、抗 干扰性、防水性、耐湿热性、闭锁器耐久性等试验。
当门锁处于锁紧位置且为解止状态时,操作内开操纵机构,使卡板与止动爪脱离啮合状 态,实现门锁开启的功能。在实际使用中,往往通过操作内手柄将动作传递到锁体,释放 卡板实现门锁开启,车门被打开。
——外开启功能 当门锁处于锁紧位置且为解止状态时,操作外开操纵机构,使卡板与止动爪脱离啮合状态 ,实现门锁开启的功能。在实际使用中,往往通过操作外手柄将动作传递到锁体,释放卡 板实现门锁开启,车门被打开。 — 内锁止/解止功能 当门锁处于全锁紧位置时,操作内锁止/解止机构,使门锁处于锁止或解止状态。当门锁处 于锁止状态时,操作内、外开操纵机构均不能将门锁开启,保证车门不会出现无意识打开 ——外锁止/解止功能 当门锁处于全锁紧位置时,操作外锁止/解止机构,使门锁处于锁止或解止状态。当门锁处 于锁止状态时,操作内、外开操纵机构均不能把车门打开。 锁紧功能
汽车车门内护板支架工艺分析及模具设计8

汽车车门内护板⽀架⼯艺分析及模具设计8汽车内护板⽀架⼯艺分析及模具设计摘要:随着全球经济的发展,新的技术⾰命不断取得新的进展和突破,技术的飞跃发展已经成为动世界经济增长的重要因素[2]。
中国汽车产业的飞速发展,汽车零部件制造也得到了前所未有的发展,促使⼯业产品越来越向多品种、⼩批量、⾼质量、低成本的⽅向发展,为了保持和加强产品在市场上的竞争⼒,产品的开发周期、⽣产周期越来越短,于是对制造各种汽车产品的模具也提出了新的要求,研究内护板⽀架的冲压⼯艺和模具对提⾼汽车冲压件质量和提⾼⽣产效率,降低⽣产成本,提⾼国有汽配市场占有率具有现实意义。
本⽂通过积极运⽤学习实践中所学到的知识对汽车后门内护板⽀架进⾏分析,确定⽣产⼯艺⽅案,制定出内护板⽀架产品的控制计划书,并对内护板⽀架的⽣产模具进⾏设计。
通过产品及⼯艺的分析,制造出低⽣产周期、低成本、⾼质量、⾼效率的模具,从⽽提⾼产品的质量和降低⼯⼈劳动强度,降低⽣产成本。
关键词:⼯艺分析;模具制造;控制计划;标准Boards within the stent technology analysis and die designAbstract:With the global economic development, the new technological revolution con-tinue to achieve new progress and breakthroughs in technology ,leap in development has become a dynamic growth of the world economy an important factor. China's rapid de-velopment of the automotive industry, automotive components manufacturing industry has been an unprecedented development[12], promote industrial products to more and more variety, low-volume, high-quality, low-cost direction, In order to maintain and strengthen the product on the market competitiveness of the product development cycle, more and more short production cycle, so the manufacture of various automotive prod-ucts also made a mold of the new requirements, Study-boards support the stamping pro-cess and die stamping parts to improve vehicle quality and increase production efficiency, reduce production costs and increase market share of the state-owned auto parts is of practical significance.By studying and practicing the positive use of the knowledge acquired in the car af-ter the building-boards stent for analysis to determine the production of the programme, developed in-stent products for the control plan, and in-boards scaffold production mold design [13].Through product and process analysis, creating the mold which has a low production cycle, low-cost, high-quality, high efficiency, thereby enhancing the quality of products and reduce labor intensity of workers, reduce production costs. Keywords: Technology Analysis, Mould Manufacturing, Control plan, Standards⽬录第1章绪论 (6)1.1课题背景 (6)1.2国内外研究现状 (7)1.3研究内容和研究⽅法 (8)1.4课题研究的意义和⽬的 (8)第2章⼯艺设计 (10)2.1零件的分析。
汽车卡板式门锁的锁紧机构设计与分析
万方数据
口丑翻
Au协mob怕Pa他2012.∞ 112
0
根据静力学公式,导出力学方程式”’:
M,=F?・c
mm,目的是保证锁体有足
眠=,。-D
鸩=,。・B
朋.:F・^
F.=F,・础s
F。=F。・“ “=n 2
∑M=帆+帆一幔一M.=o
∑M=F。・c"。・D—F。-8一F・A
F=F,・R-LH・D—B、,s・A+F。・c,A 对于求解安全密封力,,.可以设定F与F.为0,即肛=o。 O=F.・R・(0一B)/s・A+只・c/A F,=眠・s/(R・B) 根据上述静态力学的数学公式.在进行锁体机构设计时要 求充分考虑零部件受力点的尺寸布置.满足达到设计输入的解 锁力和密封力的要求。
5结束语
汽车门锁作为汽车的一个重要安全部件,具备许多功能。 文中所讨论的只是门锁功能中最基础也是最重要的一项,其他 功能都可在这个平台上进行拓展和延伸。
参考文献: 【1】GBl5086—2006汽车门锁及车门保持件的性能要求和试验办 法[s]北京:中国标准出版社,2006 【2】李卓球理论力学[M]武汉:武汉理工大学出版杜.200l
Card.b∞rd Type
LI
Locking
Mechanisms
0f veMcle
D∞r
Latch
Jun,ZHANG Zonghua
(GAC Gua”gzhou Automotive E“ginee^“g Research Institute,Guangzhou Guangdo“g 510640,china)
8轧(摩擦因
蕊
—_r—声
主.
4锁紧机构的静态受力分析
当建立锁紧机构的结构设计时应考虑整个机构运动部件的 受力大小和方向。根据图l,在静止状态下,锁体机构受力 如下: F。:锁舌在密封力的扭矩作用下在啮合点产生的法向推 力; 一:棘爪弹簧力; r:摩擦力;
汽车车门内护板支架工艺分析及模具设计毕业论文

汽车车门护板支架工艺分析及模具设计毕业论文目录第1章绪论 (4)1.1课题背景 (4)1.2国外研究现状 (5)1.3研究容和研究方法 (6)1.4课题研究的意义和目的 (6)第2章工艺设计 (8)2.1零件的分析。
(8)2.1.1 零件结构与尺寸 (8)2.1.2 所用材料 (8)2.1.3 工艺难点与特征 (10)2.2工艺方案设计 (11)2.2.1 排料原理 (11)2.2.2 排样方法 (11)2.2.3 坯料计算 (12)2.2.4 工艺方案的制定与比较 (14)2.3冲孔落料 (16)2.3.1 冲裁基本原理 (16)2.3.2 凸模刃口的选择 (17)2.3.3 冲裁力的计算 (18)第3章冲孔落料模具设计 (22)3.1模具总体结构设计如图3-1及其模具类型的确定。
(22)3.2模具材料的选择 (24)3.2.1 影响冲压模具寿命的因素 (24)3.2.2 模具材料的要求 (24)3.3冲孔落料模零部件设计 (25)3.3.1 凸凹模工作部分尺寸的计算 (25)3.3.2 模架 (28)3.3.3 导柱导套的选择 (31)3.4定位零件 (31)3.4.1 固定挡料销 (31)3.4.2 导料销 (31)3.5卸料顶料装置 (32)3.6固定支持零件 (32)3.6.1 凸模固定板 (32)3.6.2 垫板 (32)3.7紧固零件 (32)3.8压边橡胶的选择 (33)3.9模具初绘总装配图如图3-8 (35)第4章弯曲模具设计 (36)4.1弯曲 (36)4.1.1 弯曲基本原理 (36)4.2模具总体结构设计 (38)4.2.1 零件分析 (38)4.2.2 确定工艺方案 (38)4.2.3 工艺计算 (39)4.2.4 弯曲力的计算 (40)4.2.5 模具工作零件的计算 (41)4.2.6 模具主要零部件结构设计 (43)4.2.7 弯曲模装配图的绘制设计 (46)第5章翻边模具设计 (47)5.1翻边 (47)5.1.1 孔翻边 (47)5.1.2 外缘翻边 (48)5.1.3 翻边模凸、凹模间隙的计算 (49)5.2翻边模具典型结构 (49)5.3确定模具主要零件结构尺寸 (50)5.3.1 凸、凹模卡宽度尺寸计算 (50)5.3.2 凸模圆角的计算 (51)5.3.3 凹模圆角的计算 (51)5.3.4 凹模深度的确定 (52)5.4模具主要零件的选用与设计 (53)5.4.1 定位装置的设计 (53)5.4.2 推件装置的设计 (53)5.4.3 模架设计 (53)5.4.4 模柄设计 (55)5.4.5 固定板的设计 (55)5.4.6 紧固件的选用 (55)总结 (56)致谢 (57)参考文献 (58)第1章绪论1.1 课题背景随着全球经济的发展,新的技术革命不断取得新的进展和突破,技术的飞跃发展已经成为动世界经济增长的重要因素[1]。
汽车门锁系统的设计及开发研究
1 汽车门锁系统构成
汽车门锁系统主要包括车门锁、前机盖 锁、行李箱锁、油箱开启机构、车门内外开 把手、天窗等方面。
车门锁主要指的是汽车前后侧门门锁, 按照工作用途可以分为电动和机械两种。前 门锁主要构成包括外开把手、内开把手、中 控开关、锁机构机械部分,后门锁在此基础 上添加了保险横拉杆、儿童锁按钮、闭锁器。
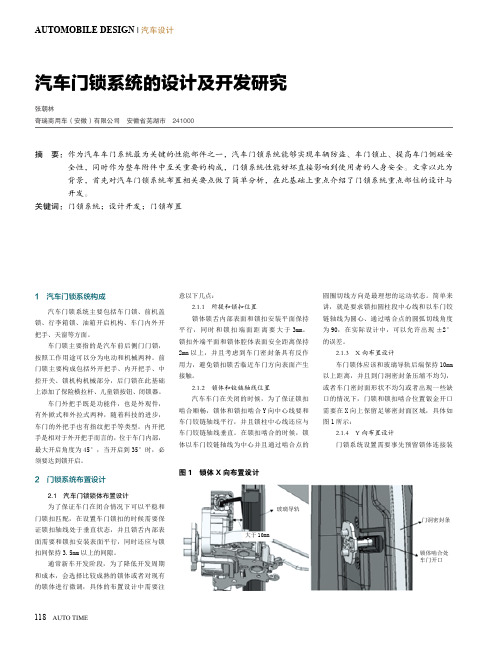
2门锁系统布置设计21汽车门锁锁体布置设计为了保证车门在闭合情况下可以平稳和门锁扣匹配在设置车门锁扣的时候需要保证锁扣轴线处于垂直状态并且锁舌内部表面需要和锁扣安装表面平行同时还应与锁扣间保持35mm以上的间隙
AUTOMOBILE DESIGN | 汽车设计
汽车门锁系统的设计及开发研究
张朝林 奇瑞商用车(安徽)有限公司 安徽省芜湖市 241000
意以下几点: 2.1.1 所提和锁扣位置 锁体锁舌内部表面和锁扣安装平面保持
平 行, 同 时 和 锁 扣 端 面 距 离 要 大 于 3mm。 锁扣外端平面和锁体腔体表面安全距离保持 2mm 以上,并且考虑到车门密封条具有反作 用力,避免锁扣锁舌临近车门方向表面产生 接触。
2.1.2 锁体和铰链轴线位置 汽车车门在关闭的时候,为了保证锁扣 啮合顺畅,锁体和锁扣啮合 Y 向中心线要和 车门铰链轴线平行,并且锁柱中心线还应与 车门铰链轴线垂直。在锁扣啮合的时候,锁 体以车门铰链轴线为中心并且通过啮合点的
2.1.5 Z 向布置设计 车门锁体 Z 向上的理想位置应当在车门 铰链轴线中心法向平面中,和锁体啮合位 置以及两条铰链形成等腰三角形。然而由 于受到车门铰链位置、重心、外型面设置 等因素的影响,锁体 Z 向位置很难满足最 理想的状态。例如本文选用的某大型卡车, 所提位置需要最大限度的靠近车门腰线, 锁体要比车门重心稍高,车门系统重心要 落 在 上 下 铰 链 重 心 并 且和锁体、锁扣啮合点 构成的三角形中。 2.2 车门门锁杆件、拉索布置设计 车门门锁杆件、拉索是外开机构中重要 的传递部件,主要表现为外开力和外开运动 传递,也是车门外开机构布置设计重点,门 锁杆件又包括拉杆和撑杆两种结构。车门门 锁杆件本身具有刚性,能够同时承受外拉力 和内压力,而拉索一般只能够承受外拉力作 用,但是拉索具备柔韧性,所以更便于在车 身重布置设计。本文选用的大型卡车所使用 的拉索就是现在常用的新拉索,在车门锁闭 机构中应用比较广泛,不仅具备拉索原有的 柔韧性特点,而且还能够承受较大的压力。 门锁杆件和静止件逐渐需要保持 8mm 以 上的间隙,和运动件之间保持 16mm 以上的 距离,只有这样才能够避免杆件和静止件之 间出现相互干涉。尤其是在车门外开拉杆与 锁芯栏杆布置设计中要注意避免出现相互干 涉的情况,避免由于相互干渉出现误开车门 的现象。 2.3 车门外开手柄布置设计 一般的车门外开手柄有上掀式、外拉式、 按钮式三种,具体的选择和整车造型有关, 当然考虑到现在的汽车有无钥匙进入、指纹 拉手等配置,具体的布置设计还需要根据整 车设计进行,本文选择的大型卡车使用的外 开手柄为外拉式。 2.3.1 X 向布置设计 外拉式手柄要尽量缩短和锁体 X 向位置 距离,这样可以较少拉杆变形,避免开启力 变大和行程损失等现象。另外,为了确保门
汽车锁座零件冲压工艺分析及模具设计
汽车锁座零件冲压工艺分析及模具设计1 前言1.1 机械与模具制造业在国民经济中的地位机械制造工业是国民经济中一个十分重要的产业,它为国民经济个部门科学研究、国防建设和人民生活提供各种技术装备,在社会主义建设事业中起着中流砥柱的作用。
从农业机械到工业机械,从轻工业机械到重工业机械,从航空航天设备到机车车辆、汽车、船舶等设备,从机械产品到电子电器、仪表产品等,都必须有机械及其制造。
在工业高度发达的国家中,机械工业的产值常常占整个国民生产总值的40%或更多。
在机械制造中,机车夹具、模具都是不可缺少的工艺装备,尤其是模具以其特定的形状通过一定的方式是材料成形。
根据国际生产技术协会提供的资料显示,机械零件粗加工的75%和精加工的50%都将有模具成形来完成。
因此模具被誉为“金属加工中的帝王”,是“进入富裕社会的原动力”、“模具就是黄金”。
1.2 当前国际模具发展现状及其特点现代模具行业是技术、资金密集的行业。
它作为重要的生产装备行业在为各行各业服务的同时,也直接为高新技术产业服务。
由于模具生产采用一系列高科技,CAD/CAM/CAPP等技术,计算机网络技术、激光技术、逆向工程和并行工程、快速成型技术及敏捷制造技术、高速加工及超精度加工技术等等,因此,模具工业以成为高新技术产业的一个重要组成部分,有人说,现代模具是高技术背景下的工艺密集型工业。
模具技术水平的高低,在很大的程度上决定着产品的质量、效益和新产品的开发能力,因此已成为衡量一个国家产品制造水平高低的重要标志。
模具工业是无以伦比的“效益放大器”。
用模具加工产品大大提高了生产的效率,而且还具有节约原材料、降低能耗和成本、保持产品高一称为“金钥匙”。
从另个角度看,模具是人性化、时代化、个性化、创造化的产品。
更重要致性等特点。
因此模具被称为“效益的放大器”。
在国外,模具被是模具发展了,使用模具的产业其产品的国际化竞争力也提高了。
模具不是批量生产的产品。
它具有单见生产和对特定用户的依赖性。
汽车锁座零件冲压工艺分析及模具设计
汽车锁座零件冲压工艺分析及模具设计汽车锁座零件是车辆中一个重要的部件,它能够提供闭合和开启的功能,保证了车门的安全和隐私。
在汽车制造过程中,锁座零件的冲压工艺和模具设计是至关重要的一环,正确的工艺和优良的模具设计可以帮助制造商提高汽车零件的质量和效率,从而提高客户的满意度。
本文将对汽车锁座零件的冲压工艺和模具设计进行分析和论述。
首先,我们需要理解锁座零件的基本原理。
汽车锁座零件是由内腔、扇形活动助纹、板簧、插销、锁芯、车体等组成的。
其中,插销与扇形活动助纹构成了一个阻挡机构,使锁座零件在车门关闭时锁定。
同时,锁芯通过钩状插入到插销上,这样就形成了一个安全的锁定状态。
因此,汽车锁座零件的制造需要严格按照这一设计原理进行。
在冲压工艺方面,汽车锁座零件的制造需要经过冲击力加工和压力加工两个过程。
冲击力加工主要是通过冲床将金属板材压成预定形状的模具中,这样就形成了锁座的基本形状。
压力加工是在冲击力加工的基础上,通过嵌入和切割等操作,来实现零件的细节和精度。
这些操作需要精确控制冲口和冲头的位置,以确保零件的精度和质量。
除此之外,模具的设计也是决定零件精度和质量的一个关键因素。
汽车锁座零件的模具设计需要考虑以下因素:锁座的形状尺寸、材料的硬度和粘附性质、生产的数量和生产的速度等等。
模具的设计应该能够在保证制造质量的同时,尽可能地提高生产效率和降低成本。
总结来说,汽车锁座零件的冲压工艺和模具设计是制造过程中的重要环节。
只有通过正确的工艺和有效的模具设计,才能生产出高质量、可靠的汽车锁座零件。
制造商应该注重这些方面的研究和创新,以满足客户的需求和改善汽车行业的发展。
车门垫板冲裁级进模的设计与制造
设计任务书设计题目:车门垫板冲裁级进模的设计与制造设计要求:1.车门垫板的工艺性分析及冲裁方案的确定。
2.有关计算及模具设计。
3.模具制造工艺编制与装配。
设计进度要求:第一周搜集模具相关资料第二周前期准备工作第三周模具基本类型与工作部分零件尺寸计算第四周模具整体设计和绘制装配图第五周模具主要零件图的绘制第六周毕业论文的校核、修改第七周打印装订,准备答辩指导教师(签名):摘要车门垫板冲裁级进模的设计与制造,此套模具设计是冲裁模的模具装配图及加工设计制造的全过程,其设计思路是根据多个模具加工实例生产总结出来的。
设计内容是从零件的工艺性分析开始,根据工艺要求来确定设计的大体思路。
其开始是确定该模具类型为冲孔-切断级进模,然后进行工艺分析计算,计算出冲裁时的冲压力、卸料力、推件力、确定模具的压力中心、选择压力机和确定冲模的闭合高度,最后根据前面所计算出的内容确定模具的凸、凹模尺寸和形状。
设计出挡料销、卸料板、推件装置、橡胶、导柱、导套和模柄等模具的主要零部件,从而完成整个模具的设计工作。
模具主要零部件结构设计是模具设计的主要内容,其内容包含了凹模结构设计、凸模结构设计、定位零件、弹性卸料装置、橡胶的选用、导柱与导套等重要零部件设计的加工方法和加工注意要点。
这样有助于加工人员的操作,使其通俗易懂加工方便。
本次毕业设计不仅让我进一步熟悉了课本上所学的知识,而且使我把所学的知识运用到了实践当中,更让我亲自感受到了冲压模具设计的全过程和加工实践中应注意的要点。
这次设计使我更好的理解了模具,也为以后的发展打下了很好的基础。
关键词:冲孔,切断,级进模目录摘要 (II)1 零件的工艺性分析及工艺方案的确定 (1)2 模具的技术要求及材料选用 (4)2.1 模具的技术要求 (4)2.2 模具材料的选用及要求 (4)3 冲裁件的排样 (6)4 模具设计计算 (8)4.1 计算总压力P (8)4.2 压力中心的计算 (8)4.3 零件的外形尺寸、弹性元件自由高度 (10)4.4 计算侧压力 (13)5 模具总体设计 (14)6 主要零、部件的设计 (17)7 设备的选定、总装图、零件图 (20)7.1 设备的选定 (20)7.2 绘制模具总装图 (20)7.3模具辅助零件 (23)8 模具的装配 (25)9 模具的检验与验收 (26)9.1 模具检验的作用及内容 (26)9.2 模具的检测方法 (28)致谢 (29)参考文献 (30)1 零件的工艺性分析及工艺方案的确定如下图所示工件为某车车门垫板,材料为Q235,厚度t=4mm,属于大量生产。
某车型车门内板试制工艺及模具设计
某车型车门内板试制工艺及模具设计近年来,随着国家经济的发展以及人民生活水平的提高,对重型卡车舒适性、安全性的要求也越来越高。
为了满足多样化的客户需求,各大主机厂也加快了新车型的研发。
在新车型的开发中,样车试制是为了验证产品设计,及时发现新车型性能和工艺等方面的不足,从而优化产品结构。
试制简易模具能够满足样车试制的需要以及产品设变的需求,能够大幅缩短开发周期,为新车型的开发提供了快速通道。
冲压钣金件的试制是样车试制过程中的关键环节。
车门内板是白车身结构中的重要零件,具有造型复杂、尺寸大、对精度要求高等特点。
本文以某车型车门内板为例,对其开展了试制冲压工艺设计及分析,并设计试制拉延模具,经过调试制作出合格的车门内板。
1 零件介绍及试制工艺方案制定1.1 零件介绍如图1所示,为某重型卡车车门内板的三维轴侧图。
材料为DC06,属于超深拉深用钢板,厚度为 1.0mm。
该零件的外形尺寸为1553×1074×133,结构造型比较复杂,拉延深度较深,对拉延工艺的设计要求非常高。
1.2 试制工艺方案的制定车身钣金样件的试制工艺與量产工艺相似,拉延以及成型采用冷冲压的方式完成,孔和修边采用激光切割技术完成。
激光切割技术的应用不仅可以满足零件精度要求,并且满足样车试制阶段零件制作周期短、成本低的要求。
试制冲压件在工艺设计时要考虑尽可能减少模具数量,尽量在拉延模具中将零件形状拉伸到位。
若零件局部带负角或存在回弹风险的区域,可考虑增加整形工序。
通过对车门内板三维数模工艺性审查分析,检查车门内板各部位均无冲压负角,因此无需增加整形工序。
该车门内板存在翻边结构,一般情况下的试制工艺方案为OP10拉延,OP20修边侧修边冲孔侧冲孔(激光切割完成),OP30翻边。
车门内板的翻边结构如图2所示:翻边高度为2.2 mm,高度较小。
我们本着减少模具数量、降低试制成本的原则,考虑是否可以将此处翻边结构集成在拉延工序全部成型。
浅析汽车门锁设计
对车门内、外把手、锁止开关等的操作实现。
图1锁体部分图2操纵系统
1.2.3门锁的基本功能(表1)
1.2.4门锁的工作原理
门锁在自然状态下呈现开锁的状态,如图3所示,锁钩弹簧力的作用下,锁钩被拉离锁环,门打开。
图3
2门锁设计
2.1门锁的布置
在整车的布置中,侧门锁安装布置的好坏将对联动装置的布置有直接影响,同时也将对开启力、开启声音的品质、门锁的寿命等各方面有很大的影响。
1)在布置门锁时,首先必需保证门锁啮合所在的平面和门铰链的中心线垂直,允许存在正负1度误差。
2)为了保证关闭时的平顺性,锁与锁环在啮合的过程
图4
的效率,缩短产品的研发周期。
参考文献:
[1]阴天龙,陈林,基于Solidworks的渐开线齿轮参数化建模与装配[J]科技资讯,
[2]刘春东,寇会民,数化设计方法[J]煤矿机械,2016(37):232-234.
[3]陈刚,张晋铭,等.基于Solidworks的圆柱齿轮渐开线的参数化设计[J]科技创新导报,2018(3):83-84.
[4]黄华梁,彭文生.机械设计基础[M].四版.北京:高等教育出
图5
2.2锁体及操纵机构的设计
门锁的设计分为锁体部分的设计和操纵系统的设计,此两部分设计的好坏直接关系到整个门锁的安全性以及
图6
操纵机构一般一端连接锁体部分,一端连接到内外手柄以及锁止旋钮上,起到一个力的传递作用。
①降噪设计,由于操纵机构部分多为运动件,因此在限位部位上必须有减缓或降噪的设计,例如增加塑料套,。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
定性 及安全性 。级进模 的设计和使用 可 以提高锁 2.1 汽 车 门锁锁 体 底板 级进 模 生产 工艺 分析
《模具制造 ̄2018年 第7期
冲 · 模 技 术 ·
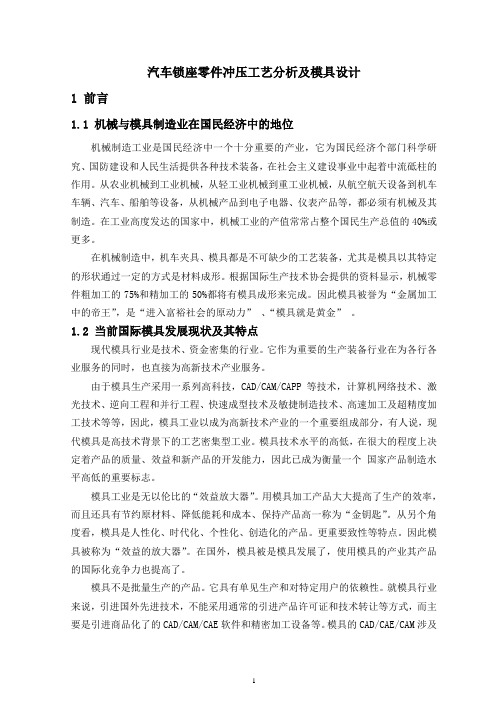
汽 、J锁 锁体 底 板 简称 锁 体 底板 , 1所 , 边 5分 {】 层 非 删 边 Ix 域 边 【,l】 l、 jf{; 7.05,川J 汽 /l ¨锁 Il 1,锁 体 底 板 为 核心 什 对锁 体 总 成 的 质量 及 『叮,I} IJ 0 f1:展 开 轮 睁口 t 体 』 舨 5,f、J 轮 E J Jf:,f;II
optimization design of products,lock body base plate for large batch production.Lock body bottom plate of the progressive die design,due to the fully development size parts process analysis and calculation,the analysis of the form ing process,layout of the relevant calculation and the design of the layout diagram ,and appropriate to the various components of progressive die f or the correct design,to ensure that the design of progressive die in place.Through progressive die design and manufa-cture,has realized the product parts manufacturing of high ef i ciency and low processing cost,meet the needs of the market and gain greater economic benef its.Also given to illustrate the application of progressive die,although the investment and risk is bigger.But as long as in the die design and manufacturing process,fully product parts process and die the component analysis of the structure,can completely avoid the risk of die design and manufacturing,SO as to achieve the success of the die design and manufacturing. Key words:lock body bottom ;progressive die;process analysis;die design
安 全 世刊 父 砭 的 作 川 锁 体 底 板 左 右 对 称 2b昕 示
析 、排 样 的 相 关 计 算 与排 样 图的 设 计 ,又恰 当地 进 行 了级进 模 各 种 组 件的 到 位 。通 过 级 进 模 的设 计 和 制造 ,实现 了制 件 高效 和 低 加 工 费用 的
制 造 ,满足 了市 场 的 需 求和 获得 较 大 的 经 济收 益 。也 说 明 了级 进 模 的应 用 ,虽 然投 资 和 风
险 较 大 ,但 只要 在模 具设 计 和 制 造 过 程 中 ,充 分 地进 行 制件 工 艺和 模 具 组 件 结 构 的 分 析 ,
就 能 完全 规 避模 具 设 计 和制 造 的风 险 ,从 而达 到模 具设 计 和 制造 的成 功 。
关 键 词 :锁体 底 板 ;级进 模 ;工 艺分 析 ;模 具 设计
汽 车 门锁 特 别 是 平 台性 质 的 门锁 为 特 大 批 量 生 的零件 ,其核 心件一 锁体 底板适 宜采用 级 进 模 生
安 全 性 具 有 重要 的 意义 ,是 汽 车 结 构 优 化设 计 的重 要 产 ,再配合使 用 自动送料装置 ,可 大幅度提高生产效
现 。该 零 件 的尺 寸稳 定 性 ,直 接 决 定 了整 车锁 体 的 率和降低生产成本。
引 言
体的可靠性 。
在汽车行业超高速发展 的今天 ,级进模作为实现
生 产 的模 具 形 式 ,越 来 越 多 地 应用 在 汽 车 制 造 领 汽 车门锁锁体 底板艺设计
, 成 为 降低 汽 车 制 造 成 本 的重 要 手 段 ul。 汽 车 门 体底板为汽车 门锁 的关键件 ,对保持锁体功能及
中图分 类 号 :TG385.2
文 献标 识 码 :B
Process Analysis and D esign of Progressive D ie for the Autom obile Door Lock Body Bottom Plate 【Abstract】Automobile door lock body bottom plate is a kind of automobile structure
冲 · 模 技 术 ·
汽车 门锁锁体底板 工艺分析与级进模设计
熊 利 军
湖 北航 宇精工科技 有 限公 司(湖 北襄 阳 441022)
【摘要 】汽 车 门锁锁体底 板是一种汽车 结构优 化设计的制件 ,锁体底板 为特大生产批 量。
锁体底板级进模 的设计 ,由于充分地进 行 了零件 工艺分析 、展开尺寸计算 、成形方案的分