管道焊接工艺卡模板
管道焊接工艺卡
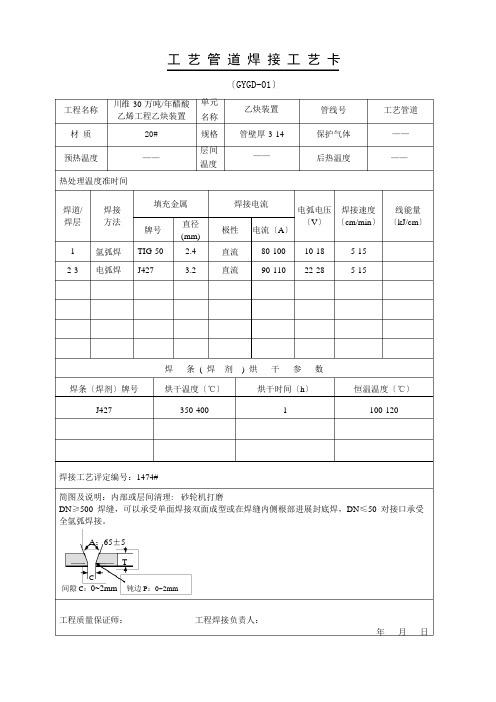
工程名称材 质预热温度川维 30 万吨/年醋酸乙烯工程乙炔装置20#——〔GYGD-01〕单元 乙炔装置 名称 规格 管壁厚 3-14层间 ——温度管线号保护气体后热温度工艺管道————-热处理温度准时间填充金属焊接电流电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号J427焊接工艺评定编号:1474#烘干温度〔℃〕350-400 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨DN ≥500 焊缝,可以承受单面焊接双面成型或在焊缝内侧根部进展封底焊,DN ≤50 对接口承受全氩弧焊接。
A :65±5TC间隙 C :0~2mm 钝边P :0~2mm工程质量保证师: 工程焊接负责人:年月日焊道/ 焊接电弧电压 焊接速度 线能量 焊层方法 牌号 直径 (mm) 极性 〔V 〕 〔cm/min 〕 〔kJ/cm 〕 1 氩弧焊 TIG-50 2.4 直流 80-100 10-18 5-15 2-3电弧焊J4273.2直流90-11022-285-15工程名称材 质 预热温度川维 30 万吨/年醋酸乙烯工程 L245——〔GYGD-02〕单元 乙炔装置 名称 规格管壁厚 4-16层 间 ——温度管线号保护气体后热温度工艺管道————热处理温度准时间填充金属焊接电流电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号J422焊接工艺评定编号:1543#烘干温度〔℃〕150-200 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨DN ≤50 对接口承受全氩弧焊接;DN ≥500 焊缝,可以承受单面焊接双面成型或在焊缝内侧根部进展封底焊。
A :65±5TC间隙 C :0~2mm钝边P :0~2mm工程质量保证师: 工程焊接负责人:年月日焊道/ 焊接电弧电压 焊接速度 线能量 焊层方法 牌号 直径 (mm) 极性 〔V 〕 〔cm/min 〕 〔kJ/cm 〕 1 氩弧焊 TIG-50 2.4 直流 90-110 12-18 8-12 2-n电弧焊J4223.2直流100-13020-287-12工程名称材 质预热温度川维 30 万吨/年醋酸乙烯工程0Cr18Ni9——〔GYGD-03〕单元 乙炔装置 名称 规格 管壁厚 2.8-6层间 温度100~150℃管线号保护气体后热温度工艺管道氩气 ——热处理温度准时间填充金属焊接电流〕 电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号E308-16〔A102〕焊接工艺评定编号:1360#烘干温度〔℃〕150-200 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨 DN ≤50 对接口承受全氩弧焊接; A :65±5TC间隙 C :0~2mm 钝边P :0~2mm工程质量保证师: 工程焊接负责人:年月日焊道/ 焊接电弧电压 焊接速度 线能量焊层方法 牌号 直径 (mm) 极性 〔V 〕 〔cm/min 〕 〔kJ/cm1 氩弧焊 ER308 2.4 直流 70-110 10-20 5-10 2-n电弧焊E308-163.2直流80-12020-247-15工程名称材 质 预热温度川维 30 万吨/年醋酸乙烯工程 L320——〔GYGD-04〕单元 乙炔装置 名称 规格管壁厚 4-15层 间 ——温度管线号保护气体后热温度工艺管道————热处理温度准时间填充金属焊接电流电流〔A 〕焊条 ( 焊 剂 ) 烘 干 参 数焊条〔焊剂〕牌号J507焊接工艺评定编号:1402#烘干温度〔℃〕350-400 烘干时间〔h 〕1 恒温温度〔℃〕100-120简图及说明:内部或层间清理: 砂轮机打磨DN ≤50 对接口承受全氩弧焊接;DN ≥500 焊缝,可以承受单面焊接双面成型或在焊缝内侧根部进展封底焊。
20#管道焊接焊接工艺卡(模板)

焊接工艺卡
T___18___021
工程名称2023大检修
管线(设
备)号
工艺评定
编号
A12
母材材质20#
母材
规格
Φ*
材质
编号
Fe-1-1
接头型式图:对接缝焊接:
a=60±5º P=1±0.5 b=3.0±0.5 1.5≤s≤14技术说明:
1、焊前将坡口处20mm范围内油污处理干净。
2、焊接时地线与母材连接牢固,引弧时在坡口内侧防止母材电弧擦伤。
3、管径小于60mm优先选用全氩弧焊焊接,其它管径可采用氩电联焊,焊缝表面应平滑整齐,每道焊缝应尽量一次焊完。
4、焊缝完成后应清理干净,焊缝表面应无夹渣、气孔、裂纹、飞溅、咬边、焊瘤等缺陷。
5、焊接环境:氩弧焊风速≥2m/s,电弧焊风速≥8m/s相对湿度≥90%,雨、雪时无有效保护措施应停止焊接。
确定工艺参数
焊接方法GTAW /SMAW 焊条烘烤温度(℃)350 焊接极性正接/反接母材预热温度(℃)/ 焊丝牌号H08Mn2SiA 层间温度(℃)/
焊丝规格
(mm)
Φ2.5 焊后热处理温度(℃)/ 焊条牌号J427 施焊条件室外焊条规格
(mm)
Φ2.5 Φ3.2 焊枪氩气流量(升/分)8—12
焊接电流90/140 管内(氩)气流量(升/
分)
/
焊接电压12/34
焊接层数2/3
编制审核审批日期日期日期。
工艺管道焊接方案及工艺工艺卡
工艺管道焊接方案目录1、概述 (3)2、编制依据及验收规范 (3)3、施工准备 (3)4、焊接施工工序 (5)5、施工技术要求 (7)6、焊后热处理 (14)7、质量检查 (17)8、焊缝返修 (19)9、焊接质量保证体系 (20)10、安全施工技术要求 (23)11、工艺管道施工工作危害分析(JHA)记录 (25)12、管道焊接材料选用及工艺要求表 (28)13、管道焊接焊接工艺评定一览表 (28)14、工艺工艺卡 (29)1、概述1.1工程概况化工厂的工艺管道焊接,管道材质有碳钢、不锈钢及铬钼合金钢,该装置工艺管道全部采用工厂化预制加工,现场分段安装。
管道焊接的主要工程量见表1。
管道焊接工程量表12、编制依据及验收规范2.1《工业管道工程施工及验收规范》 GB50235-97 2.2《现场设备工业管道焊接施工及验收规范》 GB50236-98 2.3《石油化工剧毒、可燃介质管道工程施工及验收规范》及一号增补 SH3501-2002 2.4《石油化工工程铬钼耐热钢管道焊接技术规程》 SH/T3520-2004 2.5《石油化工铬镍奥氏体钢、铁镍合金和镍合金管道焊接规程》SH/T3523-1999 2.4《石油化工不锈钢复合钢焊接规程》 SH/T3527-1999 2.6《石油化工建设工程项目交工技术文件规定》 SH/T 3503—20072.7《工艺管道》 ASME B31.33、施工准备3.1人员准备3.1.1焊工担任管道焊接的焊工必须经过焊接基本知识和实际操作技能的培训,并取得相应的锅炉压力容器压力管道焊工考试合格证及经并经项目质量部考试合格,具备颁发的焊工上岗证,才能进入施工现场焊接作业;施焊前应参加焊接方案的技术交底,掌握本项目焊接工艺的技术要点、难点,严格遵守工艺纪律;相应的焊工合格项目见焊接工艺卡。
3.2焊接检验人员要求3.2.1从事焊接质量检验的人员应具有一定的实践经验和技术水平。
15CrMo 管道焊口焊接工艺卡

审核:
批准:
热处理温度:670-700℃
保温时间:30-60min
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GTAW
CHG55B2
Φ2.5
正接
90~142
10~12
40~50
2
SMAW
CHH307
Φ3.2
反接
75~136
21~23
50~70
3及以上
公司标识
焊接工艺卡
************工程
版次:A
编号:***************
适用范围:**********汽水管道或联箱封头,汽水取样、仪表等接管座。
焊接标准:DL/T869-2002
焊接工艺评定编号:*************
焊接方法:GTAW+SMAW
焊接位置:全位置
接头型式:对接
SMAW
CHG55B2
Φ4.0
反接
84~161
21~23
50~70
或1
GTAW
CHH307
Φ2.5
正接
90~142
10~12
40~502SMAWC NhomakorabeaH307
Φ3.2
反接
75~136
21~23
50~70
3及以上
SMAW
CHH307
Φ4.0
反接
84~161
21~23
50~70
表面
SMAW
CHH307
Φ3.2
管道焊接工艺卡

焊后处理和检验
焊后清理:去除焊渣、飞溅物等杂质,确保焊缝表面光滑 焊后热处理:根据材料和工艺要求进行热处理,以消除焊接应力 无损检测:采用射线、超声等方法检测焊缝内部缺陷,确保焊接质量 强度检测:对焊接完成的管道进行压力测试,确保管道的强度和密封性
编制依据和原则
依据工艺流程和工艺要求进行编制 遵循相关标准和规范 结合实际情况和操作经验 确保工艺卡的可操作性和实用性
适用范围和分类
适用范围:适用于各种管道的焊接工艺卡制作 分类:按管道材质、规格、用途等进行分类
管道焊接工艺卡内容
章节副标题
焊接方法
手工电弧焊
埋弧焊
气体保护焊 激光焊接
焊接材料
工艺卡实施效果分析
提高生产效率:工艺卡详细列出了焊接步骤和参数,减少了生产准备时间,提高了生产效率。 保证产品质量:工艺卡规范了焊接操作,确保了焊接质量,减少了产品缺陷和质量问题。 降低成本:通过优化焊接参数和工艺,减少了材料和能源的浪费,降低了生产成本。 提高安全性:工艺卡规范了焊接操作,减少了操作失误和事故风险,提高了生产安全性。
管道焊接工艺卡编制步骤
章节副标题
准备阶段
确定焊接工艺:根据管道材料、规格和焊接要求,选择合适的焊接工 艺。
准备焊接设备:确保焊接设备处于良好状态,并符合工艺要求。
检查焊接材料:确保焊接材料符合工艺要求,并具备质量证明文件。
确定焊接参数:根据焊接工艺要求,确定合适的焊接电流、电压和 焊接速度等参数。
发放对象:针对不同岗位和职责的人员,发放相应的工艺卡 发放方式:采用纸质或电子版形式进行发放,确保员工能够随时查阅 使用要求:要求员工在使用过程中严格遵守工艺卡的规定,不得擅自更改 更新与修订:定期对工艺卡进行更新与修订,确保其内容与实际生产情况相符
接工艺卡
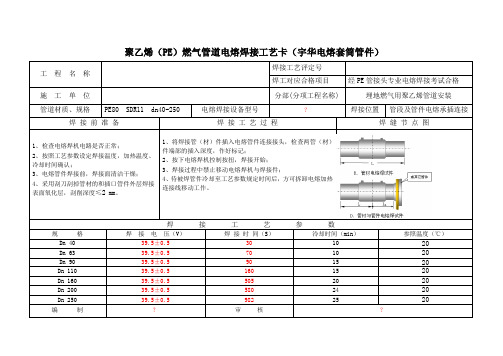
4、待被焊管件冷却至工艺参数规定时间后,方可拆卸电熔加热连接线移间(S)
泠却时间(min)
参照温度(℃)
Dn 40
39.5±0.5
30
10
20
Dn 63
39.5±0.5
70
10
20
Dn 90
39.5±0.5
90
15
20
Dn 110
39.5±0.5
160
15
20
Dn 160
39.5±0.5
505
20
20
Dn 200
39.5±0.5
580
24
20
Dn 250
39.5±0.5
982
25
20
编制
?
审核
?
聚乙烯(PE)燃气管道电熔焊接工艺卡(宇华电熔套筒管件)
工程名称
焊接工艺评定号
焊工对应合格项目
经PE管接头专业电熔焊接考试合格
施工单位
分部(分项工程名称)
埋地燃气用聚乙烯管道安装
管道材质、规格
PE80 SDR11 dn40-250
电熔焊接设备型号
?
焊接位置
管段及管件电熔承插连接
焊接前准备
焊接工艺过程
焊缝节点图
1、检查电熔焊机电路是否正常;
2、按照工艺参数设定焊接温度,加热温度、冷却时间确认;
3、电熔管件焊接前,焊接面清洁干燥;
4、采用刮刀刮掉管材的和插口管件外层焊接表面氧化层,刮削深度≤2mm。
1、将焊接管(材)件插入电熔管件连接接头,检查两管(材)件端部的插入深度,作好标记;
2、按下电熔焊机控制按扭,焊接开始;
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
焊接工艺卡模板(用于金属管道)
焊接工艺卡模板(用于金属管道)
1. 概述
本文档为焊接工艺卡的模板,适用于金属管道的焊接工艺。
焊接工艺卡是记录和指导焊接过程的重要文档,用于确保焊接质量和安全性。
2. 焊接工艺卡信息
2.1 管道信息
- 管道材质:
- 管道直径:
- 管道厚度:
- 焊接位置:
- 管道编号:
2.2 焊接材料
- 焊条/电极:
- 气体保护剂:
- 辅助材料:
2.3 焊接工艺参数- 焊接电流:
- 焊接电压:
- 焊接速度:
- 焊接温度:
- 焊接时间:
2.4 焊接设备
- 焊接机型:
- 焊接枪型号:
- 备用设备:
2.5 焊接人员
- 焊接操作员:
- 监督员/质检员:
3. 焊接工艺步骤1. 准备工作:
- 清洁管道表面
- 安装焊接设备
- 准备焊接材料
2. 焊接步骤:
- 确定焊接位置和方法- 开始预热
- 进行焊接
- 控制焊接参数
- 完成焊接
3. 后续工作:
- 进行焊缝检查
- 清理焊接区域
- 记录焊接参数和结果
4. 安全措施
- 确保焊接区域通风良好- 戴好个人防护装备
- 确保焊接设备正常运行- 遵守焊接操作规程
5. 质量控制
- 进行焊缝检查和尺寸测量
- 检查焊接质量符合规范和要求
- 记录焊接质量结果和问题
以上是焊接工艺卡模板的内容。
根据具体情况填写相应信息,确保焊接过程与质量可控可追溯。
焊接工艺卡(GTAW+SMAW)
压力管道安装焊接工艺工程名称炼油三厂丙烷装置脱沥青技术改造焊接工艺评定编号Q235-B-B6-PV-GTAW(AW)Q235-B-B6-PV-SMAW(AW)焊接工艺指导书编号Q235-B-B6-PV-GTAW(AW)Q235-B-B6-PV-SMAW(AW)管线材质1Cr5Mo管线规格Φ219×7.0 Φ168×9.5 Φ114×6.0 Φ89×5.5管线介质沥青设计压力 2.9MPa、 2.3MPa、0.4MPa接头种类管口对接焊接工艺参数焊接层数焊接方法焊接材料焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)焊条焊丝1 钨极氩弧焊/ H08A φ2.5 100-120 20-22 6-82 焊条电弧焊J427 / φ3.2 90-120 24-26 8-10焊接电流钨极氩弧焊:直流正接;焊条电弧焊:直流反接。
焊前预热无焊后热处理无其他要求无编制依据1.《石油化工有毒、可燃介质管道工程施工及验收规范》SH 3501-20022.《工业金属管道施工及验收规范》GB 50235-973.《现场设备、工业管道焊接工程施工及验收规范》GB 50236-984.《钢制压力容器焊接工艺评定》JB 4708-20005.《承压容器无损检测》JB/T 4730-2005焊接材料烘烤领用1.焊条J427烘烤要求:烘烤温度350℃,保温时间1.5h;焊工持保温筒领用烘烤焊条;2.焊丝需去除油、锈;保护气体应保持干燥。
坡口制备1.坡口加工:机械或氧乙炔焰方法。
坡口应保持平整、不得有裂纹、分层、夹杂等缺陷,形式和尺寸符合规定;2.坡口表面及两侧≥20mm范围内应将水、铁锈、油污、积渣和其它有害杂质清理干净。
外观检查1. 焊缝在焊接完毕后立即进行清理,去除焊渣、飞溅物等;2. 焊缝与母材应圆滑过渡,焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤和未焊透等缺陷。
P11管道焊接工艺卡
1
GTAW
CHG55B2
Φ2.5
正接
90~142
10~12
40~50
2
SMAW
CHH307
Φ3.2
反接
75~136
21~23
50~70
3及以上
SMAW
CHG55B2
Φ4。0
反接
84~161
21~23
50~70
或1
GTAW
CHH307
Φ2.5
正接
90~142
10~12
40~50
2
SMAW
CHH307
接头型式、坡口和组装尺寸示意图:单位:mm
焊接层道示意图:单位:mm
母材
A侧
B侧
母材材质牌号:
SA—106GrB
A335—P11
母材类别:
AⅠ
BⅠ
母材直径范围(mm):≥109.5
母材厚度范围(mm):9~24
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
R30
CHG-55B2
焊条
E5515—B2
母材
A侧
B侧
母材材质牌号:
A335—P11
A335—P11
母材类别:
BⅠ
BⅠ
母材直径范围(mm):≥109.5
母材厚度范围(mm):9~24
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
R30
CHG-55B2
焊条
E5515—B2
CHH307
保护气体
气体成分及纯度
流速
正面:
Ar 99.95
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5.焊后清理,外观检查
焊接位置
水平固定/垂直固定
焊接方法
GTAW/SMAW
母材
20#
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
H08Mn2SiA
Φ2.5
J427
Φ3.2
350
1h
8Kg
焊接参数
热处理方法及工艺要求
母材
焊道数
焊接方法
焊接材料
焊材规格
极性
焊接电流
4手工电弧焊焊条〔2〕层次层间清理,焊缝高0-3mm
5.焊后清理,外观检查
焊接位置
水平固定/垂直固定
焊接方法
SMAW
母材
316L
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
A132
Φ3.2
350
1h
10Kg
焊接参数
热处理方法及工艺要求
母材
焊道数
焊接方法
焊接材料
焊材规格
极性
焊接电流(A)
焊接电压
焊接速度
316L
焊接电压
焊接速度
20#
1
GTAW
H08Mn2SiA
Φ2.5
正接
110~120
20~25
6~10
20#
2
SMAW
J427
Φ3.2
反接
90~100
20~22
8~14
审核:编制:
焊接工艺卡
编制单位:维达安装检修一分公司
工程名称
汽油加氢装置氮气管线改造
结构简图
焊接过程
部件名称
无缝钢管
规格
φ159*5.5/φ89*5.5
母材
20#
焊接材料
牌号
规格
烘干温度
烘烤时间
27
Φ3.2
350
1h
焊接参数
热处理方法及工艺要求
母材
焊道数
焊接方法
焊接材料
焊材规格
极性
焊接电流
焊接电压
焊接速度
20#
1
GTAW
H08Mn2SiA
Φ2.5
正接
110~120
20~25
6~10
20#
2
SMAW
J427
Φ3.2
反接
5.5
1焊前清理焊缝坡口各侧20mm致金属光泽
2组对点固焊详见结点简图
3手工钨极氩弧焊焊丝1层次,焊前清理焊丝上的油、锈、水汽,焊缝高0-3mm,喷嘴直径Ф8mm,与工件间夹角75-85度
4手工电弧焊焊条〔2〕层次层间清理,焊缝高0-3mm
5.焊后清理,外观检查
焊接位置
水平固定/垂直固定
焊接方法
GTAW/SMAW
焊接工艺卡
编制单位:维达安装检修一分公司
工程名称
消防水管焊接
结构简图
焊接过程
部件名称
无缝钢管
规格
φ76*3.5/φ159*4.5
1焊前清理焊缝坡口各侧20mm致金属光泽
2组对点固焊详见结点简图
3手工钨极氩弧焊焊丝1层次,焊前清理焊丝上的油、锈、水汽,焊缝高0-3mm,喷嘴直径Ф8mm,与工件间夹角75-85度
90~100
20~22
8~12
20#
3
SMAW
J427
Φ3.2
反接
90~100
20~22
6~10
审核:编制:
焊接工艺卡
编制单位:维达安装检修一分公司
工程名称
ST402罐进口管线更换
结构简图
焊接过程
部件名称
无缝钢管
规格
φ273*6
6
1焊前清理焊缝坡口各侧20mm致金属光泽
2组对点固焊详见结点简图
3手工钨极氩弧焊焊丝1层次,焊前清理焊丝上的油、锈、水汽,焊缝高0-3mm,喷嘴直径Ф8mm,与工件间夹角75-85度
1
SMAW
CHS022
Φ3.2
反接
90~100
20~22
8~14
316L
1
SMAW
CHS022
Φ3.2
反接
90~120
20~22
6~12
审核:编制: