切边作业指导书
切割岗作业指导书

切割岗作业指导书一、岗位职责切割岗是重要的工程施工环节,其岗位职责主要包括:1.负责根据施工图纸和工作指令确定需要切割的位置和尺寸。
2.选择合适的切割工具和设备,并进行必要的准备工作。
3.进行切割操作,控制好切割速度和深度,确保质量和安全。
4.负责对切割设备进行维护和保养,及时检查设备状态并发现并解决问题。
5.负责保持工作场所的整洁和安全,遵守相关安全规范和标准。
二、安全注意事项在切割操作过程中,安全是至关重要的。
以下是切割岗需要注意的安全事项:1.在进行切割操作前,需要进行全面的安全检查,确保切割设备和周围环境符合安全标准。
2.在切割操作中,需要穿戴适宜的防护装备,包括手套、眼镜、防护面罩等。
3.操作过程中,需要保持专注并遵循操作规程,不得随意更改切割速度和深度等因素。
4.在切割操作时,需要保持一定的距离和角度,避免产生危险。
5.操作完成后,需要及时清理切割设备和周围环境,保持整洁和安全。
三、操作流程示例以下是切割岗的一般操作示例,仅供参考:操作流程1.将施工图纸和工作指令进行确认,标记需要切割的位置和尺寸等信息。
2.确定需要使用的切割工具和设备,并进行必要的准备工作。
3.进行切割操作,控制好切割速度和深度,确保质量和安全。
4.操作完成后,及时做好设备和周围环境的清理,保持整洁和安全。
操作细节1.穿戴适宜的防护装备,包括手套、眼镜、防护面罩等。
2.在切割操作时,应保持操作平稳且不过猛,避免造成危险。
3.定期检查和保养切割设备,并及时解决设备故障。
四、结束语切割岗是工程施工中的重要岗位之一,需要严格遵循安全操作规程,并保持高度的责任心和专注力。
只有通过持续学习和不断创新,才能提高切割工作的质量和效率。
32切割打磨作业指导书
作
Operation
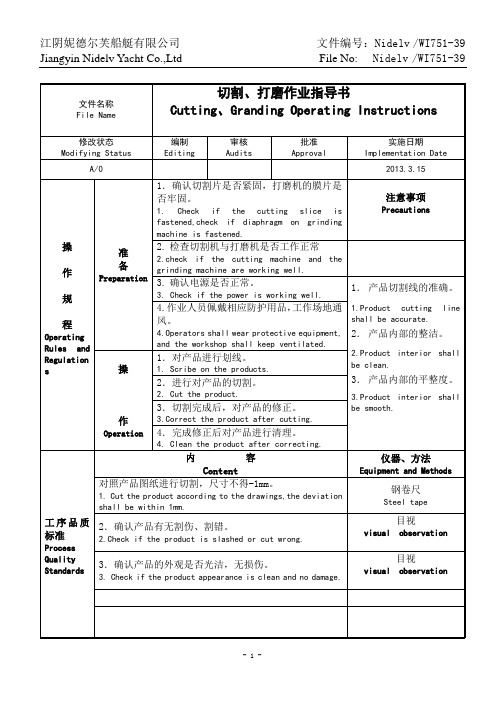
1.对产品进行划线。
1. Scribe on the products.
2.进行对产品的切割。
2. Cut the product.
3.切割完成后,对产品的修正。
3.Correct the product after cutting.
4.完成修正后对产品进行清理。
4. Clean the product after correcting.
目视
visual observation
钢卷尺
Steel tape
2.确认产品有无割伤、割错。
2.Check if the product is slashed or cut wrong.
目视
visual observation
3.确认产品的外观是否光洁,无损伤。
3. Check if the product appearance is clean and no damage.
2.check if the cutting machine and the grinding machine are working well.
3.确认电源是否正常。
3. Check if the power is working well.
1.产品切割线的准确。
1.Product cutting line shall be accurate.
准
备
Preparation
1.确认切割片是否紧固,打磨机的膜片是否牢固。
1. Check if the cutting slice is fastened,check if diaphragm on grinding machine is fastened.
压铸产品切边工序作业指导书
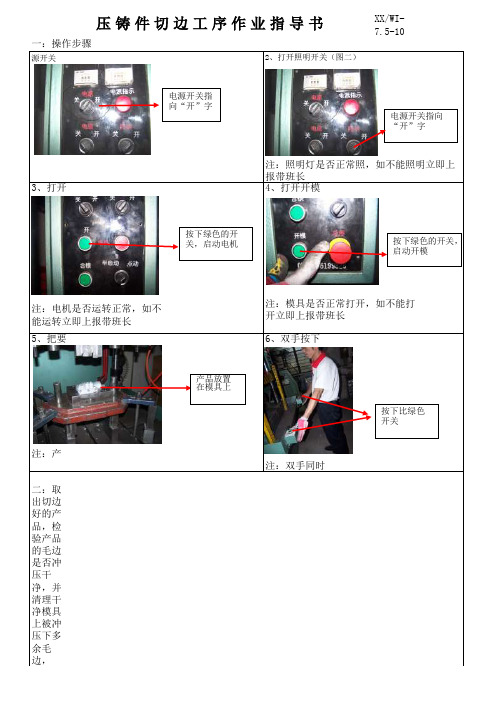
XX/WI-7.5-10
1、打开电源开关
3、打开
4、打开开模
5、把要
6、双手按下
注:产
注:双手同时
二:取出切边好的产品,检验产品的毛边是否冲压干净,并清理干净模具上被冲压下多余毛边,
注:模具是否正常打开,如不能打开立即上报带班长注:电机是否运转正常,如不能运转立即上报带班长 压 铸 件 切 边 工 序 作 业 指 导 书
注:照明灯是否正常照,如不能照明立即上报带班长2、打开照明开关(图二)
电源开关指向“开”字
电源开关指向“开”字
按下绿色的开关,启动电机
按下绿色的开关,启动开模
产品放置在模具上
按下比绿色开关。
切割作业指导书范文

切割作业指导书范文1.引言在切割作业中,安全是最重要的。
本指导书旨在向员工们提供切割作业的操作指导,确保工作安全、高效。
在进行切割作业之前,请务必详细阅读并遵守以下操作指南。
2.个人防护装备在进行切割作业之前,必须佩戴以下个人防护装备:-安全帽:保护头部免受可能掉落的物体伤害;-护目镜或面罩:保护眼睛免受火花和切割产生的飞溅物伤害;-防护手套:选择符合作业要求的手套,以保护双手免受切割过程中的热量和割伤等伤害;-防护服:穿戴防火、防护弧光的服装,避免热量和火花对身体的伤害;-防护鞋:穿戴符合要求的耐磨、防滑的安全鞋,以保护脚部免受切割产生的飞溅物和热量伤害。
3.准备工作在进行切割作业前,需做好以下准备工作:-确保工作区域清空并清洁;-检查切割设备的工作状态,如电源是否正常,切割刀是否锋利等;-检查切割区域是否有可燃物或易燃物,做好防火措施;-确保切割设备与管道、电线等设施的安全距离;-做好通风和排烟准备,以避免切割产生的烟雾对作业人员的影响。
4.切割操作在进行切割作业时,需要遵守以下操作步骤:-将切割设备连接到电源,并确保电源正常;-检查切割刀是否锋利,并将其安装到设备上;-确保操作区域没有其他人员;-引火时,使用专用的点火设备,并遵循操作规程;-在切割时,保持刀具与工作物件的一定距离,以避免刀具滑动或切入过深造成意外;-切割完毕后,关闭切割设备并断开电源;-将切割设备归位,并清理工作区域。
5.安全注意事项在进行切割作业时,一定要注意以下安全事项:-严禁穿拖鞋、高跟鞋等不符合要求的鞋子进行切割作业;-不得穿松散的衣物、围巾等物品,以避免被卷入切割设备中;-在切割过程中,严禁接近作业现场的无关人员,以防意外伤害;-遵循设备操作说明和切割刀使用说明,避免错误操作导致事故发生;-如需在狭小空间进行切割作业,应采取必要的防护措施,以避免缺氧或中毒等情况发生。
6.后续处理切割作业完成后,需做好以下后续处理工作:-清理切割产生的碎屑和烟灰,并将其正确分类处置;-检查切割设备的状态和刀具的损耗情况,并及时进行维护或更换;-撤离工作区域,并保持整洁和有序。
切割操作作业指导书
切割操作作业指导书
1. 切割机具必须完好(钢筋切割机、砼切割机等)。
2. 各机械由电工负责配送电,操作人员需事先经过培训。
3. 钢材切割时要设防护罩避免火花飞溅;砼及石材切割时要及时跟进注水,防止粉尘扩散和颗粒飞溅。
4. 切割作业前先试运行机器,确认无误后方才正式操作。
5. 钢材切割作业要远离易燃易爆物件,加强防火措施(作业区设灭火器)。
6. 石材、砼等切割时必须加强用电管理,检查电缆线路和设备是否完全绝缘,严禁使用有破损和不绝缘的电缆线路和设备;作业人员必须穿绝缘鞋、戴绝缘手套、戴防尘口罩,严禁穿拖鞋作业。
切边作业指导书
产品名称
客户编号
工艺路
压铸
线:
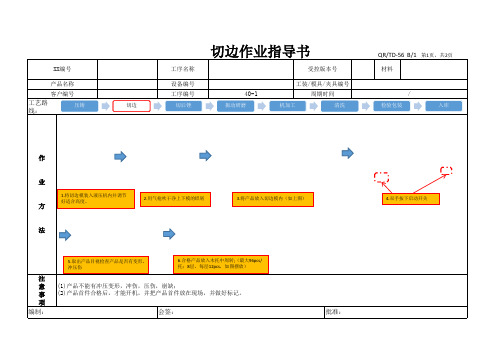
切边作业指导书
QR/TD-56 B/1 第2页,共2页
工序名称
受控版本号
材料
设备编号 工序编号
工装/模具/夹具编号
周期时间
/
切边
切后锉
振动研磨
机加工
清洗
检验包装
入库
作
业
1.将切边模装入液压机内并调节
2.用气枪吹干净上下模的铝屑
方
好适合高度。
法
3.将产品放入切边模内(如上图)
注 意 事 项
编制:
5.取出产品目视检查产品是否有变形, 冲压伤
6.合格产品放入木托中周转;(最大96pcs/ 托;8层,每层12pcs,如图摆放)
(1)产品不能有冲压变形,冲伤,压伤,崩缺; (2)产品首件合格后,才能开机,并把产品首件放在现场,并做好标记。
会签:
批准:
4.双手按下启动开关
XX编号
注 意 事 项
编制:
5.取出产品目视检查产品是否有变形, 冲压伤
6.合格产品放入木托中周转;(最大96pcs/ 托;8层,每层12pcs,如图摆放)
(1)产品不能有冲压变形,冲伤,压伤,崩缺; (2)产品首件合格后,才能开机,并把产品首件放在现场,并做好标记。
会签:
批准:
XX编号
产品名称
客户编号
工艺路
压铸
线:
切边作业指导书
QR/TD-56 B/1 第1页,共2页
工序名称
受控版本号
材料
设备编号
工装/模具/夹具编号
工序编号
40-1
周期时间
/
切边
切割操作作业指导书-精品

4.粘油的棉纱使用完后不得随地乱扔,要存放到现场有毒有害垃圾池内。
作业指导书
编号:SZHT/(二)/ZZ—15
文件名称
切割操作作业指导书
切割作业包括管材切割,型材切割,木材切割,大理石、磁砖切割等内容,切割工具有手动、电动及水力切割机具等,在切割作业中应严格执行以下要求:
1.噪音的控制:现场施工时,在指定地点范围进行操作(电锯放在全封闭的木工棚内)。并定期检查机械零部件,如发现有松动、磨损,及时紧固或更换,以降低噪音。
切割工序作业指导书
1、工序作业前准备:1.1班前会●工序全体员工必须参与,由工序负责人主持。
●班前会内容:讲安全、讲质量、讲任务、讲精神。
1.2准备工作●检查及保养设备、工具;开机并试机。
●认真阅审当日工艺流程单并归类做到心中有数。
●准备多种作业物料。
●穿戴劳保用品。
2、工序规定:●切割次序:按先红单(补片单)、绿单(加急单)、后白单旳次序切割。
●配对玻璃切割:(指玻璃厚度不一样配对、颜色不一样配对、品种不一样配对)严格按流程单分架号切割,与其相对应旳玻璃也必须相对应。
●玻璃旳摆放保证一边整洁并按先大后小、先长后短旳原则摆放,便于清点交接。
●补片和特加急玻璃可直接与同厚度玻璃放一架,但应放在最外面,以以便加工。
●中空/夹胶等有配对旳玻璃同一规格应放在相邻位置,以以便后工序加工。
●标签:切好玻璃应擦去玻璃粉,贴上标签,标签贴在玻璃中间位置,假如标签粘胶部分被污染影响粘度必须重新用空白标签填写后再贴。
特殊(如异形)需贴上玻璃旳编号,以以便下道工序加工。
●如实填写工艺流程卡,数据精确。
其内容包括设备、实数、班组、竣工签名、验收签名、时间等,如有模板旳应在流程单上注明模板状况。
玻璃移交时应做到:工艺流程卡以玻璃数量与玻璃实物相符,不得欠片移交。
有模板旳也一并移交。
并由接受人当面签收并注明时间。
●使用液压车移动玻璃时,绳子依规定绑好,应谨慎轻拉轻放,防止铁架上旳玻璃压破。
3、工序工艺原则:●运用原片切割时每箱(或架)第一片均要确认对角线偏差不能不小于对角线平均长度旳0.2%。
●每一铁架摆放玻璃应留有约50mm左右空位,版面不小于1.5㎡玻璃应留有约100mm左右空位。
●磨边位:4~6mm玻璃为3mm;8~12mm玻璃为5mm;15、19mm玻璃为6mm。
●切割成品规格原则:+0-2,对角线偏差不能不小于对角线平均长度旳0.2%。
●撕边(爆边)<3mm。
●切割旳玻璃无纸纹、无发霉。
其他瑕疵容许范围:A、黑点、杂质、结石0.5mm<L<1mm,容许每平米1个,钢化玻璃不容许存在。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EXSAF CLEAN ENERGY TECHNOLOGY
组件作业指导书
工站 名称
切边
使用设备 (治工具)
文件 编号
CO.,LTD
EWM-M**-28
版
页
次 ZX1 码 P0010
◆修订履历:
版次 ZX1
ECN NO. CEC-11-0171
修订履历 初版发行
发行日 备注
核
品
生
定
保
边作业。
审 核
制 作
周刚
制作日期 2011-10-21 修订日期
* * * * 本文件之著作权及营业秘密属于特安洁净能源科技,非经公司允许不得翻印 * * * *
CESQ04-002-06A
EXSAF CLEAN ENERGY TECHNOLOGY
组件作业指导书
适用产品 (料号)
工站 名称
切边
使用设备 (治工具)
制作日期 2011-10-21 修订日期
* * * * 本文件之著作权及营业秘密属于特安洁净能源科技,非经公司允许不得翻印 * * * *
CESQ04-002-06A
EXSAF CLEAN ENERGY TECHNOLOGY CO.,LTD
组件作业指导书
适用产品 (料号)
工站 名称
切边
使用设备 (治工具)
EXSAF CLEAN ENERGY TECHNOLOGY
组件作业指导书
工站 名称
切边
使用设备 (治工具)
文件 编号
CO.,LTD
EWM-M**-28
文件明细 修订履历 文件明细表 作业流程
目的 适用范围
职责 主要设备和工装
作业步骤 异常处理 安全及注意事项
页次 P0010 P0020 P0030 P0040 P0040 P0040 P0040 P0040 P0050 P0050
四. 主要设备和工装
5.2.3. 重复 5.2.1 和 5.2.2 的操作,完成其余三个边的切边作业,
工具/设备:介刀、切边台
使背板大小和玻璃一致。切边时电池板背面不能有多余的刀
劳保用品:防切割手套、绒布
痕,切割边是一条直线,没有毛边。并且刀片一定要锋利,
其它:异丙醇
以免将背板切裂。
5.2.4. 需做 EVA 交联度实验时,操作员应将切下的四条边,编好号
核
品
生
定
保
产
审 核
制 作
周刚
* * * * 本文件之著作权及营业秘密属于特安洁净能源科技,非经公司允许不得翻印 * * * *
版
页
次 ZX1 码 P0020
版次 ZX1 ZX1 ZX1 ZX1 ZX1 ZX1 ZX1 ZX1 ZX1 ZX1
制作日期 2011-10-21 修订日期
CESQ04-002-06A
6.1.1.在切边过程中造成背板撕裂的情况应即更换刀片进行切边作 业。
图 2 修角
核
品
生
定
保
产
七. 安全及注意事项
7.1. 安全事项
7.1.1. 操作员要戴棉线手套,注意安全,小心划伤。
7.1.2. 绝对禁止在不戴手套或者指套的情况下接触电池片。
7.2. 注意事项
7.2.1. 背板朝上放置在切边台面,切勿将玻璃平面朝上放置进行切
适用产品 (料号)
◆作业流程:
EXSAF CLEAN ENERGY TECHNOLOGY
组件作业指导书
工站 名称
切边
使用设备 (治工具)
文件 编号
CO.,LTD
EWM-M**-28
版
页
次 ZX1 码 P0030
取出层压后组件
切口
匀速切边
切另三边
下一工序
EVA 交联度试验
核
品
生
定
保
产
审 核
制 作
周刚
五. 作业步骤
并交给实验室人员。
5.1. 作业准备
5.2.5. 四边切好后,将电池板转到下一道工序。
5.1.1.操作员先清洁好切边台,然后将电池板平放在切边台上,正
面朝下,背面朝上,电池板待切割边伸出切边台 50-60mm。
核
品
生
审
定
保
产
核
制 作
周刚
制作日期 2011-10-21 修订日期
* * * * 本文件之著作权及营业秘密属于特安洁净能源科技,非经公司允许不得翻印 * * * *
文件 编号
7.2.2. 切边过程中,勿刮花电池板的正面和反面。
7.2.3. 作员在操作时刀片一定要沿着玻璃边缘切割。
CO.,LTD
EWM-M**-28
版
页
次 ZX1 码 P0060
核
品
生
定
保
产
审 核
制 作
周刚
制作日期 2011-10-21 修订日期
* * * * 本文件之著作权及营业秘密属于特安洁净能源科技,非经公司允许不得翻印 * * * *
CESQ04-002-06A
组长:巡检操作员是否按照作业指导书进行操作,纠正并统计员工不
5.2.2. 将介刀倾斜,使刀片平面与电池板平面大约成 45°角,沿
良操作。
5.2.1 描述的 200mm 处的切割口,用介刀匀速推到尾部,即
工序长:统筹切边作业进度。
可完成该边的切边作业。拉起切边台上升开关,旋转电池板
待切割边至切边台边缘,再按下降开关,下降切边台(图 3)。
适用于各种标准组件的切边工序。
将介刀倾斜并与电池板平面向前成 45°角,在玻璃端部将超
出玻璃边缘的背板切开一道切口,用介刀紧贴玻璃,匀速向
三. 职责
前切 200mm 左右(如图 1 所示),再用介刀沿切口向后切到顶,
操作员:按时按质按量完成切边工作。
削掉端部超出玻璃的 EVA 和背板(如图 2 所示)。
CESQ04-002-06A
适用产品 (料号)
EXSAF CLEAN ENERGY TECHNOLOGY
组件作业指导书
工站 名称
切边
使用设备 (治工具)
文件 编号
CO.,LTD
EWM-M**-28
版
页
次 ZX1 码 P0050
刀口与电池板平 面向前成 45°角
图 1 切边
图 3 切边台升降开关
六. 异常处理 6.1.背板撕裂
文件 编号
EWM-M**-28
版 次
页
ZX1
码
P00醇,将刀片擦拭干净。
将电池板玻璃边缘多余的 EVA 和背板切除,为装框做准备。
5.2.作业步骤
5.2.1. 操作员戴好防切割手套,左手按住电池板背面(左手要与电
二. 适用范围
池板边缘保持 70-90mm 的距离,防止划伤手),右手拿介刀,
产
审 核
制 作
周刚
制作日期 2011-10-21 修订日期
* * * * 本文件之著作权及营业秘密属于特安洁净能源科技,非经公司允许不得翻印 * * * *
CESQ04-002-06A
适用产品 (料号)
◆文件明細表:
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17