使用mach3 usb插补控制卡
MACH3接口板使用说明
MACH3接口板使用说明1.电源接线:将接口板上的电源正负极分别与电源的正负极相连,确保接口板正常供电。
2.步进电机接线:将步进电机的A+,A-,B+和B-分别连接到对应的接口板上,接线时要注意极性的正确性,以免损坏电机。
3.限位开关接线:将限位开关的信号接线连接到接口板的对应引脚上,确保在机床运行时能够准确检测到限位信号。
4.运动控制卡接线:将接口板通过并口线或者USB线连接到电脑上,确保电脑能够正常识别接口板并进行通信。
接线完成后,还需要进行一些参数设置才能正常使用MACH3接口板:1.参考点设置:首先需要设置机床的参考点,通过手动调整机床到一个基准位置,然后在MACH3软件的参考点设置界面进行设置。
2.步进电机设置:根据实际步进电机的参数,设置步进电机的步进角度和细分数。
步进角度一般为1.8度,细分数根据精度要求来确定。
3.速度和加速度设置:根据实际需求,设置机床的运行速度和加速度。
速度和加速度设置过高可能导致电机无法正常工作,同时也会影响机床的精度。
4.输入和输出设置:根据实际需要,设置数字输入和输出的功能和映射关系。
可以通过接口板上的输入和输出端口实现一些辅助功能。
5.状态检测设置:设置MACH3软件对机床状态的检测方式,可以设置错误报警和状态显示等功能。
在正常使用MACH3接口板时,可能会遇到一些常见问题,下面是一些常见问题的解决方法:1.机床无法运动:首先检查步进电机的接线是否正确,以及步进电机的参数设置是否符合实际情况。
其次检查接口板的供电情况,确保接口板正常供电。
2.运动不稳定或者步进电机发热:这可能是电机供电不稳定或者过流导致的问题,可以检查电源和电机的额定电压和电流是否匹配,同时检查接口板的供电情况。
3.MACH3软件无法识别接口板:首先检查接口板的连接是否正常,确保并口线或USB线连接稳定。
其次检查电脑的并口或USB驱动是否正确安装。
4.限位开关无法正常工作:检查限位开关的信号线是否接触良好,以及限位开关的参数设置是否正确。
Mach3 USB Motion Card (STB4100) Installation Manua

Mach3 USB M o tion Card (STB4100) Installation ManualV2.1The motion control card for machine control, withstrong professional.Requires the operator to have therelevant expertise!If used improperly, may appear an accident, please strictly follow the instructions and warnings using this product if you are not sure, consulting engineers for help.First time users, if you are not familiar with the product and software features Mach3 In your test product, make sure the machine's power switch on hand, you can quickly turn off the power. Recommends that users install the emergency stop button and make sure the button is functioning properly. Please strictly follow the instructions and warnings using this product.Any direct / indirect personal injury, our company does not assume any responsibility.ContentsMach3 USB M o tion Card (STB4100) Installation Manual (1)Contents (3)Features: (4)Basic connection diagram (an Overview): (5)Mechanical dimensions diagram: (6)1.Prepare: (6)1.1.Installation the Mach3: (6)1.2.Software license application: (7)1.3. Installation the software of the USB motion card: (7)1.3.1 Connecting the USB cable to the PC and the motion card: (7)1.3.2 Installing the motion card plug-in. (8)2.config for mach3: (9)2.1 Mach3 X、Y、Z、A Axis config as shown below: Config => Ports and Pins): (9)2.2 Motor tuning setup as shown below: (Config => Motor Tuning) (10)2.3 The Mach3 Menu => Config => Homing/Limits dialog: (10)2.4 Setup the input signal: (10)2.5 Setup the Output signals: (11)2.6 Spindle speed control (0-10V) Setup: (12)2.6 Mach3 MPG Setup: (14)Features:1. Support for 4-axis linkage, you can connect four stepper motor drives or servo drives;2. Maximum step-pulse frequency is 100KHz,which is suitable for the servo or stepping motor;3. 4 general-purpose opto-couplers isolation input : can connect the limit switch, emergency stop switch, auto tool zero, home switch etc.4. Support for connecting electronic handwheel;5. Have 0-10V signal output , you can use mach3 software to control the spindle motor speed.6. 4 general-purpose isolated relay drive output interface, can drive four relays for controlling the spindle starts, forward rotating and reverse rotating, pumps or other device;7. 1 status LED, indicate connection status on the board.Basic connection diagram (an Overview):Mechanical dimensions diagram:1.Prepare:1.1.Installation the Mach3:Open the CD, find mach3 software,run the installation file:Follow the prompts to install, until the last step.The last step requires Note: For 64-bit computer, it is best not to select”LoadMach3 Driver “this one, because it will cause the system to prompt installation errors.1.2.Software license application:Copy license files “Mach1Lic.dat ” from “mach3 software folder ”,to C:\Mach3 Cover the original file,Reset Computer (must reset the computr,please don't open the software dircetly!) Way above the license for DIY or study purposes only, not for commercial use.1.3. Installation the software of the USB motion card:This USB motion card does not need install any USB driver,Windows2000/XP/Windows7,can directly identify.1.3.1 Connecting the USB cable to the PC and the motion card:The first installation of motion control card, take about 10s, when the green led lights on motion control card, indicating that the connection is successful, return the following tips when you install on your computer:1.3.2 Installing the motion card plug-in.Unzip the usb move.zip, copy or drag RnRMotion.dll into your Mach3\PlugIns folder.1.3.3 Start the Mach3 software, a dialogue of “Motion Control Hardware PlugIn sensed!” is shown. Please select the“ RnRMotionControllerECO-V2.0”, you can also check”Don't ask me this again”.2.config for mach3:2.1Mach3X、Y、Z、A Axis config as shown below:Config=>Portsand Pins):After setting, click "Apply" tosave the setting results2.2 Motor tuning setup as shown below: (Config => Motor Tuning)2.3 The Mach3 Menu => Config => Homing/Limits dialog :Axis direction, depends on the “Reversed ”2.4 Setup the input signal :There are 4 general-purpose input channels. The channels number is from I1 to I4.Example of input signal settings: I1 is connected to emergency stop switch, I2 is connected to 4 axis limit switches, I3 is connected to 4 axis home switches, I4 is connected to auto tool zero, set as shownSetup each axis1Velocity3AccelerationSave now54Axis direction: Depends on ”√ ” or ”X ”below:2.5Setup the Output signals:There are 4 general-purpose (open-drain) output channels, The channels number is from O1 to O4, mach3 setup as shown below:M3 code control output 1 output, M4 code control output port 2 output,M5 shut down output 1 and output2.M7 code control output 3 output, M8 code control output port 4 output,M9 shut down output 1 and output2.2.6 Spindle speedcontrol (0-10V) Setup:There is 0-10v signal output on the control card, Can be used to connect the Inverter to control the spindle speed.According to the actual parameters of the inverter and the spindle, set the maximum spindle Pick ticks ”√ ” Enter “3” Pin number 1-4Don ’t forget click “apply ”speed (for example,24000RPM). As shown below:The Mach3 Menu => Config => Spindle pulleys:Setup Spindle parameters: as shown in the red boxEnable spindle output. as shown below:Completion of the setting, there are two ways to control the output value of 0 ~ 10V.1. Using the S command. Such as S20000 (the speed to 20000RPM)2. Using the Mach3 interface control (input Spindle Speed, and adjust Percentage SRO's). Figure:2.6 Mach3 MPG Setup:Note: The electronic handwheel selection 5V voltage output models, more than 5V output will damage the hand wheel interface, refer to the following wiring diagram:Mach3 MPG Setup:The Mach3 Menu => Config =>Ports and Pins=>Encoder/MPG ’SPress the ”Tab ” key on your keyboard, to bring up the “MPG MODE ”mach3:Pick tick “√” After setting, click "Apply" to save the setting resultsClick the "Jog mode" select MPG mode, you can use the electronic handwheel control the motor run.。
RNR精简型USB运动控制卡使用说明

RNR精简型USB运动控制卡MACH3专用版V2.0安装使用说明书RNR RobotTech, 2010目录功能概览 (5)外观及尺寸 (7)接口示意图 (7)安装尺寸图 (8)初次使用 (8)脉冲输出 (11)连接(步进/伺服)电机驱动器 (11)差分方式 (11)单端方式 (12)从属轴设置 (13)其他说明 (14)信号输入 (15)输入信号的接线 (16)急停按钮 (18)限位开关 (19)自动回原点 (21)从属轴的自动回原点 (25)自动对刀 (25)自动刀具清零 (28)自动寻边 (29)寻中心 (31)手轮接口 (32)手轮接线 (33)Mach3的手轮设置 (34)手轮接口作为扩展的信号输入 (36)信号输出 (39)信号输出的接线 (39)主轴电机控制 (40)继电器方式 (41)PWM方式 (42)其他信号输出 (45)警告:由运动控制卡控制的机械设备,具有极强的专业性。
对操作人员的知识及素质有特殊要求。
若设备设计或使用不当,自动设备会具有一定的危险性和破坏性,请确保设计和使用的安全以及遵守相关法规法则,如果不确定,请咨询相关专家而不要冒险。
首次使用者、对本产品或Mach3软件性能不熟悉者,在试验本产品时,请确保机械设备的电源开关在手边并能迅速切断电源。
强烈建议使用者安装急停按钮并保证按钮功能正常。
本公司以"如其所示"的方式提供其产品和服务,对使用本公司产品造成的任何直接/间接人身伤害和财产损失不承担责任。
功能概览RNR精简型USB运动控制卡专用于Mach3软件。
其功能及特点如下:●支持最多4轴联动控制。
其中第4轴可以设为从动轴●输出脉冲100K,采用最小误差插补算法,加工精度高●USB接口,适用任何具有USB接口的上网本,笔记本,台式机以及平板等PC兼容计算机●免驱动设计,能够更好地兼容各种软硬件环境(支持WinXP及WIN7系统)●支持自动回原点(回零)●从动轴在回原点时自动调平●支持自动对刀●支持急停输入●支持限位开关接入●支持主轴控制(PWM方式及继电器方式)●提供4路带光耦隔离数字信号输入●最多提供12路数字信号输入●提供4路带光耦隔离继电器输出●支持手轮接口抗干扰设计,进口工业级元件,可靠性高外观及尺寸接口示意图安装尺寸图初次使用用户第一次使用RNR精简型运动控制卡,要进行一些必要的设置。
mach3说明书
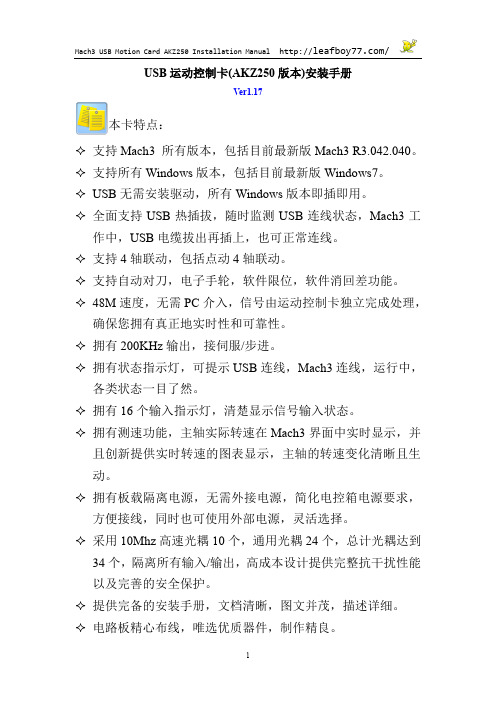
USB运动控制卡(AKZ250版本)安装手册Ver1.17本卡特点:✧支持Mach3 所有版本,包括目前最新版Mach3 R3.042.040。
✧支持所有Windows版本,包括目前最新版Windows7。
✧USB无需安装驱动,所有Windows版本即插即用。
✧全面支持USB热插拔,随时监测USB连线状态,Mach3工作中,USB电缆拔出再插上,也可正常连线。
✧支持4轴联动,包括点动4轴联动。
✧支持自动对刀,电子手轮,软件限位,软件消回差功能。
✧48M速度,无需PC介入,信号由运动控制卡独立完成处理,确保您拥有真正地实时性和可靠性。
✧拥有200KHz输出,接伺服/步进。
✧拥有状态指示灯,可提示USB连线,Mach3连线,运行中,各类状态一目了然。
✧拥有16个输入指示灯,清楚显示信号输入状态。
✧拥有测速功能,主轴实际转速在Mach3界面中实时显示,并且创新提供实时转速的图表显示,主轴的转速变化清晰且生动。
✧拥有板载隔离电源,无需外接电源,简化电控箱电源要求,方便接线,同时也可使用外部电源,灵活选择。
✧采用10Mhz高速光耦10个,通用光耦24个,总计光耦达到34个,隔离所有输入/输出,高成本设计提供完整抗干扰性能以及完善的安全保护。
✧提供完备的安装手册,文档清晰,图文并茂,描述详细。
✧电路板精心布线,唯选优质器件,制作精良。
安装手册导览文档更新记录运动控制卡配线示意图外形及安装孔机械尺寸1.安装准备2.Mach3的软件配置3.运动控制卡的硬件安装B运动控制卡的接线表B运动控制卡的接线图6.外部倍率旋钮7.主轴调速模拟量输出8.主轴测速功能9.自动对刀10.电子手轮11.预读缓冲设置文档更新记录日期/版本运动控制卡配线示意图伺服外形及安装孔机械尺寸141 ±0.1148.6本卡是一款Mach3 USB 接口的 3/4 轴外部运动控制卡。
最新版Mach3官方网站下载地址:/downloads.php进入官方网站后,点击Mach3下载:如下图中红圈所示安装Mach3时,可以不安装并口驱动。
MACH3 USB

M A C H3安装第一步:双击箭头所示的安装文件然后next第二步:选择安装目录并点击Next第三步:去掉install LazyCam选项然后点击Finish 注意:安装软件之前最好先暂时关闭杀毒软件;第四步:点击确定注意:此对话框可能隐藏在安装界面背后,先最小化即可第五步:安装完成,你会在桌面上看到以下三个快捷方式第六步:破解将文件夹中“破解文件”解压,将里面的Mach1Lic.dat文件复制到C/mach3安装目录下;第七步:汉化:将文件夹中“汉化”解压,将下图所示的文件复制并覆盖到C/mach3第八步:不要立即打开软件,重启电脑在打开软件即可;安装M A C H3U S B插件第一步:双击文件夹中“插件”文件夹下的Muhi.m3p即可第二步:点击确认插件就安装好了第三步:打开MACH3软件依次进入“设置”-“设置插件”将Muhi-Martzis-USB-HID-Interface 前面打钩激活此插件;第四步:双击后面“CONFIG“进入引脚功能配置界面到此就可以根据自己的情况DIY自己操作平台了。
板卡测试(直接就可以测试不用安装任何插件包括M A C H3和U S B插件)第一步:将USB线将板卡和电脑连接,如下图所示用将一根导线一端接GND 一端接1-64脚第二步:进入“控制面板“-”游戏控制器“双击第一个MUHI 用来测试1-32数字量输入;第二个MUHI用来测试33-64数字量输入;第三步:测试64路数字量输入,没和GND导通的状态是黑色的,将其中一个引脚和地短接相应的按钮就会变红;此图说明第二按钮被按下,即此引脚和GND短接;也可以用MACH3插件界面来测试第四步:测试编码器输入是否正常将编码器的上+5V、A、B、GND分别接板卡上的+5V、E1A、E1B、GND,不同的方向转动手轮,查看下图Enconder1 的数值是否变化,按同样的方法测试其他编码器输入功能;第五步:测试模拟量输入是否正常将电位器三个引脚分别接+5V、AN1、GND。
mach3常见问题
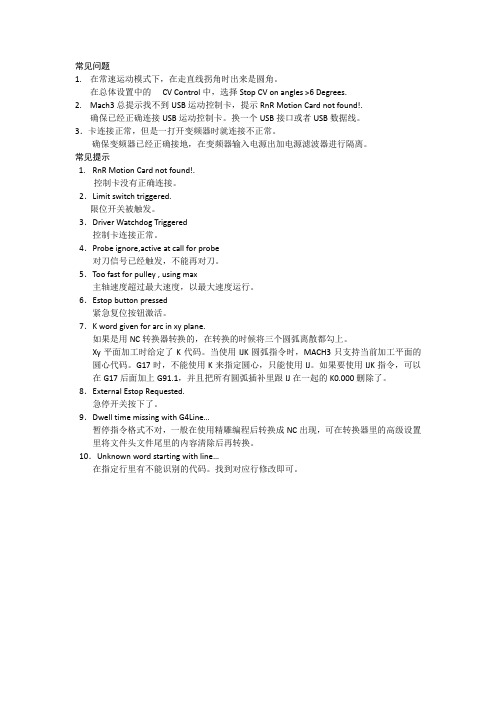
常见问题1.在常速运动模式下,在走直线拐角时出来是圆角。
在总体设置中的CV Control中,选择Stop CV on angles >6 Degrees.2.Mach3总提示找不到USB运动控制卡,提示RnR Motion Card not found!.确保已经正确连接USB运动控制卡。
换一个USB接口或者USB数据线。
3.卡连接正常,但是一打开变频器时就连接不正常。
确保变频器已经正确接地,在变频器输入电源出加电源滤波器进行隔离。
常见提示1.RnR Motion Card not found!.控制卡没有正确连接。
2.Limit switch triggered.限位开关被触发。
3.Driver Watchdog Triggered控制卡连接正常。
4.Probe ignore,active at call for probe对刀信号已经触发,不能再对刀。
5.Too fast for pulley , using max主轴速度超过最大速度,以最大速度运行。
6.Estop button pressed紧急复位按钮激活。
7.K word given for arc in xy plane.如果是用NC转换器转换的,在转换的时候将三个圆弧离散都勾上。
Xy平面加工时给定了K代码。
当使用IJK圆弧指令时,MACH3只支持当前加工平面的圆心代码。
G17时,不能使用K来指定圆心,只能使用IJ。
如果要使用IJK指令,可以在G17后面加上G91.1,并且把所有圆弧插补里跟IJ在一起的K0.000删除了。
8.External Estop Requested.急停开关按下了。
9.Dwell time missing with G4Line…暂停指令格式不对,一般在使用精雕编程后转换成NC出现,可在转换器里的高级设置里将文件头文件尾里的内容清除后再转换。
10.Unknown word starting with line…在指定行里有不能识别的代码。
EP2C8控制板 USBMACH3接口板5轴控制 原理图
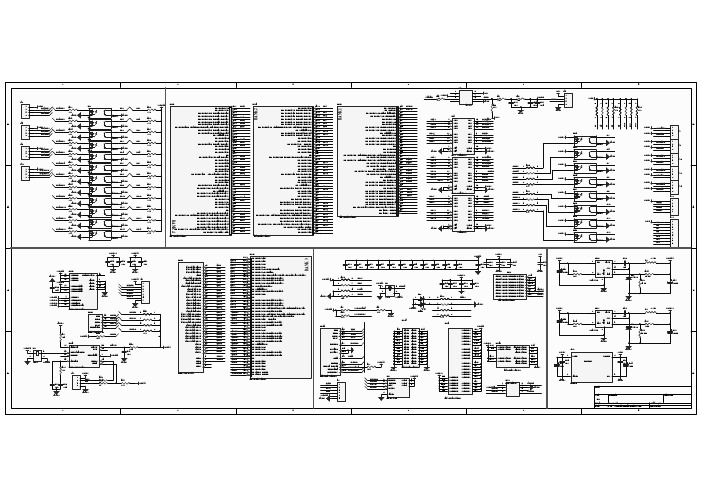
C3 F4 C1 C2 D5 E5 F5 D3 D4 F3 D2 D1 E3 E4 G4 J6 H6 E1 E2 K2 K1 K4 K5 L1 L2 J4 M1 M2 M3 L3 N1 N2 P1 P2 N3 N4 P3 L4 M4
ASDO NCSO U6 IO34 IO35 IO39 IO38 IO45 IO46 IO33 IO32 2 4 6 8 11 13 15 17 1 19 2 4 6 8 11 13 15 17 1 19 2 4 6 8 11 13 15 17 1 19 1A1 1A2 1A3 1A4 2A1 2A2 2A3 2A4 1G 2G
6
P4 1 2 3 4 P6 1 2 3 4 P9 1 2 3 4 P11 1 2 3 4 VCC INPUT10 INPUT11 INPUT12 VCC INPUT7 INPUT8 INPUT9 INPUT5 VCC INPUT4 INPUT5 INPUT6 INPUT3 VCC INPUT1 INPUT2 INPUT3 INPUT1 R11 511 GND R13 511 GND R16 511 GND R18 511 GND R20 511 GND R22 511 GND R24 511 GND R26 511 GND R28 511 GND R30 511 GND R38 511 GND R40 511 GND U4 IO2 PC817 GND1 IO3 PC817 GND1 IO4 PC817 GND1 IO5 PC817 GND1 IO6 PC817 GND1 IO7 PC817 GND1 IO8 PC817 GND1 IO9 PC817 GND1 IO10 PC817 GND1 IO11 PC817 GND1 IO12 PC817 GND1 IO13 PC817 GND1 IO13 R41 512 IO12 R39 512 U19 IO11 R32 512 U18 IO10 R29 512 U17 IO9 R27 512 U16 IO8 R25 512 U14 IO7 R23 512 U13 IO6 R21 512 U12 IO5 R19 512 U10 IO4 R17 512 U9 IO3 R15 512 U8 IO2 R12 512 U7 VCC33
mach3入门(并口与USB差别不大)操作说明参考1
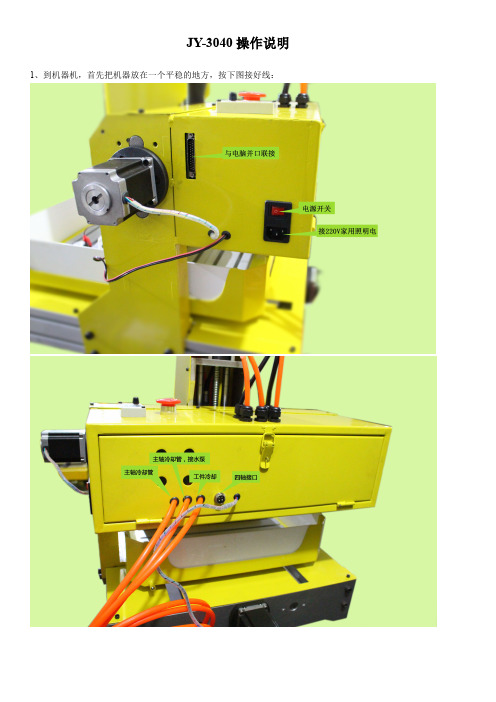
JY-3040操作说明1、到机器机,首先把机器放在一个平稳的地方,按下图接好线:2、然后控制电脑按教程装好MACH3程序3、打开控制箱正面的急停按钮(急停按钮用来在紧急情况下停机用的,弹出来为打开,压下为停机),打开MACH3软件如下:按键盘左边“TAB”键后,MACH3出现右边手轮面版刚打开MACH3,左下角的“RESET”上面指示灯是闪烁的,表示现在机器处于急停状态,鼠标点击“RESET”键,指示灯变绿,表示机器准备好了。
4、机器移动简单操作:(1)、绿色区域对应机器各轴的移动,其中注意“各轴移动是以主轴看动是移动的”所以Y方向会和工作台移动方向相反(2)、点动模式:我们常用是”连续“和”步“,其中“连续”表示只要按着各轴移动键不放,机器就一直运行,可以用这个方式快速移动;“步”是按一次各轴移动键,机器动一下,动一下的这个距离由“点动循环模式”中的“步”显示框确定的,点击”点动循环模式“,”步“中的数值为在1、0.1、0.01中循环显示。
(3)、键盘上“左”键对应X+,“右”键对应X-,“上”键对应Y+,“下”键对应Y-,“PageUP”键对应Z+,“PageDOWN”对应Z-。
这样子,用键盘操作更方便。
5、我们先少按Z+把主轴升起来,然后少量移动各轴,看运动方向对不对。
如果不对,按以下方法修改参数。
(1)在mach3界面依次点击“设置----端口/针脚”打开如下图设置窗口:那一个轴方向反了,我们就把那个轴对应该图中红框内的“勾或叉”取反,也就是说要是本身红框内是勾,我们就改成叉,本身是叉我们就改成勾。
最后点击确定,退出到MACH3界面后点击“RESET”,指示灯变绿,再移动该轴,看是否以经正确。
好了,完成以前操作,我们就可以出刀路加工了!刀路教程请参考我的“12张图教你出刀路新手教程”MACH3加载刀路方法如下:点击“加载G代码”会弹出打开窗口,先择刀路文件,点击打开,完成刀路的加载。
机器加工座标设置如下:完成对刀后,把Z轴升起来后,打开主轴冷却水泵,设置好控制箱正面变频器主轴转速(主轴转速为变频器显示屏显示数字*60,一般在设置在300左右,对应主轴转速为18000转左右)按控制箱正面变频器面绿键,主轴开始正转,最后在MACH3里按“循环开始”开始加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
安装培训教程
声明:
本雕刻机作为网络交流的个人作品,成品及半成品及套件并非严格意义上的商品,使用者需具备相关知识,凡是涉及机械、电子、计算机的设备都有可能因使用不当或病毒、与其它软件兼容原因等造成故障,此故障可能造成一定的危险及经济损失,本人不对直接及间接损失承担相应责任。
有关软件版权:
本机器所涉及的相关软件均来自互联网,原作者享有版权,作为学习了解之用请及时删除并购买授权软件,使用没有授权的软件造成一切损失及法律问题由使用者自行承担。
有关培训范围:
本人只对CNC雕刻机承担相应的责任,货款只是设备本身的价格未包含任何软件及软件培训费用,货到后用户在手册指导或通过网络在作者指导下设备调试成功即确认作者的
工作完成,本设备使用过程中所涉及到的所有软件不在作者的培训责任之内,作者只能给予适当指导及在自己能力之内给予答疑解惑。
网络时代请广大玩家尽量利用网络工具求助交流.
设备及软件的安装及设置
警告:
数控雕刻机是依靠相关软件控制工作的,设备上的一些安全触发装置也是依靠正确的软件设置才能正常运行,在没有完全确认设置正确的情况下冒然装刀试机可能都设备造成永
久的损伤!
本设备采用计算机USB2.0接口和PC连接,控制软件MACH3通过端口控制雕刻机各轴按照指令运行。
WINDOWS请用2000以上版本,其他版本可能出问题。
警告:控制用的PC应该是台专用的,使用时请断开网络,关闭杀毒软件,运行MACH3时请不要同时运行其他软件。
本人并不建议用笔记本电脑控制本设备,如果一定要用请查看笔记本电脑的手册,关掉有关电源管理等相关功能!
一、控制软件MACH3的安装
警告:在软件的安装及设置过程中请不要开启雕刻机电源以免产生误动作发成意外!
1、在随机光盘“MACH3 2.63”目录中打开文件夹“MACH3”
2、运行“MACH3 R2.63.EXE”开始安装,全部默认点击“NEXT”直到安装完成
3、为了简化您的设置过程,安装完成后可以删除整个目录整个拷贝MACH3并将光盘内的目录,MACH3.
到C盘根目录下。
二、MACH3的设置
一般无需设置进入软件后可直接进行测试步骤,各别PC如
果测试不通过,可按照光盘内提供的设置截图手工设置。
打开MACH3软件,将会弹出如下选择画面,请按图选择USB。
关于倍率旋扭功能的设置
本机机箱上设计了倍率旋扭功能,能够方便的随时调节
警告:在调试阶段请不要安装刀具以免发生意外损坏工作台!
1、把雕刻机和PC用随机附带的线可靠连机(要确保电控
箱电源没有打开)
2、进入MACH3软件控制界面(不进入软件而先开雕刻机电源可能主轴电机会自行启动)
3、打开雕刻机电源
4、用键盘上的控制键小心地控制雕刻机看看各轴时候能随控制运动并且方向正确,请仔细理解各轴的方向尤其轴,
很多人这里弄反了!Y是
(Z+)
轴升高控制Z动朝工作台向你移制控(Y+)(Z-)
控制Z轴降低移右主轴向主轴向左移动(X+))动(X-控制工作台背离你Y动(
最容易弄错的是Y轴的方向,对于移动平台的机器来说,平台向下走相对与主轴是向上的,对
于移动龙门的机器方向和键盘方向一致
机控制手在我们动注请的器测试时候三轴坐标数XYZ意值的变化是否正确这里闪动的情况下是不能进行任何操作的,请点击一下取消复位
如果上述各轴方向不正确请进入端口针脚中有关电机输出的设置项更改
以改变电机方
A轴的测试:
A轴在坐标窗口中显示的数值和别的轴不同,不是距离而是角度值
A轴的键盘控制键我们可以自己任意指定,比如我们用小键盘的1和2分别控制左右旋转方向,可以在主界面中打开----设置----系统热键-----弹出如下的界面
首先点击A++,弹出界面后按小键盘中的“1”或你想用于控制的任何键,同样的道理点击A--,设置完成后点击“确定”保存退出。
设置完成后用键盘控制A轴旋转,坐标窗口也对应数值改变。
你可以在手动编程窗口中输入一个角度值然后回轴应该旋转相应的角度A车,
对刀功能的测试:
1、连接好对刀块导线
2、手持对刀线上的架子触碰对刀块,对刀功能区的5灯应闪亮,对刀块脱离接触指示灯熄灭,实际对刀操作的时候夹子要夹在刀柄上,不要让主轴旋转。
本人建议每次对刀操作之前都要进行此设置,以免对刀功能异常损坏刀具和设备.
对刀块接触刀头后此指示灯闪亮否则熄第一次使用请对刀块上标注数值输入此处
以上手持触碰试验功能正常后进行自动对刀测试,、3装好刀具后将对刀块置于工作台表面刀具的正下方,点击对刀按钮(刀尖离对刀块的距离不要超过,刀具缓慢下降,当刀,否则会保护性上抬)20mm轴刀尖具触碰到对刀块后,刀具自动抬起,此时z刀工作台(或待加工材料表面)的距离显示在坐标区。
必须在对刀块数据区正确输入了对刀块的的厚度此距离才会是正确
的。
.
此对刀完成后成数值自动变表刀尖到工件面的数值对刀按钮对刀块厚度设置区,背刀块值此数以对面的数值为准
以上测试非常重要,请玩家认真对照步骤进行确认,警告:如果方向错误可能因为超行程损坏机器!下面进行限位和急停功能的确认测试急停按钮的测试,在控制界面“紧急复位”不闪动4、“紧急复位”闪的情况下,按下电控箱的急停按钮,动,不能进行任何操作,如果上述功能不正常,请检查端口和针脚中有关输入信号的设置。
各轴限位开关功能的测试、5
否则可警告:雕刻机的限位功能依赖于软件的正确设置,能造成意外损坏机器。
不闪动的情况下用手按下各轴的限位开
关,“紧急复位”在.
请检查如过此功能不正常,保护应该能都触发保护动作,端口和针脚中有关输入信号的设置。
主轴启动停止及调速功能的测试(铝合金主轴架的6、小主轴直接用机箱上的开关启动)
拉动这里可后点击这里主8000输入以调速再次点轴电机开始旋转击将停点击这里后输入数8000
如果以上功能不正常请检查电机输出页中有关主轴控制端口和主轴设置页中有关主轴参数的设置,有说明:因为此主轴没有转速传感器信号返回MACH3 关转速的数值可能不是实际的数值警告:此机主轴的转速并不高,所以尽量少用调速功能,如果转速过调速功能更多的是用于自动启动停止
的控制,低用于实际加工中可能因为堵转造成损坏!的常规操作MACH3三、.
功能很多,我们不是都用上,下面我们通过运行一个Mach3 的说明文档。
简单的示例来学习,更详细的操作请参看mach3 加载代码及设置零点1、
----加载G代码进入控制界面----点击菜单中的“文件”---- .nc》载入代码打开光盘中附带的测试文件《小狗测试
坐标清启动主轴开始运行设置加工速度设置转速8000
为
20mm手动将刀头对准工作台左下角的位置(每边留的安全
距离。
即可)刀尖离开工作台表面20mm 将三轴的坐标清零f1000 设置给进速度为8000 设置主轴转速为启动主轴.点击“循环开始”
我们将能看到刀头沿加工轨迹移动(这次我们进行的虚拟雕刻)
加工结束主轴自动停止
实际雕刻过程和上述过程相同,但非常关键的是z轴的零点设置(对刀),请参照之前的对刀块操作的相关说明。
2、限位触发后的解除
限位触发后MACH3将不能运行程序,必须手动接触触发才能继续,接触的方法是:
进入输入信号设置页,将限位对应的轴选项去除,手动移开超限的轴,移开后请把限位再次设置以便在下次意外时限位能够动
作。
.
去除相应的选项后退出就能手动解除限位了,解除后记得再次设置
机械加工是MACH3的一般性操作,以上是控制软件本文只是作为一个入门个需要经验积累和学习相关知识,的指导教程。
在光盘中附带了一些常用的软件制图软件,用雕刻CAD电子图版:易学易用的二维机制作一些零件的切割可在电子图版中制图后另存为ARTCAM中导入制作刀路。
DFX 格式,在文泰或简单易学的二维文字及图案的刀路代码制文泰雕刻:作软件:功能强大的浮雕软件,其功能涵盖了文ARTCAM 泰的功能关于干扰信号的解决.
干扰信号容易一些家用电脑因为外壳没有良好的接地,总体设置中将信号抖可以在设置----使保护电路误动作,动值加大可以忽略干扰信号
将这里的改2000。