生产节拍介绍
如何确定生产节拍
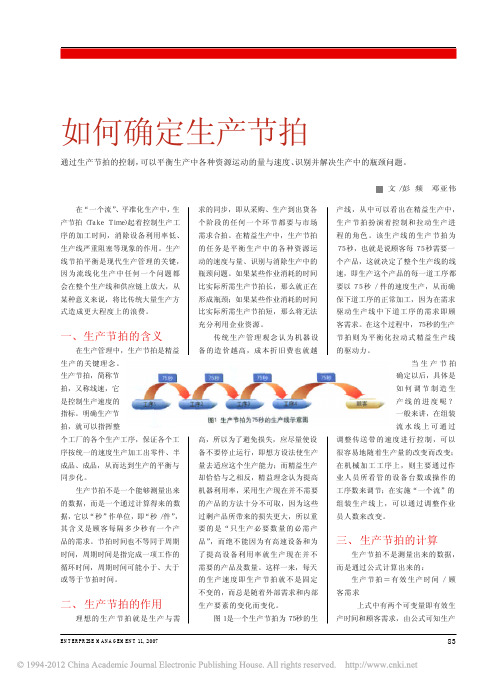
ENTERPRISE MANAGEMENT 11, 200783在“一个流”、平准化生产中,生产节拍(Take Time)起着控制生产工序的加工时间,消除设备利用率低、生产线严重阻塞等现象的作用。
生产线节拍平衡是现代生产管理的关键,因为流线化生产中任何一个问题都会在整个生产线和供应链上放大,从某种意义来说,将比传统大量生产方式造成更大程度上的浪费。
一、生产节拍的含义在生产管理中,生产节拍是精益生产的关键理念。
生产节拍,简称节拍,又称线速,它是控制生产速度的指标。
明确生产节拍,就可以指挥整个工厂的各个生产工序,保证各个工序按统一的速度生产加工出零件、半成品、成品,从而达到生产的平衡与同步化。
生产节拍不是一个能够测量出来的数据,而是一个通过计算得来的数据,它以“秒”作单位,即“秒/件”,其含义是顾客每隔多少秒有一个产品的需求。
节拍时间也不等同于周期时间,周期时间是指完成一项工作的循环时间,周期时间可能小于、大于或等于节拍时间。
二、 生产节拍的作用理想的生产节拍就是生产与需求的同步,即从采购、生产到出货各个阶段的任何一个环节都要与市场需求合拍。
在精益生产中,生产节拍的任务是平衡生产中的各种资源运动的速度与量、识别与消除生产中的瓶颈问题。
如果某些作业消耗的时间比实际所需生产节拍长,那么就正在形成瓶颈;如果某些作业消耗的时间比实际所需生产节拍短,那么将无法充分利用企业资源。
传统生产管理观念认为机器设备的造价越高,成本折旧费也就越高,所以为了避免损失,应尽量使设备不要停止运行,即想方设法使生产量去适应这个生产能力;而精益生产却恰恰与之相反,精益理念认为提高机器利用率,采用生产现在并不需要的产品的方法十分不可取,因为这些过剩产品所带来的损失更大,所以重要的是“只生产必要数量的必需产品”,而绝不能因为有高速设备和为了提高设备利用率就生产现在并不需要的产品及数量。
这样一来,每天的生产速度即生产节拍就不是固定不变的,而总是随着外部需求和内部生产要素的变化而变化。
自动化机械加工生产线节拍分析
自动化机械加工生产线节拍分析一、引言自动化机械加工生产线是现代工业生产中常见的生产方式之一。
为了提高生产效率和质量,对生产线的节拍进行分析是非常重要的。
本文将对自动化机械加工生产线的节拍进行详细分析,包括节拍的定义、重要性以及如何进行分析。
二、节拍的定义节拍是指生产线上完成一个完整加工过程所需要的时间。
它反映了生产线的生产效率和运行状态。
节拍的计算普通以加工周期为单位,即完成一个产品所需的时间。
三、节拍分析的重要性1. 提高生产效率:通过对节拍进行分析,可以找出生产线上的瓶颈环节,优化工艺流程,提高生产效率。
2. 降低生产成本:节拍分析可以匡助企业发现生产线上的浪费和不必要的停机时间,从而降低生产成本。
3. 提高产品质量:通过分析节拍,可以发现生产线上的加工偏差和不合格品的产生原因,及时采取措施进行改进,提高产品质量。
四、节拍分析的方法1. 数据采集:采集生产线上的相关数据,包括加工时间、停机时间、故障时间等。
2. 数据整理:对采集到的数据进行整理和分类,以便后续的分析。
3. 节拍计算:根据采集到的数据,计算出生产线的平均节拍和加工周期。
4. 节拍对照分析:将不同时间段、不同工序的节拍进行对照,找出差异和规律。
5. 节拍优化措施:根据分析结果,制定相应的优化措施,如改进工艺流程、提高设备效率等。
6. 实施和监控:将优化措施付诸实施,并进行监控和评估,确保效果的持续改进。
五、案例分析以某汽车零部件生产线为例,进行节拍分析。
该生产线由自动化机械设备组成,包括车床、冲床、铣床等。
1. 数据采集:采集生产线上的加工时间、停机时间、故障时间等数据。
例如,车床加工时间为10分钟,停机时间为5分钟,故障时间为2分钟。
2. 数据整理:将采集到的数据整理为表格或者图表,以便后续的分析。
3. 节拍计算:根据采集到的数据,计算出生产线的平均节拍和加工周期。
例如,车床的平均节拍为17分钟(加工时间+停机时间+故障时间)。
自动化机械加工生产线节拍分析

自动化机械加工生产线节拍分析引言概述:自动化机械加工生产线是现代工业生产中的重要组成部分,其效率和节拍直接关系到产品的质量和生产能力。
因此,对于自动化机械加工生产线的节拍进行分析和优化是至关重要的。
本文将从五个方面进行详细阐述,包括生产线节拍的定义、影响节拍的因素、节拍分析的方法、优化节拍的策略以及节拍分析的实际应用。
一、生产线节拍的定义1.1 节拍的概念节拍是指生产线上每个工序完成的时间间隔,也可以理解为每个产品从进入生产线到完成的时间。
1.2 节拍的重要性节拍直接关系到生产线的生产能力和效率,合理的节拍能够提高生产线的产能和降低生产成本。
1.3 节拍的计算方法节拍可以通过实际生产数据进行计算,例如,将生产线的总运行时间除以生产的产品数量即可得到平均节拍。
二、影响节拍的因素2.1 设备的性能设备的性能包括设备的速度、精度和稳定性等,这些因素直接影响到生产线的节拍。
2.2 工人的操作技能工人的操作技能对节拍也有很大的影响,熟练的工人能够更快地完成工序,提高生产线的节拍。
2.3 原材料的供应原材料的供应及时性和质量直接关系到生产线的节拍,供应不及时或者质量不合格都会导致生产线停滞或者产品质量下降。
三、节拍分析的方法3.1 时间观察法通过观察生产线上每个工序的时间消耗,可以得到每个工序的节拍情况,从而分析整个生产线的节拍。
3.2 数据分析法通过收集和分析生产线的实际生产数据,如生产时间、产品数量等,可以得到生产线的平均节拍和波动情况。
3.3 专业软件分析法利用专业的生产线节拍分析软件,可以对生产线的节拍进行更加精确和全面的分析,提供更多的优化建议。
四、优化节拍的策略4.1 设备优化通过提升设备的性能和稳定性,如提高设备的速度、精度和自动化程度,可以减少生产线的节拍。
4.2 工人培训通过对工人进行培训,提高其操作技能和效率,可以缩短生产线的节拍。
4.3 原材料管理优化原材料的供应链管理,确保原材料的及时供应和质量合格,可以减少生产线的停滞时间和产品质量问题。
生产线平衡节拍概念分析

生产线平衡节拍概念分析1.工作节拍:生产线各个工作站之间的工作时间,通常以时间单位(如秒、分钟)表示。
工作节拍的长度决定了生产线的生产能力和生产效率。
如果工作节拍过长或过短,都会导致生产效率低下,不能充分发挥生产线的生产能力。
2.任务分配:生产线上的工作任务需要按照节拍进行合理分配。
每个工作站的任务量应该相对均衡,不应该出现过重或过轻的现象。
任务分配的合理与否直接影响到生产线的节拍平衡。
如果任务分配不合理,可能导致工作站之间出现不必要的等待或者拥堵,从而影响生产线的生产效率。
3.柔性生产能力:生产线平衡节拍需要具备一定的柔性生产能力。
柔性生产能力指的是生产线的能够根据市场需求及时调整工作节拍和任务分配的能力。
随着市场需求的变化,生产线的生产能力需要能够快速响应和调整。
柔性生产能力的提高可以提高生产线的适应性和灵活性,使其更好地适应市场需求的变化。
4.节拍控制:生产线平衡节拍需要进行节拍控制。
节拍控制通过监控和调整各个工作站的工作节拍来实现。
在实际操作中,可以采用各种方法进行节拍控制,例如设置生产线的标准工作时间,设定工作站的最大工作量以及根据实际情况进行节拍调整等。
节拍控制可以确保生产线各个工作站之间的工作节拍相对均衡,避免过程中出现拥堵或等待的问题。
5.连续改进:生产线平衡节拍需要不断进行连续改进。
通过不断优化生产线的任务分配、工作节拍和节拍控制等方面,可以提高生产线的生产效率和生产能力,实现生产线的持续改进。
连续改进可以提高生产线的竞争力,使其在市场竞争中更具优势。
综上所述,生产线平衡节拍是生产线工作的一个重要概念,它涉及到工作节拍、任务分配、柔性生产能力、节拍控制和连续改进等方面。
生产线平衡节拍的合理性和高效性对于提高生产线的生产效率和生产能力具有重要意义。
生产节拍
节拍生产:是精益生产主要生产方式中的一种。
推行精益生产现场各要素的基本状态:①生产线(设备)布置:按工序流程进行设备种类配置;依据生产节拍的需求合理配置设备数量;设备布局型式以“U”字型为首选方案,作业方向应统一,设备间距尽量缩小。
②工序间在制品的物流存储:存储场地原则上集中于生产现场;明确在制品的最大存储量与最低订货量;实现“5S”的定置管理;明确存储方式与配置相应的物流设备。
③工序内在制品的物流存储:实行“单件(小批)、一个流传递”的原则;明确存储位置与存储量;配置相应的物流设备。
④生产线物料(零部件)供应:采用“多频次、少批量、准时制”的原则,确定供货存储区域、存储量、供货物流规则,设置供货物流设备。
⑤生产作业方式:依据生产节拍实行“一人多序”的节拍生产。
⑥人员配置:实行人机作业时间分离原则,作业循环时间应为恒定,作业内容应是重复作业。
⑦生产计划:依据各工序生产能力与生产节拍指示生产量与进度;在销售计划与生产计划进行整合的前提下,实施“平准化”原则。
生产节拍:生产节拍是生产一个产品的周期时间,就是他们说的cycle time。
第一次听说这个名词,特将内容帖出来让大家了解解稼动率是一个重要的指标,如果您被问到“我们部门的稼动率为90%,你们厂里是多少?”,您可知道其所谓的稼动率定义为何?90%这数字代表的是好?是坏呢?基本上稼动率有数种不同的定义,在此略加解释:1、时间稼动率首先定义最大操作时间,指的是设备可用的最大时间,若设备本身为厂内自购,且可完全由厂内自主使用,则最大操作时间一般为日历时间;而负荷时间则为设备可稼动的时间,乃是最)损失,停机损失乃是计画上的休止时间,如休假、教育训练、保SDShutdown, 大操作时间扣除停机(.养等。
而稼动时间则是负荷时间扣除停止时间,而停止时间包括批次转换及制程异常、设备异常停止及修复时间。
最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机(Shutdown, SD)损失;停机(Shutdown, SD)损失:计画上的休止时间,如休假、教育训练、保养等稼动时间:负荷时间扣除停止时间停止时间:包括批次转换及制程异常、设备异常停止及修复时间。
自动化生产流水线节拍、设备利用率计算
自动化生产流水线节拍、设备利用率计算引言概述:自动化生产流水线是现代工业生产中常见的生产方式,其节拍和设备利用率的计算对于生产效率的提高至关重要。
本文将详细介绍自动化生产流水线节拍和设备利用率的计算方法。
一、自动化生产流水线节拍计算1.1 确定生产节拍的定义:生产节拍是指生产一个产品所需的时间,通常以单位时间内生产的产品数量来表示。
1.2 计算生产节拍的方法:生产节拍可以通过分析生产过程中每个工序所需的时间,以及工序之间的转换时间来计算。
1.3 优化生产节拍的策略:通过优化生产流程、提高设备效率、减少转换时间等方式来提高生产节拍,从而提高生产效率。
二、设备利用率的计算2.1 确定设备利用率的定义:设备利用率是指设备实际生产时间与设备总可用时间的比值,反映了设备在生产过程中的利用程度。
2.2 计算设备利用率的方法:设备利用率可以通过记录设备的运行时间、维修时间、停机时间等数据,然后根据公式计算得出。
2.3 提高设备利用率的措施:通过设备维护保养、定期检查、生产计划合理安排等方式来提高设备利用率,降低生产成本。
三、自动化生产流水线节拍与设备利用率的关系3.1 节拍和设备利用率的关联:生产节拍的优化可以提高设备的利用率,而设备利用率的提高也可以促进生产节拍的优化。
3.2 协调节拍与设备利用率:在生产过程中,需要协调好节拍和设备利用率的关系,以实现生产效率的最大化。
3.3 通过数据分析优化生产流水线:通过对生产数据进行分析,可以找出生产节拍和设备利用率的瓶颈,从而采取相应措施进行优化。
四、自动化生产流水线节拍和设备利用率的监控4.1 建立监控系统:可以通过建立自动化的监控系统,实时监测生产节拍和设备利用率的数据,并及时反馈。
4.2 数据分析与报告:对监测到的数据进行分析,生成报告,及时发现问题并采取措施解决。
4.3 持续改进:通过不断的监控和改进,提高生产流水线的效率和设备的利用率,实现生产过程的持续改进。
节拍介绍及产线平衡范例
一、标准工时的含义
(在一定的“科学化”条件下订定): A、一定的作业环境条件 例如:气温/湿度/人体工学状况,应在合理合宜条件下 (否则要改用“宽放”调整之) B、一定的作业方法 至少是现今仍属“较合理”的操作标准 例如:加工机台速度/温度/压力/刀具工具 C、胜任而熟习的作业者 至少是“会做”,而不是“摸索”中的新进人员 身体的“胜任”水准(例如:四肢健全度、重量负荷能力……) D、标准的速度 现下可接受(公认)的可行标准 最好可以用“科学方法”测定比较
一、标准工时的含义
工作设计合理化的原则
拒绝不正确的工作方法建立标准工时 明显的不良工作方法必需提示 包括治/工具 核对/确立作业标准 先做好方法改善,再进行工时测定分析 最好跟工艺工程师讨论确立 一旦工作方法改变,立即重新测定标准工时 设计图变更知会 工作方法/作业标准变理的知会
Prepared by Jiang Changchun
Prepared by Jiang Changchun
生产线平衡改善案例
M20装配线平 面流程
Prepared by Jiang Changchun
M20现状作业密度及平衡分析
Prepared by Jiang Changchun
从作业时间及平衡率看,生产线的平衡损失比较严重,且作 业分工过细,造成作业内容调整困难。因此在作业改善上所 能采取的较直接简便的方法即是合并工序内容,调整并取消 时间过短工序,以达到提高平衡,减少工时损失,提高人均 效率的目的。
Prepared by Jiang Changchun
一、标准工时的含义
制定标准工时的科学化原则
细分化 以“制程工序”为中心 细分到“作业单元” 细分到“细微动作” 系统化 一定的观测分析程序 确定的观测分析表格 世界性的基准资料 留有分析过程纪录 Work Sheet 整理过程透明化 配合统计原理 合理的观测过程数 数据整理
生产线生产节拍的计算方法
生产线生产节拍的计算方法
生产线上的生产节拍是指每次生产动作在规定时间内完成的次数。
它是用来衡量生产者的表现以及提高生产水平的一种评测标准。
由于不同的生产线因装备水平和工作环境的不同,因此其生产节拍的计算也会有所不同。
下面就是用来计算生产线上生产节拍的正确方法,一般以此记录每名工人在每时段的产量:
首先,需要记录每名工人的工作时间,也就是从开始上班到下班所经历的时间长度,并将其除以一小时,计算出总工时。
其次,计算每时段生产的数量。
对于这样的计算,将总数量除以总工时,就可以得出每小时生产的数量。
最后,计算工人每分钟的工作量。
将每小时的生产量除以60,即可得出每分钟的工作量,这即是生产线上的生产节拍。
以上就是正确计算生产线生产节拍的方法,该方法完全符合生产企业为节省时间、提高效率所采取的传统方法,可以有效传达给工人们每次生产动作应该在多少时间内完成,确保生产质量有保障,并促使工人们进一步提高生产节拍。
生产线的节拍(标准节拍)是什么意思?
生产线的节拍(标准节拍)是什么意思?
标准节拍,即生产线的节拍,是按顾客要求生产一个单位制成品的时间。
依据标准节拍,生产现场的管理人员就能够确定在各生产单元内生产一个单位制成品或完成产量指标所需要的作业人数,并合理配备作业人员。
节拍时间是指各生产单元内加工一个单位的产品所需要的时间。
其计算公式为:
节拍时间=(每期的可用时间-每期的扣除时间)/一天的必需数量
一天的必需数量=一个月的必需数量/一个月的生产天数
此公式打算的节拍时间会因操的不同而产生差异。
这个时间等于给每个操定了一个标准,超出节拍时间,就说明操作过程中有不合理之处,也就是有铺张,这时就该考虑进行改善,以遵守节拍时间。
例如,考虑一班制的生产排班状况,每个操作工被支配工作8.5小时(510分钟),其中30分钟午饭时间以及2个15分钟的休息时间,客户需求为450单元,这个区域的节拍时间是多少?
可用的时间=510分钟=30600秒
扣除时间=30分钟+(2×15分钟)=60分钟=3600秒
客户需求=450单元
节拍时间=(每期的可用时间-每期的扣除时间)/客户需求量
=(30600-3600)秒/450单元
=60秒/单元
因此,基于一班制的生产方案,工厂必需每60秒生产一个质量合格的零件来满意客户需求。
标准化作业要求生产速度必需与节拍时间相全都。
然而,为了弥补可能消失的损失(如停机损失),很多制造系统必需以比节拍时间快许多的节奏来支配生产。
意识到这种支配有肯定的成本,必需实行行动来消退产生这些损失的根源,从而使生产系统以约等于节拍时间的节奏进行生产。
10.生产节拍
四、工序分配(续)
f. 作业员技能与个性的合理运用:如何利用作业员个性及专长, 使其在操作中有更好的发挥,这也是在工序分配中需要考虑的 内容。需要编制作业员技能及效率数据供参考。 * 前道工作站以比较轻松为宜,安排具有较快的缝制速度而工 作量比较稳定的人,可对后道员工增加一定的工作压力。* 最 后工序乃是表示一天的成绩,必须分配有责任感的人; * 技巧性较强的组合工作,如开袋、上领等,必须分配细心、 灵巧的人; * 落里反衫工作,应分配体力好、速度快、动作灵敏的人; * 缝制速度虽快,但性格急躁、工作不细心的人,分配做缝里 布等外表看不到的工序; * 压明线要配合速度虽慢,但作业平稳、工作细心的人; * 请假多、工作责任性不强的人,分配在辅助性作业; * 烫工最好由个子较高,体力较好的人担任。
四、工序分配(续)
1) 工序分配的条件 * 一项操作工序可以分配两名或更多的作业员去做; * 使用同类型的机器时,可以将几个工序并合起来; * 如有需要,一名作业员可获分配二至三部机器; * 可以利用较精良的机器或辅助工具(例如开袋机、 拉筒等)减省工作量;
四、工序分配(续)
2) 工序组合要领 a. 时间平衡: 各工作站时间必须平衡。生产线编制的平衡,在 于分配给每个作业员的总时间是否超出平衡时间的上下限,因 此,工序的平衡组合或拆分,都必须以上下限时间为准绳。 b. 流程次序:按制作次序编排,流程尽可能简洁,尽量避免逆流 交叉等现象。一名作业员工序,如组合了不同流程,而流程间隔 太远,会使设备编排显得非常困难。 c. 线型或线色:尽可能组合相同线号或颜色的工序。一些工序所 用的线型号或线的颜色不一致,把缝线不同的工序组合在一起, 易造成换线的浪费。如果其它的组合条件较为理想,只好给此工 作站作业员增加一台机器,用于不同roduction line 不平衡的生产线
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4 25/Jan//01
Run @ Rate Training
Why Are We Doing This Training? 为什么我们要培训?
To understand Delphi Run @ Rate procedure 理解Delphi的节拍生产流程 To understand the critical issues associated with the execution of the Run @ Rate process
13 25/Jan//01
Run @ Rate Training
Delphi Monitored Run @ Rate
14 25/Jan//01
Run @ Rate Training
Preparation for the Run @ Rate 节拍生产准备
The Supplier is to: /供应商应该 » Review the Run @ Rate Plan (SPDP appendix_14). 审核节拍生产计划(SPDP 附录14) » Conduct a trial Run @ Rate and/or production simulation as well as complete as much of the Run @ Rate worksheets as possible (SPDP Appendix 15). 执行一次试节拍生产测试,以及尽可能完成节拍生产的表格(SPDP 附录15) » Provide planned downtime for each process step (including breaks, lunch, set-up & maintenance). 提供每个过程的计划停机时间(包括早餐,午饭,调试及保养时间) » Provide buffer levels prior to each process step if appropriate. 如果适用,提供每个过程之前的缓冲量
7 25/Jan//01
Run @ Rate Training
Purpose of Run @ Rate
节拍生产的目的
To verify that the manufacturing process is capable of producing parts to the required quality and quantity. 验证生产过程按要求的质量和数量是完全可行的。
Run @ Rate Training
Purpose of Run @ Rate
节拍生产的目的
To verify that the actual manufacturing process is capable of producing Delphi’s components at the quoted tooling capacity for a specified period. 验证在一定时期内,供应商的模具在实际生产Delphi的零件是没有问 题的。 To ensure the manufacturing process conforms to the manufacturing and quality plan as documented in the PPAP. 确认供应商的制造过程与PPAP文件中制造计划和质量计划是一致的
开发一个数据标签以记录实际停机时间(计划的和非计划的)
供应商的操作计划需满足每周的客户要求,而且这种运作每周不超过 100小时。我们期望供应商的产能超过客户要求的15%。所有期望都须 与采购和供应商质量管理人员确认并被文件化。
11 25/Jan//01
Run @ Rate Training
Run @ Rate Plan/节拍生产计划
The supplier submits a Run @ Rate Plan to Delphi as documented in their APQP Plan:
10 25/Jan//01
Run @ Rate Training
Supplier Capacity Policy 供应商产能政策
The supplier's operating plan to meet the weekly Customer Requirements (operating plan) and current model service must be 100 hours per week or less. Suppliers are always expected to be able to support flex requirements of 15% over the weekly customer requirements. Any exception must be documented and reviewed with appropriate Purchasing and Supplier Quality Management.
Run @ Rate Training
Company A,B,C
1 25/Jan//01
Run @ Rate Training
H:/达到Delphi的目标是:
2 25/Jan//01
Run @ Rate Training
Agenda/议程
Class
During the Run @ Rate, production tooling is to be in place and running at full capacity, utilizing regular production personnel and support systems, both indirect and direct (stress the manufacturing systems). 节拍生产测试其间,生产模具应满负荷进行,利用正常的人员的支持系
15 25/Jan//01
Run @ Rate Training
Preparation for the Run @ Rate 节拍生产准备
The Supplier is to: /供应商应该 » Eliminate all known scrap and/or rejects in each buffer and at each process step prior to beginning the Run @ Rate. 开始节拍生产前,消除每一过程及缓冲区所有已知的报废和/或不合格品 » Develop a data log to record the actual downtime( planned and unplanned).
Run @ Rate Training
Scope / 范围
All new parts, sourcing changes, and engineering changes are to be reviewed for the applicability for a Run @ Rate.
所有新零件,零件转移,工程更改都需要进行节拍生产测试
To ensure that the supplier is capable of meeting Delphi’s Maximum Schedule Volume(MSV) on a daily and yearly basis.
确认供应商能满足Delphi一天及一年的最大计划产量。
8 25/Jan//01
3 25/Jan//01
Run @ Rate Training
Objectives of This Session 课程目标
Review Delphi Run @ Rate Requirements 了解Delphi节拍生产的要求 Review What Should Be Done Before, During, and After the Run @ Rate 了解在节拍生产之前、之中、之后需要做什么 Discuss How To Determine the Run @ Rate Duration and Focus 讨论节拍生产中如何做决定及关注什么
12 25/Jan//01
Run @ Rate Training
Determining Duration /决定期限
The default length is one day of the Delphi’s daily
production at MSV. 默认期限是Delphi一天的最大计划产量
最大计划产量 - 建立在产品控制及物流或其他功能基础上文件化的客户要求 Planned Machine Loading - The planned run schedules identifying each customer utilization of the machine/tool. 计划加工载荷- 确认每个客户的加工/模具利用情况 Quoted Tool Capacity (QTC) - The tool capacity available to Delphi as outlined in the purchasing agreement. 报价模具产能 – 按采购协议规定的满足Delphi的模具产能 New Part - Part requiring an Initial Production Part Approval/Certification (e.g. PPAP) 新零件 – 新开发零件/新认证零件
理解在执行节拍生产过程中的主要问题
To prevent future capacity and quality problems 预防将来的产能和质量问题
5 25/Jan//01
Run @ Rate Training
| Run @ Rate Purpose >