拆焊台操作方法
使用拆焊台注意事项
使用说明
安装通电:
打开包装,取出主机。
拆下机身底部的红螺丝(一定要注意!)
接通220V电源即可使用。
打开电源开关(POWER),系统即可开始工作。
注意:第一次使用热风吸锡拆焊枪可能会冒白烟,属正常现象。
使用注意事项
1、在热风焊枪内部,装有过热自动保护开关,枪嘴过热保护开关动作,机器停止工作。
必须把风量钮调至最大,延迟2分钟左右,加热器才能工作,机器恢复正常。
2、使用后,要注意冷却机身:关电后,发热管会自动短暂喷出冷风,在此冷却分阶段,不在拔去电源插头。
3、不使用时,请把手柄放在支架上,以防意外。
贴片元件的拆装:
1. 贴片元件的拆卸:根据不同的线路基板材料选择合适的温度及风量,使风咀对准贴片元件的引脚,反复均匀加热,待达到一不定温度后,用镊子稍加力量使其自然脱离基板。
2. 贴片元件的焊装:在已拆贴片元件的位置上涂上一层助焊剂,然后把焊盘整平,用热风把助焊剂吹匀,对准位置,放好贴片元件,用焊锡定位。
在贴片元件应该焊接的地方,全部堆上焊锡(堆锡法),然后再按上述除去多余的焊锡,用电烙铁稍加整形即可。
用本方法焊接贴片元件,焊点美观,焊接迅速牢固,可靠。
注意事项
(1)使用前,必须仔细阅读使用说明。
(2)使用前,必须接好地线,以备泄放静电。
(3)请勿损毁防拆片,否则,保修服务失效!
(4)禁止在焊铁前端网孔放入金属导体,此举会导致发热体损坏及人体触电。
(5)当机器出现故障而不能使用,请与供应商联系。
防静电双合一拆焊台使用说明书

一、产品特点
852/902系列
1、采用传统高精度热点偶测温电路,双运算放大器控制,确保工作稳定。功率大,升温迅速,温 度精确稳定,不受出⻛量影响,真正实现无铅拆焊。 2、发热芯采用最新工艺(⻣架式)、高品质发热体制作,大大的提高了稳定度和可靠性能,及 进一步提高避震和抗打击性能(传统工艺采用石英玻璃制造,承受不了掉落和重震,在运输 和使用过程中非常容易损坏),且工作寿命比传统型⻓很多。 3、同时因发热体采用新工艺,使⻛枪的出⻛方式将气泵和⻛机两种出⻛方式完美结合。当使 用大喷嘴时出⻛气流为柔和螺旋⻛,当使用小喷嘴时出⻛气流为强劲旋转⻛,并气流量均 匀可调,可以适应多种用途。 4、手柄(⻛机型)装有感应开关,只要手握手柄,系统即可迅速进入工作模式;手柄放回手柄架, 系统便会进入待机状态,实时操作方便,同时可延⻓发热体寿命。 5、采用无刷⻛机/气泵作为⻛源,寿命⻓、噪音小。 6、烙铁部分采用优质发热体,升温迅速,使用寿命⻓;防静电设计,防止静电损坏娇嫩的SMD 元件。
706/852D+/862/872/952系列
1、706/852D+/862/872/952系列集成852系列的所有有点,采用最新微电脑处理器PID程控 技术,精确的数码显示⻛枪和烙铁温度。功率大,升温迅速,不受出⻛量影响,实现真正的无 铅拆焊。程序以毫秒为单位高速跟踪⻛枪和烙铁实际温度,神奇的温度补偿速度进一步加 强了温度的稳定性,温度稳态误差小,温度补偿快,能适应各种恶劣环境。 2、⻛枪型采用独有的安全防护,开机自动检测手柄是否在手柄架,防范因手柄掉落引起的安 全隐患。机器各部分器件还设有全面自我检测功能,全智能的超温、短路、开路、过载等故障 显示和保护功能。 3、人性化设计。862系列⻛枪手柄设有手动/自动功能,可根据使用环境情况进行设置。在频繁 使用⻛枪时可选择手动,省去反复升温的时间,方便快捷,提高工作效率! 4、706/872系列产品根据不同地区的市场需要,特设有华氏/摄氏温度精确显示转换,可根据 个人习惯爱好选择显示方式。 5、内部采用微电脑处理器,外围元器件极少,加上最新的SMT工艺制造,整机信号流向清晰明 了,机器稳定和安全性能进一步提高。 6、烙铁部分根据不同需要和要求,可定制国产优质发热芯手柄和大功率进口芯手柄两种手柄!
拆焊工具使用方法

拆焊工具使用方法引言:拆焊工具是一种常用于电子维修和电路板修复的工具。
它们能够有效地拆卸焊接的元件,使得维修过程更加便捷和高效。
本文将介绍几种常见的拆焊工具及其使用方法,帮助读者更好地理解和掌握这些工具的使用技巧。
一、焊锡吸取器焊锡吸取器是一种常见的拆焊工具,用于吸取焊接点上的焊锡。
使用焊锡吸取器的步骤如下:1. 准备好焊锡吸取器和焊接点。
2. 将焊锡吸取器的吸嘴对准焊接点上的焊锡。
3. 加热焊接点,使焊锡熔化。
4. 快速将焊锡吸取器的吸嘴贴近焊接点,按下吸取器的按钮,吸取焊锡。
5. 检查焊接点,确保焊锡已被完全吸取。
二、焊锡刀焊锡刀是一种用于切割焊锡的工具,常用于拆卸焊接的元件。
使用焊锡刀的步骤如下:1. 准备好焊锡刀和焊接点。
2. 加热焊接点,使焊锡熔化。
3. 将焊锡刀的刀片对准焊接点上的焊锡。
4. 用适当的力度将焊锡刀的刀片切入焊锡中,切割焊锡。
5. 检查焊接点,确保焊锡已被完全切割。
三、热风枪热风枪是一种利用高温气流来加热焊接点的工具,常用于拆卸焊接的元件。
使用热风枪的步骤如下:1. 准备好热风枪和焊接点。
2. 调节热风枪的温度和风速,使其适合焊接点的要求。
3. 将热风枪的喷嘴对准焊接点,保持一定的距离。
4. 开启热风枪,使热风吹向焊接点,加热焊接点。
5. 当焊锡熔化时,用镊子或其他工具迅速拆卸焊接的元件。
四、焊锡除锡剂焊锡除锡剂是一种用于去除焊锡残留的化学溶剂。
使用焊锡除锡剂的步骤如下:1. 准备好焊锡除锡剂和焊接点。
2. 将焊锡除锡剂涂抹在焊接点上。
3. 等待一段时间,让焊锡除锡剂起作用。
4. 用棉签或刷子轻轻擦拭焊接点,去除焊锡残留。
5. 用清洁剂清洗焊接点,确保焊锡除锡剂完全清除。
结论:拆焊工具是电子维修和电路板修复过程中不可或缺的工具。
通过正确使用焊锡吸取器、焊锡刀、热风枪和焊锡除锡剂,可以有效地拆卸焊接的元件,提高维修效率。
在使用这些工具时,需要注意安全操作,避免对电子元件和自身造成损害。
如何正确使用拆焊台热风枪
如何正确使用拆焊台热风枪热风枪是维修通信设备的紧张东西之一,主要由气泵,气流波动器,线性电路板,手柄,外壳等根本组件组成。
其主要作用是拆焊小型贴片元件和贴片集成电路。
准确运用热风枪可进步维修服从,假如运用不妥,会将电话主板破坏。
若有的维修职员在取下功放或CPU时,发明电话电路板掉焊点,塑料排线座及键盘座被破坏,乃至出现短路景象。
这实际是维修职员不睬解热风枪的特性形成的。
因而,怎样准确运用热风枪是维修电话的要害。
1.吹焊小贴片元件的办法:电话中的小贴片元件主要包罗片状电阻,片状电容,片状电感及片状晶体管等。
关于这些小型元件,普通运用热风枪进行吹焊。
吹焊时肯定要掌握好风量,风速和睦流的方向。
假如操纵不妥,不但会将小元件吹跑,并且还会破坏大的元器件。
吹焊小贴片元件普通接纳小嘴喷头,热风枪的温度调至23挡,风速调至12挡。
待温度和睦流波动后,便可用手指钳夹住小贴片元件,使热风枪的喷头离欲拆散的元件23CM,并保持垂直,在元件的上方向平均加热,待元件四周的焊锡熔化后,用手指钳将其取下。
假如焊接小元件,要将元件放正,若焊点上的锡不够,可用烙铁在焊点上加注过量的焊锡,焊接手法与拆散办法一样,只需留意温度与气流方向即可。
2.吹焊贴片集成电路的办法:用热风枪吹焊贴片集成电路时,起首应在芯片的表面涂放过量的助焊剂,如许既可防止干吹,又能协助芯片底部的焊点平均熔化。
由于贴片集成电路的体积相对较大,在吹焊时可接纳大嘴喷头,热风枪的温度可调至34挡,风量可调至23挡,风枪的喷头离芯片2.5CM左右为宜.吹焊时应在芯片上方平均加热,直到芯片底部的锡珠完全溶化,此时使用手指钳将整个芯片取下.需求阐明的是,在吹焊此类芯片刻,肯定要留意能否影响周边元件.别的芯片取下后,电话电路板会残留余锡,可用烙铁将余锡驱除。
若焊接芯片,应将芯片与电路板相应地位对齐,焊接手法与拆散办法相同。
热风拆焊台操作说明书
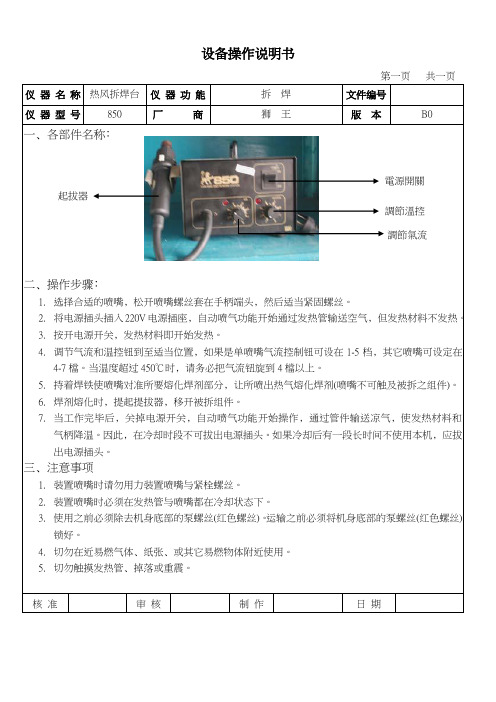
设备操作说明书
第一页共一页
仪器名称热风拆焊台仪器功能拆焊文件编号
仪器型号850 厂商狮王版本B0
一﹑各部件名称﹕
電源開關起拔器
調節溫控
調節氣流
二﹑操作步骤﹕
1.选择合适的喷嘴﹐松开喷嘴螺丝套在手柄端头﹐然后适当紧固螺丝。
2.将电源插头插入220V电源插座﹐自动喷气功能开始通过发热管输送空气﹐但发热材料不发热。
3.按开电源开关﹐发热材料即开始发热。
4.调节气流和温控钮到至适当位置﹐如果是单喷嘴气流控制钮可设在1-5档﹐其它喷嘴可设定在
4-7檔。
当温度超过450℃时﹐请务必把气流钮旋到4檔以上。
5.持着焊铁使喷嘴对准所要熔化焊剂部分﹐让所喷出热气熔化焊剂(喷嘴不可触及被拆之组件)。
6.焊剂熔化时﹐提起提拔器﹐移开被拆组件。
7.当工作完毕后﹐关掉电源开关﹐自动喷气功能开始操作﹐通过管件输送凉气﹐使发热材料和
气柄降温。
因此﹐在冷却时段不可拔出电源插头。
如果冷却后有一段长时间不使用本机﹐应拔出电源插头。
三﹑注意事项
1.装置喷嘴时请勿用力装置喷嘴与紧栓螺丝。
2.装置喷嘴时必须在发热管与喷嘴都在冷却状态下。
3.使用之前必须除去机身底部的泵螺丝(红色螺丝)。
运输之前必须将机身底部的泵螺丝(红色螺丝)
锁好。
4.切勿在近易燃气体﹑纸张﹑或其它易燃物体附近使用。
5.切勿触摸发热管﹑掉落或重震。
核准审核制作日期。
BaKon 870A 防静电 SMD热风拆焊台 使用说明
使用说明本说明书中,指出预防事故发生的重要事项和产品的使用方法, 请仔细阅读本说明书,安全使用本产品。
阅读后,请将此说明书 妥善保管。
注意870A 防静电S M D热风拆焊台包装清单注意事项请检查 BK-870A 包装,以证实所列清单项目正确无误:870A热风拆焊台 ………………………………………1个拆焊台手柄 ………………………………………………1个支架 ………………………………………………………1个使用说明书 ……………………………………………1本喷嘴 ……… ……………………………………………2 个BK 保修卡 ………………………………………………1张※切勿在靠近燃气体、纸张、或其它易燃物体附近使用本机器。
喷嘴和热气能灼伤人体,切勿 触摸发热管或以热气直喷体部。
对于新机,因手柄内有隔热材料 云母管,开机后短时间内 会冒白烟,属于正常现象。
※切勿拆开气泵。
※发热管含有石英玻璃,如果掉落或重震会使玻璃破碎。
※替换发热材料时,型号须相同,依照拆开时的相反程序,装好发热丝。
※长久不使用本机器,应拔掉电源插头。
产品特点●动态实时显示发热体温度,设置温度显示及风量显示。
●设置温度与设置风量具贮存功能。
●发热材料的自动保护(采用脉冲式加热),能更好维护发热体、手柄和风头以延长机器使用寿命。
●内置先进微型电脑,数码调节/显示系统。
●内置温度传感器,不论风量大小,输出温度亦能保持稳定。
●机身、手柄双调控,能准确调节出风量与温度以配合各类芯片的解焊需要。
●拔焊工作完毕,关机后自动送风冷却系统工作。
且此时气流能调节大小,约一分钟后自动 关闭系统。
特有功能一.开机显示机型"870A".二.电源开关关闭时所有电源切断,与以前机型不同(以前机型在关闭电源后延时关机,是一种假关机).三.工作过程中显示"S......",为数据保存中.四.一般故障指示:1.r-Er ------------>读存储器错误.2.s-Er ------------>保存出错. 五.校正:打开电源开关->按住ON/OFF键,进入校正状态.AIR键切换符号"0"为正,"-"为负.HI.LO设定数值(0~50).例如: 使用设定温度为:350℃ 实际测试温度为:340℃ 补正温度输入为:+10℃3.n--- ------------>按键短路.4.sEns ------------>sensor NG或超高温指示.意思为:实际温度偏低10℃.设定完成按ON/OFF 键保存.空气量大小温度升高温度降低功能开关BK-870A 手柄图解例子:从摄氏200度变更为摄氏250度.*控制风量控制.数据加变更.数据减变更.工作/待机开关.*显示BK870A具有一个四位数字显示屏.依据所选模式,会显示:工作模式前三位为传感器温度(风口的温度),后一位为风量等级.输入数值所选数值错误标记请参照[错误标记]一节1.按开电源开关.2.显示完成 870A 后处于待机状态使用说明[5.2] 除锡过程●打开电源开关,开始加热。
拆焊台操作方法

6.在芯片上涂上少许的助焊剂,拆焊台热气口对着芯片引脚循环、均匀的给芯片加热。
7.当看见芯片的引脚的锡有明显融化现象时,用镊子轻轻拨动芯片使芯片引脚脱离引脚焊盘。
三、注意事项。
拟订
审核
批准
时间
时间
时间
一、目的。
指导维修人员用正确的方法拆、焊器件,提高维修效率,避免因操作不当导致被维修主板的报废。
二、操作方法。
1.根据不同的器件封装更换不同的拆焊头示灯亮)。
3.调节温度旋扭至4的档位,调节风力开关至0,(空气指示灯常亮,温度指示灯不停闪烁)。
4.当温度上升至设定的温度时,将空气开关调至2便可进行拆焊操作。
QUICKD热风拆焊台操作说明书

FORM NO:QF-00001 REV.3DFORM NO:QF-00002 REV.3DFORM NO:QF-00002 REV.3DFORM NO:QF-00002 REV.3D4.4.7.4 同时按住CH1,CH3两键15秒,进入温度校准模式,窗口显示CAL2秒进入温度校准输入窗口4.4.7.5 LCD显示百位数闪烁,按TEMP▲或TEMP▼键进行数值选择,按AIR▲和AIR▼键进行百位,十位,个位数的数位选择,输入温度测试仪的读数值,三位读数值输入完成,按CH2键确定,温度校准完成4.4.7.6 校准成功,窗口显示SAV--,如温度校准不成功,窗口显示NO---4.4.7.7 在工作状态,温度稳定时(400℃),重新用温度测试仪测量手柄出风口温度,温度仍有误差,则按以上布骤重复校准,4.4.8 拆焊台喷嘴更换4.4.8.1 将选择的喷嘴放置在手柄的出风口钢管内,喷嘴上的四个定位卡口必须进入钢管的安装槽内。
4.4.8.2 顺时针转动喷嘴,直到无法转动为止4.4.8.3 用所配的扳手卡住喷嘴,顺时针转动,扳手三个卡脚放置在喷嘴的三个卡槽中4.4.8.4 拆卸喷嘴时,用扳手卡住喷嘴,逆时针转动,喷嘴松动,取下喷嘴。
4.4.9 拆焊台使用时温度,风量设定4.4.9.1 IC类零件热风枪参数设定4-16PIN:焊接温度400℃±30℃,风量档位:100-110,吹焊接距离10mm~20mm,吹焊时间60-70s16-128PIN: 焊接温度400℃±30℃,风量档位:100-110,吹焊接距离10mm~20mm,吹焊时间70-80s128PIN以上:焊接温度400℃±30℃,风量档位:100-110,吹焊接距离10mm~20mm,吹焊时间80-100sFORM NO:QF-00002 REV.3DFORM NO:QF-00002 REV.3DFORM NO:QF-00002 REV.3D。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
指导维修人员用正确的方法拆、焊器件,提高维修效率,避免因操作不当导致被维修主板的报废。
二、操作方法。
1.根据不同的器件封装更换不同的拆焊头。
2.插上拆焊台电源线,电源开关至ON位置(电源指示灯亮)。
Байду номын сангаас3.调节温度旋扭至4的档位,调节风力开关至0,(空气指示灯常亮,温度指示灯不停闪烁)。
4.当温度上升至设定的温度时,将空气开关调至2便可进行拆焊操作。
5.操作时要双手并用(左手拿镊子、右手拿拆焊手柄)。
6.在芯片上涂上少许的助焊剂,拆焊台热气口对着芯片引脚循环、均匀的给芯片加热。
7.当看见芯片的引脚的锡有明显融化现象时,用镊子轻轻拨动芯片使芯片引脚脱离引脚焊盘。
三、注意事项。
拟订
审核
批准
时间
时间
时间