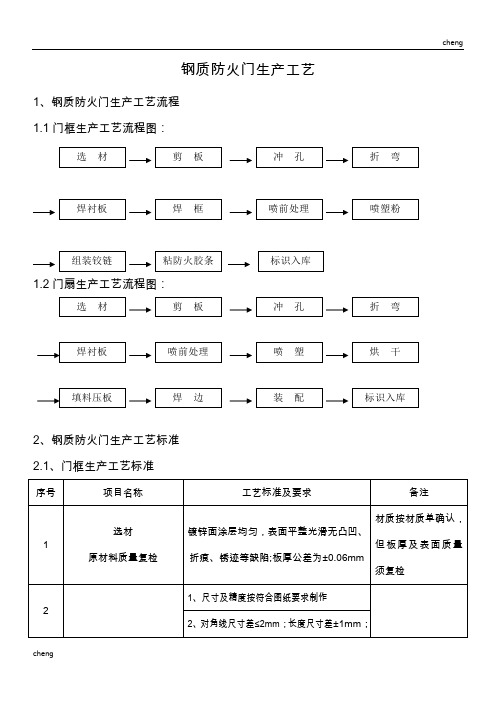
钢质防火门工艺流程图
钢质【防火涂料】门生产工艺
剪板下料
1、尺寸及精度按符合图纸要求制作
2、对角线尺寸差≤2mm;长度尺寸差±1mm;宽度尺寸差±1mm
3、制件不得有飞边、毛刺、折痕等缺陷
3
冲孔(槽)等
1、尺寸及精度按符合图纸要求制作
2、孔(槽)处不得有拉毛、毛刺等缺陷;冲孔(槽)后去毛刺
4
折弯成型
1、尺寸按图纸要求制作
2、折弯垂直度:90°±0.5°
4、去毛刺、修平
5、锁孔马仔加强板位置偏差≤0.5mm
6、用电焊机沿加强板周边进行点焊,焊点间距为50~100mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷
组焊铰链加强板
1、尺寸按图纸要求制作
2、加强板左右位置≤1.5mm
3、加强板上下位置≤2mm
4、去毛刺、修平
5、用电焊机沿加强板周边进行点焊,焊点间距为20~30mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷
2、冷压机压板,压力为8兆帕,时间为8-10小时
组对后
门板精度
1、前后面板组合压板后高度尺寸差±1mm
2、门板高度方向弯曲度2<‰
3、门板宽度方向弯曲度2<‰
5、门板扭曲度≤3mm
6、门板两对角线长度差≤2.5mm
6
组合骨架
1、尺寸按图纸要求制作
2、焊接平面接口要求满焊,焊接后磨平抛光,不得有虚焊、烧穿、气孔等缺陷
3、其它位置点焊处,焊点间距为4~6mm,单边焊点不得少于3点,焊接牢固,焊点不得有虚焊、烧穿等缺陷
尺寸公差
骨架高度
-1~﹢1mm
骨架宽度
-2~﹢1mm
形位公差
骨架两对角线长度差
≤m
7
喷塑前处理
防火门工程施工方案
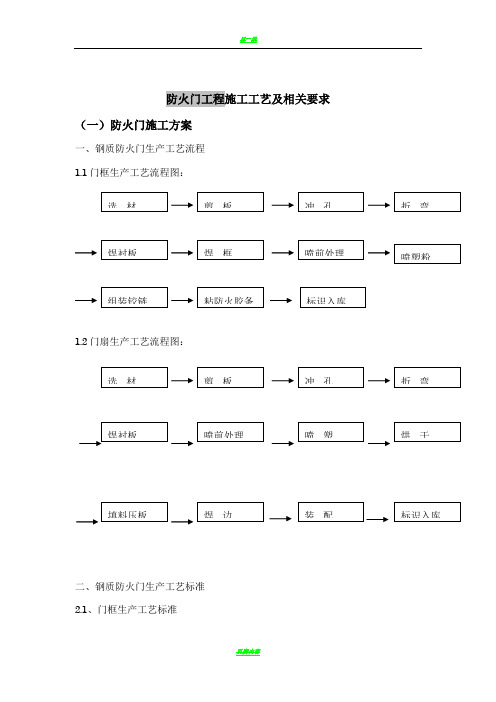
防火门工程施工工艺及相关要求(一)防火门施工方案一、钢质防火门生产工艺流程1.1门框生产工艺流程图:1.2门扇生产工艺流程图:二、钢质防火门生产工艺标准2.1、门框生产工艺标准2.2、门扇生产工艺标准三、钢质防火门安装工艺(一)钢防火门框及扇安装1.1 作业条件1.1.1门框填充应堆放整齐,用水泥、砂子现场搅拌或用豆石砼填充密实。
1.1.2门框安装前先检查有无窜角、翘扭、弯曲、劈裂。
如有以上情况首先修复再进入施工现场。
1.1.3门框门扇进场后找地方分类码放平整,每层要垫平、垫高。
地面无积水。
每层框与扇之间垫木条通风,露天堆放时,用苫布盖好,防日晒雨淋。
1.1.4门框安装前应根据图纸尺寸核实后进行安装,并按图纸开启方向安装如有开启方向不符合消防验收的,以书面形式向甲方提出更改,安装高度按建筑标高线进行控制。
1.1.5门框安装尽量在墙面抹灰、精装修之前进行,门扇安装宜在墙面及地面完成后再进行,如抹灰及地面未完成时需要安装门扇应注意成品保护。
防止碰撞和污染。
1.2安装中的过程控制1.2.1工艺流程:1.2.2洞口测试进场前必须将建筑平面图、门窗表、大样图综合后,再对照现场洞口和实际数量,应做到门窗表、大样图及规格、型号、数量都相符。
1.3门框安装要求1.3.1验收甲方收货时应认真按供货合同核对数量、规格、等级及各种配件是否合格、齐全。
1.3.2保管、贮存防火门应贮存在通风干燥处。
门框到场后集中堆放,运输;应有防晒、防潮、防腐措施。
产品平放时,底部必须垫平,门框堆码高度不得超过1.5m;门扇堆码高度不得超过1.2m;产品竖放时,其斜度不得大于20,长度不得超过5.0m。
1.3.3安装a) 钢质防火门框安装前,必须进行检查,如因运输贮存不慎导致门框、门扇翘曲、变形,应修复后方可进行安装。
b) 防火门的开启方向必须为疏散方向。
若有靠墙开启位置时,应考虑门扇开启是否能达到90度角。
c) 钢质防火门立樘时,须将门框按规格、型号、数量分类运输至相应的安装位置,再核对该洞口标高线和开向是否相符。
钢质防火门生产工艺

组装防火铰链
1、装配尺寸按图纸要求制作
2、防火铰链能支撑门体重量并应转动灵活
3、门框、门扇配合活动间隙不大于4mm
10
装防火胶条
1、防火胶条按照一致性要求领用
2、门框内槽口粘贴防火胶条
11
门框顶部装标牌
1、装配尺寸按图纸要求制作
2、标牌用拉铆钉固定,铆接牢固、可靠
3、安装位不得偏斜、歪,标牌与门框性能要求一致
9
填充内填充材料
1、按图纸要求制作在后面板上涂胶粘剂粘接组合骨架
2、冷压机压板,压力为6兆帕,时间为4-6小时
3、在后面板组件中填充珍珠岩/蛭石填充材料,填充密度达到规定要求,热压机压板,压力为10兆帕,时间为0.5-1小时
4、检测填充材料填充密度是否达到规定要求
10
组合压板
压板
1前面板内侧平面涂胶粘剂,刮平,均匀,前面板与后面板组件扣合,
12
门扇装包边
45°接口处无明显接缝间隙、无毛刺、接缝处塑粉面无损伤。紧固螺钉间距不大于300mm且沿门扇宽度方向排布
组装防火铰链
1、装配尺寸按图纸要求制作
2、防火铰链能支撑门体重量并应转动灵活
3、门框、门扇配合活动间隙不大于4mm
4、门扇与门框铰链边贴合间隙不大于2mm
5、门的开启边在关门状态与门框贴合面间隙不大于3mm
2
剪板下料
1、尺寸及精度按符合图纸要求制作
2、对角线尺寸差≤2mm;长度尺寸差±1mm;宽度尺寸差±1mm
3、制件不得有飞边、毛刺、折痕等缺陷
3
冲孔(槽)等
1、尺寸及精度按符合图纸要求制作
2、孔(槽)处不得有拉毛、毛刺等缺陷;冲孔(槽)后去毛刺
4
防火门工艺流程1
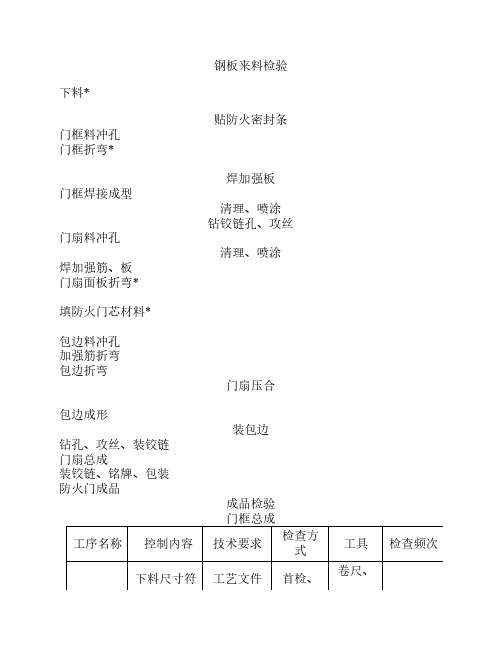
工序名称控制内容技术要求检查方式工具检查频次下料尺寸符工艺文件首检、卷尺、钢板来料检验剪板下料*贴防火密封条门框料冲孔门框折弯*焊加强板门框焊接成型清理、喷涂钻铰链孔、攻丝门扇料冲孔清理、喷涂焊加强筋、板门扇面板折弯*填防火门芯材料*包边料冲孔加强筋折弯包边折弯门扇压合包边成形装包边钻孔、攻丝、装铰链门扇总成装铰链、铭牌、包装防火门成品成品检验门框总成剪板下料合要求要求巡检游标卡尺开机首检折弯折弯尺寸符合要求工艺文件要求首检、巡检卷尺、游标卡尺开机首检焊接焊点是否饱满有无假焊焊接操作规程要求自检目测全检填防火门芯材料 材料填充满足标准要求工艺文件要求自检游标卡尺磅称全检注:带“*”符合为关键工序主要质量控制点要求:木材来料检验木材下料*阻燃处理*贴防火密封条防火板门扇压合门扇骨架开料整形立框开料整形横框开料整形开榫铣槽开榫铣槽组合门框开榫门扇骨架填充防火门芯*饰面板整形安装铁条木材干燥处理整形门框表面处理整形封边BAA表面装饰整形开锁孔工序名称控制内容技术要求检查方式工具检查频次下料下料尺寸符合要求工艺文件要求自检卷尺、游标卡尺全检阻燃处理 阻燃参数符合要求工艺文件要求自检游标卡尺每罐/次填防火门芯材料 材料填充满足标准要求工艺文件要求自检游标卡尺磅称全检B门扇表面处理五金配件 防火门总成成品检验注:带“*”符号为关键工序主要质量控制点要求:。
防火门制作工艺及作业指导书
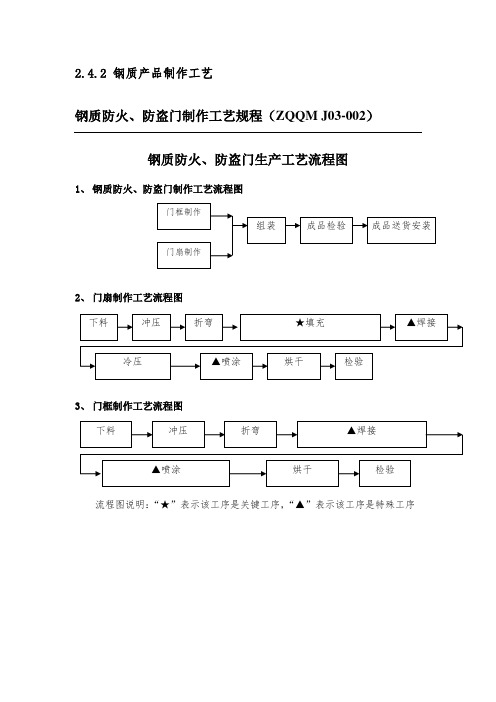
2.4.2 钢质产品制作工艺钢质防火、防盗门制作工艺规程(ZQQM J03-002)钢质防火、防盗门生产工艺流程图1、钢质防火、防盗门制作工艺流程图2、门扇制作工艺流程图3、门框制作工艺流程图流程图说明:“★”表示该工序是关键工序,“▲”表示该工序是特殊工序钢质防火、防盗门作业指导书下料3.1、材料门框、门面板、玻璃压条、盖缝板用镀锌板,其它件用普通碳素钢冷轧/热轧薄钢板。
3.2、所用设备及工艺装备剪板机Q11-6×2500、钢卷尺3m。
3.3、下料要求技术人员按照合同要求以及产品设计文件提供下料单(包含材料和下料尺寸),下料方案以最大限度提高原材料利用率为原则,各下料工件表面平整、竖直,断面方正,几何尺寸准确,下料公差为:尺寸≤120为±0.4, 尺寸>120-315为±0.6, 尺寸>315-500为±0.8, 尺寸>500-1000为±1.0, 尺寸>1000-2000为±1.2, 尺寸>2000-3150为±1.2。
3.4、下料下料人员按照下料单及下料要求剪板下料, 并保证下料尺寸。
3.5、检验首件完成后必须进行尺寸检验,合格后方可生产,并将检验结果记入《首件检查卡片》表中。
中间巡检,完工后随机抽取5%进行完工检验,合格后方可转入下序,并将检验结果记入《产品质量检查记录》表中。
4、冲压4.1、所用设备及工艺装备冲床JC23-63、冲床JC23-80、折页孔冲孔模、前后锁孔冲孔模、侧锁孔冲孔模、锁舌孔冲孔模、玻璃压条切头模、钢卷尺3m、游标卡尺0.02/300。
4.2、冲压要求模具严格按要求使用,冲压件严格定位,严防错位、移位;防止工件表面划伤磕碰,无可见压痕;几何尺寸准确。
4.3、冲压4.3.1、冲折页孔在左或右门框之前框上(具体根据门的开启方向定,双扇门左右都冲)用折页孔冲孔模冲折页孔,保证设计文件或施工单尺寸要求。
防火门工程施工方案之令狐文艳创作
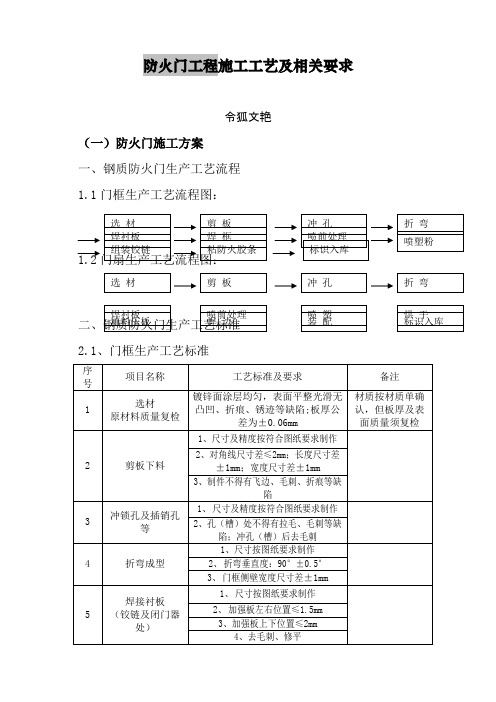
防火门工程施工工艺及相关要求令狐文艳(一)防火门施工方案一、钢质防火门生产工艺流程1.1门框生产工艺流程图:1.2门扇生产工艺流程图:二、钢质防火门生产工艺标准2.1、门框生产工艺标准选 材 剪 板 折 弯 焊衬板 焊 框 喷塑粉 组装铰链 粘防火胶条 选 材 剪 板 冲 孔 折 弯 焊衬板 喷前处理 喷 塑 烘 干 填料压板 焊 边 装 配 标识入库2.2、门扇生产工艺标准三、钢质防火门安装工艺(一)钢防火门框及扇安装1.1 作业条件1.1.1门框填充应堆放整齐,用水泥、砂子现场搅拌或用豆石砼填充密实。
1.1.2门框安装前先检查有无窜角、翘扭、弯曲、劈裂。
如有以上情况首先修复再进入施工现场。
1.1.3门框门扇进场后找地方分类码放平整,每层要垫平、垫高。
地面无积水。
每层框与扇之间垫木条通风,露天堆放时,用苫布盖好,防日晒雨淋。
1.1.4门框安装前应根据图纸尺寸核实后进行安装,并按图纸开启方向安装如有开启方向不符合消防验收的,以书面形式向甲方提出更改,安装高度按建筑标高线进行控制。
1.1.5门框安装尽量在墙面抹灰、精装修之前进行,门扇安装宜在墙面及地面完成后再进行,如抹灰及地面未完成时需要安装门扇应注意成品保护。
防止碰撞和污染。
1.2安装中的过程控制1.2.1工艺流程:1.2.2洞口测试进场前必须将建筑平面图、门窗表、大样图综合后,再对照现场洞口和实际数量,应做到门窗表、大样图及规格、型号、数量都相符。
1.3门框安装要求1.3.1验收甲方收货时应认真按供货合同核对数量、规格、等级及各种配件是否合格、齐全。
1.3.2保管、贮存防火门应贮存在通风干燥处。
门框到场后集中堆放,运输;应有防晒、防潮、防腐措施。
产品平放时,底部必须垫平,门框堆码高度不得超过 1.5m;门扇堆码高度不得超过 1.2m;产品竖放时,其斜度不得大于20,长度不得超过5.0m。
1.3.3安装a) 钢质防火门框安装前,必须进行检查,如因运输贮存不慎导致门框、门扇翘曲、变形,应修复后方可进行安装。
不锈钢防火门施工指南:从安装到完工
不锈钢防火门施工指南:从安装到完工1. 施工前准备1.1 材料准备在施工前,需要确保所有材料已按照设计图纸和规范准备完毕。
主要包括:- 不锈钢防火门- 门框、门扇连接件- 防火门闭门器、门锁- 防火密封条- 防火涂料- 施工工具(如电钻、螺丝刀、扳手等)1.2 现场准备- 清理施工场地,确保门洞尺寸符合设计要求;- 检查门洞是否平整、垂直,如有问题,需提前整改;- 准备施工所需的水、电等资源。
1.3 技术交底在施工前,项目负责人应组织技术人员和施工人员进行技术交底,明确施工要求、施工顺序和注意事项。
2. 防火门安装2.1 门框安装1. 按照设计图纸,将门框放入门洞,调整门框使其垂直、水平。
2. 使用螺丝将门框与门洞墙体固定。
3. 检查门框垂直度、水平度,确保符合规范要求。
2.2 门扇安装1. 将门扇放入门框,调整门扇使其符合设计要求。
2. 使用螺丝将门扇与门框连接件固定。
3. 检查门扇开启、关闭是否顺畅,密封性能是否良好。
2.3 防火门闭门器、门锁安装1. 根据设计要求,安装闭门器和门锁。
2. 调整闭门器使其符合规范要求,保证防火门在关闭时能够自动关闭。
3. 检查门锁是否牢固,开启、关闭是否顺畅。
3. 防火密封条安装1. 清洁门框、门扇连接处,确保无灰尘、油污等杂物。
2. 根据设计要求,将防火密封条安装在门框、门扇连接处。
3. 检查防火密封条是否牢固,确保密封性能良好。
4. 防火涂料施工1. 清洁门框、门扇表面,确保无灰尘、油污等杂物。
2. 根据设计要求,涂刷防火涂料。
涂刷应均匀,无遗漏。
3. 检查涂刷质量,确保涂层厚度符合规范要求。
5. 验收与交付1. 施工完成后,组织验收。
验收内容包括:- 防火门安装是否符合规范要求;- 防火密封条密封性能是否良好;- 防火涂料涂刷质量是否合格。
2. 验收合格后,将防火门交付使用方,并办理相关手续。
6. 施工注意事项- 严格按照设计图纸和规范要求施工;- 施工过程中,确保施工安全,防止意外伤害;- 防火涂料应选用合格产品,确保防火性能;- 施工过程中,确保材料、设备完好,避免损坏;- 施工完成后,及时清理现场,保证环境卫生。
防火门工程施工方案
防火门工程施工工艺及相关要求(一)防火门施工方案一、钢质防火门生产工艺流程1.1门框生产工艺流程图:1.2图:二、钢质防火门生产工艺标准2.1、门框生产工艺标准2.2、门扇生产工艺标准三、钢质防火门安装工艺(一)钢防火门框及扇安装1.1作业条件1.1.1门框填充应堆放整齐,用水泥、砂子现场搅拌或用豆石砼填充密实。
1.1.2门框安装前先检查有无窜角、翘扭、弯曲、劈裂。
如有以上情况首先修复再进入施工现场。
1.1.3门框门扇进场后找地方分类码放平整,每层要垫平、垫高。
地面无积水。
每层框与扇之间垫木条通风,露天堆放时,用苫布盖好,防日晒雨淋。
1.1.4门框安装前应根据图纸尺寸核实后进行安装,并按图纸开启方向安装如有开启方向不符合消防验收的,以书面形式向甲方提出更改,安装高度按建筑标高线进行控制。
1.1.5门框安装尽量在墙面抹灰、精装修之前进行,门扇安装宜在墙面及地面完成后再进行,如抹灰及地面未完成时需要安装门扇应注意成品保护。
防止碰撞和污染。
1.2安装中的过程控制1.2.1工艺流程:1.2.2洞口测试进场前必须将建筑平面图、门窗表、大样图综合后,再对照现场洞口和实际数量,应做到门窗表、大样图及规格、型号、数量都相符。
1.3门框安装要求1.3.1验收甲方收货时应认真按供货合同核对数量、规格、等级及各种配件是否合格、齐全。
1.3.2保管、贮存防火门应贮存在通风干燥处。
门框到场后集中堆放,运输;应有防晒、防潮、防腐措施。
产品平放时,底部必须垫平,门框堆码高度不得超过1.5m;门扇堆码高度不得超过1.2m;产品竖放时,其斜度不得大于20,长度不得超过5.0m。
1.3.3安装a)钢质防火门框安装前,必须进行检查,如因运输贮存不慎导致门框、门扇翘曲、变形,应修复后方可进行安装。
b)防火门的开启方向必须为疏散方向。
若有靠墙开启位置时,应考虑门扇开启是否能达到90度角。
c)钢质防火门立樘时,须将门框按规格、型号、数量分类运输至相应的安装位置,再核对该洞口标高线和开向是否相符。
甲级钢质防火门安装工艺
十、甲级钢质防火门
1、准备工作
(1)确认防火门窗的规格、型号、质量,确保符合设计要求。
(2)准备所需的安装工具和材料,如螺丝刀、电钻、固定片等。
(3)清理门窗洞口和周围环境,保证工作面干净整洁。
2、测量定位
根据设计图纸和现场实际情况,对门窗洞口进行测量定位,确定门窗框的位置和尺寸。
同时,应考虑建筑物的沉降缝、伸缩缝等因素,确保安装质量。
3、安装固定片
在门窗框上安装固定片,固定片的位置应符合设计要求,并确保牢固可靠。
在安装固定片时,应先用电钻在门窗框上打孔,然后将固定片插入孔中,用螺丝固定。
4、安装门窗框
将门窗框安装在固定片上,调整好位置和角度,用螺丝固定牢固。
在安装过程中,应注意保持门窗框的平整度和垂直度,避免出现扭曲或变形现象。
5、安装门窗扇
将门窗扇安装在门窗框上,调整好位置和角度,确保开关灵活、无卡滞现象。
在安装过程中,应注意保持门窗扇的平整度和紧密性,避免出现漏风或漏雨现象。
6、密封处理
对门窗框和门窗扇之间的缝隙进行密封处理,确保严密不漏。
密封材料应选用防火性能好的材料,如防火密封胶等。
在密封处理时,应注意保持缝隙的平整度和均匀性。
7、检查调试
安装完成后,应对防火门窗进行检查调试,确保各项功能正常。
检查内容包括门窗的开启关闭是否顺畅、五金配件是否完好、密封性能是否良好等。
如有问题应及时处理。
8、清理验收
对安装完成的防火门窗进行清理验收,确保外观整洁美观、质量符合要求。
同时,应做好相关记录和资料归档工作。
钢制防火门折弯制作工艺流程
钢制防火门折弯制作工艺流程
答案:
一、准备工具
钢质防火门折弯前需要准备的工具主要有:折弯机、切割机、手动卷板机、卷尺、卡尺等。
从以上几种工具的选用上来看,其重要性不言而喻,只有准备好这些工具,才能确保钢质防火门的折弯和加工质量。
二、折弯步骤
1、准备好需要折弯的钢质防火门。
2、拿出卷尺进行测量,并做出标记,确定要折弯的位置和角度。
3、将钢质防火门放入折弯机中,进行调整。
4、按照标记的位置和角度,开始折弯。
5、在第一次折弯完成后,调整折弯机,进行第二次折弯处理。
6、在折弯完成后,使用手动卷板机进行滚边处理,以确保钢质防火门的平整度和美观度。
三、注意事项
1、在使用折弯机进行折弯前,务必检查折弯机,确保其工作正常,保证安全操作。
2、在折弯过程中,需要根据具体的情况进行适度的调整,注意力度的掌握,确保折弯后钢质防火门的尺寸准确。
3、为了保证铁门的美观度,需要在使用手动卷板机进行滚边处理时,根据具体情况适当加强力度和频率。
4、在折弯完成后,需要对钢质防火门进行检查,确保其质量合格。
但需要注意的是,在进行折弯的过程中,一定要注意安全和准确性,保障工作台的平整度和稳定性,以及加强工具与工作台的固定,保护整个生产流程的完整性。
同时,需要在工作前对相关安全知识和工艺技巧进行详细了解和掌握,以确保制作出来的钢质防火门具有良好的品质和可靠性。