学习情景五干式复合上胶讲义量的控制
干式复合上胶量的控制与测算

• ……机速过高会产生气泡,可以在胶槽中放一根匀 墨棒。
整理课件
6
水性胶热熔点高, “二次流平”的效果差
• ……复合热鼓温度设置为75 ℃ - 85 ℃ ……复 合热鼓压力尽量放到最大。注: 在考虑薄膜和工艺 的承受能力情况下要尽量按以上的建议条件设定温 度……
整理课件
22
介绍一下实际的电雕辊制作
整理课件
23
考虑到溶剂残留的复合工艺
复合速度
热风对流型
90 米 75米 60米
国产冲击型
120米 100米 80米
进口冲击型
150米 125米 100米
75%
普通胶
浓度35%
120线 165线
压纹
电雕
2.4克
3克
2.2克 2.8 克
2.0克 2.6克
70%
铝箔胶
整理课件
18
涂布量对剥离强度的影响
4克以上的涂布量,还要保证干燥彻底(复合下机 测量,残留小于5毫克),一般的小设备是很难做到的 。然而用这些小设备做蒸煮袋的大有人在。这些厂也从 失败中摸索出经验——4克以上的涂布量反而不如3克左 右的好。仔细考察后觉得不无道理,与其涂胶量4克以 上导致干燥不良(我们经常替客户测成品袋的残留, 20-30毫克的很多),还不如涂布量少一点,干燥状态 好一点,出问题的几率倒减小了。
整理课件
19
干燥程度对剥离强度的影响
要增加蒸煮袋的剥离强度,还要在提高干燥系统的能力上下 功夫,具体地说就是:进风系统减少循环风量,多进新鲜风;加大 排风量,保持干燥箱负压。
学习情景五 干式复合上胶量的控制资料

涂胶辊压的选用
压力辊的目的是将印膜与涂布辊压实,使其涂布 均匀,不产生气泡。
涂胶辊压的选用
涂胶压辊的硬度与粘合剂的涂布
硬胶辊
软胶辊
硬度控制在80邵氏左右。
涂胶辊压的选用
涂胶压辊的压力与涂布状态
涂胶压辊
网纹辊
上 胶 量
压胶辊的选用
橡胶压辊的表面是否有损伤,有缺陷。
胶辊使用时间长了之后,表面缺乏弹性,有“硬化
上胶量的控制
练习2: 上胶量的操作演示。
涂胶装置
网线辊
网线辊涂胶原理: 网纹辊浸入胶盘,胶液注满网孔,离开胶液,表
面平滑处的胶液由刮刀刮去,网纹辊与涂胶基膜接触时,
在橡胶辊加压下,胶液转移到了基膜,利用胶液的流动 性,自动铺开流平,由网点变成均匀、连续。
网线辊参数
网线辊的深度与粘合剂的上胶量
d
d
H1
H2
浅网孔
深网孔
网线辊的深度越深,上胶量越多。
短时,胶黏剂的转移率也相应提高。
刮刀的调节
刮刀角度、刮刀距离可以通过调节刮刀架的升降
手轮及两个前后调节手轮来完成。
刮刀压力通过面板上的压力阀来调节。
练习1
1)刮刀角度变大
2)刮刀角度不变,距离变短 3)网纹辊的直径变大,刮刀的角度和距离不变
抹平辊
抹平辊的转速、压力、
抹平辊
胶辊
表面清洁度均关系到胶 黏剂的流平效果,抹平 辊的转动方向应与复合
”现象,出现此现象后,上胶时就容易有胶液往外溢出
,就容易产生粘边。 解决的办法将上胶辊置于50℃左右的熟化室内熟化1 ~2小时,使其表面恢复弹性,或者换新的胶辊。
压胶辊的选用
橡胶压辊宽度一般比薄膜宽度窄5-10mm。
干式复合上胶量的确定及测量
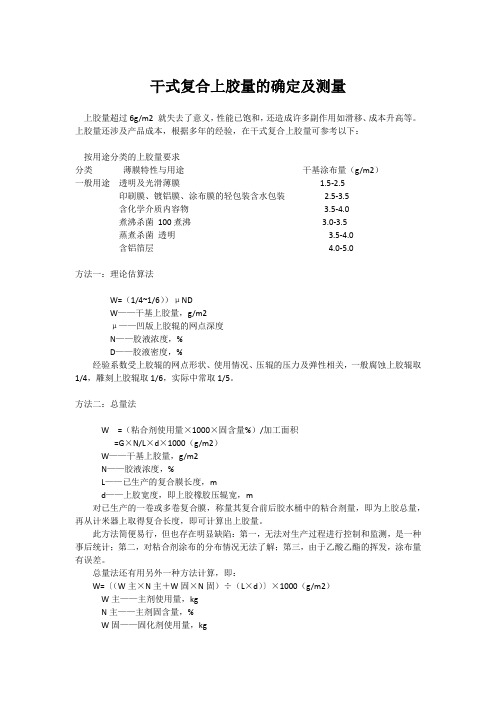
干式复合上胶量的确定及测量上胶量超过6g/m2 就失去了意义,性能已饱和,还造成许多副作用如滑移、成本升高等。
上胶量还涉及产品成本,根据多年的经验,在干式复合上胶量可参考以下:按用途分类的上胶量要求分类薄膜特性与用途干基涂布量(g/m2)一般用途透明及光滑薄膜 1.5-2.5印刷膜、镀铝膜、涂布膜的轻包装含水包装 2.5-3.5含化学介质内容物 3.5-4.0煮沸杀菌100煮沸 3.0-3.5蒸煮杀菌透明 3.5-4.0含铝箔层 4.0-5.0方法一:理论估算法W=(1/4~1/6))μNDW——干基上胶量,g/m2μ——凹版上胶辊的网点深度N——胶液浓度,%D——胶液密度,%经验系数受上胶辊的网点形状、使用情况、压辊的压力及弹性相关,一般腐蚀上胶辊取1/4,雕刻上胶辊取1/6,实际中常取1/5。
方法二:总量法W=(粘合剂使用量×1000×固含量%)/加工面积=G×N/L×d×1000(g/m2)W——干基上胶量,g/m2N——胶液浓度,%L——已生产的复合膜长度,md——上胶宽度,即上胶橡胶压辊宽,m对已生产的一卷或多卷复合膜,称量其复合前后胶水桶中的粘合剂量,即为上胶总量,再从计米器上取得复合长度,即可计算出上胶量。
此方法简便易行,但也存在明显缺陷:第一,无法对生产过程进行控制和监测,是一种事后统计;第二,对粘合剂涂布的分布情况无法了解;第三,由于乙酸乙酯的挥发,涂布量有误差。
总量法还有用另外一种方法计算,即:W=〔(W主×N主+W固×N固)÷(L×d)〕×1000(g/m2)W主——主剂使用量,kgN主——主剂固含量,%W固——固化剂使用量,kgN固——固化剂固含量,%方法三:重量差法先将要复合的两层薄膜分别裁成10cm×10cm大小,称量两片的重量并相加,其重量为W1,再将其复合后的膜也裁成10cm×10cm大小,测量的其重量为W2,则上胶量为(W2-W1)×100,这种方法简便,但由于薄膜基材的厚度均匀性问题、油墨量不均匀问题,误差较大。
干式复合上胶量的控制与测算

不同固含量和粘度的胶之间作分类比较
版辊的线数、深度和转移率
涂布辊的容积与转移率
薄膜表面的粗燥度影响转移率
压纹、激光涂布辊比较
压纹辊
激光辊
涂布量对剥离强度的影响
涂布量和 剥15 干燥程度这对 矛盾影响了剥 离强度。所有 的蒸煮胶供应
离14 强 度13 (N) 12 11 10 9 8 7 6 5 4 3 3 3.4 3.8 4.2 4.6 5 5.4 5.8 涂布量(克) PET/AL AL/PA PA/CPP AL/CPP
110 100 90 80 71 62 54
版辊的线数和深度有对应关系,不能任意要求;不同种类 的版辊(压纹、激光和电雕辊)线数和深度不可随意比较。
适合激光涂布辊的涂布量经验公式
涂胶量经验公式:N=5W/(μ× D); μ=5W/(N × D) 式中:N——工作浓度,%; W——干基上胶量, g/m2; μ——涂胶辊的网点深度,μm;
,而不是达因笔.薄膜的表面张力至少要超过38达因,
对油墨的表面也要检测,有些油墨的表面张力比较低 ……建议基材在线电晕处理,确保基材表面能达到 复合要求……
水性涂料表面张力过大带来的问题 ——不易流平
• ……尽可能使用反向转动的匀胶辊……我们在实际
生产中观察到,反向(转动)展平辊对表观的影响很
大,通过调节速度,可以让表观达到最佳…… • ……机速过高会产生气泡,可以在胶槽中放一根匀 墨棒。
干式复合上胶量的控制 与测算
深圳高远通新材料科技有限公司
蒋中秋
特点只有通过比较才能体现出来
醇溶型 聚氨酯胶粘剂 水性 聚氨酯胶粘剂 醇/水型油墨 酯溶型 聚氨酯胶粘剂
高固含量低粘度,
1.不含游离的异氰 水为溶剂,不污染 1.特高浓度; 酸酯单体,改善操 环境。
干式复合操作中应注意的十点细节

还 会 因 干 燥 不 彻 底 造 成 准 确 测量 上 胶 量 的 。因 此 ,取 样时 涂 铝 层 氧 化 ,而 在 分 切 工 胶 膜 与未 涂 胶 膜应 是 同 一卷 位 置相 近
的复 合 半成 品经烘 干 后 ,纸张 中的 含 序 中氧化 部 分 不 易被 剔 除 ,这 极 易 引 的 薄 膜 ,且 图案边 缘 的 经纬 线 也要 尽 水量 仍 在 1 0 / 上 ,加 之 固化 剂 起 客户投 诉 。 .g m 以 对水 分 非常 敏 感 ,因此 造 成混 合 胶水 中 固化 剂 的 比例 下 降 ,导 致 复合 产 品 产生热封 脱 层现 象 。
在 干 式 复合 操 作 中 ,胶 水混 用 是 拌 均 匀 ,最 后用 剩 余 的乙 酸 乙 酯洗 刷 挥 发加 快 ,胶 盘 中胶 水 的黏 度快 速 上
一
种 常 见 的不 良操 作 。例 如 ,笔者 在 盛装 主 剂 、 固化 剂 的 桶 ,并 将 洗刷 后 升 ,尤 其 是在 气温 较 高 的夏 季 ,此 现
作 浓度和 上胶量 将随 时间而 上升 。 8 干燥 不彻底 . 在 刚开 机 生产 ,烘 箱温 度 还 未升
1 . 胶量 测量 0上 测 量 方 法 :在 正 常 速 度 下 对 某
薄 膜 进 行 复 合 涂 胶 ,在 涂 胶 膜 上 取
一
小 块 试 样 ( 0 m 0. 1 )称 重 ,记 为
显 然 , 第 一 段 烘 箱 的 温 度 设 定
胶 水 的 工 作浓 度 会 有所 上 升 ,胶 水 黏 过 低 ,应 适 当 提 高 ,但 如 果第 一 段烘 度也 会 随之 升 高 。而 当胶 水黏 度 升 高 箱 的温 度设 定 过高 ,将 会导 致 表 面 胶 到一 定 程 度时 ,胶水 的 流 动性 、转 移 层 干燥 过 快 而 结膜 ,这 样 反而 会 抑 制 性 及 流 平性 均 会 变 差 ,严 重时 会 影 响 内层 溶 剂 的挥 发 ,同时 还 会 出现 复 合 涂布 工 作 的正 常 进 行 ,造 成 复 合膜 透 膜 拉 伸 变形 , 因此一 般 情 况 下 ,第 一 明度 和 平 整度 下 降 ,甚 至 出现 胶 点 、 段 烘 箱 的温 度应 不 高 于6 ℃ 。第 五 段 5
干式复合上胶量的控制和测算共26页文档

46、我们若已接受最坏的,就再没有什么损失。——卡耐基 47、书到用时方恨少、事非经过不知难。——陆游 48、书籍把我们引入最美好的社会,使我们认识各个时代的伟大智者。——史美尔斯 49、熟读唐诗三百首,不会作诗也会吟。——孙洙 50、谁和我一样用功,谁就会和我一样成功。——莫扎特
干式复合上胶量的控制和测算
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它
干式复合上胶量的确定及测量

包装技术:干式复合上胶量的确定及测量有 265 人阅读 (关于:胶辊,水桶,油墨)上胶量超过6g/m2 就失去了意义,性能已饱和,还造成许多副作用如滑移、成本升高等。
上胶量还涉及产品成本,根据多年的经验,在干式复合上胶量可参考表1。
表1 按用途分类的上胶量要求分类薄膜特性与用途干基涂布量(g/m2)一般用途透明及光滑薄膜 1.5-2.5印刷膜、镀铝膜、涂布膜 2.5-3.5的轻包装含水包装含化学介质内容物 3.5-4.0煮沸杀菌 100煮沸 3.0-3.5蒸煮杀菌透明 3.5-4.0含铝箔层 4.0-5.0方法一:理论估算法W=(1/4~1/6))μNDW——干基上胶量,g/m2μ——凹版上胶辊的网点深度N——胶液浓度,%D——胶液密度,%经验系数受上胶辊的网点形状、使用情况、压辊的压力及弹性相关,一般腐蚀上胶辊取1/4,雕刻上胶辊取1/6,实际中常取1/5。
方法二:总量法W =(粘合剂使用量×1000×固含量%)/加工面积=G×N/L×d×1000(g/m2)W——干基上胶量,g/m2N——胶液浓度,%L——已生产的复合膜长度,md——上胶宽度,即上胶橡胶压辊宽,m对已生产的一卷或多卷复合膜,称量其复合前后胶水桶中的粘合剂量,即为上胶总量,再从计米器上取得复合长度,即可计算出上胶量。
此方法简便易行,但也存在明显缺陷:第一,无法对生产过程进行控制和监测,是一种事后统计;第二,对粘合剂涂布的分布情况无法了解;第三,由于乙酸乙酯的挥发,涂布量有误差。
总量法还有用另外一种方法计算,即:W=〔(W主×N主+W固×N固)÷(L×d)〕×1000(g/m2)W主——主剂使用量,kgN主——主剂固含量,%W固——固化剂使用量,kgN固——固化剂固含量,%方法三:重量差法先将要复合的两层薄膜分别裁成10cm×10cm大小,称量两片的重量并相加,其重量为W1,再将其复合后的膜也裁成10cm×10cm大小,测量的其重量为W2,则上胶量为(W2-W1)×100,这种方法简便,但由于薄膜基材的厚度均匀性问题、油墨量不均匀问题,误差较大。