环形加热炉设计与仿真
平均直径18m的管坯环形加热炉设计

()炉顶 。炉 顶砌 筑从 炉 内向炉外 依 次为 :低 2
水 泥浇 注 料 ( 度 2 0 mm) 厚 3 ,轻 质浇 注 料 ( 度 7 厚 0 a ,磷 酸盐珍 珠岩 砖 ( rm) 厚度 6 m) 0r 。 a
De a l d i h r i l st e d sg ft e f r a e i v l i g t u n c o y t e c mb s i n s s e , t e me t ie n t e a t e i h e i n o u n c , n o v n hef r a e b d , h o u to y t m c h h — c a i a q i me t a d t e a t ma i n r l t d t h l c rc la d i sr me t ls s e .T e o e a i n o h h n c le u p n , n h u o to e a e o t e e e ti a n n t u n a y t ms h p r t ft e o
4 7
烧 嘴 的加热 一段 、加热二 段 和均 热段 几部 分组 成 。 平 均 直径 1 的管 坯 环形 加 热 炉 的供 热 能 力 m 8 和各段 热 量分 配情 况 见 表 1 ,加 热炉 的平焰 烧 嘴 的 设 置见 表 2 。
1 )天然气平焰烧嘴分配 该环 形加 热炉 的供 热 由不设烧 嘴 的预 热段 ,设
10 ) .5
最大烟气量
空气 预热 温度
2 4 /( 气 过 量 系 数 54 0m3 空 h
o 1 5 t . ) = 0
4 ~50 50 0
加热炉仿真
图5.4钢坯温度预报模型程序
Billet’s tWO dimension temperature model program
34.Astrom K J.Hagglund T The Future of PID Contr01 2001(09)
35.Musavi M T.Domnisorn C.Smith G A neuro-fuzzy system for prediction of pulp digester Knumber 1999
线性模型是用来描述线性过程的,满足叠加原理和均匀性。非线性模型是用来描述非线性过程的,它们一般不满足叠加原理。如果模型经过适当的数学变化可以将本来是非线性的模型转变成线性模型,那么原模型称为本质线性模型,否则称为本质非线性模型。
动态模型是用来描述过程处于过渡过程时的各状态变量之间的关系的模型,它们一一般都是时间的函数。静态模型则是动态模型处于稳态时的表现,或者说静态模型是用来
30.H Amano.N Okubo.H Nishikama Development of O2 Control of Furnaces in the Iron and Steel Industry
31.A Kusters MIMO system identification of a slab reheating furnace 1994
23.刘志俭MATLAB应用程序接口用户指南 2001
24.H Imanari.M Tsugeno.M Hioka New process control system in hot strip mill of North Star BHP Steel 1999(08)
《2024年基于PLC的环形炉温度控制系统设计与应用》范文
《基于PLC的环形炉温度控制系统设计与应用》篇一一、引言在工业生产过程中,温度控制是一个关键环节,特别是在环形炉的加热工艺中。
为确保产品质量、生产效率和能源利用效率,开发一种基于PLC(可编程逻辑控制器)的环形炉温度控制系统显得尤为重要。
本文将详细介绍基于PLC的环形炉温度控制系统的设计与应用,并分析其在实际生产中的效果。
二、系统设计1. 硬件设计本系统主要由PLC控制器、温度传感器、执行器(如加热器、冷却器等)以及人机界面(HMI)等部分组成。
其中,PLC控制器负责接收温度传感器的信号,并根据设定的控制算法输出控制信号给执行器,实现对环形炉温度的控制。
(1)PLC控制器:选用高性能的PLC控制器,具备高速运算、高精度控制等特点,可满足环形炉温度控制的复杂要求。
(2)温度传感器:选用具有高精度、快速响应特性的温度传感器,以实现对环形炉温度的实时监测。
(3)执行器:包括加热器和冷却器等,根据PLC控制器的指令进行工作,实现对环形炉温度的调节。
(4)人机界面:提供友好的操作界面,方便操作人员对系统进行监控和操作。
2. 软件设计软件设计主要包括PLC控制程序的编写和HMI界面的设计。
(1)PLC控制程序:根据环形炉的温度控制要求,编写相应的控制程序。
通常采用PID(比例-积分-微分)控制算法,实现对环形炉温度的精确控制。
同时,程序还应具备自诊断、报警等功能,以便及时发现并处理系统故障。
(2)HMI界面:设计友好的操作界面,包括温度显示、控制参数设置、报警信息提示等功能。
操作人员可通过HMI界面实时监控环形炉的温度,并根据需要设置控制参数。
三、系统应用本系统已广泛应用于各类环形炉的温度控制,如冶金、化工、建材等行业的生产线中。
在实际应用中,系统表现出较高的稳定性和可靠性,有效提高了环形炉的温度控制精度和能源利用效率。
同时,系统还具备自诊断和报警功能,方便操作人员及时发现并处理系统故障,保障了生产的顺利进行。
环形加热炉炉底机械设计
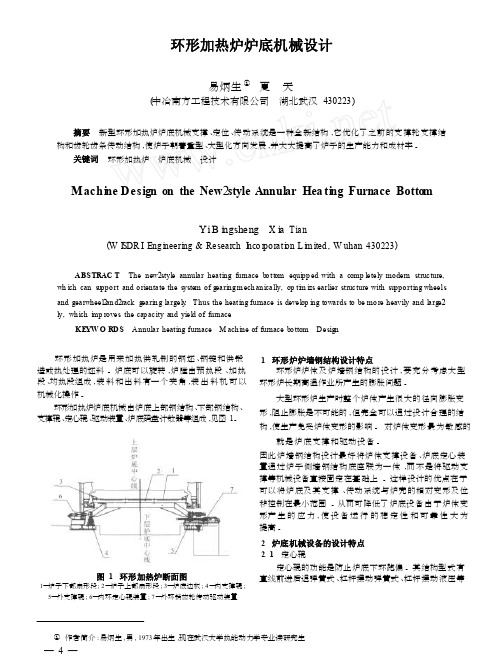
环形加热炉炉底机械设计易炳生 ① 夏 天(中冶南方工程技术有限公司 湖北武汉 430223 )摘要 新型环形加热炉炉底机械支撑 、定位 、传动系统是一种全新结构 ,它优化了之前的支撑轮支撑结 构和齿轮齿条传动结构 ,使炉子朝着重型 、大型化方向发展 ,并大大提高了炉子的生产能力和成材率 。
关键词 环形加热炉 炉底机械 设计M ach i ne D esign on the New 2style Annular Hea ti ng Furnace Botto mYi B i ngsheng X i a Tian(W I SDR I Engi nee r i ng & R e s ea r ch I nco r po r a t i o n L i m ited, W uhan 430223 )A B STRAC T The new 2style annu l a r hea t ing fu r nace b o t tom equ i pp e d w i th a comp le t e l y mode r n struc t u r e, wh ich can su ppo r t and o r ien t a t e the system of g ea r ing m e ch an i ca l ly, op ti m izs ea r lie r struc t u r e w i th su ppo r ting whee l s and gea r whee l 2an d 2rack g ea r in g la r ge l y . Thu s the hea t ing fu r nace is deve l op ing towa r d s to be mo r e heavily and la r g e 2 ly, wh i ch i m p rove s the cap a c i ty and yie l d of fu r nace .KE YW O RD S A n nu l a r hea t ing fu r nace M ach i ne of fu r nace b o t tom D e s ig n环形加热炉是用来加热供轧制的钢坯 、钢锭和供锻造或热处理的坯料 。
仿真实验指导书:第十章加热炉

第十章 加热炉一、工艺流程简介石油化工领域常见的加热炉,目的在于使物料升高温度。
从结构上看加热炉可以分解成燃烧器、燃料供给系统、炉体及有关的控制系统及紧急事故时的安全保护系统。
其中炉体主要包括空气流道、燃烧段、辐射段、对流段、烟筒及调节空气流量的挡板。
1、 流程简述本加热炉所使用的燃料气主要含甲烷与氢气,其百分比组成如下:CH4 34.5 % C2H6 11.3 %C3H8 6.6 % C4H10 4.9 %C5H10 0.7 % H2 38.2 %N2 3.8 %燃料气供给管路系统在加热炉的结构中是较复杂的部分,见流程图10-1所示。
燃料气首先经过供气总管从界区引到炉前。
该管道的端头下部连有一个气、液分离罐,分离罐设两路排放管线,一路将燃料气中所夹带的水和凝液排放入地沟,另一路将燃料气管线中可能滞留的空气排入火炬系统。
在距供燃气管线端头2m处有一分支管线,将燃料气引入加热炉。
此管线上设紧急切断阀HV-02,这个阀门由控制室遥控开或关。
当出现燃料气异常,如突然阻断引起炉膛熄火事故时,应首先关闭此阀。
加热炉停车时也应关闭此阀。
管线上装有流量变送器及孔板,用来检测记录燃料气的流量FI-01。
计量单位为Nm3/d(标准立方米/天)。
另外由一现场压力表PI-02显示燃料气的总压,正常值为0.5~0.8MPa.管线引至炉底分成两路,一路供主燃烧器使用,另一路供副燃烧器使用。
在主燃烧器管线上设炉出口温度控制调节阀,通过调节燃气的流量来控制炉出口温度。
现场压力PI-03指示主燃烧器供气支管压力。
在副燃烧器供气管线上装有一个自力式压力调节器PC-01,当燃料气总压波动时,维持副燃烧器支管压力为0.32 MPa,通过现场压力表PI-04指示。
滞留在主、副燃烧器支管中的水或非燃料气,如空气、氮气等,通过V1、V2、V3排入地沟或火炬系统。
加热炉的两个主燃烧器分别通过阀门V4、V5或V9、V10同主燃烧器供气管相连。
环形加热炉的设计优化

Vol. 30 Nபைடு நூலகம். 2
冶金能源
Mar. 2011
ENERGY FOR METALLURGICAL INDUSTRY
37
段、加热段和均热段。一般各段温度控制为预热 段 800 ~ 950℃ ,加 热 段 1100 ~ 1260℃ ,均 热 段 1280℃ ,排烟温度为 800 ~ 850℃ 。 1. 3 机械设备
( 2) 烧嘴的布置 一般环形加热炉的烧嘴均安装在炉子的内外 墙和炉顶上,且都垂直于炉墙表面布置,其目的 是保证炉膛各段温度均匀。顶燃烧嘴对炉顶整体 性产生一定的影响。尤其当燃气压力波动时,在 烧嘴附近产生局部高温,严重影响炉顶寿命。 通过多年从事环形加热炉调试的实践,提出 燃烧器布置及供热负荷分配的原则。即烧嘴的单 个供热能力不要过大,应采用小烧嘴多点布置, 这样可使炉内各段的温度场均匀,钢坯断面温差 小,有利于提高钢坯的加热质量; 切忌烧嘴能力 过大、安装集中,造成预热段过长、温度较低而 起不到很好的预热作用; 而且钢坯到了加热带集 中加热,不但容易造成钢坯内外温度不均匀,还 容易使钢坯表面产生过热或过烧,产生较多的烧 损。在设置烧嘴的数量上,既要考虑到炉内温度 场均匀性,又要考虑清理和检修方便。对于炉膛 宽度小于 4m 的炉子,顶燃烧嘴的作用就比较小
2016全新精品资料全新公文范文全程指导写作独家原创15环形加热炉的设计优化36金能源energyformetallurgicalindustryvol30no2mar2011环形加热炉的设计优化辽宁科技大学2016全新精品资料全新公文范文全程指导写作独家原创15多年从事环形炉的设计监造施工调试对原有环形加热炉存在的设计缺陷及使用中的不足之处有了深入了解并对其进行了探讨和研究
加热炉温度控制系统设计与仿真研究
内蒙古科技大学本科生毕业设计说明书(毕业论文)题目:加热炉温度控制系统设计与仿真研究学生姓名:潘*学号:************专业:测控技术与仪器班级:测控04-2班指导教师:闫**加热炉温度控制系统设计与仿真研究摘要在钢铁企业中,为了将钢坯加热到轧制所规定的工艺要求,必然地要求对加热炉内的温度进行有效的控制,使之保持在某一特定的范围内。
而温度的维持又要求燃料在炉内稳定地燃烧。
加热炉燃烧过程是受随机因素干扰的,具有大惯性、纯滞后的非线性过程。
本设计针对加热炉燃烧控制系统,主要介绍的控制方案有单回路控制系统、串级比值控制系统、单交叉限幅控制系统、双交叉限幅控制系统,并对每一种控制方案进行了理论分析。
运用MATLAB软件对温度控制系统进行了较为全面的仿真和性能分析。
通过分析比较可以得出结论,双交叉限幅对加热炉温度的控制优于其它的控制方案。
双交叉限幅的炉温控制系统使煤气流量和空气流量相互限制,既防止了燃烧中冒黑烟,也防止了空气过剩,达到控制加热炉温度,提高煤气燃烧率,避免环境污染等目的。
关键词:加热炉;单交叉限幅控制;双交叉限幅控制;MATLAB仿真Temperature Control of Heating Furnace System Design andSimulink StudyAbstractIn the enterprises where producing iron and steel, in order to heat up billet to the technological requirements of rolling, the temperature inside the furnace must be controlled effectively so that it remains in a specific range. Maintaining the temperature needs the stable burning of fuel inside the furnace. Furnace combustion process is a non-linear process which is subject to the random interference, great inertia and the pure time delay.The design for the furnace combustion control system is mainly on the control of a single-loop control programme, the ratio of cascade control system, control system limiting unilateral, bilateral limiting control system, and analyses each of the control programme on theory. Using MATLAB software makes a more comprehensive simulation and performance analysis on the temperature control system. Through analysis and comparison we can conclude that bilateral limiting control system is superior to others in the furnace temperature control. The temperature control system of bilateral limiting control system makes gas flow and air flow restrict on each other, which not only prevent the burning of black smoke, but also prevent the excess air, to reach the purposes of controlling the furnace temperature, enhancing the rate of combustion gas and avoiding pollution and others.Key words: furnace; single-limiting control; bilateral-limiting control; MA TLAB Simulation目录摘要 (I)Abstract (II)第一章绪论 (1)1.1 概述 (1)1.2 国内现状 (2)1.3 本设计的研究内容 (2)第二章加热炉工艺简介 (3)2.1 加热炉的组成 (3)2.2 加热炉的温度加热方式 (3)2.3 加热炉工艺流程 (3)2.4 加热炉温度控制要求 (5)2.4.1 燃烧系统 (6)2.4.2 炉膛负压 (7)2.5 空燃比 (8)第三章加热炉的温度控制系统 (10)3.1 单闭环控制系统 (11)3.2 炉膛负压控制系统 (12)3.3 串级比值燃烧控制系统 (13)3.4 单交叉限幅燃烧控制系统 (15)3.4.1 单交叉限幅燃烧控制系统工作原理 (15)3.4.2 单交叉限幅燃烧控制系统特点 (17)3.5 双交叉限幅燃烧控制系统 (17)3.5.1 双交叉限幅燃烧控制原理图 (17)3.5.2 双交叉限幅燃烧控制系统的工作原理 (18)3.5.3 双交叉限幅燃烧控制特点 (20)第四章加热炉温度控制系统仿真 (23)4.1 对象模型的建立 (23)4.2 系统各装置数学模型的建立 (24)4.3 仿真软件简介 (26)4.4 加热炉炉温控制系统仿真结果分析 (27)4.4.1 炉温单回路控制仿真 (27)4.4.2 燃料空气串级比值控制仿真 (31)4.4.3 单交叉限幅控制仿真 (34)4.4.4 双交叉限幅控制仿真 (36)4.5 总结 (38)第五章系统的检测变送装置及正反作用 (39)5.1 检测变送 (39)5.1.1 差压式流量计 (39)5.1.2 热电偶 (39)5.2 系统仪表正反作用的确定 (40)参考文献 (41)致谢 (42)第一章绪论1.1 概述加热炉是热轧生产过程的重要热工设备,其能耗占到钢铁工业总能耗的25%。
电加热炉_MATLAB仿真
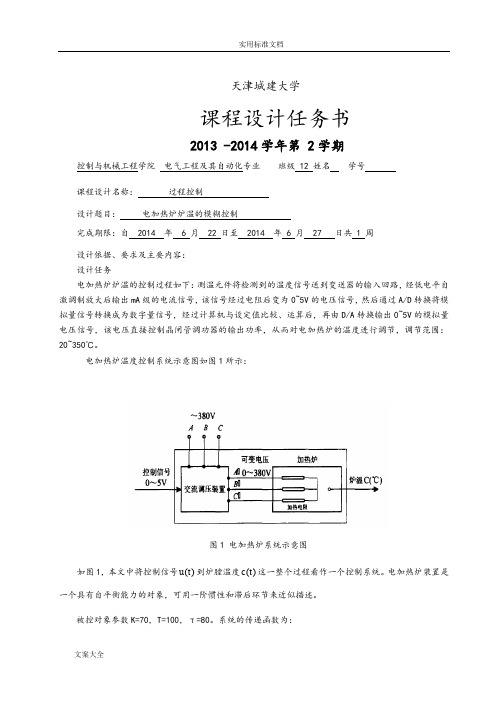
天津城建大学课程设计任务书2013 -2014学年第 2学期 控制与机械工程学院 电气工程及其自动化专业 班级 12 姓名 学号课程设计名称: 过程控制设计题目: 电加热炉炉温的模糊控制完成期限:自 2014 年 6 月 22 日至 2014 年 6 月 27 日共 1 周设计依据、要求及主要内容:设计任务电加热炉炉温的控制过程如下:测温元件将检测到的温度信号送到变送器的输入回路,经低电平自激调制放大后输出mA 级的电流信号,该信号经过电阻后变为0~5V 的电压信号,然后通过A/D 转换将模拟量信号转换成为数字量信号,经过计算机与设定值比较、运算后,再由D/A 转换输出0~5V 的模拟量电压信号,该电压直接控制晶闸管调功器的输出功率,从而对电加热炉的温度进行调节,调节范围:20~350℃。
电加热炉温度控制系统示意图如图1所示:图1 电加热炉系统示意图如图1,本文中将控制信号()u t 到炉膛温度()c t 这一整个过程看作一个控制系统。
电加热炉装置是一个具有自平衡能力的对象,可用一阶惯性和滞后环节来近似描述。
被控对象参数K=70,T=100,τ=80。
系统的传递函数为:8070()1001s G s e s -=+试用模糊控制器实现温度控制。
二、设计要求1)超调小、调节时间短,系统无静差; 2)给出控制策略和选定参数,并详细说明参数整定过程;3)给出MATLAB 下的仿真曲线。
4)给出硬件实现方案,包括控制器和检测回路芯片的具体型号。
三、设计报告课程设计报告要做到层次清晰,论述清楚,图表正确,书写工整;详见“课程设计报告写作要求”。
四、参考资料[1] 何衍庆.工业生产过程控制(1版).北京:化学工业出版社,2004[2] 邵裕森.过程控制工程.北京:机械工业出版社2000[3] 过程控制教材指导教师(签字):教研室主任(签字):批准日期: 年 月 日摘要电加热炉是典型的工业过程控制对象,在我国应用广泛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
毕业设计论文任务书一、题目及专题:1、题目环形加热炉的设计与仿真2、专题二、课题来源及选题依据随着科学技术和经济的快速发展以及全球一体化进程的不断加快,人们对钢铁制品的质量和需求量又上升到了一个更高的台阶.在各行各业中,人们没有间断过对钢管的使用,不管是建筑业中用于搭建外架的钢管,还是各种汽车的框架结构,或者是在机械厂中用于支撑的支撑架和体育器材里的安装部件,都出现了钢管的身影.然而,要使钢管成型就必须先对钢管坯进行加热,然后才能通过成型机械使钢管成型.由于钢管坯的加热不同于其它钢坯的加热,对加热的精度要求很高,要求钢管坯的各部分受热均匀,这样才可以防止在打孔和拉直过程中出现断裂、变形、钢管粗细分布不均匀等情况,所以不能使用传统的推钢式加热炉对其进行加热,因为传统的推钢式加热炉的加热不是很均匀,如果是两头喷火式的话那就是两头受热多,如果中间喷火式的话那就是中间受热多,所以只能使用环形加热炉来对其坯料来进行加热,因为环形加热炉可以对钢管坯的两头和中间都进行均匀的加热,但是又因为环形加热炉是一个圆的封闭结构,不能用推钢机将坯料从另一头推出去,所以传统的推钢式进出料机就不适合在环形加热炉中使用,为了适应环形加热炉的进出料特点。
课题来源于企业需求,装取料设备是加热炉的一个重要组成部分.目前大量的从事各种工业炉窑的节能环保、专用设备、计算机控制等技术的研究的企业都对装取料设备进行设计,希望设计出高效、稳定、安全的装取料设备。
三、接受任务学生:五、开始及完成日期:自2012年11月7日至2013年5月25日六、设计(论文)指导(或顾问):指导教师签名签名签名教研室主任〕签名〔学科组组长研究所所长系主任签名2012年11月7日摘要进入新世纪后随着工业的高速发展,钢铁企业的生产能力得到了不断地提升,环形加热炉技术也在不断的成熟,而传统的推钢式进出料机已经不适合在环形加热炉中使用,为了适应环形加热炉的进出料特点,在此专门为加热炉量身定做了环形加热炉装取料机。
此机型包括了整体机架,小车,钳杆这三部分。
运用夹紧气缸和升降气缸来实现钳杆对钢料的夹取和升降运动,同时钳杆装载在小车上,小车可以在机架的导轨上进退运动。
小车是用电动机驱动的,当电动机运行时,带动安装在电动机上的齿轮转动,我们在右横梁上装配了与小车齿轮可以啮合的齿条来实现小车在机架导轨上的运动。
在实际情况下充分根据环形加热炉的特点特地使用两台一样的装取料机分别安装在装料口和出料口。
两机同时进行装取料,极大地提高了加热钢料的效率,也更充分地发挥了环形加热炉的高效率的特性,提高了整个厂区的工作效率和经济效益,与当前我国提出的高产、优质、低耗的理念相吻合。
关键词:环形加热炉;装取料;有限元分析;高效ABSTRACTIn order to adapt to the rapid development in the new century, industrial steel enterprise production capacity has increased a lot then before, the annular heating furnace technology has been more mature, the traditional pushed steel type translation machine dose not suitable for using in the annular heating furnace any more. In order to adapt to the characteristics of the annular heating furnace a new type of feeding machine has been tailored specifically for the annular heating furnace is installed. The model of this machine includes the whole frame, car and clamp stem. Using clamping cylinder and the cylinder to lift the bar clamp on steel clip and lifting movement, and installed with the car pliers stem, can be translated on the rails in the frame. The car was droved by a electric motor, the electric motor was droved by the gears which installed in the motor. According to the characteristics of annular heating furnace, two feeding machines were installed respectively in the loading and discharging part. These two machines simultaneously outfit feeding, greatly improving the efficiency of heating steel, also improve the efficiency of the whole factory work efficiency and economic benefit and coincide with the current idea of high-yield, high-quality and low consumption.Keywords: annular heating furnace; Pack feeding; Finite element analysis; high Efficient目录摘要............................................................................................................. 错误!未定义书签。
ABSTRACT .................................................................................................. 错误!未定义书签。
1 绪论 (1)1.1课题来源及意义 (1)1.2环形加热炉的简单介绍 (2)1.2.1 炉形结构: (2)1.2.2 装取料口距离计算: (3)1.3装取料机的简单介绍 (4)1.4国内外的发展情况 (5)2 装取料机的设计说明及工作原理 (8)2.1装取料机的设计说明及工作原理 (9)3 装取料机的机械结构及设计计算........................................................... 错误!未定义书签。
3.1整体的设计......................................................................................... 错误!未定义书签。
3.2钳杆的结构设计及计算 (16)3.2.1 钳杆的整体机构设计: (15)3.2.2 钳杆的长度: (15)3.2.3 钳杆的直径: (15)3.2.4 两气缸型号的确定: (15)3.2.5 钳杆校核 (16)3.2.6 齿轮校核: (18)3.3小车的结构设计及计算 (22)3.3.1 小车的整体设计: (22)3.3.2 车体的设计计算 (22)3.3.3 前轮的设计计算: (24)3.3.4 轮轴的设计及校核: (24)3.3.5 后轮的设计计算: (26)3.3.6 后下轮的设计计算: (26)3.4整体机架结构的设计及计算 (27)3.4.1 横梁的设计计算: (27)3.4.2 立柱的设计: (29)3.4.3 连接梁的设计: (30)4 合理性分析 (32)4.1钳杆的有限元分析............................................................................. 错误!未定义书签。
4.2横梁工字钢的有限元分析 (35)结论与展望 (36)致谢 (37)参考文献 (38)1 绪论1.1课题来源及意义随着科学技术和经济的快速发展以及全球一体化进程的不断加快,人们对钢铁制品的质量和需求量又上升到了一个更高的台阶。
在各行各业中,人们没有间断过对钢管的使用,不管是建筑业中用于搭建外架的钢管,还是各种汽车的框架结构,或者是在机械厂中用于支撑的支撑架和体育器材里的安装部件,都出现了钢管的身影。
然而,要使钢管成型就必须先对钢管坯进行加热,然后才能通过成型机械使钢管成型。
由于钢管坯的加热不同于其它钢坯的加热,对加热的精度要求很高,要求钢管坯的各部分受热均匀,这样才可以防止在打孔和拉直过程中出现断裂、变形、钢管粗细分布不均匀等情况,所以不能使用传统的推钢式加热炉对其进行加热,因为传统的推钢式加热炉的加热不是很均匀,如果是两头喷火式的话那就是两头受热多,如果中间喷火式的话那就是中间受热多,所以只能使用环形加热炉来对其坯料来进行加热,因为环形加热炉可以对钢管坯的两头和中间都进行均匀的加热,但是又因为环形加热炉是一个圆的封闭结构,不能用推钢机将坯料从另一头推出去,所以传统的推钢式进出料机就不适合在环形加热炉中使用,为了适应环形加热炉的进出料特点,这里就设计了专门为环形加热炉准备的进出料机——环形加热炉装取料机[11]。
(如图1.1示:)课题来源于企业需求,装取料设备是加热炉的一个重要组成部分。
目前大量的从事各种工业炉窑的节能环保、专用设备、计算机控制等技术的研究的企业都对装取料设备进行设计,希望设计出高效、稳定、安全的装取料设备,在这里通过该设计可以培养我们独立进行科学研究和综合分析思考的能力。
图1.1装取料设备1.2环形加热炉的简单介绍进入新世纪,随着科学技术的持续发展,企业也得到了快速发展,钢管的生产能力不断提升。
所以以致加热炉的不断更新换代,取而代之的是新型的环形加热炉(如图1.2),环形加热炉不仅能使加热钢料均匀受热而且节省能源,实现可持续发展[2]。
图1.2环形加热炉图1.3示意图1.2.1 炉形结构根据工艺要求,加热炉自装料端到出料端依次为预热段、一加热段、二加热段、三加热段、四加热段、均热段,加热炉炉顶采用平直结构,在装出料位置设置三道水冷隔墙。