环形加热炉炉底驱动系统问题分析及改造设计
平均直径18m的管坯环形加热炉设计

()炉顶 。炉 顶砌 筑从 炉 内向炉外 依 次为 :低 2
水 泥浇 注 料 ( 度 2 0 mm) 厚 3 ,轻 质浇 注 料 ( 度 7 厚 0 a ,磷 酸盐珍 珠岩 砖 ( rm) 厚度 6 m) 0r 。 a
De a l d i h r i l st e d sg ft e f r a e i v l i g t u n c o y t e c mb s i n s s e , t e me t ie n t e a t e i h e i n o u n c , n o v n hef r a e b d , h o u to y t m c h h — c a i a q i me t a d t e a t ma i n r l t d t h l c rc la d i sr me t ls s e .T e o e a i n o h h n c le u p n , n h u o to e a e o t e e e ti a n n t u n a y t ms h p r t ft e o
4 7
烧 嘴 的加热 一段 、加热二 段 和均 热段 几部 分组 成 。 平 均 直径 1 的管 坯 环形 加 热 炉 的供 热 能 力 m 8 和各段 热 量分 配情 况 见 表 1 ,加 热炉 的平焰 烧 嘴 的 设 置见 表 2 。
1 )天然气平焰烧嘴分配 该环 形加 热炉 的供 热 由不设烧 嘴 的预 热段 ,设
10 ) .5
最大烟气量
空气 预热 温度
2 4 /( 气 过 量 系 数 54 0m3 空 h
o 1 5 t . ) = 0
4 ~50 50 0
环形加热炉产量及炉子结构的优化
环形加热炉产量及炉子结构的优化摘要:某公司15m环形加热炉在生产过程中,存在加热炉实际产量无法达到设计产能、加热炉炉墙多次坍塌等问题。
在分析其原因之后,改造了热炉的供热分区结构、烧嘴的形式、炉墙的结构、炉墙锚固钩的形式等。
通过对加热炉进行改造,使得上述问题得到了有效解决,提高了加热炉的整体技术水平和加热质量。
关键词:环形加热炉;产量;优化某公司无缝钢管生产线现有1座中径Ф15米环形炉,生产线于2009年投产。
加热炉设置加热段和均热段两个温度控制段,加热炉的主要参数:投产以来,加热炉主要存在以下问题:·加热炉产量无法达到设计产能·加热炉内环炉墙多次坍塌1原因分析1.1 关于加热炉产量无法达到设计产能的原因分析该厂加热炉的设计最大加热能力为35t/h,按5250Nm3/h的煤气供气量和1.58GJ/t额定单耗进行反算,实际上加热炉具备18.6%的富裕供热能力,实际最大产量为42t/h[1]。
因而从加热炉的炉型和供热能力上来看,加热炉的产量完全可以满足生产线的产量要求。
经过分析认为,造成加热炉产量无法达到设计产能的原因如下:·生产过程中,加热炉炉墙经历了多次坍塌,频繁的大修造成了加热炉年产量的下降。
·加热炉采用低压涡流烧嘴进行加热,且烧嘴位置较低。
该型烧嘴的缺点是煤气高压时火焰发散,火焰发散时较低的火焰容易直接冲刷钢坯而导致钢坯局部过热,导致脱碳现象频繁出现,为了保证坯料的加热质量,加热炉烧嘴无法开到足够的功率进行加热,导致了产量的降低。
从现场了解到的实际情况是:加热炉烧嘴前的阀门只能开到开度的30%-40%,否则就容易出现脱碳。
·加热炉只有加热段和均热段两个供热控制段,其中加热段控制着18个烧嘴,共136.5°的弧长,几乎占整个加热炉总长的40%,这样的分段方式燃烧控制不灵活,炉膛无法进行温度梯度控制,要求产量时坯料无法避开高温脱碳峰值区,强调坯料加热质量时,只能整段的降低供热负荷进行加热,导致钢坯的产量达不到要求。
环形加热炉炉底机械设计
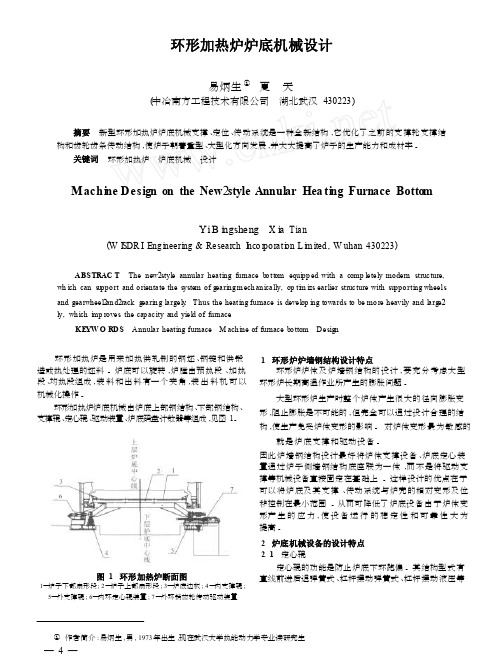
环形加热炉炉底机械设计易炳生 ① 夏 天(中冶南方工程技术有限公司 湖北武汉 430223 )摘要 新型环形加热炉炉底机械支撑 、定位 、传动系统是一种全新结构 ,它优化了之前的支撑轮支撑结 构和齿轮齿条传动结构 ,使炉子朝着重型 、大型化方向发展 ,并大大提高了炉子的生产能力和成材率 。
关键词 环形加热炉 炉底机械 设计M ach i ne D esign on the New 2style Annular Hea ti ng Furnace Botto mYi B i ngsheng X i a Tian(W I SDR I Engi nee r i ng & R e s ea r ch I nco r po r a t i o n L i m ited, W uhan 430223 )A B STRAC T The new 2style annu l a r hea t ing fu r nace b o t tom equ i pp e d w i th a comp le t e l y mode r n struc t u r e, wh ich can su ppo r t and o r ien t a t e the system of g ea r ing m e ch an i ca l ly, op ti m izs ea r lie r struc t u r e w i th su ppo r ting whee l s and gea r whee l 2an d 2rack g ea r in g la r ge l y . Thu s the hea t ing fu r nace is deve l op ing towa r d s to be mo r e heavily and la r g e 2 ly, wh i ch i m p rove s the cap a c i ty and yie l d of fu r nace .KE YW O RD S A n nu l a r hea t ing fu r nace M ach i ne of fu r nace b o t tom D e s ig n环形加热炉是用来加热供轧制的钢坯 、钢锭和供锻造或热处理的坯料 。
环形加热炉的改造
2 7
1 m 双 排 ; 1 8~ 3 8 单 排 ) 由 炉 底 机 械 8 . .m ; 将 钢 坯 运 送 到 出 料 端 后 由 出钢 机 成单 排 或 双 排
出料 。 3 技 术 规 格 说 明
② 上下 环 。上 下 环 为 焊 接 结 构 ,下 环 高 度
及 断 面 尺 寸 加 大 ,以 提高 其 刚 度 ,减 少 跑 偏 。
( )装 料 机 2
装 料 机 由走 行 小 车 和 装 料 机 夹 钳组 成 。装
料 机 小 车走 行 运 动 由两 台交 流 变 频 电 动 机 ( 原 来 是 TZ 电 动 机 ) R ,通 过 立 式 减 速 机 驱 动 与 固
3 1 炉 子 的技 术 特 点 . ( )加 热 管 坯 温 度 均 匀 1 ① 合 理 的炉 型 结 构 和 供 热 方式 ,采用 新 型
环 形加 热 炉 节能 措施
关 键词
I PRo V EM ENT F N NU LAR M o A FU R N ACE
Zhu Y u nm e ng
Yu Qi n ag
( s a r n & S e l o p C r o ain) ( An h n Io te Gr u o p r t D ̄in a d Ree rh Is i t fAn a g o g n s ac n tt eo g n ) u
⑤ 改 建 烟 道 ,新 增 排 烟 机 。
收 稿 日期 :2 0 0 2—0 6—1 8 朱云 猛 (96 1 6 ~ ) ,工 程 师 ; 1 4 2 辽 宁 省 鞍 山 市 。 10 1
维普资讯
2 l卷 5期 2 0 9 0 2.
冶 金 能 源
再加热炉炉底机械的设计与分析

紧螺母 防粘 同样 是 必要 的 。综上 所述 , 在压 机预 紧 螺母 方 面 , 建议 注意 以下几 点 以防范 : 我 1设 计 时 注意 拉 杆螺 纹 的热 处理 硬度 应该 比 )
预紧螺母 的螺纹的硬度要高一些 。 2设 计 时注 意支 承套筒 的重 心位 置 的影 响 。 ) 3 )安装前检查螺纹 的加工精度是否符合要 求 , 光 毛刺 , 尘 埃 等清 洗 干净 ; 装 过 程 中预 打 将 安
况 的几种 可能性 , 针 对性地 提 出 了解 决 办法 。 并有
1螺母 和拉杆螺纹加工精度不达要求 , ) 这种
情况 一般 易 于解决 和预 防 。在预 紧之 前仔 细检查 , 清 除毛刺 等 即可 。 2螺 母 和 拉 杆 螺 纹 不 够 干 净 , 要 用 汽 油 进 ) 需 行 清洗 螺纹 表 面尘埃 即可 。 3在 拉杆 螺 纹 和预 紧螺 母 上涂 上 二硫 化钼 防 )
由滚轮支撑, 动作平稳。升降传动采用两个同步液 压缸驱动框架梁二 , 使滚轮在斜座上运动, 实现升 降动作 。出料方式 同样是 由活动梁将钢管直接送
到输 出辊道 上 。
2 设计分 析 .
它是 由炉膛和炉底机械组成 ,炉膛是 由高温耐热
的耐 火砖 筑 成 ;而炉 底 机械 能 够运 输钢 管 并 实现
预 紧 在 挤 压机 上 的重 要 性 是 显 而 易 见 的 , 预
母, 修拉杆螺纹 , 再装配后进行预紧 , 大大耽误装 配 时 间和交 货期 。 时会严 重 损坏拉 杆 , 有 不得 不报 废而造成很大损失 。为此 , 结合生产服务经验 , 对 螺 母 的受 力情 况 进行 了分 析 ,得 出 了发生 这 种情
环形加热炉的设计优化

Vol. 30 Nபைடு நூலகம். 2
冶金能源
Mar. 2011
ENERGY FOR METALLURGICAL INDUSTRY
37
段、加热段和均热段。一般各段温度控制为预热 段 800 ~ 950℃ ,加 热 段 1100 ~ 1260℃ ,均 热 段 1280℃ ,排烟温度为 800 ~ 850℃ 。 1. 3 机械设备
( 2) 烧嘴的布置 一般环形加热炉的烧嘴均安装在炉子的内外 墙和炉顶上,且都垂直于炉墙表面布置,其目的 是保证炉膛各段温度均匀。顶燃烧嘴对炉顶整体 性产生一定的影响。尤其当燃气压力波动时,在 烧嘴附近产生局部高温,严重影响炉顶寿命。 通过多年从事环形加热炉调试的实践,提出 燃烧器布置及供热负荷分配的原则。即烧嘴的单 个供热能力不要过大,应采用小烧嘴多点布置, 这样可使炉内各段的温度场均匀,钢坯断面温差 小,有利于提高钢坯的加热质量; 切忌烧嘴能力 过大、安装集中,造成预热段过长、温度较低而 起不到很好的预热作用; 而且钢坯到了加热带集 中加热,不但容易造成钢坯内外温度不均匀,还 容易使钢坯表面产生过热或过烧,产生较多的烧 损。在设置烧嘴的数量上,既要考虑到炉内温度 场均匀性,又要考虑清理和检修方便。对于炉膛 宽度小于 4m 的炉子,顶燃烧嘴的作用就比较小
2016全新精品资料全新公文范文全程指导写作独家原创15环形加热炉的设计优化36金能源energyformetallurgicalindustryvol30no2mar2011环形加热炉的设计优化辽宁科技大学2016全新精品资料全新公文范文全程指导写作独家原创15多年从事环形炉的设计监造施工调试对原有环形加热炉存在的设计缺陷及使用中的不足之处有了深入了解并对其进行了探讨和研究
环形加热炉电气控制策略的优化

Ke wo d r tr a t u n c ee t c c n r l s se y r s o ay h r fra e e h lcr o t y t m e rl c to h a t o a in p st n i o a o a n i e r lc t o i o h o i d tc n f u t ig o i ee t g a l d a n ss i
Vo . 0 No 4 13 .
冶
金
能
源
6 1
J l. 01 uy 2 1
EN ERGY F TA 1RG C NDU T OR ME LL. I AL I J S RY
环 形 加 热 炉 电气 控 制 策 略 的优 化
杨金 鼎 戚 丙申 王 骥 李建江
( 辽宁科技大学)
制在实践过 程中做 了改进。经 实际验证 ,从投资 造价和使用性能上都取得 了较好效果 。 关键词 环形加 热炉 电气控制 小车定位 炉底定位 位置检测 故障诊断
Optm ia i n o lc r c c n r ls se f r r ar e r h ur c i z to fe e t i o t o y t m o ot y h a t f na e
Ab t a t Roa y h a t r a e r ln e t d f r a e rrl l e fs a e s pp s sr c tr e r f n c sa e b k h ae u n c sf l i s o e ml s i e .Th e e h u a o o n e lv l o lc r o to y t m n h e t g p o e s o o ay h a t u n c a e dr c or l t n wi l f e ti c n r l s e c s e a d t e h a n rc s r tr e r f r a e h v i tc reai t i f h e o l p o u to ol i e T e a t o a e n e g g n n d sg f r tr e r u n c o n y r d ci n o r l l . h uh r h s b e n a i g i e in o a y h at fr a e fr ma f s n o h
加热炉系统改善举措

加热炉系统改善举措随着工业和科技的不断发展,加热炉已经成为了各行各业不可或缺的设备。
然而,由于加热炉的使用环境以及经常使用,很多加热炉的系统设计存在诸多问题,导致其工作效率低下,造成资源的浪费和生产成本的提高。
因此,对加热炉进行系统改善举措,是一个非常值得重视的工作。
一、加热炉系统的问题在加热炉系统中,常见的问题有以下几种:(一)能源浪费:由于加热炉效率低下,导致能源的浪费。
在传统的加热炉中,采用的是间接加热方式,耗费大量的电能,同时还会大量排放废气和废热,造成能源浪费。
(二)温度不稳定:很多加热炉的控制系统不够完善,导致温度不稳定,从而影响热处理效果和产品质量。
(三)操作复杂:在传统加热炉中,操作比较复杂,需要经过多个步骤才能完成加热工作,给操作人员带来不便。
(四)安全问题:由于加热炉长时间工作,温度高,易导致设备出现安全事故。
以上问题的存在,需要通过加热炉系统的改善来解决。
二、加热炉系统改善举措为了解决加热炉系统存在的问题,我们可以采取以下举措:(一)采用高效加热方式:在传统加热炉中,采用的是间接加热方式,高温的废气和废热往往被直接排放掉,造成能源的浪费。
而采用直接加热方式,可以大大提高加热效率,减少能源的浪费。
(二)优化控制系统:以提高加热炉的温度控制精度为目标,对加热炉的控制系统进行优化,使温度能够保持较为稳定,从而保证良好的热处理效果和产品质量。
(三)简化操作流程:采用自动化控制系统可以实现对加热炉的自动开启、关闭,自动调节温度等操作,从而简化操作流程,提高加热炉的使用效率。
(四)强化安全防护措施:在加热炉系统中增设安全装置,如闸门、疏水器等,对加热炉进行全面安全防护,避免因不可预见的意外事故造成设备或工人安全问题。
三、怎么实现加热炉系统的改善?为了实现加热炉系统的改善,需要从以下几个方面入手:(一)加强技术研发:通过技术研发,开发出更加高效、更加稳定的加热炉系统。
同时,要加强与国外公司的合作,借鉴先进的技术和管理经验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7 9
驱动 。某 钢 管厂 环形 加 热炉 炉底 旋转 由液 压驱 动 系统 控制 , 生产 过 程 中不断 出现 各种 问题 , 重影 响 了生 在 严
产 的正 常进行 。因此 , 加 热 炉大 修 期 间对 此 液 压 系 在 统进 行 了改造 设 计 和安装 调试 。 1 原 炉底 液 压 系统存 在 的问题
可 靠性得 到 了较 大的加 强 , 实现 了节 能降耗 的 目的 , 得 了较 好 的经 济和社 会 效益 。 取 关键 词 : 环形 加 热炉 ; 液压驱 动 系统 ; 电气控 制 系统 ; 钢现 象 ; 卡 改造设 计
中图分类 号 : H17 7 文 献标志 码 : 文章编 号 :0 04 5 ( 0 2 0 -0 80 T 3. B 10 -8 8 2 1 ) 80 7 -3 前言
7 8
液 压 与 气动
21 0 2年 第 8期
环 形 加 热 炉 炉 底 驱 动 系 统 问 题 分 析 及 改 造 设 计
刘 捷 , 士博 蒋
An l ss a d Mo i c t n t n lr F r a e Bot m iv y t m a y i n d f ai o An u a u n c to Dr e S se i o
1 1 原 液 压 系统 原 理 图 .
作, 加热 炉 在 工 作 间 歇 期 间 , 泵 仍 在 调 定 压 力 ( 油 8
MP ) a 下全 流量溢 流 。这 时系统 的液 压 能转 换 为热 能 , 使 油 液温度 升 高 , 油 液粘度 显 著下 降 , 而加剧 了 引起 进 系统 的泄 漏 。同时 因 电机 总在 满 负 荷 下运 行 , 成 不 造
L U Je. I I i JANG S ib h _0
毒一 一 . 上 一
零
( 四川工程职业技术学院 机 电系,四川 德 阳
6 80 ) 100
摘 要 : 文通 过对 环形 加热 炉 炉底 驱 动 系统在 生产过 程 中 出现 的 问题 进行 了较 详 细的分析 , 据分 析 该 根 结果 对 炉底液 压 系统及其 电气控制 系统进行 了针 对性 改造设 计 , 好 解 决 了泄 漏 、 很 卡钢 、 速等 问题 , 系统 调 使
的智 能监 测 和控制 。随着 农 村 沼 气 的 发展 , 系统 有 该 着很 大 的应用 和推 广价值 。
参 考 文献 :
是 面商丽
否
图 3 监 控 程 序 流 程 图
中断 , 取键 盘状 态 。读取 各用 户进 气 的流量 、 读 压力 和 用 气 的流量 , 同时把 用 户 产气 量 换 算 成 基 于用 户 实 际
力 高于储 气罐 安 全警 戒 压 力 P 时 , 断压 缩 机 电 源 , 关
同时进 行声 光报 警 J 。
48.
[ ] 林宋 , 6 郭瑜 茹. 光机 电一体化技术应用 10例 [ . 京 : 0 M] 北
机 械 工 业 出版 社 ,0 0 2 1.
21 0 2年第 8期
液压与 气动
沼 气集 中储 气和供 气装 置 , 用单 向阀 、 利 沼气压 缩
机 等气 动设 备实 现 了分散 沼气池 的沼气集 中储 存在 储 气罐 中 ; 用减压 阀 、 向阀 和电磁 换 向阀等 气动设 备 利 单
—
匝匦
实现 了 由沼气储 气 罐 和 天然 气 管 网联合 向用 户 供 气 ; 沼气 集 中储气 和供 气装置 的控 制 系统实 现 了对该 装置
用 气 压力状 态 下 的体积 , 出用 户 产 气 量 和用 气 量 的 算
[ ] 李景 明. 升沼气在 中国天然 气产业 发展 中的战 略地位 1 提 [ ] 天然气工业 ,0 1 ( ) 10—13 J. 2 1 ,8 :2 2. [ ] 任峰 , 2 刘应宗 , 牛东晓. 农村生 物质能 资源利 用效能 综合 评价研究 [ ] 软科学 ,0 1 ( ) 2 2 . J. 2 1 ,9 :0— 1 [ ] 谈宏华 , 3 滕达. 基于气 动系统 的电液 比例阀监控装置 的设 计 [] 液压 与气动 ,00,6 :4—3 . J. 2 1 ()3 6 [ ] 姜继海 , 4 宋锦 春 , 高常识. 液压 与气压传 动 [ . 京 : M] 北 高
等 教 育 出版 社 ,0 2 20 .
差值 。判 断 只 要 有 一 户 进 气 压 力 高 于单 向阀 的背 压
时, 开启 沼气 压缩 机 。再 读取 储气 罐 的压力 , 如果 储气
罐 的压力 低 于 储 气 罐 最 低 供 气 压 力 P , 右 位 工 时 阀 作 , 时用 户 用气 由天 然气 管 网供气 , 这 如果 储气 罐 的压
{ ÷
—
收 稿 日期 :0 20 —0 2 1 -22
作 者简 介 : 刘捷 (9 1 ) 女 , 17 一 , 四川德 阳人 , 副教授 , 主要从 事 电气 自动控制的教学和科研工作 。
*
{ — } *一 *
{— { { }—* 一 —*一 *
*
4 结 束 语
进气 压力 ≥
否
力高 于储 气罐 最低 供 气 压 力 P 时 ,阀左 位 工作 , 时 这
[ ] 贾宇辉 , 5 徐振宇 , 王孝洪 , 田联 房. 基于 S C 4 0的电力线 3 24 巡检机 器 人 系 统设 计 [ ] 电 测 与仪 表 ,0 1 ( ) 4 J. 2 1 , 5 :5
—
用户 用气 由沼 气储 气罐 供气 。当读取 到 的储气 罐 的压
炉底旋 转既 可 由机械 装置 驱动 , 可 由液压 系统 也
环形 加热 炉是 用 来加 热 供 轧 制 的钢坯 、 锭 和供 钢
锻造 或热 处理 坯料 的设 备 。炉底 可 以旋 转 , 膛 由预 炉
热段 、 热段 、 加 均热 段组 成 , 料 和 出料 有一 个夹 角 , 装 装 出料机 可 以机械 化操 作 。