一种简捷计算磨机填充率的方法及应用
精确测量球磨机介质充填率的方法与流程
精确测量球磨机介质充填率的方法与流程以精确测量球磨机介质充填率的方法与流程为标题,本文将介绍如何准确测量球磨机介质充填率的方法与流程。
一、引言球磨机是一种常用的研磨设备,广泛应用于矿山、冶金、建材等行业。
球磨机的工作效果与介质充填率密切相关,因此准确测量介质充填率对于优化球磨机的运行效率至关重要。
二、方法一:直接测量法直接测量法是一种常用的测量介质充填率的方法。
具体步骤如下:1. 准备工作需要准备好测量工具。
常用的测量工具有钢尺、测量卡尺等。
此外,还需要准备一些标识物,如颜色鲜明的小球等,用于标记测量点。
2. 测量过程将球磨机停机,并确保介质已经停止运动。
然后,随机选择几个位置,在球磨机筒体内测量介质的高度。
使用测量工具在选定的位置上测量介质的高度,并记录下来。
重复测量过程,直至测量点覆盖整个筒体。
3. 计算充填率根据测量数据计算介质充填率。
充填率的计算公式为:介质充填率= (介质体积/ 总体积) × 100%。
介质体积可通过测量的介质高度和筒体截面积计算得到,总体积为球磨机筒体的容积。
三、方法二:间接测量法间接测量法是另一种常用的测量介质充填率的方法。
具体步骤如下:1. 准备工作需要准备好测量工具和标识物,同样可以使用钢尺、测量卡尺等测量工具,并准备一些颜色鲜明的小球用于标记。
2. 测量过程将球磨机停机,并确保介质已经停止运动。
然后,随机选择几个位置,在球磨机筒体内测量介质的高度。
使用测量工具在选定的位置上测量介质的高度,并记录下来。
重复测量过程,直至测量点覆盖整个筒体。
3. 计算充填率根据测量数据计算介质充填率。
充填率的计算公式为:介质充填率= (介质体积/ 总体积) × 100%。
介质体积的计算可以通过测量介质高度和筒体截面积得到,总体积为球磨机筒体的容积。
四、方法比较与注意事项直接测量法和间接测量法都可以用于测量球磨机介质充填率,但各有优缺点。
直接测量法准确性较高,但需要停机操作,影响生产效率;间接测量法无需停机,但准确性相对较低。
球磨机填充率计算简单方法
球磨机填充率计算简单方法球磨机是一种常用的磨矿设备,用于将矿石等物料进行研磨。
在球磨过程中,填充率是一个重要的参数,它表示磨矿机筒体内装入研磨介质的比例。
填充率的大小直接影响到研磨效果和产量,因此准确计算填充率对于优化球磨机的工作状态具有重要意义。
计算球磨机填充率的方法有多种,其中比较简单且常用的方法是通过测量球磨机筒体内装入研磨介质的质量和筒体容积来计算。
具体步骤如下:1. 准备工作:首先需要准备一定质量的研磨介质,常见的研磨介质有钢球和砂石等。
同时,还需要测量球磨机筒体的容积,可以用容量瓶等器具进行测量。
2. 装入研磨介质:将准备好的研磨介质装入球磨机筒体内,注意要均匀分布,避免出现局部堆积或空隙。
3. 测量研磨介质质量:使用天平等仪器,将球磨机筒体内的研磨介质取出,并将其质量进行测量。
确保测量时要将筒体内的介质全部取出,避免漏测或多测。
4. 计算填充率:根据测量得到的研磨介质质量和筒体容积,可以计算填充率。
填充率的计算公式为:填充率 = 研磨介质质量 / (筒体容积 * 研磨介质的密度)其中,研磨介质的密度可以通过测量得到,也可以参考相关文献或规范。
填充率的计算结果一般以百分比的形式表示,常用的单位有%或‰。
通常情况下,球磨机的填充率在70%~80%之间较为合适,过低或过高的填充率都会对研磨效果产生不利影响。
需要注意的是,填充率的计算结果可能会受到一些因素的影响,如研磨介质的粒径分布、筒体内其他物料的存在等。
因此,在实际应用中,还需要根据具体情况进行适当修正和调整。
总结起来,球磨机填充率的计算方法相对简单,通过测量研磨介质的质量和筒体的容积,可以得到填充率的估算值。
合理控制填充率对于球磨机的正常运行和研磨效果具有重要意义。
在实际操作中,还需要考虑其他因素的影响,并进行适当的修正和调整,以获得更准确的填充率值。
球磨机磨内高度与填充率的关系
球磨机磨内高度与填充率的关系
球磨机钢球的填充率一直是我们操作的难点,掌握多种有效的方法,对此大有脾益。
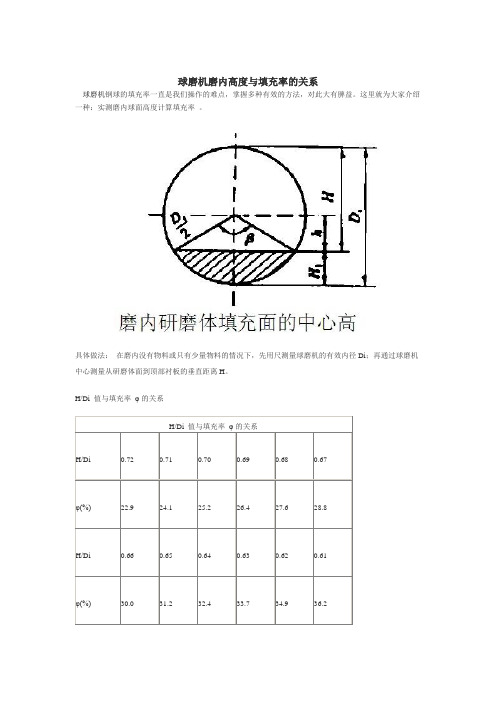
这里就为大家介绍一种:实测磨内球面高度计算填充率。
具体做法:在磨内没有物料或只有少量物料的情况下,先用尺测量球磨机的有效内径Di;再通过球磨机中心测量从研磨体面到顶部衬板的垂直距离H。
H/Di 值与填充率φ的关系
H/Di 值与填充率φ的关系
H/Di 0.72 0.71 0.70 0.69 0.68 0.67
φ(%)22.9 24.1 25.2 26.4 27.6 28.8
H/Di 0.66 0.65 0.64 0.63 0.62 0.61
φ(%)30.0 31.2 32.4 33.7 34.9 36.2
1、确定了介质的填充率,就可算出介质的装填量。
2、介质装填量的多少,不但直接影响着粉磨过程的冲击次数和研磨面积,而且还影响着介质本身的提升高度,即对物料的冲击力。
3、装填量少,粉磨效率低,装填量过多,球磨机运转时,内层介质易产生干扰,破坏了介质的正常运动,粉磨效率也要降低。
磨机级配方法
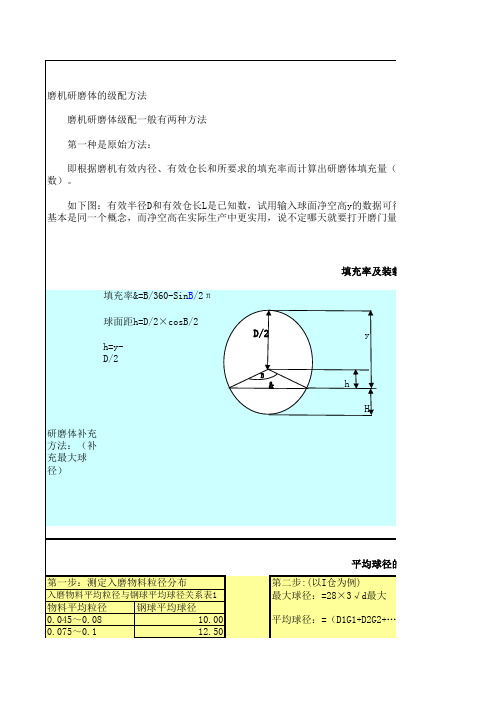
填充率&=B/360-SinB/2π
球面距h=D/2×cosB/2
h=yD/2
D/2
B
&
研磨体补充 方法:(补 充最大球 径)
填充率及装载量确定
y h
H
第一步:测定入磨物料粒径分布 Nhomakorabea入磨物料平均粒径与钢球平均球径关系表1
物料平均粒径
钢球平均球径
0.045~0.08
10.00
0.075~0.1
12.50
磨机研磨体的级配方法
磨机研磨体级配一般有两种方法
第一种是原始方法:
即根据磨机有效内径、有效仓长和所要求的填充率而计算出研磨体填充量(吨数),然后根据要求 数)。
如下图:有效半径D和有效仓长L是已知数,试用输入球面净空高y的数据可得出你要求的填充率&, 基本是同一个概念,而净空高在实际生产中更实用,说不定哪天就要打开磨门量一下,补上一些钢球!
根据“两头小中间大原则”,在左表基础上加上小球
Ø
40
30
20
%
5.7
16 30.3
吨
9.98 28.00 53.03
要求值(对应表格):80
第三步:调整
最大球径和最小球径调整
Ø
100
90
80
吨
78 79 80 81 82 83 84 85 45
%
#DIV/0! #DIV/0! ######
40 35 30 25 20 15 10 5 %
4850 4800 4760 4708 4660 4640 4620 4590 4560
种方法——四方形法
第一步:设定四种连续规格的研磨体,按照四方形的分配原则,它们的总和是100%。如下图,可得出平均球径的结 均球径结果相同的组合,根据工艺生产要求选取合适的级配。(可设定自动统计表,只需输入四种研磨体的规格直径 球径结果)。 第二步:根据选取的级配、要求的装载量以及“两头大,中间小原则”加入一组最小球,可得出初始平均球径。
一种简捷计算磨机填充率的方法及应用
一种简捷计算磨机填充率的方法及应用
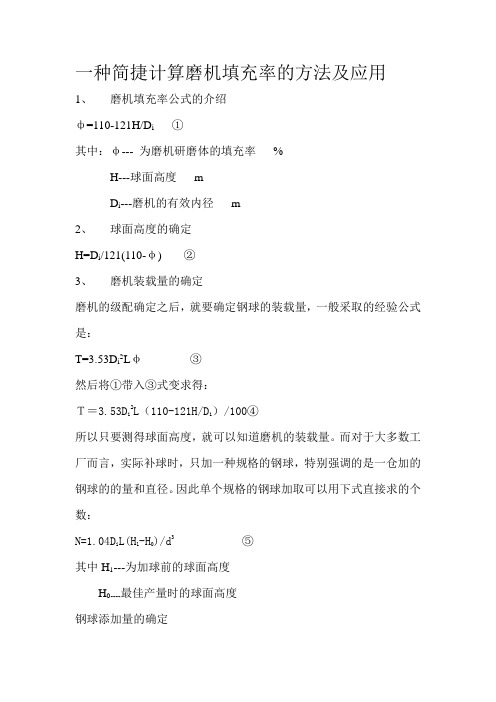
1、磨机填充率公式的介绍
ф=110-121H/D i ①
其中:φ--- 为磨机研磨体的填充率%
H---球面高度m
D i---磨机的有效内径m
2、球面高度的确定
H=D i/121(110-φ) ②
3、磨机装载量的确定
磨机的级配确定之后,就要确定钢球的装载量,一般采取的经验公式是:
T=3.53D i2Lφ③
然后将①带入③式变求得:
T=3.53D i2L(110-121H/D i)/100④
所以只要测得球面高度,就可以知道磨机的装载量。
而对于大多数工厂而言,实际补球时,只加一种规格的钢球,特别强调的是一仓加的钢球的的量和直径。
因此单个规格的钢球加取可以用下式直接求的个数:
N=1.04D i L(H1-H0)/d3 ⑤
其中H1---为加球前的球面高度
H0----最佳产量时的球面高度
钢球添加量的确定
磨机运行一段时间之后,钢球由于磨损而减少,因此需要加入一定量的钢球
Δt=3.53D i L(121H1-H0/D i*100 ⑥。
球磨机充填率选矿厂的计算方法
球磨机充填率选矿厂的计算方法
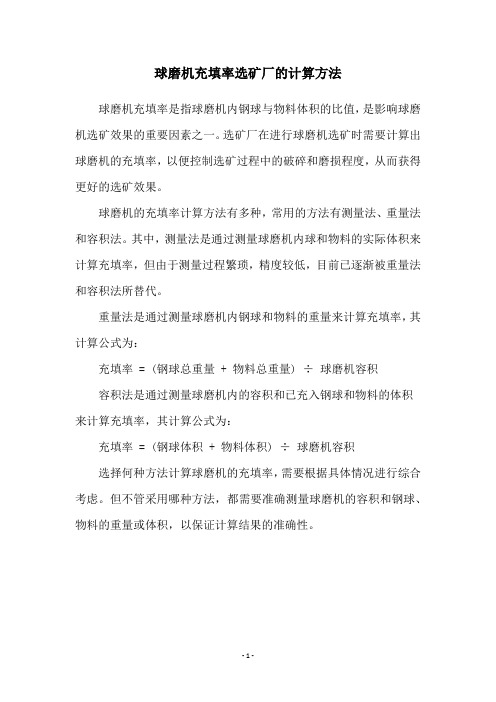
球磨机充填率是指球磨机内钢球与物料体积的比值,是影响球磨机选矿效果的重要因素之一。
选矿厂在进行球磨机选矿时需要计算出球磨机的充填率,以便控制选矿过程中的破碎和磨损程度,从而获得更好的选矿效果。
球磨机的充填率计算方法有多种,常用的方法有测量法、重量法和容积法。
其中,测量法是通过测量球磨机内球和物料的实际体积来计算充填率,但由于测量过程繁琐,精度较低,目前已逐渐被重量法和容积法所替代。
重量法是通过测量球磨机内钢球和物料的重量来计算充填率,其计算公式为:
充填率 = (钢球总重量 + 物料总重量) ÷球磨机容积
容积法是通过测量球磨机内的容积和已充入钢球和物料的体积
来计算充填率,其计算公式为:
充填率 = (钢球体积 + 物料体积) ÷球磨机容积
选择何种方法计算球磨机的充填率,需要根据具体情况进行综合考虑。
但不管采用哪种方法,都需要准确测量球磨机的容积和钢球、物料的重量或体积,以保证计算结果的准确性。
- 1 -。
介绍磨机研磨体填充率的测定方法
�m�度高端顶内磨到面表体磨研———H:中式 )2/β(sociD)2/1(+iD)2/1(=h+iD)2/1(=H :度高端顶内磨到面表体磨研
�m�径内效有机磨———iD
。°�角心圆的心中机磨对面表球钢———β )1(
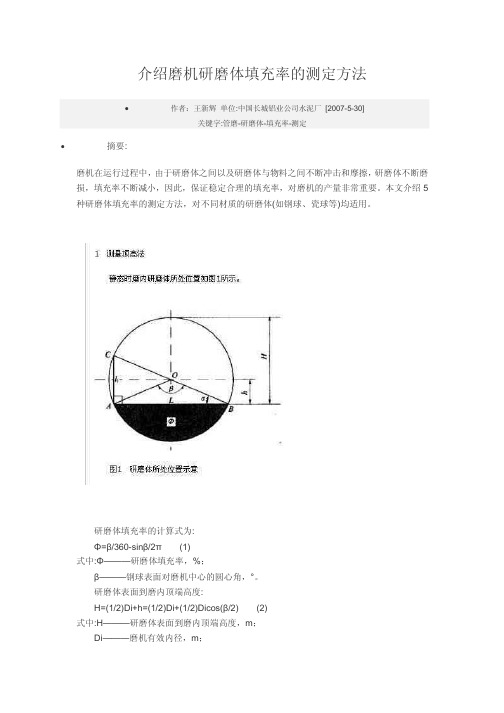
�%�率充填体磨研———Φ:中式 :为式算计的率充填体磨研 π2/βnis-063/β=Φ
.1 表见系关的值 Φ 与 iD/H�值率充填出算计可)1(式
。m�度高的心中机磨到面表体磨研———h
。值 Φ 率充填出求表查过通�值 iD/1l 出算计�后 1l 度长 CA 出量测
同�角 β 出求而进�角 γ 出求可�后 2l 度长的 CB 出测�知可)7(式由 ,2)iD/2l(2-1=γsoc�出得 :有�中 CBO△在 γ-°003=γ-°06-°063=β
5 绍介文本。要重常非量产的机磨对�率充填的理合定稳证保�此因�小减断不率充填�损
பைடு நூலகம்
。用适均)等球瓷、球钢如(体磨研的质材同不对�法方定测的率充填体磨研种
磨断不体磨研 �擦摩和击冲断不间之料物与体磨研及以间之体磨研于由 �中程过行运在机磨 :要摘
]03-5-7002[ 厂泥水司公业铝城长国中:位单 辉新王�者作 定测-率充填-体磨研-磨管:字键关
。值 Φ 率充填出求表查过通�值 iD/2l 算计�后 2l 度长 CB 出量测
�
�
法方定测的率充填体磨研机磨绍介
。3 表见系关值 Φ 与值 iD/L�值 Φ 出算计理同 iD/L=)2/iD(/)2/L(=)2/β(nis:得�L 为度长 BA 长弦占所内磨在面表体磨研出测�1 图如
)5(
法长弦量测 3
据根�值 β 出算计可�数知已为�说来机磨一某于对 iD�后值 H 出量测�知可式)3(由 )3( 1-)iD/H(·2=)2/β(soc :得理整
球磨机充填率选矿厂的计算方法
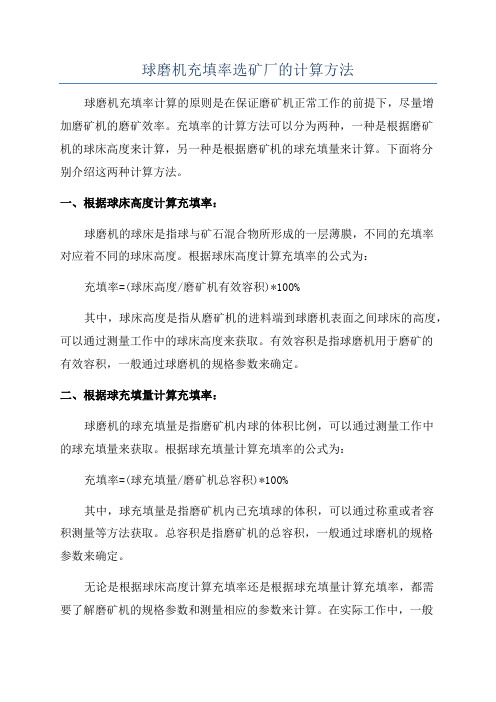
球磨机充填率选矿厂的计算方法球磨机充填率计算的原则是在保证磨矿机正常工作的前提下,尽量增加磨矿机的磨矿效率。
充填率的计算方法可以分为两种,一种是根据磨矿机的球床高度来计算,另一种是根据磨矿机的球充填量来计算。
下面将分别介绍这两种计算方法。
一、根据球床高度计算充填率:球磨机的球床是指球与矿石混合物所形成的一层薄膜,不同的充填率对应着不同的球床高度。
根据球床高度计算充填率的公式为:充填率=(球床高度/磨矿机有效容积)*100%其中,球床高度是指从磨矿机的进料端到球磨机表面之间球床的高度,可以通过测量工作中的球床高度来获取。
有效容积是指球磨机用于磨矿的有效容积,一般通过球磨机的规格参数来确定。
二、根据球充填量计算充填率:球磨机的球充填量是指磨矿机内球的体积比例,可以通过测量工作中的球充填量来获取。
根据球充填量计算充填率的公式为:充填率=(球充填量/磨矿机总容积)*100%其中,球充填量是指磨矿机内已充填球的体积,可以通过称重或者容积测量等方法获取。
总容积是指磨矿机的总容积,一般通过球磨机的规格参数来确定。
无论是根据球床高度计算充填率还是根据球充填量计算充填率,都需要了解磨矿机的规格参数和测量相应的参数来计算。
在实际工作中,一般通过定期测量和调整球磨机的球充填量或球床高度,以达到合理的充填率,提高磨矿效率。
总结起来,球磨机充填率的选矿厂计算方法可以根据球床高度或球充填量来计算,通过测量对应的参数并结合磨矿机的规格参数,可以得到合理的充填率。
合理的充填率可以提高磨矿机的磨矿效率,达到更好的选矿效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一种简捷计算磨机填充率的方法及应用
1、磨机填充率公式的介绍
ф=110-121H/D i ①
其中:φ--- 为磨机研磨体的填充率%
H---球面高度m
D i---磨机的有效内径m
2、球面高度的确定
H=D i/121(110-φ) ②
3、磨机装载量的确定
磨机的级配确定之后,就要确定钢球的装载量,一般采取的经验公式是:
T=3.53D i2Lφ③
然后将①带入③式变求得:
T=3.53D i2L(110-121H/D i)/100④
所以只要测得球面高度,就可以知道磨机的装载量。
而对于大多数工厂而言,实际补球时,只加一种规格的钢球,特别强调的是一仓加的钢球的的量和直径。
因此单个规格的钢球加取可以用下式直接求的个数:
N=1.04D i L(H1-H0)/d3 ⑤
其中H1---为加球前的球面高度
H0----最佳产量时的球面高度
钢球添加量的确定
磨机运行一段时间之后,钢球由于磨损而减少,因此需要加入一定量的钢球
Δt=3.53D i L(121H1-H0/D i*100 ⑥。