powermill程式单代码
3-PowerMill程序单的模板定制

PowerMill 程序单的模板定制
PowerMill 提供两种方法输出 NC 加工程序单:右键菜单 “PowerMILLUtilities”和 NC 程序“设置清单”,这两种方法输出的表单均为 Html 网页格式,可定制性和交互性 较强。PowerMill 提供了大量的参数与变量以输出刀具路径(toolpath)和 NC 程序信息, 可满足客户生产管理的需要。
第 5页,共 6 页
2、在模板中加入 java.script 脚本程序,并设置其自动运行。
此脚本程序的作用原理是遍历 刀具路径表格每一行,通过条件判断删除不需要
的部分。
其效果如下:
这一节简单介绍了 PowerMILL 程序单的输出原理和模板定制,主要是一些实现方法 和思路。
第 6页,共 6 页
一、程序单输出原理的三点说明
1、PowerMill 提供项目标题、NC 程序标题、刀具路径、项目综述、NC 程序综述等 几种表单输出类型。 不同的输出类型侧重于不同的信息输出,但是它们的区别不是绝对的,我们可以在不 同的类型中输出相同内容的程序单(假如模板相同的话)。
2、PowerMill 采用网页模板固定输出样式和内容。 其中网页样式(如字体大小、图片大小、表格边框等)可能不仅取决于模板文件本 身,还受到样式表文件(style.css)的制约。 3、PowerMill 使用参数代换的方法输出信息内容。 PowerMill 的参数代换是一种宏代换,各参数的意义参见相关说明。
第 2页,共 6 页
PowerMILL 加工编程步骤
一、PowerMILL加工编程步骤1.载入模型PowerMILL可利用PowerSHAPE直接造型或通过PS-Exchange模块读入多种常用主流CAD文件,充分利用各种软件的优势,从而大大提高编程的效率和质量。
2.参数设定(1)坐标系的设定建立加工坐标系一般根据以下原则:一般取工作坐标系为加工坐标系;坐标原点要定在有利于测量和快速准确对到的位置;根据机床坐标系和零件在机床上的位置确定加工坐标轴的方向。
为了符合加工习惯,利用摆正器将零件上表面中心作为坐标系原点摆放工件,Z方向也可根据情况设置在工件的最高处或最低处。
(2)毛坯大小的设定。
在PowerMILL中,毛坯扩展值的设定很重要。
如果该值设得过大将增大程序的计算量,增加了编程的时间,如果设的过小,程序将以毛坯的大小为极限进行计算,这样很可能有的型面加工不到位或者在开始实际加工时出现干涉,所以毛坯扩展的设定一般根据实际毛坯大小设定并稍大于加工刀具的半径,同时还要考虑它的余量。
(3)加工参数设定进给率的设定、进给高度的设定、开始点与结束点的设定、切入切出和连接方式的设定和刀具的设定根据具体的加工工序及加工策略而定。
其中设定刀具时最好将刀具名称与刀具尺寸联系起来,如名称为D6R2的刀代表刀具直径为6,圆角半径为2的圆角刀。
这样命名有利于编程时对刀具的选用和检查。
3.工艺分析及编制确定哪些特征能在一次装夹中完成,并安排加工顺序及使用的刀具,最后确定使用何种加工方式来完成。
选择加工方式后,需要定义加工范围及加工参数。
定义完参数后,由软件完成刀具运动轨迹的计算,并可进行加工仿真。
如刀具轨迹不理想,可修改参数并重新进行计算或者直接对刀具轨迹进行编辑。
4.仿真及后置处理生成所有刀具轨迹后可调入机床文件进行仿真,并通过专用后置处理程序将其转换为加工G代码。
二、PowerMILL高速加工策略PowerMILL可实现对各种数控加工轨迹的生成、编辑及后置处理,同时还可对生成的加工轨迹进行仿真与校验,以保证生成的数控加工程序准确无误。
powermill宏表达式大全

powermill宏表达式大全1、刀路余量列表查看宏STRING LIST StrList = fill(28,"=")STRING Str1=replace(join(StrList,"-"),"-","")STRING Str2=replace(join(fill(32," "),"-"),"-","")STRING str="刀路余量列表查看:"+CRLF+$Str1+CRLF+" 刀路"+$Str2+"余量"+CRLF+join(fill(26,"-"),"-")+CRLFBOOL Flag=1FOREACH Toolpath IN FOLDER('Toolpath') {INT i=0while iIF toolpath.ThicknessSetValues[i].Thickness!=0AND toolpath.ThicknessSetValues[i].AxialThickness!=0 {$Flag=0CONTINUE}$i=i+1}STRINGStr1=string(Toolpath.Thickness)+"/"+string(Toolpath.AxialThickness) $str=str+$+replace(join(fill(28-length($T )," "),"-"),"-","")+Str1+CRLF+join(fill(26,"-"),"-")+CRLF}IF FLAG {VIEW MODEL ; SHADE RAINBOW} ELSE {VIEW MODEL ; SHADE VTHICKNESS}MACRO PAUSE $str2、选面产生孔特征宏CREATE FEATURESET ; FORM FEATURE FEATURECREATEEDIT FEATURECREATE TYPE HOLE EDIT FEATURECREATE CIRCULAR ON EDIT FEATURECREATE FILTER CURVES EDIT FEATURECREATE TOPDEFINE ABSOLUTE EDIT FEATURECREATE BOTTOMDEFINE ABSOLUTEEDIT FEATURECREATE TOPDEFINE MAXINPUTEDIT FEATURECREATE BOTTOMDEFINE MININPUTEDIT FEATURESET ; INSERT POINTSFEATURE CANCEL3、单刀路碰撞检查宏DIALOGS MESSAGE ONFORM COLLISIONEDIT COLLISION TYPE COLLISIONEDIT COLLISION SCOPE ALLEDIT COLLISION SPLIT_TOOLPATH YEDIT COLLISION SPLIT_TOOLPATH NEDIT COLLISION SHANK_CLEARANCE "0.5"EDIT COLLISION HOLDER_CLEARANCE "0.5"EDIT COLLISION DEPTH NEDIT COLLISION DEPTH YEDIT COLLISION ADJUST_TOOL YEDIT COLLISION APPLYCOLLISION ACCEPT4、单刀路过切检查宏FORM COLLISIONEDIT COLLISION TYPE GOUGEEDIT COLLISION APPLYCOLLISION ACCEPT5、NC批量改名-序号+刀具名+RF宏//命名方式:序号+刀具名+RFINT i=1FOREACH NC IN FOLDER('NCProgram') {STRING NCName=STRING ToolName=""STRING Type="R"REAL m=0FOREACH Toolpath IN components(entity('NCProgram', NCName)) {$ToolName=IF entity('Toolpath',).Strategy=='drill' {$m=entity('Toolpath',).Drill.Thickness} else {$m=entity('Toolpath',).Thickness}Break}IF m$Type='F'}STRING Cmd='RENAME NCProgram '+$NCName+' '+i+'-'+$ToolName+'-'+$TypeDOCOMMAND $Cmd$i=i+1}6、批量命名刀路-序号+刀具名宏DIALOGS MESSAGE OFFDIALOGS ERROR OFFINT i=1FOREACH toolpath IN folder('TOOLPATH') {STRING thname=STRING LIST StrList=tokens(toolname,"_")STRING NewName=select(iRENAME TOOLPATH $thname $NewName$i=i+1}DIALOGS MESSAGE OFFDIALOGS ERROR OFF7、Z轴移动边界宏string prompt="输入边界沿着Z轴移动的距离:"REAL i=0bool err=0do {$i=input $prompt$err=ERROR iif err {$prompt="请输入一个数值:"} else {MODE NOGUI GEOMETRY_TRANSFORM START BOUNDARY ; MODE NOGUI TRANSFORM TYPE TRANSLATEMODE NOGUI TRANSFORM ORIGIN ACTIVE_WORKPLANE MODE NOGUI COORDINPUT COORDTYPE RELATIVE//相对移动MODE NOGUI COORDINPUT COORDINATES 0 0 $iMODE NOGUI GEOMETRY_TRANSFORM FINISH ACCEPT}} while err8、Z轴移动参考线宏string prompt="输入边界沿着Z轴移动的距离:"REAL i=0bool err=0do {$i=input $prompt$err=ERROR iif err {$prompt="请输入一个数值:"} else {MODE NOGUI GEOMETRY_TRANSFORM START PATTERN ; MODE NOGUI TRANSFORM TYPE TRANSLATEMODE NOGUI TRANSFORM ORIGIN ACTIVE_WORKPLANE MODE NOGUI COORDINPUT COORDTYPE RELATIVE//相对移动MODE NOGUI COORDINPUT COORDINATES 0 0 $iMODE NOGUI GEOMETRY_TRANSFORM FINISH ACCEPT}} while err9、锁定Z-扩展XY方向宏string prompt="输入毛坯扩展的数值:" REAL i=0bool err=0do {$i=input $prompt$err=ERROR iif err {$prompt="请输入一个数值:"} else {FORM BLOCKEDIT BLOCKTYPE BOXEDIT BLOCK LIMITTYPE MODEL EDIT BLOCK ALL UNLOCKEDIT BLOCK ZLEN LOCKEDIT BLOCK ZMAX LOCKEDIT BLOCK ZMIN LOCKEDIT BLOCK RESETLIMIT $iEDIT BLOCK RESETBLOCK ACCEPTDRAW BLOCKbreak}} while err10、批量安全高度(不激活刀路)宏DIALOGS MESSAGE OFFDIALOGS ERROR OFFSTRING a= "输入安全高度"int q= ""$q= input $aFOREACH c IN folder('TOOLPATH') {EDIT PAR "entity('toolpath',$).Rapid.Plane.Distance" $q }DIALOGS MESSAGE ONDIALOGS ERROR ON。
Powermill各目录和文件及命令的说明
以下东西希望对大家powermill二次开发有帮助powermill快速删除刀轨<buttoncommand='DELETE toolpath SELECTed'label="DELETE toolpath SELECTed"/>把以上代码写到C:\Program Files\Delcam\PowerMILL8009\sys\hci\popups\default.ppm中(default.ppm用记事本打开)删除刀轨时选择要删除的刀轨右击选择DELETE toolpath SELECTed就可以了(…/><spacer/><buttoncommand='DELETE toolpath SELECTed'label="DELETE toolpath SELECTed"/></menupage></usermenu></menus>)(以上命令是在网上搜的)Powermill各目录和文件及命令的说明:C:\Program Files\Delcam\PowerMILL8009\sys\hci\popups\default.ppm是窗口鼠标右键菜单C:\Program Files\Delcam\PowerMILL8009\sys\hci\popups\explorer.ppm是设计树窗口命令鼠标右键菜单C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\LC_MESSAGES\dcp_messages.po是信息显示窗口帮助文本C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\Chinese-CHN\LC_MESSAGES\form_messages.po是信息显示窗口简体中文工具名称C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\Chinese-CHN\LC_MESSAGES\dcp_messa ges.po是信息显示窗口简体中文帮助文本C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\Chinese-TWN\LC_MESSAGES\form_messages.po是信息显示窗口繁体中文工具名称C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\Chinese-TWN\LC_MESSAGES\dcp_messa ges.po是信息显示窗口繁体中文帮助文本C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\English\LC_MESSAGES\form_messages.po是信息显示窗口英文工具名称C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\ English\LC_MESSAGES\dcp_messages.po 是信息显示窗口英文帮助文本C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\LC_MESSAGES\ form_messages.po是信息显示窗口工具名称C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\HELP\ help.alias是窗口?号帮助地址C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\HELP\ Pmill.chm是powermill帮助文件C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\PARREF是命令信息C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\PARSUM\ parameters.htmlPowermill参数摘要C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\RESOURCE\ pmill.rcPowermill文件格式命令C:\Program Files\Delcam\PowerMILL9003\lib\macro是宏文件目录C:\Program Files\Delcam\PowerMILL9003\lib\macro\pminch.mac是英制默认宏文件C:\Program Files\Delcam\PowerMILL9003\lib\macro\pmlocal.mac是开始启动宏文件C:\Program Files\Delcam\PowerMILL9003\lib\macro\pmstartup.mac是主要启动宏文件C:\Program Files\Delcam\PowerMILL9003\lib\macro\pmuser.mac是用户启动宏文件C:\Program Files\Delcam\PowerMILL9003\lib\newfeatures\C\newfeatures.html是新增功能演示C:\Program Files\Delcam\PowerMILL9003\lib\newfeatures\Russian\newfeatures.html 是俄语新增功能演示C:\Program Files\Delcam\PowerMILL9003\lib\newfeatures\images是新增功能演示图片目录C:\Program Files\Delcam\PowerMILL9003\lib\newfeatures\videos是新增功能演示视频目录C:\Program Files\Delcam\PowerMILL9003\file\browser是DELCAM公司产品目录C:\Program Files\Delcam\PowerMILL9003\file\examples是范例文件目录C:\Program Files\Delcam\PowerMILL9003\file\examples\MachineData是模拟机器文件目录C:\Program Files\Delcam\PowerMILL9003\file\examples\Patterns是参考线文件目录C:\Program Files\Delcam\PowerMILL9003\file\setup-sheets是程序单目录C:\Program Files\Delcam\PowerMILL9003\file\templates是刀具路径策略目录。
PowerMILL 3axis编程
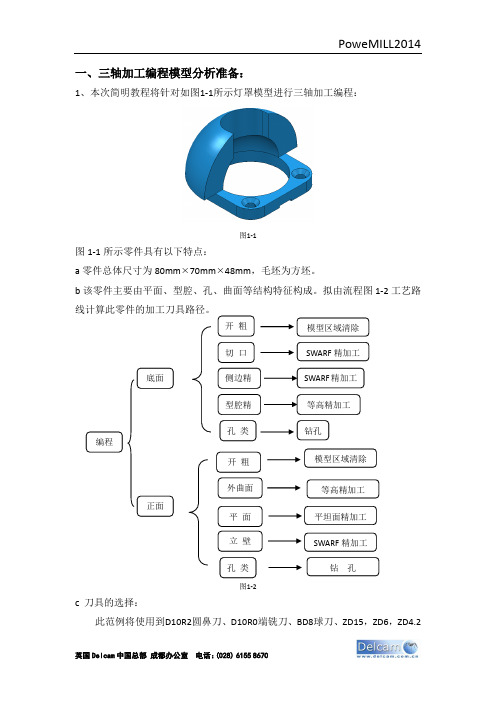
PoweMILL2014
一、三轴加工编程模型分析准备:
图1-9
图1-10
4、侧边精加工 a在主工具栏上按下刀具路径策略图标 栏下的 SWARF精加工,并点击接受。 b刀具路径名称更名为:D10R0-J2
英国 Delcam 中国总部 成都办公室 电话: (028) 6155 8670
, 然后在策略选取器中选择精加工菜单
PoweMILL2014
c基本参数设定: 用户坐标系:1 刀具:D10R0 剪裁:毛坯---允许刀具中心在毛坯之外。 SWARF精加工:曲面侧----外 位置:底部 多重切削:方式----关。 刀轴:垂直 切入切出和连接: 切入---水平圆弧; 距离0; 角度90°; 半径10。 切出---水平圆弧; 距离0; 角度90°; 半径10。连接:短---在曲面上,长---掠过,缺省---相对 按住Shift键选择如图1-11箭头所示侧面,点击计算按钮,即可得到如图1-12所示 侧都办公室
电话: (028) 6155 8670
PoweMILL2014
图1-19
4、平面精加工 a在主工具栏上按下刀具路径策略图标 ,然后在策略选取器中选择三维区域
清除菜单栏下的等高切面区域清除,并点击接受。 b刀具路径名称更名为:D10R0-J3 c基本加工参数设定: 用户坐标系:2 刀具:D10R0 等高切面区域清除:等高切面----平坦面----平行; 切削方向----任意;径向余量 0.7,轴向余量0.5;行距5。 平坦面加工:平坦面公差0.01 刀轴:垂直 切入切出和连接: 切入---无;切出---无;连接:短---在曲面上,长---掠过,缺省---相对。 开始点:第一点安全高 点击计算按钮,即可得到如图1-20所示平面精加工路径。
PowerMILL如何输出NC等任意格式程序(2024)

提供一些在使用 PowerMILL输出NC程序时 需要注意的事项和常见问 题的解答,以帮助用户更 好地掌握这一功能。
2024/1/26
5
02
PowerMILL软件概述
2024/1/26
6
软件功能与特点
强大的加工策略
全面的刀具路径优化
PowerMILL提供多种高效、精确的加工策 略,包括粗加工、精加工、清角加工等, 满足复杂零件的加工需求。
FANUC格式
FANUC数控系统广泛应用于各种机床,其程序格式以G代 码和M代码为主,支持直线插补、圆弧插补等基本功能。
Siemens格式
Siemens数控系统在欧洲市场占据主导地位,其程序格式 以ISO代码为主,支持高级编程功能如参数编程、子程序调 用等。
Heidenhain格式
Heidenhain数控系统以高精度、高速度著称,其程序格式 采用专有的G代码和M代码,支持多种加工方式和复杂轮廓 编程。
03
输出NC等任意格式程序的需求
在实际生产过程中,不同的数控机床和控制系统可能需要 不同的NC程序格式。为了满足这些需求,PowerMILL提 供了输出多种NC程序格式的功能。
4
汇报范围
01
02
03
04
05
PowerMILL软件 NC程序格式的介 PowerMILL输出 输出其他任意格 注意事项和常见
软件具备刀具路径自动优化功能,可根据 加工需求自动调整刀具路径,提高加工效 率和质量。
灵活的机床控制和仿真
丰富的数据接口
PowerMILL支持多种数控系统和机床类型 ,可实现精确的机床控制和仿真,确保加 工过程的准确性和安全性。
软件支持多种CAD数据格式导入和NC程序 输出,方便与其他CAD/CAM系统进行数据 交换。
PM输出程式单
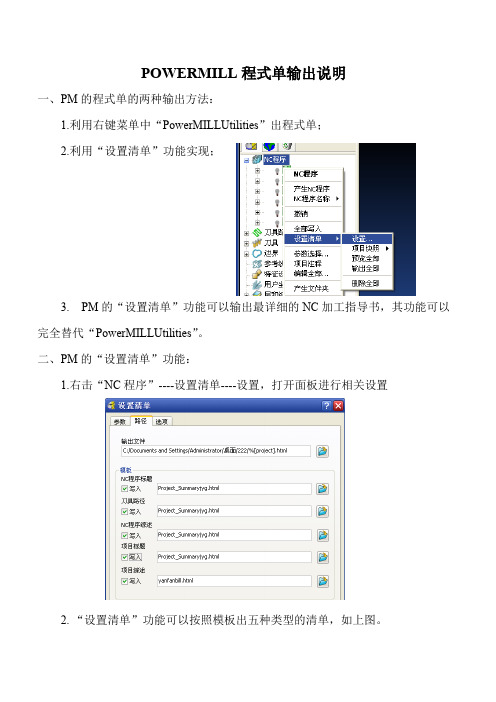
POWERMILL程式单输出说明一、PM的程式单的两种输出方法:1.利用右键菜单中“PowerMILLUtilities”出程式单;2.利用“设置清单”功能实现;3. PM的“设置清单”功能可以输出最详细的NC加工指导书,其功能可以完全替代“PowerMILLUtilities”。
二、PM的“设置清单”功能:1.右击“NC程序”----设置清单----设置,打开面板进行相关设置2. “设置清单”功能可以按照模板出五种类型的清单,如上图。
其中:“项目标题”可输出整个加工项目的总体信息“NC程序标题”可输出每一条“NC程序”的总体信息“刀具路径”可输出每一条加工刀路(即每一个加工策略)的信息“项目综述”对整个项目的每条加工刀路作信息的输出“NC程序综述”对每一NC程序中包含的每条加工刀路作信息的输出可以认为PM能输出最详细的加工信息,但是由于它在统计时基于每一条刀具路径,而不是每一条输出G代码的“NC程序”,因此在输出CNC车间使用的程式单时也有“太详细”的弊端。
三、CNC车间程式单输出方法:1. 将文件“yangfanbill.html”复制到模板路径下:… …\Delcam\PowerMILL8009\file\setup-sheets\2.打开设置面板,只勾选最后一项,指定模板“yangfanbill.html”,设置输出路径(可默认)。
4.设置快照图像5.输出:结果如下:这张程序单没有经过人工修改,前面的顺序检查增强了它的易读性,那是对应刀路的注。
四、关于程序单的定制和编辑:最好使用网页软件如Frontpage或Dreamwaver编辑,有及时预览功能,其它软件可能产生乱码。
Powermill各目录和文件及命令的说明
以下东西希望对大家powermill二次开发有帮助powermill快速删除刀轨<buttoncommand='DELETE toolpath SELECTed'label="DELETE toolpath SELECTed"/>把以上代码写到C:\Program Files\Delcam\PowerMILL8009\sys\hci\popups\default.ppm中(default.ppm用记事本打开)删除刀轨时选择要删除的刀轨右击选择DELETE toolpath SELECTed就可以了(…/><spacer/><buttoncommand='DELETE toolpath SELECTed'label="DELETE toolpath SELECTed"/></menupage></usermenu></menus>)(以上命令是在网上搜的)Powermill各目录和文件及命令的说明:C:\Program Files\Delcam\PowerMILL8009\sys\hci\popups\default.ppm是窗口鼠标右键菜单C:\Program Files\Delcam\PowerMILL8009\sys\hci\popups\explorer.ppm是设计树窗口命令鼠标右键菜单C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\LC_MESSAGES\dcp_messages.po是信息显示窗口帮助文本C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\Chinese-CHN\LC_MESSAGES\form_messages.po是信息显示窗口简体中文工具名称C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\Chinese-CHN\LC_MESSAGES\dcp_messa ges.po是信息显示窗口简体中文帮助文本C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\Chinese-TWN\LC_MESSAGES\form_messages.po是信息显示窗口繁体中文工具名称C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\Chinese-TWN\LC_MESSAGES\dcp_messa ges.po是信息显示窗口繁体中文帮助文本C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\English\LC_MESSAGES\form_messages.po是信息显示窗口英文工具名称C:\ProgramFiles\Delcam\PowerMILL9003\lib\locale\ English\LC_MESSAGES\dcp_messages.po 是信息显示窗口英文帮助文本C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\LC_MESSAGES\ form_messages.po是信息显示窗口工具名称C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\HELP\ help.alias是窗口?号帮助地址C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\HELP\ Pmill.chm是powermill帮助文件C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\PARREF是命令信息C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\PARSUM\ parameters.htmlPowermill参数摘要C:\Program Files\Delcam\PowerMILL9003\lib\locale\C\RESOURCE\ pmill.rcPowermill文件格式命令C:\Program Files\Delcam\PowerMILL9003\lib\macro是宏文件目录C:\Program Files\Delcam\PowerMILL9003\lib\macro\pminch.mac是英制默认宏文件C:\Program Files\Delcam\PowerMILL9003\lib\macro\pmlocal.mac是开始启动宏文件C:\Program Files\Delcam\PowerMILL9003\lib\macro\pmstartup.mac是主要启动宏文件C:\Program Files\Delcam\PowerMILL9003\lib\macro\pmuser.mac是用户启动宏文件C:\Program Files\Delcam\PowerMILL9003\lib\newfeatures\C\newfeatures.html是新增功能演示C:\Program Files\Delcam\PowerMILL9003\lib\newfeatures\Russian\newfeatures.html 是俄语新增功能演示C:\Program Files\Delcam\PowerMILL9003\lib\newfeatures\images是新增功能演示图片目录C:\Program Files\Delcam\PowerMILL9003\lib\newfeatures\videos是新增功能演示视频目录C:\Program Files\Delcam\PowerMILL9003\file\browser是DELCAM公司产品目录C:\Program Files\Delcam\PowerMILL9003\file\examples是范例文件目录C:\Program Files\Delcam\PowerMILL9003\file\examples\MachineData是模拟机器文件目录C:\Program Files\Delcam\PowerMILL9003\file\examples\Patterns是参考线文件目录C:\Program Files\Delcam\PowerMILL9003\file\setup-sheets是程序单目录C:\Program Files\Delcam\PowerMILL9003\file\templates是刀具路径策略目录。