继电器工艺流程.
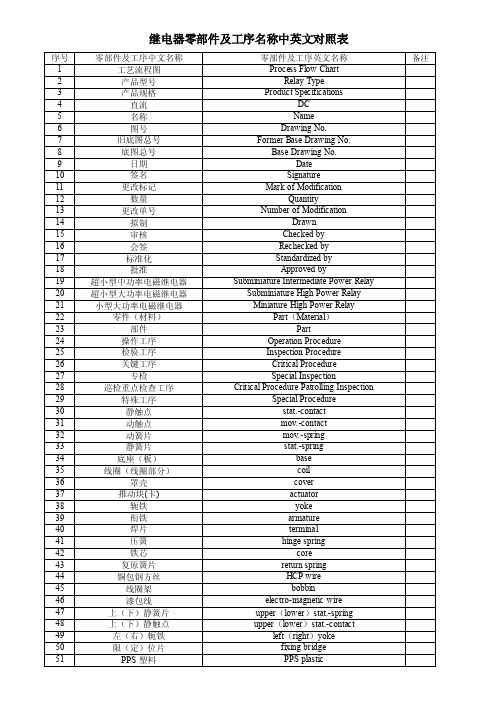
继电器零部件及工序名称中英文对照表

底图总号
Base Drawing No.
9
日期
Date
10
签名
Signature
11
更改标记
Mark of Modification
12
数量
Quantity
13
更改单号
Number of Modification
14
拟制
Drawn
15
审核
Checked by
16
会签
Rechecked by
17
标准化
129
电磁部分
electromagnetic part
130
上(下)静簧部分
upper(lower)stat.-spring part
131
动簧部分
mov.-spring part
132
(非)弯脚型
(non-)terminal-bending type
133
投影
projecting
134
砍铆短路片
copper ring cutting&riveting
动静簧部分压人
mov.-spring&stat.-spring part intruding
161
(旋)铆铁芯
core riveting (spin)
162
磁路压入
magnetic circuitintruding
163
(动簧)铆衔铁
(mov.-spring)&armature riveting
164
87
(空心)铆管
(hollow)rivet tube
88
螺母
nut
89
内(外)底座
成套配电设备开关柜生产工艺流程图
成套配电设备开关柜生产工艺流程图1.设计阶段:a.确定需求:根据客户的需求和要求,确定开关柜的规格、容量和功能。
b.技术设计:根据需求确定开关柜的布局、装配和连接方式,并进行3D设计和模拟。
2.材料准备:a.材料检验:对采购的材料进行检验,确保符合质量标准。
b.材料切割:根据设计要求,使用切割设备对金属板材进行切割。
c.板材加工:对切割后的板材进行成型、冲孔和折弯等加工。
d.表面处理:对板材进行表面处理,如喷涂、抛光和防腐处理等。
3.零部件制造:a.框架制作:根据设计要求,对金属板材进行焊接和连接,制作出开关柜的框架。
b.导电轨制作:根据设计要求,使用金属材料制作出导电轨。
c.铜排制造:根据设计要求,对铜材进行加工和铆接,制作出铜排用于电源连接。
d.绝缘件制作:根据设计要求,使用绝缘材料制作出绝缘件,用于隔离电路。
4.组件装配:a.安装导电轨:将制作好的导电轨安装在开关柜的内部。
b.安装电器元件:将电器元件如断路器、接触器和继电器等安装在开关柜内,按照电路图进行连接。
c.连接导线:使用导线将电器元件进行连接,形成完整的电路。
d.安装绝缘件:将制作好的绝缘件安装在开关柜内,用于隔离电路。
5.功能测试:a.电气测试:对已装配好的开关柜进行电气测试,检测各个电路是否正常工作。
b.功能测试:对开关柜的各个功能进行测试,确保开关柜满足设计要求。
6.包装和出厂:a.包装:对测试合格的开关柜进行包装,保护其不受损坏。
b.出厂检验:对包装好的开关柜进行最后的出厂检验,确保质量合格。
c.发货:将已包装好的开关柜进行发货,送至客户指定的地点。
7.安装和调试:a.现场安装:根据客户要求,将开关柜安装到指定位置,并接入相应的电源和负载设备。
b.调试测试:对已安装好的开关柜进行电气联调和功能测试,确保开关柜正常运行。
以上是成套配电设备开关柜的生产工艺流程,每个步骤都十分重要,需要严格按照要求进行操作和检验,以确保开关柜的质量和性能。
电气控制柜生产工艺流程

电气控制柜生产工艺流程(1)电气控制柜外型尺寸、面板开孔、柜体面板标识丝印检查,在电气控制柜开始装配前按照《屏柜结构、开孔图》进行外型尺寸、面板开孔、柜体面板标识丝印,及电气元件物料清单,确认无误后方可进行装配工作。
(2)准备齐电气控制柜装配所需的所有电气元件及安装辅材(3)电气装配人员要先准备齐电气控制柜上需使用的电气安装底板、电气面板、电气元件PLC、低压电器等)及所需要的安装辅材(行线槽、导轨、导线、接地铜排、安装螺栓等元器件安装在电气安装底板上(4)根据电气原理图中的底板布置图量好线槽与导轨的长度,用相应工具截断。
(注:线槽、导轨断缝应平直。
)两根线槽如果搭在一起,其中一根线槽的一端应切45度斜角。
用手电钻在线槽、导轨的两端打固定孔将线槽、导轨按照电气底板布置图放置在电气底板上,用黑色记号笔将定位孔的位置画在电气底板上。
先在电气底板上用样冲敲样冲眼,然后用手电钻在样冲眼上打孔(用低压电器元器件(微型空开、继电器、接触器、信号线端子、动力电源端子等)应按照电气原理图中的底板布置图安装在导轨上的。
)(5)电气元件的安装方式符合该元件的产品说明书的安装规定,以保证电气元件的正常工作条件,在屏内的布局应遵从整体的美观,并考虑控制元件之间的电磁干扰和发热性干扰,元件的布置应讲究横平竖直原则,整齐排列。
所有元件的安装方式应便于操作、检修、更换;工控机等重要操作的元件及液晶显示器、指示灯等有角度视觉要求的元件安装应尽量保持在离地高度视线范围内,以便于观察操作。
所有元件的安装应紧固,保证不致因运输震动使元件受损,对某些有防震要求的元件应采取相应的防震方式处理。
元件安装位置附近均需贴有照接线图对应的表示该件种类代号的标签,标签采用电脑印字机打印。
屏底侧安装接地铜排,并粘贴明显的接地标识牌。
三相电路主回路安照电气原理图中设计要求大小的铜芯电缆(或铜排)进行连接。
A、B、C三相应分别使用黄、绿、红电缆(若使用铜排应在对应铜排上套黄、绿、红套管)并在每相接线端子处粘贴A、B、C标贴。
配电箱制作工艺流程(3篇)

第1篇一、前言配电箱是电力系统中重要的设备之一,主要用于对电能进行分配和控制。
在建筑、工厂、电站等场所,配电箱的应用十分广泛。
为了保证配电箱的安全、可靠和高效运行,其制作工艺流程必须严格遵循相关标准和规范。
本文将详细介绍配电箱的制作工艺流程,以供相关人员参考。
二、配电箱制作工艺流程1. 设计阶段(1)收集资料:根据用户需求,收集相关电气设备、线路、负荷等信息。
(2)确定配电箱类型:根据负荷等级、电压等级、使用环境等因素,选择合适的配电箱类型,如固定式、抽屉式、组合式等。
(3)绘制配电箱布置图:根据电气设备布置图和线路走向,绘制配电箱布置图,确保配电箱内部布局合理、美观。
(4)编制电气设计图:根据配电箱布置图,绘制电气设计图,包括主电路图、控制电路图、保护电路图等。
2. 材料采购(1)根据电气设计图,确定所需材料,如配电箱本体、电气元件、绝缘材料、紧固件等。
(2)选择合适的供应商,确保材料质量符合国家标准。
(3)采购材料,并验收合格。
3. 零部件加工(1)配电箱本体加工:根据设计图纸,加工配电箱本体,包括外壳、面板、支架等。
(2)电气元件加工:对电气元件进行加工,如断路器、接触器、继电器等。
(3)绝缘材料加工:对绝缘材料进行加工,如绝缘板、绝缘套管等。
4. 零部件组装(1)装配配电箱本体:将外壳、面板、支架等组装成配电箱本体。
(2)安装电气元件:根据电气设计图,将断路器、接触器、继电器等电气元件安装在配电箱本体上。
(3)连接线路:根据电气设计图,连接主电路、控制电路和保护电路。
(4)安装绝缘材料:对电气元件和线路进行绝缘处理,确保电气安全。
5. 绝缘试验(1)对配电箱进行绝缘试验,包括绝缘电阻测试、耐压试验等。
(2)检查试验结果,确保配电箱绝缘性能符合国家标准。
6. 组件调试(1)对配电箱进行功能调试,包括手动操作、自动保护等功能。
(2)检查调试结果,确保配电箱各项功能正常。
7. 包装与运输(1)对配电箱进行包装,确保在运输过程中不受损坏。
继电器零部件及工序名称中英文对照表.doc
162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 序号 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
继电器零部件及工序名称中英文对照表
packing inner sampling inspection
incoming inspection warehouse
armature part assembling terminals auto-inserting
terminals tin dipping electrical data inspection before(after)sealing
sealing epoxy scraching vent hole sealing leakage check five main electrical spccs inspection adjust terminals straight
magnetic circuit riveting & adjusting base hole punching hinge spring inserting
工艺流程图符号含义
工艺流程图符号含义工艺流程图是工程设计中常用的一种图示工具,它用于展示工艺流程中各种设备、管道、仪表和控制系统之间的关系,以及各种操作和控制的方式。
在工艺流程图中,各种符号被用来表示不同的设备、管道和控制系统,这些符号具有特定的含义,能够清晰地传达信息。
因此,了解工艺流程图中符号的含义对于工程设计人员来说是非常重要的。
首先,让我们来看看工艺流程图中常用的一些符号及其含义。
在工艺流程图中,设备通常用矩形或圆角矩形表示,例如反应器、蒸馏塔、加热炉等。
管道通常用直线或曲线表示,箭头表示流体的流向。
阀门通常用方块表示,不同的阀门类型有不同的符号。
泵通常用三角形表示,不同的泵类型也有不同的符号。
除此之外,还有用于表示仪表、控制系统、传感器等的符号。
其次,让我们来了解一些常用的工艺流程图符号的含义。
首先是设备符号,例如反应器通常用带有双横线的矩形表示,蒸馏塔通常用带有三角形的矩形表示,加热炉通常用带有波浪线的矩形表示。
管道符号中,直线表示直通管道,曲线表示弯曲管道,箭头表示流体的流向。
阀门符号中,不同形状的方块表示不同类型的阀门,例如带有三角形的方块表示调节阀,带有帽子的方块表示安全阀。
泵符号中,不同形状的三角形表示不同类型的泵,例如带有箭头的三角形表示离心泵,带有横线的三角形表示齿轮泵。
仪表符号中,圆形表示指示仪表,方形表示记录仪表,菱形表示控制仪表。
控制系统符号中,带有箭头的方框表示控制器,带有叉的方框表示继电器,带有波浪线的方框表示调节器。
最后,让我们总结一下工艺流程图符号的含义。
工艺流程图中的符号是工程设计中非常重要的一部分,它能够清晰地传达设备、管道、仪表和控制系统之间的关系,以及各种操作和控制的方式。
因此,工程设计人员需要了解并熟练运用这些符号,以便能够准确地理解和绘制工艺流程图。
希望本文能够帮助大家更好地理解工艺流程图符号的含义,提高工程设计的水平。
电气装配工艺规程完整
电气装配工艺规程完整为了确保低压成套开关设备产品装配有序、规范,保证装配质量,本企业制定了本工艺规程。
本规程适用于本企业低压成套开关设备产品的电气装配工艺流程。
工艺流程包括装配前准备、电器件装配、次配线、二次配线、接地保护电路的连接、仪表校对及电器元件整定、出厂检验、装订铭牌加施标志、包装入库(出厂)。
在整个工艺流程中,要求工人具有良好的工作惯,如自检、互检、报检等。
在装配前,还需要熟悉装配图、电气原理图和二次线路图,了解清楚产品的结构形式与用图,熟悉元器件的性能技术参数,确定安装工序和次序。
同时,还需要检查各部件尺寸及开孔等是否与图纸相符合,领用电器元件、母排、绝缘导线、绝缘支撑件等所需元件和材料,检查器件、绝缘导线、绝缘支撑件的外观有否损伤,其规格型号、电压等级、电流容量等是否与图纸符合。
在安装各种不同规格和用途的元器件时,除应满足有关国家标准的规定外,尚须符合元件本身的技术要求,否则就不能保证其安全运行。
同时,还需要阅读各电器元件的安装使用说明书,明确其安装步骤及注意事项。
在工序过程中,要进行自检、互检和报检,发现电器元件、母线、绝缘导线和绝缘支撑件的不合格情况,应及时报告检验员。
工具设备和检验依据要符合要求,工序检验记录要做好。
对于多台开关排列的开关柜组,如GCS/KYN28A-12这种柜型在排列之前需要注意排列的方向与顺序。
最后,在出厂前,还需要进行出厂检验、装订铭牌加施标志、包装入库等工作。
整个工艺流程需要严格遵守本工艺规程和相关标准,确保低压成套开关设备产品的质量。
只有通过接地才能确保安全。
在安装电器元件时,需要注意以下几点:首先,要阅读装配图,明确每个电器元件的安装位置和隔离距离。
对于一些开关,如DW15断路器,应保证足够的间隔距离,以防止电弧引起的短路现象。
同时,发热元件的安装也需要考虑到对相邻元件的影响。
其次,电器元件应可靠固定,经常受到振动的元件,应采取防松措施。
设备投入运行后,需要定期维护,不能因元件安装位置的不妥造成维修的困难。
PLC控制系统设计的一般流程与要求
PLC控制系统设计的一般流程与要求1.PLC控制系统设计的一般步骤与传统的继电器——接触器控制系统的设计相比较,组件的选择代替了原来的器件选择,程序设计代替了原来的逻辑电路设计。
(1)根据工艺流程分析控制要求,明确控制任务,拟定控制系统设计的技术条件。
技术条件一般以设计任务书的形式来确定,它是整个设计的依据。
工艺流程的特点和要求是开发PLC控制系统的主要依据,所以必须详细分析、认真研究,从而明确控制任务和范围。
如需要完成的动作(动作时顺、动作条件,相关的保护和联锁等)和应具备的操作方式(手动、自动、连续、单周期,单步等)。
(2)确定所需的用户输入设备(按钮、操作开关、限位开关、传感器等)、输出设备(继电器、接触器、信号灯等执行元件)以及由输出设备驱动的控制对象(电动机、电磁阀等),估算PLC的I/O点数;分析控制对象与PLC之间的信号关系,信号性质,根据控制要求的复杂程度,控制精度估算PLC的用户存储器容量。
(3)选择PLC。
PLC是控制系统的核心部件,正确选择PLC对于保证整个控制系统的各项技术、经济指标起着重要的作用,PLC的选择包括机型的选择、容量的选择、I/O模块的选择、电源模块的选择等。
选择PLC的依据是输入输出形式与点数,控制方式与速度、控制精度与分辨率,用户程序容量。
(4)分配、定义PLC的I/O点,绘制I/O连接图。
根据选用的PLC所给定的元件地址范围(如输入、输出、辅助继电器、定时器、计数器。
数据区等),对控制系统使用的每一个输入、输出信号及内部元件定义专用的信号名和地址,在程序设计中使用哪些内部元件,执行什么功能格都要做到清晰,无误。
(5)PLC控制程序设计。
包括设计梯形图、编写语句表、绘制控制系统流程图。
控制程序是控制整个系统工作的软件,是保证系统工作正常,安全。
可靠的关键,因此,控制程序的设计必须经过反复测试。
修改,直到满足要求为止。
(6)控制柜(台)设计和现场施工。
在进行控制程序设计的同时,可进行硬件配备工作,主要包括强电设备的安装、控制柜(台)的设计与制作、可编程序控制器的安装、输入输出的连接等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
六. 移管
移管评价会议 初回品出货判定 量产开始 初回品出货 移管元 品保
2 常用文件之间的关系
顾客
制品仕样书
(Product Specification)
顾客
制品规格(SE)
严 格 程 度
图面(Drawing) 指导票(SWGS) 工程品质确认图
(PQC)
文 件 大 小
流水线
作业指导要领书
(WGS)
陈寿强
2002-7-22
1 产品开发流程
1.1 科技管理发展概况 1.2 一般产品开发流程(ISO要求) ※1.3 OMRON产品开流程 ※ 1.4 OMZ移管计划和流程
※ 2 常用文件之间的关系 3 装配工艺流程
3.1 MY装配工艺 3.2 G6M装配工艺
注:※表示重点内容
1.1 科技管理发展概况 一. 个体阶段
三. 国家规模阶段 (1820~1960) 四. 多格局,多形式 阶段(1970~ )
主要特点:技术革新建立在多项和综合性新技 术的基础上,相互渗透,相互扶持和发展.
1.2 一般产品开发流程
市场或客户需求 外购件打样 开发项目 可行性评估 NO 工模设计
评审确认
外购件鉴定 开模,设备
NO
开发项目核准
3.2 G6M产品装配流程
1.固定接点铆接 11.线圈预装 2.可动接点铆接 12.线圈ASSY压入 3.可动片.端子复合铆接 13-1.铁片.胶片组立 4.可动片弯曲 5. 复归弹片铆接 13.本体组立 6.线圈压入 14.调整 15.组立完除尘 16-1.面盖捺印 16-2.接着剂涂布 22.气密性检查 23.特性检查 动作电压 复归电压 动作时间 复归时间 回跳时间 接触电阻 额定电流 13-2.胶片除尘 20.端子焊锡 21.热封止 19.加工完检查 18.密封硬化
四. 部材配备
品番登录 AMMIC登录 报关申请 模具配备 部材配备 金型检查 受入检查 商技 购买 报关 购买 调达 品管 品管
五. 生产准备
输入申请 生技 人员配备 制造 设备类配备 生技 设备DR 生技 工程审查(内作) 品管 工程审查(外作) 品管 量产试作 制造 QA检查 品保 输送振动 品保
流水线
3 产品装配工艺流程 3.1 MY产品装配流程
MY2 MY4装配流程图
铁芯铆接 空气洗净 插入电孤屏障 (只限MY4) 面盖记号 接着剂硬化 插入面盖
端子台线圈组立
线圈引出线卷绕
检查 (1)特性检查 耐电压 动作电压 复归电压 额定电压 接触电阻 波差(AC) 动作时间
LED接块缠绕芯线 (只限AC) LED端子焊锡 (只限AC)
试模
开发计划执行 样品试制 结构设计 NO 评审验证 NO
评审确认
正式设计展开 图纸、资料审核
投产前准备
小批量生产
NO要求)
一 设 计 和 开 发 规 划 二 设 计 与 开 发 输 入 三 设 计 与 开 发 输 出 四 设 计 与 开 发 评 审 五 设 计 与 开 以 验 证 六 设 计 与 开 发 确 认 七 设 计 与 开 发 变 更 控 制
DR1
DR 2ー 1 DR 2ー 2
DR2
DR 2ー 3 MPP1
DR3
DR3
DR4
商品企画 事業計画
MPP2
MPP2
量産設備
销售决策
销售决策
Marketing
設計 开发試作 量産試作
手配
R&D
Factory
量産供給
1.4 OMZ移管计划和流程
一.移管计划
DR2-3/MPP1 移管元 DR3/MPP2 移管元 设备输出 移管元 初回品出货判断 OMZ 量产开始 OMZ 客户纳入 OMZ
DR3:量产试作品检证
MPP1:量产着手判定
MPP2:出货开始判定
DR1
DR 2ー 1 DR 2ー 2
DR2
DR 2ー 3 MPP1
DR3
D
商品企画
事業計画
MPP2 销售决策
量産設備
Marketing
概念設計 詳細設計
配置
R&D
開発試作 量産試作
Factory
量産供給
1.3一体开发(Con-current Engineering)
主要特点:靠个的经验,感觉和记忆,没有统一 的计划和管理方法,没有明确的技术标准,生 产效率高低和产品优劣完全取决于个人的水 平,例如:纺织机和蒸气机的设计和制造.
二. 集体阶段
主要特点:有科研组织和科学管理机构 例:德国西门子发明的自激磁场式发电机, 美国贝尔实验室(贝尔,电话公司的创始 者),爱迪生以研究所进行研究发明。 主要特点:由政府直接领导和组强实施 管理体制高效化、人才专业化、重初定量分 析、手段现代化,例:阿波罗计划
7.铁芯-支架铆接 8.铁芯铆接部位除尘 9. 端子预装
设计开发和策划 市场前景预测
产品设计:产品特性及规 格书,防错技术,图面 工艺设计 :, 工序流程 , 作 业指导书
顾客要求(合同) 咨讯使用 产品 特性目标
1.3 OMRON产品开流程
商品开发~量产流程
商品・事业企画
开发・试作检证
量产・制品供给
DR2:试作品评价检证
1.3 OMRON产品开流程 (一般)
二.受入准备
移管原计划内 计划 事业计划 计划 原价数据 计划 购买数据 购买 设备清单 生技 职责分工 计划 受入计划 计划 计划打合 计划 生产计划 计划
三. 标准类整备
图面 商技 制品规格 商技 指导票 商技 版下图面 商技 品番构成 商技 部品单重 商技 PQC 品管 部品检查基准书 品管 制品检查基准书 品保 WGS 制造