线束加工作业指导书
线束组装作业指导书

线束组装作业指导书XXX。
LTDXXX: ZJ-3-7.4.1-6n: V1.0Page: 5Date: October 14th。
2010XXX nn HistorynRev.DatePage No。
of nn of ChangeV1.02010-10-14N/AXXX1.Purpose:XXX work for the company's wire harness products。
and to ensure that the products meet the XXX.2.Scope:XXX.3.Responsibility:XXX work。
The Quality Department is XXX.4.Work Process Requirements:4.1 When performing assembly work。
the material (wire。
plastic shell) model should be confirmed first to ensure it is consistent with the corresponding drawings and samples。
If it cannot be confirmed。
XXX confirm it before XXX.4.2 When assembling。
hold the plastic shell with the right hand and take a matching terminal wire with the left hand。
After confirming the normality of the terminal bullet and the n n。
fix the angle and n of the terminal with the thumb and index finger of theright hand。
束丝作业指导书1

束丝作业指导书1束丝作业指导书一、任务背景束丝作业是一项重要的工艺环节,用于将电线束中的多根电线进行绑扎,以确保电线束的整洁、安全和可靠。
为了提高束丝作业的效率和质量,制定一份详细的作业指导书是非常必要的。
二、作业准备1. 工具准备:束丝工具、剪刀、绝缘胶带等。
2. 材料准备:电线束、束丝带等。
三、作业步骤1. 准备工作:检查电线束的质量和数量,确保无损坏和不足。
2. 分组:根据电线束的种类和规格,将其分组,便于后续作业。
3. 选择束丝带:根据电线束的尺寸和要求,选择合适的束丝带。
4. 绑扎方法:将一根束丝带穿过电线束的中心位置,用双手将电线束紧密地绑扎在一起。
5. 固定束丝带:使用束丝工具将束丝带的两端固定在一起,确保束丝带牢固不松动。
6. 调整电线束:根据需要,适当调整电线束的形状和位置,使其更加整齐美观。
7. 检查质量:检查绑扎后的电线束是否牢固、平整,是否符合要求。
8. 绝缘处理:使用绝缘胶带对电线束进行绝缘处理,确保安全可靠。
四、注意事项1. 作业人员应具备相关的工艺操作知识和技能,严格按照作业指导书进行操作。
2. 作业过程中要注意安全,避免损伤电线束和自身。
3. 作业环境应保持整洁,避免杂物干扰作业。
4. 作业结束后,及时清理工作场地,将工具和材料归位。
五、常见问题及解决方法1. 电线束绑扎不牢固:检查束丝带的选择是否合适,是否固定牢固。
2. 电线束形状不整齐:调整电线束的位置和形状,确保整洁美观。
3. 电线束数量不足:及时补充电线束,避免影响后续作业。
六、作业效果评估1. 电线束绑扎牢固,不松动。
2. 电线束整洁美观,形状规整。
3. 电线束符合质量要求,无损坏和缺陷。
以上是束丝作业的详细作业指导书,通过严格按照该指导书进行操作,可以提高束丝作业的效率和质量,确保电线束的安全可靠。
在作业过程中要注意安全和环境整洁,及时解决常见问题,评估作业效果,以不断提升工作水平和质量。
束丝作业指导书

束丝作业指导书一、任务描述本文档旨在提供一份详细的束丝作业指导书,以确保操作人员能够正确、安全地进行束丝作业。
本指导书包括作业前的准备工作、作业过程中的注意事项以及作业后的清理工作等内容。
二、作业前准备工作1. 确保操作人员具备相关的技能和经验,并且已经接受过相关的培训。
2. 检查束丝作业所需的设备和工具是否完好,并进行必要的维护和检修。
3. 确保作业现场的安全,包括清理杂物、确保通风良好、设置必要的警示标志等。
4. 准备好所需的束丝材料,包括合适的束丝线和束丝夹等。
三、作业过程中的注意事项1. 穿戴个人防护装备,包括安全帽、耳塞、防护眼镜、手套等。
2. 在进行束丝作业前,先对作业区域进行彻底的清理,确保没有杂物和障碍物。
3. 根据需要,使用合适的工具和设备进行束丝作业,确保操作的准确性和效率。
4. 在束丝作业过程中,要注意保持作业区域的整洁,及时清理掉产生的垃圾和废料。
5. 注意安全操作,避免发生意外事故,如切割时要保持刀具的稳定性,避免误伤。
6. 在作业过程中,及时沟通和协调与其他作业人员的配合,确保作业的顺利进行。
四、作业后的清理工作1. 完成束丝作业后,及时清理作业区域,包括清理掉产生的垃圾和废料。
2. 对使用的工具和设备进行清洁和维护,确保其正常运行和延长使用寿命。
3. 对束丝材料进行妥善保管,避免损坏和浪费。
4. 对作业过程中发现的问题和不足进行总结和反馈,以便改进和提高作业效率。
五、总结本束丝作业指导书详细介绍了作业前的准备工作、作业过程中的注意事项以及作业后的清理工作等内容。
通过遵循本指导书的要求,操作人员能够正确、安全地进行束丝作业,提高作业效率和质量。
同时,不断总结和反馈作业中的问题和不足,不断改进和提高作业水平。
线束作业指导书
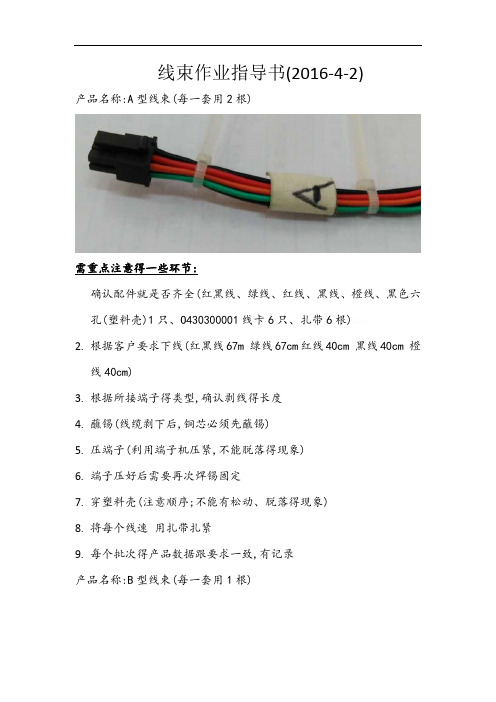
线束作业指导书(2016-4-2)产品名称:A型线束(每一套用2根)需重点注意得一些环节:确认配件就是否齐全(红黑线、绿线、红线、黑线、橙线、黑色六孔(塑料壳)1只、O430300001线卡6只、扎带6根)2.根据客户要求下线(红黑线67m 绿线67cm红线40cm 黑线40cm 橙线40cm)3.根据所接端子得类型,确认剥线得长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(利用端子机压紧,不能脱落得现象)6.端子压好后需要再次焊锡固定7.穿塑料壳(注意顺序;不能有松动、脱落得现象)8.将每个线速用扎带扎紧9.每个批次得产品数据跟要求一致,有记录产品名称:B型线束(每一套用1根)1、确认配件就是否齐全(红线、黑线、橙线、黑色四孔(塑料壳)1只、O430300001线卡3只、扎带6根)2、根据客户要求下线(红线63cm 黑线63cm 橙线63cm)3、根据所接端子得类型,确认剥线得长度4、蘸锡(线缆剥下后,铜芯必须先蘸锡)5、压端子(利用端子机压紧,不能脱落得现象)6、端子压好后需要再次焊锡固定7、穿塑料壳(注意顺序;不能有松动、脱落得现象)8、将每个线速用扎带扎紧9、每个批次得产品数据跟要求一致,有记录产品名称:C型线束(每一套用2根)1、确认配件就是否齐全(红线、黑线、橙线、穿心电容2只、O430310001线卡3只、线耳1只、扎带1根)2、根据客户要求,实际下线(红线17、5cm 黑线12、5cm 橙线17、5cm)3、根据所接端子得类型,确认剥线得长度4、蘸锡(线缆剥下后,铜芯必须先蘸锡)5、压端子(利用端子机压紧,不能脱落得现象)6、端子压好后需要再次焊锡固定7、焊接穿心电容与线耳(穿心电容焊接处需要热缩管隔离)8、将每个线速用扎带扎紧9、每个批次得产品数据跟要求一致,有记录产品名称:D型线束(每一套用2根)1、确认配件就是否齐全(红线、黑线、橙线、线耳1只、扎带1根)2、根据客户要求,实际下线(红线7、5cm 黑线5cm 橙线7、5cm)3、没有线缆两端剥线确认长度4、蘸锡(线缆剥下后,铜芯必须先蘸锡)5、焊接线耳8、将每个线速用扎带扎紧9、每个批次得产品数据跟要求一致,有记录产品名称:E型线束(每一套用1根)1、确认配件就是否齐全(绿线、排线、排线头15dB1只、白色8针/塑料壳1只、0008500113小针(MX) 8只、线耳1只、扎带2根)2、根据客户要求下线(绿线12cm 排线55cm)3、根据所接端子得类型,确认剥线得长度4、蘸锡(线缆剥下后,铜芯必须先蘸锡)5、压端子(利用端子机压紧,不能脱落得现象)6、端子压好后需要再次焊锡固定7、排线头15dB1只得焊接(注意顺序;每个焊接处烘热缩管隔开)8、穿塑料壳(注意顺序;不能有松动、脱落得现象)8、将每个线速用扎带扎紧9、每个批次得产品数据跟要求一致,有记录产品名称:G型线束(每一套用1根)1、确认配件就是否齐全(绿线、棕线、白色8针/塑料壳1只、白色6孔/塑料壳1只、0008500113 小针(MX)10只、扎带2根)2、根据客户要求下线(绿线10、5cm 棕线10、5cm)3、根据所接端子得类型,确认剥线得长度4、蘸锡(线缆剥下后,铜芯必须先蘸锡)5、压端子(利用端子机压紧,不能脱落得现象)6、端子压好后需要再次焊锡固定7、穿塑料壳(注意顺序;不能有松动、脱落得现象)8、将每个线速用扎带扎紧9、每个批次得产品数据跟要求一致,有记录产品名称:H型线束(每一套用1根)1、确认配件就是否齐全(红线、黑线、橙线、粉线、蓝线、 8针/塑料壳1只、0008500113 小针(MX)7只、)2、根据客户要求下线(红线12cm、黑线12cm、橙线16cm、粉线16cm、蓝线16cm)3、根据所接端子得类型,确认剥线得长度4、蘸锡(线缆剥下后,铜芯必须先蘸锡)5、压端子(利用端子机压紧,不能脱落得现象)6、端子压好后需要再次焊锡固定7、穿塑料壳(注意顺序;不能有松动、脱落得现象)8、每个批次得产品数据跟要求一致,有记录产品名称:T型线束(每一套用2根)1、确认配件就是否齐全(绿线、红线、黑线、O430310001线卡3只、白色4孔/塑料壳1只、线耳1只、扎带1根)2、根据客户要求下线(绿线9cm、红线8cm、黑线9cm)3、根据所接端子得类型,确认剥线得长度4、蘸锡(线缆剥下后,铜芯必须先蘸锡)5、压端子(不能脱落得现象)6、端子压好后需要再次焊锡固定7、焊接线耳8、穿塑料壳(注意顺序;不能有松动、脱落得现象)8、将每个线速用扎带扎紧9、每个批次得产品数据跟要求一致,有记录产品名称:W型线束(每一套用2根)1、确认配件就是否齐全(橙线、红线、白线、O430310001线卡3只、0008500107大针(MXN)2只、线耳1只、扎带1根、黑色三极管1只白色3孔/塑料壳1只)2、根据客户要求下线(橙线17cm、红线12cm 10、5cm、白线17cm)3、根据所接端子得类型,确认剥线得长度4、蘸锡(线缆剥下后,铜芯必须先蘸锡)5、压端子(不能脱落得现象)6、端子压好后需要再次焊锡固定7、焊接线耳8、穿塑料壳(注意顺序;不能有松动、脱落得现象)9、焊接黑色三极管(烘热缩管中间分开,要套双热收缩管)8、将每个线速用扎带扎紧9、每个批次得产品数据跟要求一致,有记录产品名称:Z型线束(每一套用1根)1、确认配件就是否齐全(橙线、红线、蓝线、绿线、白色8针/塑料壳1只、0008500113 小针(MX)7只、航空头1只、扎带2根、)2、根据客户要求下线(橙线35cm+16cm、红线35cm+16cm、蓝线35cm、绿线35cm+16cm)3、根据所接端子得类型,确认剥线得长度4、蘸锡(线缆剥下后,铜芯必须先蘸锡)5、压端子(不能脱落得现象)6、端子压好后需要再次焊锡固定7、穿塑料壳(注意顺序;不能有松动、脱落得现象)9、焊接航空头(烘热缩管中间分开,要套双热收缩管拧紧接头)8、将每个线速用扎带扎紧9、每个批次得产品数据跟要求一致,有记录出厂要求:1、薄膜口袋内有“东贝”合格证,上有产品名称、数量、生产日期与生产批号等2、出库单(装箱单)标有采购单号、产品名称、数量、出厂日期、详细装箱资料等3、装有出库单得箱子(或袋子)要醒目,包装上要有醒目标注“内有出库单”。
束丝作业指导书

束丝作业指导书一、任务背景束丝作业是指在工程施工中,将电缆、线缆等导线通过束丝的方式进行固定和保护的作业。
束丝作业的质量直接影响到电缆路线的安全性和可靠性,因此需要进行标准化的操作和管理。
本指导书旨在提供详细的束丝作业指导,确保作业人员能够准确、规范地进行束丝作业。
二、作业准备1. 工具准备:准备好束丝工具、剪刀、扳手等必要的工具。
2. 材料准备:准备好束丝所需的束丝材料,如不锈钢束线、束线卡等。
三、作业步骤1. 确定束丝位置:根据设计要求和实际情况,确定需要进行束丝的位置和数量。
2. 清洁工作区域:清理作业区域,确保无杂物和灰尘。
3. 测量束丝长度:根据需要,使用卷尺等工具测量束丝的长度,确保长度符合要求。
4. 切割束丝材料:根据测量的长度,使用剪刀等工具将束丝材料切割成合适的长度。
5. 固定束丝材料:将切割好的束丝材料固定在需要束丝的位置。
可以使用扳手等工具将束丝卡固定在支架或者墙壁上。
6. 进行束丝:将束丝材料穿过需要束丝的导线或者电缆,用力均匀地拉紧束丝材料,确保导线或者电缆固定坚固。
7. 检查束丝质量:检查束丝作业的质量,确保束丝坚固、整齐,没有松动或者歪斜的情况。
8. 清理作业区域:完成束丝作业后,清理作业区域,将工具和材料归位,保持工作环境整洁。
四、注意事项1. 作业人员应具备相关的安全培训和操作技能,确保作业过程安全可靠。
2. 在进行束丝作业前,应子细阅读设计图纸和作业指导,了解作业要求和细节。
3. 在作业过程中,应注意保护导线或者电缆的绝缘层,避免损坏。
4. 使用工具时要小心谨慎,避免划伤自己或者其他人。
5. 在进行束丝作业时,应注意防止束丝材料的锋利边缘伤到手部或者其他部位。
五、作业质量控制1. 作业人员应按照作业指导书的要求进行作业,确保每一步骤都正确、规范。
2. 在作业过程中,应进行自检和互检,确保束丝作业的质量符合要求。
3. 完成束丝作业后,应进行质量检查,确保束丝坚固、整齐,没有松动或者歪斜的情况。
线束装配作业指导书
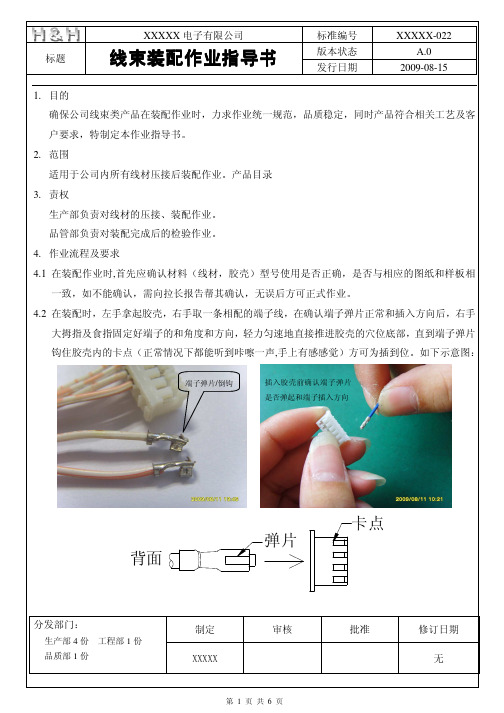
1. 目的
卡点
弹片
背面
制定 审核 批准 修订日期分发部门:
生产部4份 工程部1份 品质部1份
XXXXX
无
插入胶壳前确认端子弹片是否弹起和端子插入方向
端子弹片/倒钩
在装配时,要防止端子整体插反,就必须对胶壳的方向定位和插端子的顺序定位。
如图:
回拉
回拉
回拉
回拉
在插入时,注意胶壳的正反面定位,及端子的顺序方向定位
合格品,胶壳方向及插入顺序正确不良品 胶壳插反
多根单芯线在插多孔位时,必须是每人一次只能插一个孔位,按工程图纸中的线序要求,轮番完
成一个多孔胶壳的装配作业。
以防止线材插错位。
A :合格品,胶壳方向及线序插入正确
A
B
B
A
B:不良品 线序正确线序正确,,
但胶壳插反 从第一孔位到最后一孔位,可两人以上,多次轮番进行
合格品
不良品
不良品不良品,,线插错位
错位
错位
装配不良品图片: 线材长度不一致线材长度不一致,,
造成其中一根线受力受力,,端子端子易拉出易拉出
端子包胶压断线
端子绝缘皮
未压未压到位到位到位,,离皮
端子没插到位端子没插到位,,
自动退出
线材插错位
端子绝缘皮未压
到位到位,,离皮
线材长度不一致线材长度不一致,,
造成其中一根线受力受力,,端子端子易拉出易拉出
端子没插到位端子没插到位,,
自动退出。
束丝作业指导书

束丝作业指导书一、任务背景束丝作业是一项常见的工业生产工艺,主要用于固定、连接或保护电线、电缆等导线材料。
为了确保束丝作业的质量和效率,提供一份详细的作业指导书是必要的。
二、作业准备1. 工具准备:准备好所需的工具,如剪刀、钳子、束线工具等。
2. 材料准备:准备好所需的材料,如束线、绝缘胶带等。
3. 工作环境准备:确保作业区域干净整洁,没有杂物和障碍物。
三、作业步骤1. 确定束丝位置:根据需要固定或连接的导线材料,确定束丝的位置。
2. 清洁导线材料:使用清洁布或棉球擦拭导线材料表面,确保无灰尘和污垢。
3. 剪切束线:根据需要的长度,使用剪刀剪切束线。
注意剪口要整齐,不要留下尖锐的边缘。
4. 使用束线工具:将束线放入束线工具的夹口中,确保夹口紧密贴合束线。
5. 夹紧束线:用力夹紧束线工具,将束线牢固地固定在导线材料上。
确保束线夹紧的位置均匀,力度适中。
6. 检查束线质量:检查束线是否夹紧牢固,没有松动的情况。
如果发现松动,重新夹紧束线。
7. 使用绝缘胶带:如果需要增加绝缘保护,可以在束线处使用绝缘胶带进行包裹。
确保绝缘胶带紧密贴合,没有起泡或松动的情况。
8. 检查作业质量:检查束丝作业的质量,确保束线夹紧牢固、绝缘胶带完整。
如果发现问题,及时修复或更换。
四、作业注意事项1. 安全第一:在进行束丝作业时,确保自身安全,避免受伤。
2. 质量控制:严格按照作业指导书的要求进行作业,确保作业质量。
3. 工具使用:正确使用工具,避免工具损坏或使用不当导致作业质量下降。
4. 材料选择:选择符合要求的束线和绝缘胶带,确保其质量和耐久性。
5. 作业环境:确保作业区域干净整洁,保持良好的工作环境。
五、常见问题及解决方法1. 束线松动:重新夹紧束线,确保夹紧位置均匀。
2. 绝缘胶带起泡:重新包裹绝缘胶带,确保贴合紧密。
3. 作业质量不达标:检查作业步骤是否正确,重新进行作业。
六、作业总结束丝作业是一项重要的工业生产工艺,通过本作业指导书,您可以了解到束丝作业的准备工作、作业步骤、注意事项以及常见问题的解决方法。
束丝作业指导书

束丝作业指导书一、任务背景束丝作业是一项重要的工艺操作,用于将多股细丝捆扎成束,以提高线束的整齐度和稳定性。
为了确保束丝作业的质量和效率,制定一份详细的作业指导书是必要的。
二、作业流程1. 准备工作:a. 检查束丝工具箱,确保所有工具齐全,包括束丝钳、束丝绳等。
b. 检查束丝工作区域,确保环境整洁、安全,并清理工作台面。
2. 确定束丝位置:a. 根据线束的设计要求确定束丝的位置和数量。
b. 使用尺子或者标尺测量线束的长度和宽度,确定束丝的起始点和结束点。
3. 捆扎束丝:a. 将束丝绳穿过束丝钳的孔洞,确保绳子的长度足够捆扎整个线束。
b. 从束丝的起始点开始,将束丝绳紧紧地绕过线束,确保每一圈都密切贴合。
c. 在束丝的结束点处,使用束丝钳将绳子固定住,并剪断多余的绳子。
4. 检查和调整:a. 检查捆扎后的线束,确保束丝密切而均匀。
b. 如有需要,可以使用束丝钳进行微调,使线束更加整齐。
5. 清理工作区域:a. 将剪断的绳子和其他垃圾放入垃圾桶。
b. 清理工作台面和工具,确保下次使用时整洁有序。
三、注意事项1. 安全第一:a. 在进行束丝作业时,务必戴上手套和护目镜,以防止意外伤害。
b. 使用工具时要小心操作,避免划伤或者扎伤自己。
2. 精确度要求:a. 根据线束的设计要求,准确确定束丝的位置和数量。
b. 捆扎束丝时,要保持细心和耐心,确保每一圈都密切贴合。
3. 效率提升:a. 熟练掌握束丝作业技巧,提高作业效率。
b. 在捆扎束丝时,尽量减少不必要的重复动作,以节省时间和精力。
4. 质量控制:a. 捆扎后的线束应该整齐、密切,不得有松动或者松散的地方。
b. 如发现捆扎不坚固或者不符合要求的线束,应及时进行修正或者重新捆扎。
四、常见问题与解决方法1. 问题:束丝绳不够长,无法捆扎整个线束。
解决方法:使用更长的束丝绳,或者将束丝绳连接起来使用。
2. 问题:捆扎后的线束不整齐,有松动的地方。
解决方法:使用束丝钳进行微调,将松动的地方重新捆扎,确保线束的整齐度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
线束加工作业指导书
发行部门
发行日期品质部xx-02-15XXX电子科技有限公司版本:A0页
次:1/1焊锡作业指导书
1.目的:指导作业员正确作业,提高品质。
2.适用范围:本公司所有焊接作业员作业参考。
3.材料:待焊接之线材、锡丝、锡膏及待焊接材料
4.工治具设备:恒温烙铁、夹具
5.作业方式:手工
6.作业内容:1.依图纸或加工单要求领取相应规格的线材及物料,并进行确认
2.将烙铁调到所的温度档位进行预热
3.达到融锡温度后先将烙铁嘴上加上锡,然后擦干净,直至表面的氧化
物完全清除掉
4.将待焊接的物料固定在夹具上
5.依图纸要求进行焊接
6.焊接好的首件样品交QC确认OK后开始量产
7.将产品捆扎整齐并标识清楚交下工序
8.完成后清理干净台面上的垃圾,不良品标识清楚待处理
7.品质重点:1.焊接前清理干净烙铁嘴的氧化物
2.焊接时间不能超过2秒钟,温度控制在320℃--360参照另行标准执行)
3.作业过程中发现的不良品放入不良品盒内,决不能随手放于工作台上
4.焊接过程中随时检查是否有虚焊、假焊等不良现象
发行部门
发行日期品质部xx-02-15XXX电子科技有限公司版本:A0页
次:1/1排线压接作业指导书
1.目的:指导作业员正确作业,规范作业程序,提高品质。
2.适用范围:本公司所有排线压接作业员作业参考。
3.材料:待压接线材、FC压头、中盖、反折扣
4.工治具设备:手动压接机
5.作业方式:手工
6.作业内容:1.依图纸或加工单要求领取相应规格的线材及物料,并进行确认
2.将FC压头与中盖扣好
3.将线材按图纸要求方向放入其中,线头与压头对齐
4.将压头放入压接机卡槽内,拉动手柄向下均力压下
5.取出压好的线材交QC确认OK后开始量产
6.需要扣反折扣的依图纸要求扣好反折扣,捆扎整齐放入周转箱内.
7.填写工程记录卡贴于箱外转交下工站
7.品质重点:1.所用物料一定要符合要求
2.压头不可有缺针、破损等现象
3.线材切口要平齐没有斜口
4.注意确认线材红边方向及压头第一脚位置
5.线头不可超出压头侧面或是压第一文库网不到位
6.压头及反扣要扣到位
发行部门
发行日期品质部xx-02-15XXX电子科技有限公司版本:A0页
次:1/1屏蔽线作业指导书
1.目的:指导作业员正确作业,提高品质。
2.适用范围:本公司所有屏蔽线作业员作业参考。
3.材料:屏蔽线、热缩套管
4.工治具设备:电磁炉、热风枪、剥皮钳
5.作业方式:手工
6.作业内容:1.依图纸或加工单要求取线材、套管
2.将线材中屏蔽层与电子线分离
将线两端剥皮并将屏蔽层分出扭紧,依次套入内外套管,外管3.将屏蔽层搓好,不可有搓线过松及线头散乱现象
,然后进行热缩处理4.将内套管自上向下套至屏蔽层的底部,然后将外套管套好,外套管须中间约在线皮切处(如下图)同时将电子线及线材外被套住(原则上两边长度相等)
5.套好的线材摆放整齐用胶圈扎好放入开水中热缩
6.将屏蔽线依图纸要求长度修剪好放入周转箱内转交下工序
7.品质重点:1.内外套管的长度及内径要符合要求
2.屏蔽线搓线时要均匀光滑
3.修剪时不可有断线芯现象,剥皮长度符合要求
4.热缩后,不能有芯线外露、套管破损或热缩不紧现象
5.有特殊要求时,依另外标准执行
6.不能用开水热缩的产品用热风枪进行热缩
发行部门
发行日期品质部xx-02-15XXX电子科技有限公司版本:A0页次:1/1包装作业指导书
1.目的:规范产品包装,更好地防护产品,满足客户要求
2.适用范围:本公司所有包装作业员作业参考。
3.材料:待包装的线材、纸箱、胶纸、防水袋
4.工治具设备:封箱机、电子称、封口机
5.作业方式:手工
6.作业内容:1.依客户采购单及图纸对产品型号进行核对
2.为准
3.点好数量的线材放入包装袋内,用胶纸或封口机将袋子封好 4.填写合格证或是物料标签贴于包装袋外
5.装好的产品放入纸箱内,贴好外箱单,通知QA进行出货检验
6.检验合格后,将纸箱封好放于待出货区
7.品质重点:1.
2.
3.
4.包装过程中要轻拿轻放,防止端子变形有锡头的产品还应在锡头上包扎一张防护纸,防止氧化、弯曲、损伤每扎或第箱数量要准确对客户有特殊要求的依客户要求包装。