钢结构焊接质量评定表
SG-T059钢结构工程焊缝外观质量检查记录

SG—T059
钢结构工程焊缝外观质量检查记录
注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录.
四川省建设厅制
SG—T059填写说明
一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查
记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表.
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5。
2.6条和附表A表A。
0.1、表A。
0。
2、表A。
0.3等规定进行控制.
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允
许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
钢结构焊接工程质量验收标准表

RT、UT
不要求焊透焊缝
参照《钢熔化焊T形接头和角接接头焊缝射线照相和质量分级》DL/T541、《钢熔化焊T形接头超声波检测方法和质量评定》DL/T542 执行,也可参照《焊缝无损检测 超声检测技术、检测等级和评定》GB/T11345
—
主要
射线探伤仪、超声波探伤仪
RT或
TOFT
需补充检查时选用
《承压设备无损检测 第2部分:射线检测》NB/T47013.2《承压设备无损检测 第10部分:衍射时差法超声检测》NB/T47013.10Ⅲ级
—
主要
射线探伤仪或
TOFT 探伤仪
注:表中 a(s)—角(对接)焊缝的名义厚度;t—壁厚;δ—焊缝的有效厚度;b—焊缝宽度。
表 6.3.2 钢结构焊接工程质量验收标准表
(mm)
验收
项目
检验指标
质量标准
性质
检查方法及器具
二类焊缝
三类焊缝
焊接接头表面质量
焊缝成型
焊缝过渡圆滑,接头良好
焊缝成型尚可,接头良好
目测
焊瘤、裂纹(弧坑裂纹)、夹渣、未熔合、烧穿
不允许
主要
目测,5 倍放大镜
表面气孔
不允许
单个气孔的最大直径
≤0.3a(s),且≤2
不允许
母材性能未受影响时,允许
—
目测
对接焊缝余高
≤1+0.15δ,且≤7
≤1+0.25δ,且≤10
—
目测,焊缝检验尺
凸度过大
(角焊缝)
≤1+0.25b,且≤4
≤1+0.25b,且≤5
—
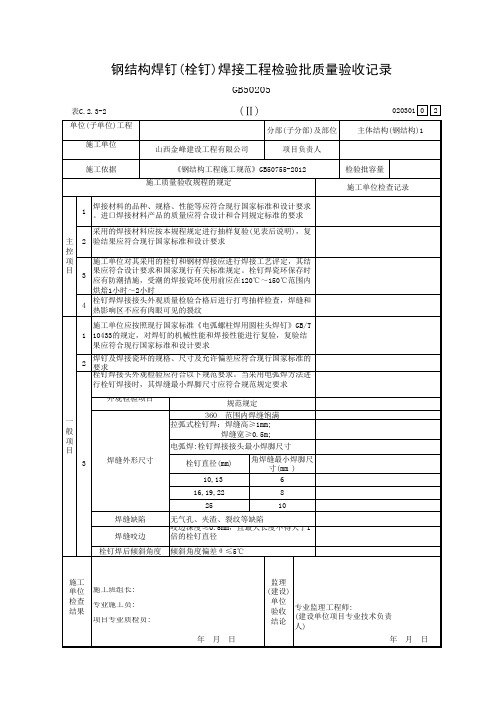
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
钢结构工程检验批质量验收记录表
钢结构工程检验批质量验收记录表旁站监理方案本文介绍了钢结构零部件加工工程的检验批质量验收记录表,以及钢构件组装工程检验批质量验收记录表。
其中,钢结构天桥和吊车梁(桁架)是本文中需要进行验收的两个部位。
钢结构零部件加工工程检验批质量验收记录表中,需要检验的内容包括材料品种、规格、钢材复验、切面质量、矫正和成型、边缘加工和制孔等方面。
具体的验收标准和规定在表格中有详细说明。
钢构件组装工程检验批质量验收记录表中,需要检验的内容包括焊接H型钢接缝、焊接H型钢精度、焊接组装精度、顶紧接触面、轴线交点错位、焊缝坡口精度、铣平面保护和外形尺寸等方面。
同样,具体的验收标准和规定在表格中有详细说明。
在进行验收时,需要由专业工长(施工员)进行检查评定,并由施工单位进行检查评定记录。
如果符合验收标准和规定,则为合格,否则为不合格。
最后,本文提供了监理(建设)单位验收结论的空白表格,需要由专业监理工程师进行填写,并由建设单位项目专业技术负责人进行签字确认。
总之,本文提供了一份完整的钢结构零部件加工工程和钢构件组装工程的验收记录表格,有助于确保工程质量的合格性。
项目经理XXX加强分包项目经理施工执行标准名称及编号为《钢结构工程施工质量验收规范》(GB-2001)。
其中,多层板叠螺栓孔第9.2.1条规定施工单位检查评定记录监理(建设)单位验收记录通过率应达标。
经检查,主控项目符合要求,一般项目抽样检查均符合设计及规范要求。
针对涂料性能第4.9.1条,涂装基层验收、涂层厚度、涂料质量、表面质量、附着力测试、标志等方面的验收,施工单位检查评定记录应符合设计标准要求。
经检验,涂层符合要求,无结皮、结块、误涂、漏涂,标志清晰。
施工班组长表示主控项目检验合格,一般项目抽样检验符合设计及规范要求。
针对钢结构防火涂料涂装工程的验收,施工单位检查评定记录应符合《钢结构工程施工质量验收规范》(GB-2001)的规定。
涂层表面质量的验收应符合第14.3.6条。
钢结构制作、安装质量通病表格

钢结构安装通病制作质量事故制作材料质量低劣事故特征原因分析处理方法预防措施1)使用的钢材质量低劣,达不到设计要求,影响建筑的安全度.2)焊接材料质量与设计要求不符。
1)施工管理不认真,采购、使用劣质钢材,导致构件强度下降。
2)学习《钢结构工程施工及验收规范》GB50205—95中的规范不够。
施工、材料人员不熟悉有关钢结构的规定.3)没有按设计和规范要求的钢材和焊接材料制作钢构件。
1)进场的钢材应具有质量证明书2,并符合设计要求。
如达不到要求,必须更换合格的钢材。
2)制作成品的构件和材料经检验不合格时,须经设计单位认可,或质量监督部门同意,方可使用或作加固处理。
1)钢材应根据设计要求选用,并应具有质量证明书。
当对钢材的质量有怀疑时,应按国家现行有关标准的规定进行抽样检验。
2)钢材必须符合现行国家标准《碳素结构钢》规定动作的Q235钢,《低合金结构钢》规定的16Mn钢,15MnV钢,《桥梁用结构钢》规定的16Mnq钢,15MnVq钢。
3)钢材表面的质量除应符合国家现行有关标准的规定外,尚应符合下列规定:当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值的1/2。
钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》规定的A、B、C级。
4)钢结构所用的焊条、焊丝和焊剂均应符合设计要求,并具有质量证明书,其技术条件应分别符合现行国家标准《碳钢焊条》GB5117、《低合金钢焊条》焊接质量差1)构件变形,焊缝有气孔、夹渣、不均匀。
2)焊缝长度、宽度、高度等不足。
3)焊接件测试结果为不合格。
1)焊接工艺不当,没有先试焊和工艺评定,确定焊接工艺。
2)焊工技术水平达不到焊接件的技术要求,不能满足设计规定.3)违章作业。
施工单位不学习新规范、规程,如盲目使用药皮脱落或焊芯锈的焊条,或受潮结块的焊剂,或已熔烧过的渣壳。
4)焊接设备、参数1)检查正在施工的构件、钢材、焊接材料的质量保证书等是否符合设计要求,如有不符之处,必须纠正后方可继续施工。
焊接工艺评定表格

焊接工艺指导书编号:WPS-08002日期:3月焊接工艺评估汇报编号:PQR-08002
焊接措施:SMAW机械化程度:(手工、半自动、自动)手工
焊接接头:对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及次序)
坡头形式:V型
衬垫(材料及规格)/
其他:
母材:
类别号:Ⅱ组别号:Ⅱ-1与类别号:Ⅱ组别号:Ⅱ-1
相焊及原则号:GB6479钢号:16Mn与原则号:GB6479钢号:16Mn相焊
厚度范围:
母材:对接焊缝δ=16角焊缝/
管子直径、壁厚范围:对接焊缝12-32mm角焊缝/
其他
焊接材料:
焊材类别
焊条
焊材原则
GB/T5117
填充金属尺寸
Ф3.2Ф4.0
焊材型号
E5016
焊材牌号(钢号)
J506
其他
/
耐蚀堆焊金属化学成分(100﹪)
接头形式
对接
焊接措施
SMAW
焊接位置
平焊
预热和焊后热处理规定
/
评估原则
JB4708《钢制压力容器焊接工艺评估》
焊缝构造示意图
评估阐明
电源特性
直流反接
清根工艺
/
坡口工艺
机械加工
试件尺寸
150*150*16*2
规定
检查
项目
外观检查
无外观缺陷
无损探伤
射线(/)、超声波(/)、表面(√ )
力学及弯曲性能测试
其他:/
焊接位置:
对接焊缝位置:平焊方向:(向上、向下)
角焊缝位置:/方向:(向上、向下)
技术措施:
焊接速度(cm/min):5~10
钢结构验收表格(通用)全套表格
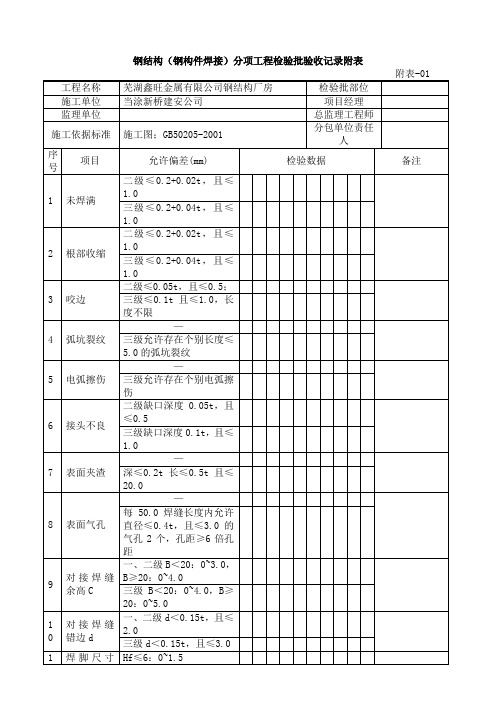
钢结构(钢构件焊接)分项工程检验批验收记录附表
钢结构(
高强度螺栓连接
普通紧固件连接
)分项工程检验批验收记录附表
钢结构(零件及部件加工)分项工程检验批验收记录附表(一)
钢结构(零件及部件加工)分项工程检验批验收记录附表(二)
钢结构(零件及部件加工)分项工程检验批验收记录附表(二)
钢结构(构件组装)分项工程检验批验收记录附表(一)
钢结构(构件组装)分项工程检验批验收记录附表(二)
钢结构(构件组装)分项工程检验批验收记录附表(三)
钢结构(构件组装)分项工程检验批验收记录附表(四)
钢结构(构件组装)分项工程检验批验收记录附表(五)
钢结构(构件组装)分项工程检验批验收记录附表(六)
钢结构(构件组装)分项工程检验批验收记录附表(七)
钢结构(预拼装)分项工程检验批质量验收记录附表
钢结构(单层结构安装)分项工程检验批质量验收记录附表(一)
钢结构(单层结构安装)分项工程检验批质量验收记录附表(二)
钢结构(单层构件安装)分项工程检验批质量验收记录附表(三)
钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(一)
钢结构(
防火涂料涂装
防腐涂料涂装
)分项工程检验批质量验收记录。
钢结构工程验收表

序号区域项目子项目验收标准验收结论焊接材料品种、规格第4.3.1条4.3.1焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
焊接材料复验第4.3.2条4.3.2重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
材料匹配第5.2.1条5.2.1焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及国家现行行业标准《建筑钢结构焊接技术规程》 JGJ81的规定。
焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
检查数量:全数检查。
检验方法:检查质量证明书和烘焙记录。
焊缝表面缺陷第5.2.6条5.2.6焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检查数量:每批同类构件抽查 10%,且不应少于 3件;被抽查构件中,每一类型焊缝按条数抽查 5%,且不应少于 1条;每条检查 1处,总抽查数不应少于 10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
(10个吊点抽1个,焊渣-敲打检查、气孔)组合焊缝尺寸第5.2.5条5.2.5 T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于 t/4(图 5.2.5a、b、c);设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为 t/2(图 5.2.5d),且不应大于10mm。
焊脚尺寸的允许偏差为 0~4mm。
检查数量:资料全数检查;同类焊缝抽查 10%,且不应少于 3条。
检验方法:观察检查,用焊缝量规抽查测量。
内部缺陷第5.2.4条(抽取可切割部位,进行探伤检查)焊缝外观质量第5.2.8条5.2.8二级、三级焊缝外观质量标准应符合本规范附录 A中表A.0.1的规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
且≤2
<0.15&
且≤3
2
贴角焊缝
焊缝余高(mm)
K≤6
+0~+1.5
K>6
+0~+3.0
角度(mm)
K≤6
+0~+1.5
K>6
+0~+3.0
3
T型接头要求焊透的K型焊缝(mm)
K=&/2
+0~+1.5
检查结果
保证项目
基本项目
检查项,其中优良项,优良率%
允许偏差项目
实测点,其中合格点,合格率%
施工单位自评意见及质量等级
监理(建设)单位复评意见及质量等级
年月日
年月日
检测员
专职质检员
监理工程师
基本项目
项目
质量情况
等级
1
2
3
4
5
6
7
8
9
10
焊缝外观
允许偏差项目
项目
允许偏差(mm)
实测值(mm)
一级
二级
三级
1
2
3
4
5
6
7
8
1
对接焊缝
焊缝余高(mm)
b<20
+0.5~+2.0
+0.5~+2.5
+0.5~+3.5
b≥20
+0.5~+3.0
+0.5~+3.5
+0.5~+4.0
焊缝错边
<0.1&
且≤2
评定日期
年月日
项次
项目
检验记录
保证项目
1
焊条、焊剂、焊丝和施焊用的保护气体,必须符合设计要求和钢结构焊接的专门规定。
2
焊工必须经考试合格,有相应施焊条件的合格证。
3
受拉(压)要求与母材强度的焊缝必须经超声、X射线探伤检验,其结果符合设计要求、施工规范和钢结构焊接的有关要求。
4
焊缝表面严禁有裂缝、夹渣、焊瘤、烧穿、弧坑、针状气孔和溶合性飞溅等缺陷。气孔、咬边必须符合施工规范的规定
水利水电工程
钢结构焊接质量评定表
······························装······················订······················线·······························
单位工程名称
单元工程量
分部工程名称
生产单位
单元程名称、部位