优化钢坯热送热装温度工艺的实践_曾春水__tr
连铸坯热装热送攻关方案的工艺参数与调控策略
连铸坯热装热送攻关方案的工艺参数与调控策略连铸是钢铁生产过程中重要的环节之一,热装热送作为连铸工艺的关键环节之一,对产品质量、生产效率等方面具有重要的影响。
本文将对连铸坯热装热送攻关方案的工艺参数与调控策略进行讨论,并提出一些有效的措施。
1. 工艺参数的选择在连铸坯热装热送过程中,有多个工艺参数需要合理选择,以确保产品质量和生产效率。
1.1 浇注温度连铸坯的浇注温度对于坯内气孔、缺陷等问题的形成有着直接的影响。
一般来说,适宜的浇注温度可以减少坯内气孔的形成,提高坯的质量。
1.2 坯壁厚度坯壁厚度是影响连铸品质量的重要参数。
合理的坯壁厚度可以避免坯内夹杂物的产生,并且有利于坯的冷却过程。
1.3 浇注速度浇注速度是指连铸坯热装热送过程中钢液注入连铸模次的速度。
合理的浇注速度可以保证坯内结晶器的正常工作,从而提高产品的质量。
2. 调控策略的制定为了确保连铸坯热装热送过程的稳定性和优质生产,需要采取一系列的调控策略。
2.1 温度控制连铸坯热装热送过程中,恒温是非常重要的。
通过合理的温度控制,可以降低坯内夹杂物的产生,并且提高坯的质量。
2.2 流动控制连铸坯的流动过程中,需要通过控制钢液的流动速度,保证坯内的结晶器正常运行,并且避免产生坯内缺陷。
2.3 压力控制在连铸坯热装热送过程中,适当的压力控制可以提高产品的质量,并且减少坯内缺陷的产生。
3. 有效的措施为了进一步提高连铸坯热装热送工艺的效率和产品质量,可以采取以下有效的措施。
3.1 加强设备检修与维护及时检修和维护设备,确保设备的正常运行和减少设备故障,对连铸坯热装热送工艺具有重要意义。
3.2 优化操作流程对连铸坯热装热送过程中的操作流程进行优化,提高生产效率和产品质量,可以通过改进操作方式、加强培训等方式实现。
3.3 强化安全管理连铸坯热装热送工艺中存在一定的安全风险,必须严格遵守安全操作规程,加强安全管理措施,确保员工的安全。
总结:连铸坯热装热送攻关方案的工艺参数与调控策略,直接关系到产品质量和生产效率。
连铸坯热装热送中的温度分布监测与控制技术优化

连铸坯热装热送中的温度分布监测与控制技术优化近年来,随着连铸技术的发展和应用,连铸坯热装热送技术在钢铁制造中得到了广泛应用。
然而,由于连铸坯的温度分布不均匀,给生产工艺和产品质量带来了一系列的挑战。
为了解决这一问题,温度分布监测与控制技术优化显得尤为重要。
本文将探讨连铸坯热装热送过程中的温度分布监测与控制技术的优化方法。
一、温度分布监测技术优化温度分布监测是确保连铸坯热装热送过程中温度均匀的关键。
目前,常用的温度分布监测技术有红外热像仪、热电偶和红外线测温技术等。
红外热像仪适用于对连铸坯表面温度分布进行实时监测。
通过红外线将连铸坯表面的温度信息转化成电信号,并利用图像处理技术进行显示和分析,可以实现对连铸坯温度分布的监测。
然而,由于红外热像仪对连铸坯表面的反射率较为敏感,因此在实际应用中需要进行校正和修正。
热电偶是一种常用的温度传感器,通过热电效应测量连铸坯表面的温度。
热电偶具有精度高、响应速度快等优点,但由于其自身热容量大,对连铸坯表面温度分布的监测存在一定的滞后性。
红外线测温技术则是一种非接触式的温度测量技术,适用于连铸坯表面温度的实时测量。
该技术通过探测连铸坯表面发射的红外线能量,利用斯特藩—玻尔兹曼定律来计算连铸坯的表面温度。
红外线测温技术具有快速响应、测量范围广等优点,但在一些特殊情况下,如强烈的辐射场或表面被污染等情况下,测温精度可能会受到一定的影响。
二、温度分布控制技术优化温度分布控制是保证连铸坯质量和生产过程稳定的关键环节。
常用的温度分布控制方法有静态控制和动态控制两种。
静态控制主要是通过合理设置连铸机的结构参数,如结晶器的冷却水量、冷却方式等,来调整连铸坯的温度分布。
例如,通过调节结晶器冷却水量和结晶器壁面的冷却方式,可以改变连铸坯中心和表面的温度差异,从而实现温度分布的优化。
动态控制则是利用连铸过程中的温度测量数据和数学模型,对连铸机进行实时控制。
通过测量连铸坯表面的温度变化,结合模型预测和实时调整,可以实现对连铸坯温度分布的精确控制。
提高钢坯热送热装率生产实践
2019年第 2 期2019 年 5 月提高钢坯热送热装率生产实践肖 东 王玉柳 李长贵 王荣生(生产经营部)摘 要本文主要从提高钢坯热装率的必要性、采取的措施及取得的效果等方面进行阐述,介绍了昆钢新区今年来钢界面一体化生产的实践。
关键词 连铸坯 热送 质量 节能1 前言钢铁企业是能源消耗较大企业,约占世界能源总量的4 %。
从钢到材的生产过程中有大量的余热,据统计,炉温余热占炉子余热总能源的40 %以上[1],炉温余热中就包括连铸坯的载热资源。
不同状态连铸坯轧制能耗如下:冷坯轧制能耗为126×104 kJ/t,500 ℃铸坯轧制能耗为101×104 kJ/ t,热装轧制为84×104 kJ/t,直接轧制为42×104 kJ/t。
即铸坯入炉温度越高,则节能越多。
昆钢新区于2012年6月全线投产,其中钢系统主要有120吨顶底复吹转炉2座,LF钢包精炼炉1座,5机5流大方坯连铸机1台,主要供85万吨型材生产线,7机7流小方坯连铸机2台,主要供应105万吨棒材生产线,其中3#小方坯连铸机通过技改新增,于2013年9月才投入使用。
昆钢新区开展钢轧系统连铸坯热送热装工艺,可充分利用连铸坯的载热资源,降低加热炉燃料消耗,减少连铸坯烧损,从而提高成材率,另外,还可以避免铸坯冷却后的产生收缩缺陷等质量风险,取得节能、降耗、高产等综合经济效益。
2 现状分析热送热装工艺由于铸坯不下线,因此对炼钢、精炼、连铸、轧钢生产的稳定性要求较高,不管哪一个环节出现故障,都将影响到热装热送工艺的实施。
因此实施钢坯热装热送工艺是推动转炉—精炼—连铸—轧机一体化生产管理的有效途径,也是降低生产成本、提高产品质量的有效措施。
由于3#铸机是投产后新增的生产线,只有1#机、2#机具备直接热送热装的条件,3#机只能采取过跨车运输的方式,将铸坯运送到棒材库,然后使用行车将热坯吊运到进料平台,进行间接热装。
连铸坯热装热送中的冷却水循环系统优化策略

连铸坯热装热送中的冷却水循环系统优化策略连铸坯热装热送中的冷却水循环系统是钢铁生产过程中一个至关重要的环节。
它对连铸坯的质量和生产效率具有直接的影响。
为了提高连铸坯的质量和生产效率,我们需要优化冷却水循环系统的操作策略。
本文将探讨连铸坯热装热送中的冷却水循环系统优化的一些策略。
一、优化冷却水流量控制策略冷却水流量控制是冷却水循环系统中最基本的操作之一。
合理的冷却水流量控制可以保证连铸坯在冷却过程中获得足够的冷却效果,同时避免流量过大导致资源的浪费。
在优化冷却水流量控制策略时,我们可以考虑以下几个方面。
首先,根据连铸坯的尺寸和材料特性,确定合理的冷却水流量范围。
其次,通过监控连铸坯的温度变化和冷却水流量的实时数据,调整冷却水流量,保证连铸坯的冷却效果。
最后,结合连铸坯的生产进度和产能要求,灵活调整冷却水流量,合理分配资源,提高生产效率。
二、优化冷却水温度控制策略除了合理控制冷却水流量外,冷却水的温度也是影响连铸坯冷却效果的重要因素。
优化冷却水温度控制策略可以提高连铸坯的冷却质量,降低能耗。
在优化冷却水温度控制策略时,我们可以考虑以下几个方面。
首先,根据连铸坯的尺寸和材料特性,确定合理的冷却水温度范围。
其次,通过监控连铸坯的温度变化和冷却水温度的实时数据,调整冷却水温度,保证连铸坯的冷却效果。
最后,结合连铸坯的生产进度和产能要求,灵活调整冷却水温度,降低能耗,提高生产效率。
三、优化冷却水循环系统的管道布局冷却水循环系统的管道布局是影响冷却水流动和循环效果的关键因素之一。
合理的管道布局可以减小冷却水流阻力,提高冷却水的流动速度和循环效果。
在优化冷却水循环系统的管道布局时,我们可以考虑以下几个方面。
首先,合理规划冷却水循环系统的管道走向,避免死角和复杂的弯曲装置。
其次,选择合适的管道材料和直径,降低冷却水的流动阻力。
最后,定期清洗管道,确保冷却水的流通畅通,提高循环效果。
四、优化冷却水循环系统的水质管理冷却水循环系统的水质管理是确保冷却水质量稳定的重要措施。
合金钢连铸坯高效热送热装工艺实践_朱士将__tr
第6期 2012年11月连铸Continuous CastingNo.6November 2012作者简介:朱士将(1984—),男,大学本科,工程师; E-mail:zhushijiang123@163.com; 收稿日期:2012-03-06合金钢连铸坯高效热送热装工艺实践朱士将(莱芜钢铁集团有限公司,山东莱芜271104)摘 要:系统研究了实现合金钢连铸坯高效热送热装工艺存在的问题,通过实施无缺陷合金钢连铸坯生产技术、高温合金钢连铸坯生产技术以及炼钢-轧钢一体化生产管理技术,保证了高温合金钢连铸坯热送热装物流有序,产生了可观的经济效益,为推广应用提供了经验。
关键词:热送热装;无缺陷;高温;一体化文献标志码:A 文章编号:1005-4006(2012)06-0005-03Alloy Steel Continuous Casting Billet Hot Delivery and HotCharging Process Practice of High EfficiencyZHU Shi-jiang(Steel-Making Factory of Laiwu Iron and Steel Co.,Ltd.,Laiwu 271104,Shandong,China)Abstract:The problems for the implementation of alloy steel continuous casting billet hot delivery and hot chargingprocess of high efficiency were researched.By means of the implementation of defect free alloy steel continuouscasting billet production technology,high temperature alloy steel continuous casting billet production technology aswell as the steelmaking and rolling integration production management technology,the high temperature alloy steelcontinuous casting billet hot delivery and hot charging logistics were ensured to be orderly,considerable economicbenefits were created and the experiences were provided for the promotion.Key words:HCR;defect free;high temperature;integration 随着连铸技术的不断进步及全连铸工艺的实施,推动了连铸坯热送热装工艺的发展,连铸坯热送热装工艺是冶金行业内重点推广的18个节能增效的技术之一。
连铸坯热装热送中的冷却水循环系统优化方案

连铸坯热装热送中的冷却水循环系统优化方案在连铸工艺中,冷却水循环系统扮演着关键的角色。
它通过对连铸坯进行冷却,有效控制坯料温度,确保铸造质量和生产效率。
本文将针对连铸坯热装热送中的冷却水循环系统提出优化方案。
一、现状问题分析在连铸坯热装热送过程中,冷却水循环系统存在一些问题。
首先,水循环系统的流量调节不够灵活,无法根据连铸坯的不同要求进行精确调整。
其次,由于冷却水中存在悬浮物和杂质,会导致管道堵塞、水泵损坏等问题。
此外,冷却水的温度也需要在一定的范围内进行控制,以保证连铸坯的质量。
二、优化方案为解决上述问题,可以采取以下优化方案:1. 系统流量调节优化引入智能流量控制器,通过传感器感知连铸坯的温度和速度等参数,精确调节冷却水的流量。
根据不同的铸造要求,自动调整水的流速,以实现坯体的均匀冷却。
同时,结合先进的调节算法,动态跟踪坯体温度变化,及时调整水温和流量,以确保铸造质量。
2. 悬浮物过滤处理在系统的进水口设置合适的过滤装置,及时去除冷却水中的悬浮物和杂质。
可以采用微孔滤网等过滤器,有效阻止固体颗粒进入系统,减少管道堵塞和水泵损坏的风险。
此外,定期对过滤器进行清洗和更换,保证其正常工作。
3. 温度控制手段改进运用先进的温度控制技术,通过空气冷却和冷却剂循环等方式,确保冷却水的温度在一定的范围内稳定控制。
可以采用温度传感器实时监测水温,通过PID控制算法进行精确调节。
同时,根据连铸坯的特点和要求,合理设定温度范围,以保证坯体的冷却效果。
4. 系统检修与维护加强冷却水循环系统的检修与维护,定期对设备进行巡检和保养,及时发现和处理问题。
定期清洗水泵、管道和冷却器,确保系统的正常运行。
此外,需要制定完善的操作规程,培训操作人员,提高其对系统的了解和应急处理能力。
三、效果与可行性分析通过以上优化方案的实施,可以取得以下效果:1. 提高冷却水循环系统的灵活性,根据连铸坯的不同要求进行精确调节,提高生产效率和产品质量。
连铸坯热装热送攻关方案的实验与验证

连铸坯热装热送攻关方案的实验与验证随着现代工业的发展,连铸技术在钢铁行业中扮演着重要的角色。
连铸坯热装热送是一种提高连铸坯质量、减少能耗的技术手段。
本文旨在介绍连铸坯热装热送攻关方案的设计,并对其进行实验与验证。
1. 背景连铸技术是指通过连续铸造技术将钢液直接连续铸造成坯料。
连铸坯热装热送是将连铸坯在连铸机上直接进行预热,并通过热运输设备将坯料送入热轧生产线,以达到提高产品质量和能源利用效率的目的。
因此,研究连铸坯热装热送的方案具有重要的实际意义。
2. 设计方案(1)连铸坯热装热送系统设计根据连铸坯的特点和热装热送的需求,设计了连铸坯热装热送系统。
该系统包括连铸机、预热炉和热运输设备三个部分。
其中,连铸机负责将钢液进行连续铸造,预热炉用于对连铸坯进行预热,热运输设备则负责将预热坯料送到热轧生产线。
(2)能源利用方案设计在连铸坯热装热送过程中,能源的利用对于提高能耗效率至关重要。
设计了采用工业余热回收方式,对预热炉的废气进行回收利用。
通过对废气进行余热交换,提高能源的利用效率,减少能源的浪费。
(3)工艺参数设计为了实现连铸坯热装热送的效果,设计了合适的工艺参数。
包括预热炉的温度控制、热运输设备的速度调节等。
通过对工艺参数的精确控制,实现了连铸坯在短时间内达到预定的温度要求,并顺利送入热轧生产线。
3. 实验与验证(1)实验设计为了验证连铸坯热装热送方案的可行性和效果,进行了一系列实验。
在实验中,选择不同规格的连铸坯进行热装热送,记录下温度、速度等相关参数。
通过实验数据的分析,验证方案的有效性。
(2)实验结果与分析通过实验,得到了一系列数据。
根据数据分析,验证了连铸坯热装热送方案的可行性和有效性。
实验证明,在连铸坯通过预热炉预热后,坯温均匀、温度适宜,符合热轧工艺要求。
4. 结论与展望通过实验与验证,验证了连铸坯热装热送方案的可行性和有效性。
该方案在提高产品质量、减少能耗方面具有重要的意义。
在未来的工业生产中,可以进一步优化连铸坯热装热送的方案,并结合实际情况进行推广应用。
连铸坯热送热装生产工艺的实践分析
Copyright©博看网 . All Rights Reserved.
265
M 管理及其他 anagement and other
工艺进行了优化。开浇和浇尾坯工艺优化后,开浇时间由原来 的 14min ~ 16min 缩短至 8min ~ 10min,浇尾坯时间由原来的 14min ~ 16min 缩短至 7min ~ 9min,头尾坯切废量明显减少, 特别是头尾坯横裂发生率显著降低,头坯降低了 28%,尾坯降低 了 45%。 2.3 入炉温度
表 1 钢种 A/C36 - 3 化学成分
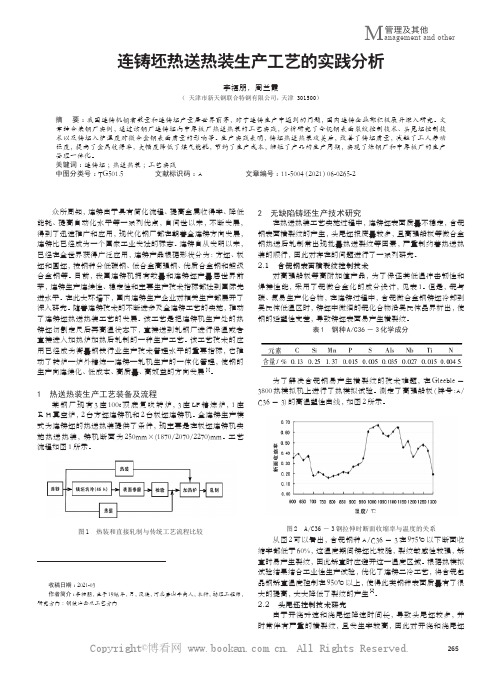
为了解决含铌钢易产生横裂纹的技术难题,在 Gleeble - 3800 热模拟机上进行了热模拟试验。测定了高强船板 ( 牌号 :A/ C36 - 3) 的高温塑性曲线,如图 2 所示。
图 1 热装和直接轧制与传统工艺流程比较
收稿日期 :2021-03 作者简介 :李福朋,生于 1986 年,男,汉族,河北唐山丰南人,本科,助理工程师, 研究方向 :钢铁冶金及工艺方向
2 无缺陷铸坯生产技术研究 在热送热装工艺实施过程中,连铸坯表面质量不稳定,含铌
钢表面横裂纹的产生,头尾坯报废量较多,且高强船板等微合金 钢热送后轧制常出现批量热送裂纹等因素,严重制约着热送热 装的顺行,因此对存在的问题进行了一系列研究。 2.1 含铌钢表面横裂纹控制技术
对高强船板等高附加值产品,为了保证其低温冲击韧性和 焊接性能,采用了铌微合金化的成分设计,见表 1。但是,铌与 碳、氮易生产化合物,在连铸过程中,含铌微合金钢铸坯冷却到 奥氏体低温区时,铸坯中微细的铌化合物沿奥氏体晶界析出,使 钢的延塑性变差,导致铸坯表面易产生横裂纹。