制浆造纸工艺设计计算
制浆造纸工程设计
制浆造纸工程设计(红色的是我们考过的)-2008注意:我们09届的题型是:名词解释,简答,论述(要点答对即给分),大家对答案相对少的都记下来哈!!!!名词解释1、工程项目建设程序:是指建设项目从设想、选择、评估、决策、设计、施工安装到竣工验收、投入生产整个建设过程中,各项工作遵循的先后次序的法则。
2、生产工艺流程是指从原料开始,经过各车间、工段的顺序加工,制成成品的整个生产过程。
3、可行性研究:是项目建议书批准或核准之后开展的一项重要的决策性工作,是对拟建的工程项目进行技术和经济的可行性分析、论证和多方案比较,提出科学、客观的评价意见,确认可行后,编制可行性研究报告,为项目的决策提供依据。
4、市场需求预测是对项目的产出品和所需的主要投入品的市场容量、价格、竞争力,以及市场风险进行分析预测。
5、产品供需预测是利用市场调查所获得的信息资料,对项目产品未来市场供应和需求的数量、品种、质量、服务进行定性与定量分析。
6、建设规模也称生产规模,是指项目设定的正常生产运营年份可能达到的生产能力或者使用效益。
7、项目资本金是指投资项目总投资中必须包含一定比例的、由出资方实缴的资金,这部分资金对项目的法人而言属于非负债资金。
8、国家预算内投资简称“国家投资”,是指以国家预算资金为来源并列入国家计划的固定资产投资。
9、自筹投资指用于进行固定资产投资的上级主管部门、地方和单位、城乡个人的自筹资金。
也就是说,自筹投资由地方自筹资金、部门自筹资金、企业事业单位自筹资金、集体、城乡个人自筹资金组成。
10、项目的负债是指项目承担的能够以货币计量的,需要以资产或者劳务偿还的债务。
一般包括银行贷款、发行债券、设备租赁和借用国外资金等融资渠道。
11、资金的时间价值:货币作为社会生产资金,投入生产或流通领域,参与再生产过程,就会带来利润,得到增值,这就是资金的时间价值。
12、设计概算是指在初步设计或扩大初步设计阶段,根据设计要求对工程造价进行的概略计算。
造纸专业毕业设计---40万吨年箱板纸制浆造纸综合工厂设计
40万吨/年箱板纸制浆造纸综合工厂设计重点:日产900吨箱板纸抄造车间设计摘要该说明书主要介绍了建设一个利用废纸造纸达到年产40万吨包装纸制浆造纸综合工厂的诸多问题。
重点说明了日产900吨高档牛皮箱板纸成型、压榨、烘干过程的工艺,设备的布置及安排。
设计内容包括浆水平衡计算图绘制、设备选型及计算、车间设备布置平面图、立面图及工艺流程图、全厂总平面图的绘制。
关键词:制浆造纸,牛皮箱板纸,废纸造纸A Combine Design of Cardboard Paper with 400,000Tons Per YearDaily Production 900 Tons of Cardboard Paper WorkshopABSTRACTThis manual mainly introduced the construction using wastepaper papermaking attain annual a 40 tons of paper pulp &paper comprehensive factory problems.Focuses on the instructions daily production 900 tons of high-grade ox-leather case paperboard molding, squeezing, drying process technology, equipment arrangement and arrangement. Design content including slurry water equilibrium calculation chart drawing, equipment selection and calculation, workshop equipment layout plan, elevation and process flow diagram, the total plan drawn plant。
制浆造纸浆水平衡计算过程
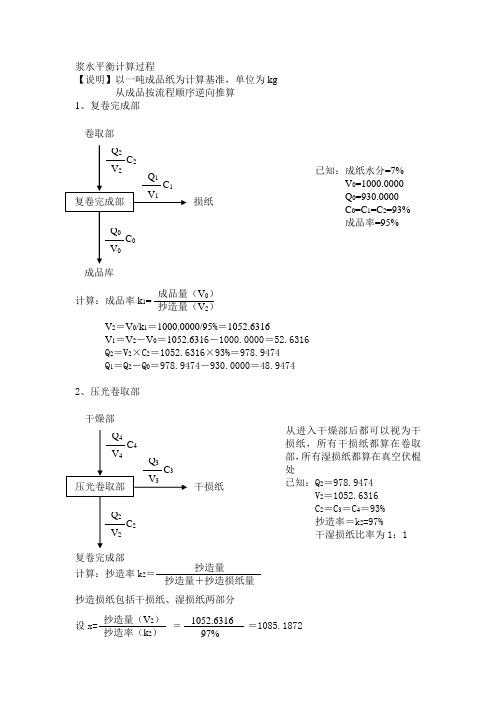
浆水平衡计算过程【说明】以一吨成品纸为计算基准,单位为kg 从成品按流程顺序逆向推算1、复卷完成部已知:成纸水分=7%V0=1000.0000Q0=930.0000C0=C1=C2=93%成品率=95%201V1=V2-V0=1052.6316-1000.0000=52.6316Q2=V2×C2=1052.6316×93%=978.9474Q1=Q2-Q0=978.9474-930.0000=48.94742、压光卷取部从进入干燥部后都可以视为干损纸,所有干损纸都算在卷取部,所有湿损纸都算在真空伏棍处已知:Q2=978.94742=1052.63162=C3=C4=93%抄造率=k2=97%干湿损纸比率为1:1 设x= =1085.1872抄造量(V2)抄造率(k2)抄造损纸量为1085.1872-1052.6316=32.5556干损纸量V 3=32.5556×50%=16.2778Q 3=V 3×C 3=16.2778×93%=15.1384Q 4=Q 3+Q 2=15.1384+978.9474=994.0858V 4=V 3+V 2=16.2778+1052.6316=1068.90943、后干燥部进后干燥部纸页干度C 5=55% 4=994.0858 4=1068.9094 4=93%54 V 5=Q 5/C 5=994.0858/55%=1807.4287W 1=V 5-V 4=1807.4287-1068.9094=738.51934、表面施胶部干度C 6=80% 5=994.08585=1807.4287 5=55%65 V 6=Q 6/C 6=994.0858/80%=1242.6073W 2=V 5-V 6=1807.4287-1242.6073=564.82145、前干燥部C 7=43% 6=994.0858 6=1242.6073 6=80%76 V 7=Q 7/C 7=994.0858/43%=2311.8274W3=V 7-V 6=2311.8274-1242.6073=1069.22016、压榨部:出伏辊时纸页干度为C 8=20% 7=994.0858 7=2311.8274 7=43%0.2%(相对成品量) 计算:压榨白水纤维损失量Q 9=0.2%×Q 0=0.2%×930.0000=1.8600 Q 8=Q 7+Q 9=994.0858+1.8600=995.9458V 8=Q 8/C 8=995.9458/20%=4979.7290V 9=V 8-V 7=4979.7290-2311.8274=2667.9016C 9=Q 9/V 9=1.8600/2667.9016=0.0697%7、真空伏辊已知:水封槽白水纤维损失量1%(相对成品量)Q 8=995.9458V 8=4979.7290W 4=500.0000W5=2000.0000切边损失纸页干度C13=20%切边宽度2×50mm湿损纸纸页干度C12=20%出伏辊时纸页干度C8=20%进伏辊时纸页干度C10=14%横向收缩率ε=2%抄宽Bm=2680mm干湿损纸比率为1:1123湿纸页宽度Bn=Bm/(1-ε)=2680/(1-2%)=2735mm单位长度湿纸页的纤维量为G=(Q8+Q12)/Bn所以切边损失量Q13=2×50×G=2×50×(995.9458+15.1384)/2735=36.9683 Q11=1%×Q0=1%×930.0000=9.3000Q10=Q11+Q12+Q13+Q8=9.3000+15.1384+36.9683+995.9458=1057.3525 V13=Q13/C13=36.9683/20%=184.8415V12=Q12/C12=15.1384/20%=75.6920V10=Q10/C10=1057.3525/14%=7552.5179V11=V10+W4+W5-V12-V13-V8=7552.5179+500.0000+2000.0000-75.6920-184.8415-4979.7290 =4812.2554C11=Q11/V11=9.3000/4812.2554=0.1933%8、真空吸水箱已知:水封槽白水中纤维损失量3%(相对成品量) W 6=500.0000Q 10=1057.3525V 10=7552.5179C 10=14%进真空吸水箱纸页干度C 14=2%计算:150 Q 14=Q 15+Q 10=27.9000+1057.3525=1085.2525 V 14=Q 14/C 14=1085.2525/2%=54262.6250 V 15=V 14+W 6-V 10=54262.6250+500.0000-7552.5179=47210.1071 C 15=Q 15/V 15=27.9000/47210.1071=0.0591%9、成形板案板已知:白水纤维损失量30%(相对成品量) 上网浓度C 15=0.7%W7=2000.0000Q14=1085.2525V14=54262.6250C14=2%计算:Q16=30%×Q0=30%×930.0000=279.0000Q15=Q16+Q14=279.0000+1085.2525=1364.2525V15=Q15/C15=1364.2525/0.7%=194893.2143V16=V15+W7-V14=194893.2143+2000.0000-54262.6250 =142630.5893C16=Q16/V16=279.0000/142630.5893=0.1956%。
造纸 工程课程设计

目录制浆造纸设计任务书 (2)一、总论 (3)二、生产方法及工艺流程说明 (6)三、所需数据列表 (8)四、浆水平衡计算 (10)五、主要技术指标 (19)致谢 (22)参考文献 (23)工艺流程图及浆水平衡图(见图纸)制浆造纸课程设计任务书学生:杨飒飒一、设计题目:年产十二万吨APMP浆制浆工段的初步设计二、设计依据1、原料:黑杨2、产品:100%杨木APMP3、产量:12万吨/年4、生产方法:APMP制浆5、工作制度:340天/年,22小时/天三、设计说明书内容1、总论2、生产方法及工艺流程说明图3、物料衡算(浆水平衡计算)或热量衡算4、主要技术指标四、绘图内容1、工艺流程图2、浆水平衡图一、总论造纸技术的发明,是我国古代劳动人民智慧的结晶,是对全人类最伟大的贡献之一。
同其他科学技术一样,造纸术也伴随着人类的进步、生产力的发展而产生和发展的,并且反过来又促进社会的进步和生产力的提高,在人类文化、科学、工业、农业、国防和商业等方面的发展发挥了及其重要的作用。
通过纸的应用,人类的各种知识得到传播、妥善的保存,使悠久的历史遗产得到了继承,从而推动人类社会科学文化及商业的不断发展。
我国的制浆造纸工业虽然增长速度较快,但人均占有量与世界发达国家相比,还是差距很远,而且生产和消费水平低,造纸工业水平总体不高,以生产普通低档纸为主,中高档之生产能力不足。
当前我国的造纸工业与国际先进的造纸工业水平相比,主要存在如下问题:1、纤维原料中木材的比重很小,现有的木材也没有得到合理的利用。
因木浆不足,对增加品种,提高质量,提高生产率,都产生不利的影响。
2、原料及能源消耗偏高,并且供应紧张,对环境污染严重。
3、企业规模小,对生产管理和对“三废”治理带来很大困难。
4、技术装备仍很落后,不利于合理组织生产力,以发挥最好的技术经济指标。
因此,我国造纸工业的目前状况来看,要实现我过造纸工业的现代化,使之具有一定的世界先进水平,还需要很大的努力。
制浆造纸工艺实验

(8)、H2SO4溶液、2 mol/L; (9)、15 % KI; (10)、0.5 % 淀粉指示剂。
3、实验步骤
a.用称物瓶称取相当于1g(称准至0.0001g)绝干重量的浆样(水份 已另测),将浆样转移至盛有数粒玻璃珠的广口瓶中
b.用量筒量好700 ml蒸馏水,从中倒出少量冲洗称物瓶中粘的纤维, 洗涤水倒入广口瓶中,盖上广口瓶盖,用力摇荡使浆样分散成单 根纤维
三、蒸煮试验程序
1、试验前,按所分各小组所拟采用的蒸煮方法,各自制 定出蒸煮所给原料的工艺技术条件,即蒸煮药品用量、 液比、升温时间、最高温度、保温时间、质量要求等 并讨论以确定。然后根据所给定的已知条件,进行蒸 煮试验所需各种物料的计算。
2、蒸煮液的配制 用量筒准确量取蒸煮液所需各种化学药液及所需补充的
4、因残液颜色过深,批示剂滴定颜色的变化很难观察, 滴定时应很仔细观察,可采取边滴定边加指示剂视其 是否变色来检验。
五、思考题
1、硫酸盐法蒸煮液中活性碱的含量的测定为什么要加 BaCl2,不加对测定结果会有什么影响? 2、指示剂法测定残液中活性碱为什么用酚酞作指示剂, 而不用甲基橙?
实验三 纸浆硬度的测定
C——标准盐酸
残液PH值的测定常用PH计或酸度计,不同类型的仪器操 作方法各异,使用时按各仪器的使用说明书操作。本 实验使用PHS—2型电位滴定计 (详见实验讲义)
4、电位法测定硫酸盐法蒸煮残液中的活性碱含量
(1) 测定原理和试样的制备同指示剂法。 (2) 仪器的校正同PH值的测定。 (3) 操作步骤 A、 吸取滤液25 ml于小烧杯中,加入30 ml蒸馏水,放入电磁搅拌棒,
e.用移液管或者滴定管量取25 ml高锰酸钾溶液于100 ml 小烧杯中,用移液管吸取25 ml硫酸溶液加入大烧杯中, 加入高锰酸钾溶液并开动秒表记时,用前留下的水冲 洗小烧杯,洗涤水亦倒入大烧杯中
废纸制浆——精选推荐
废纸制浆废纸制浆(OCC)⼯艺流程的综述绪论废纸, 作为⼆次纤维, 对它的开发和利⽤正受到世界各国造纸业的⼴泛关注。
据估算, 全球每年森林⾯积净减少量约为1600万hm⒉/a , ⽽造纸⾏业是⽊材的消耗⼤户, 鉴于此, 制浆业发达的国家, 出于节约资源、保护环境的考虑, 也在⼤⼒提倡废纸回收利⽤, ⽽在我国, 本⾝⽊材资源就很匾乏, 加之中⼩型造纸企业多, 污染⼤。
据中国造纸协会资料介绍, ⽬前中国造纸⼯业纸及纸板⽣产企业约有3500 家,2001 年造纸⽤浆总量为2980 万他 ,其中⽊浆占23%, 废纸浆占44%, ⾮⽊材浆占33%。
可见, 废纸浆已成为我国的主要浆种, 但也存在⼀定的问题, ⼀是⽬前我国废纸回收利⽤发展不平衡, 沿海地区发展较快⼆是国内废纸回收率较低, 近年来废纸利⽤率的提⾼, 主要依靠进⼝来解决, 三是国内废纸市场管理不科学, 收购零散, 价格混乱, 不分类, 杂质多, ⽆标准可依, 供应规⼩, 不成体系, 四是废纸制浆存在的共性技术难题如脱墨, 去胶粘物, ⽩度和得率的提⾼等.⽬录1. 度纸制浆的特点 (3)1.1 度纸制浆优点 (3)1.2 国内废纸特点 (3)1.3 废纸再⽣过程性质的变化 (3)1.4 回⽤纤维衰变的影响因素 (4)2. 废纸浆⽣产⼯艺概况 (5)3. 废纸纸浆⼯艺段设计 (5)3.1 碎解和疏解设备的选择 (5)3.2 废纸浆的净化设备的选择 (6)3.3 废纸浆的筛选设备的选择 (7)3.4 废纸浆的浓缩设备选择 (9)4. 废纸脱墨流程与⼯艺 (9)5. 纸浆⽣产中的节⽔措施 (10)参考⽂献 (12)1. 度纸制浆的特点1.1 度纸制浆优点利⽤废纸制浆的优点在于。
⼀是解决⽊材纤维原料短缺, 提⾼产品质量。
长期以来, 我国造纸⼯业由于⽊材原料⽐例⼩, 严重制约了纸张产量和质量的提⾼及品种的发展, 对造纸业在国际上的竞争⼗分不利。
⼆是可降低建设投资和⽣产成本。
第五章第三节 工艺平衡计算

3.浆水平衡计算的注意事项
1) 可视为清水的溶液或乳液 (1)制浆过程中添加的助剂、漂白生产过
程加入的漂液及抄纸过程中添加量较少的 助剂。 (2)明矾溶液,施胶用溶液或乳液。 2)可视为纤维的物料 (1)填料可将其绝干量视为纤维。 (2)抄纸过程中加入量较大能留在纸页中 的功能助剂。
2)加热纤维原料所含水分到最高温度所需热量
式中: m2—原料中的水分,kg ω—原料中水分含量,% C水—水的比热容,kJ/ (kg.K)
3)加热蒸煮药液所需热量 (1)预热药液所需热量
Q3′=(m1γ-m2)c2 (t2-t0) 式中 c2—药液的比热容,kJ/(kg .K)
t2 —药液预热达到的最高温度,℃ γ—液比 (2)在蒸煮锅内药液加热到最高温度所需的热量
10)每锅(球)次蒸汽用量
D=Q/(H-H1) 式中 D—蒸汽用量,kg/锅(或球)
H—蒸汽热焓量,kJ/kg H1—使用压力下液体热焓量,kJ/kg
2.蒸煮热平衡计算示例 以下以立式蒸煮锅生产硫酸盐法荻苇浆为例进行
热平衡计算。
1)选取热平衡计算的依据数据(表6-24)P129 2)计算过程(以蒸煮一锅次为计算基准) (1)加热绝干荻节片耗热
▪ (4)根据各物料之间的相互关系,在计算 时,必须已知m、 ω 、V中的两项,才能进 行平衡计算。
ห้องสมุดไป่ตู้
▪ (5)列出物料平衡表
▪ (6)按生产流程绘制物料平衡图。将计算 出来的数据填到浆水平衡图中,在浆水平 衡的分数中,
▪ 分母为浆料或白水总量,以“kg或L”为单 位,
▪ 分子为绝干纤维量,以“kg”为单位,
Q5=m4c4(t5-t4) 式中:m4—保温层质量(可从设备图纸中查到),kg
浆水平衡图、工艺流程图

所以:
Q21=(1-15%)Q20
Q22=15%Q20
Q24=Q28+Q22
Q25=(1-15%)Q24
Q26=15%Q24
Q27=Q26
Q28=(1-10%)Q27
Q29=10%Q27
Q10=Q25+Q21
Q20=Q3
得:
Q20=929.12
Q2=2%Q3
得:
Q2=18.37
Q3=918.37
V1=Q1/C1=8181.82
V3=Q3/C3=131195.34
V2=V3 V1=123013.52
C2=Q2/V2=0.01%
d1
Q5Q7
Q4Q9
Q6Q8
d2
Q3
已知:C4=0.90%; C6=0.88%; 排渣率为8.00%;
C7=0.70%; C8=0.68%; 排渣率为8.00%;
C66=Q66/V66=3.82%
V67=Q67/C67=1848.28
d18=V67-V66=445.87
V68=Q68/C68=1722.86
V69=V67-V68=125.42
具体流程如图3-3,
OCC
排渣
排渣
排渣
排渣
排渣
排渣
排渣
排渣
图3-3 制浆流程工艺图
2.浆水平衡计算
以1t风干浆(10%水分为基础。单位:纤维为kg,液体为L)为基础进行浆水平衡计算:
Q3Q2
多圆盘浓缩机
Q1
已知:Q1 900.00, C1=11.00%,C3=0.70%,排渣率2.00%
所以:
Q1= Q3(1-2.00%)