电子厂工程部制造焊接技能培训教材共39页文档
焊接知识培训教材
焊接知识培训教材编制: 李承华佛山柏奇贸易公司出版一、焊锡原理1、润湿所谓焊接即是利用液态的“焊锡”及基材接合而达到两种金属化学键合的效果。
A、特点:以胶合不同,焊接是焊锡分子穿入基材表层金属的分子结构而形成一坚固完全金属的结构,当焊锡熔解时不可能完全从金属表面上把它擦掉,因为它已变成基层金属的一部份。
而胶合则是一种表面现象可以从原来表面被擦掉。
B、关于润湿的理解:水滴在一块涂有油脂的金属薄板上,水形成水滴一擦即掉,这表示水未润湿或粘在金属薄板上,如果金属基材表面清洁并干燥,那么当他接触水后则水扩散金属薄板表面而形成薄面均匀膜层怎么摇也不会掉,这表示水已经润湿此金属板。
C、润湿的前提:清洁几乎所有的金属曝露在空气中时都会立刻氧化这将防碍金属表面的焊锡润湿作用,所以必须先清洁焊锡面后进行焊接作业。
D、锡的表面张力焊锡湿度会影响表面张力,即温度愈高表面张力愈小,焊锡表面和铜板之间的角度,称为润湿角度它是所有焊点检验基础。
E、认识锡铅合金℃固300 熔融C250 状态液固混合状态200 B D183.3 共结晶点150E10019.7 25 30 35 40 45 50 55 60 63 65 7075 80 85 90 95%(锡铅合金比例)上图说明:锡铅合金在183.3℃时处于固体及液体的混合阶段,即半熔融状而在37/63时则可液体或固体直接变为固体或液体,而不经过半熔融状态。
故:我们在183.3℃的温度上结合焊接时间,热吸收等因素;增加55℃-80℃来完成焊接.而采用63/37或60/40焊锡有以下三点原因:①因其不经过半熔融状态而迅速固化或液化;因此可最快速度完成焊锡工作。
②能在较低温度时开始焊接作用,是锡炉合金中焊接性能最佳之一种。
③熔液之潜透力强,可扎根般地渗透金属表面之极细微间隙。
二、认识助焊剂.助焊剂是所有锡焊作业中不可缺少的辅助性材料,其作用有:①清除焊接金属表面氧化膜。
②在焊接物表面形成一层液态的保护膜;隔绝高温时四周的空气,防止金属表面的再氧化。
焊工培训教材
焊接培训教材(供学习参考)焦作市巨行特种设备有限公司2010年5月22日第一节焊条的组成及作用 (4)一、焊芯 (4)二、药皮 (4)第二节焊条的种类、型号及规格 (5)一、焊条的种类及型号 (5)二、酸性焊条与碱性焊条 (9)第三节焊条的选用原则 (10)一、等强度原则 (10)二、等同性原则 (10)三、等条件原则 (11)第四节焊条的检验和保管 (11)一、焊条的检验 (11)二、焊条的贮存、保管及烘干 (12)第二章焊接工艺 (12)第一节坡口形式和焊接位置 (13)一、手工电弧焊的坡口 (13)二、手工电弧焊焊接位置 (13)第二节焊接工艺参数的选择 (14)一、焊条种类和牌号的选择 (15)二、焊接电源种类和极性的选择 (15)三、焊条直径的选择 (15)四、焊接电流的选择 (15)六、焊接速度 (17)七、焊接层数的选择 (17)第三节基本操作技术 (17)一、引弧 (17)二、运条 (18)三、焊缝的起头 (20)四、焊接的收尾 (20)五、焊缝的接头 (21)第四节定位焊与定位焊缝 (22)第五节单面焊双面成形操作技术 (23)一、单面焊双面成形接头形式 (23)二、加弧焊和断弧焊特点 (23)第六节各种位置的焊接 (24)一、平焊 (24)二、立焊 (27)三、横焊 (28)四、仰焊 (29)第三章锅炉压力容器常用钢材的焊接 (31)一、低碳钢的焊接 (31)二、低合金高强度钢的焊接 (32)三、珠光体耐热钢的焊接 (37)四、不锈钢的焊接 (39)第一章电焊条第一节焊条的组成及作用涂有药皮的供手工电弧焊用的熔化电极叫电焊条,简称焊条。
它由焊芯和药皮两部分组成。
通常焊条引弧端有倒角,药皮被除去一部分,露出焊芯端头。
有的焊条引弧端涂有黑色引弧剂,引弧更容易。
不锈钢焊条夹持端端面涂有不同颜色,以便识别焊条型号.在靠近夹持端的药皮上印有焊条牌号.一、焊芯焊条中被药皮包敷的金属丝叫焊芯。
焊接培训教材(OK)

一、目的:为使装配部的新进员工及在职员工对本公司焊锡的工艺要求、焊锡要点、烙铁的使用等有一个初步认识,以便上岗后更容易胜任本工位的作业,育成多能工,特制订本教材。
二、适用范围:本公司装配部PCB的新进员工及在职员工技术人员均适用。
三、内容:1、焊接的原理:焊接是使金属连接的一种方法。
它利用加热等手段,在两种金属的接触面,通过焊接材料的原子或分子的相互扩散作用,使两金属间形成一种永久的牢固结合。
利用焊接的方法进行连接而形成的接点称为焊点。
2、焊接的分类:焊接通常分为熔焊、插焊和接触焊三大类。
2-1、熔焊:利用加热被焊件,使其熔化产生而焊接在一起的焊接技术。
如气焊、电弧焊、超声波焊等。
2-2、插焊:用加热熔化成液态的金属,把固体金属连接在一起的方法称为插焊。
在插焊中起连接作用的金属材料称为焊料。
作为焊料的金属,其熔点低于被焊接的金属材料。
插焊按焊料熔点的不同可分为硬焊(焊料熔点高于450摄氏度)和软件包焊(焊料熔点低于450摄氏度)。
2-3、接触焊:一种不用焊料与焊剂即可获得可靠连接的焊接技术。
如点焊、碰焊等。
3、锡焊的特点:采用锡铅焊料进行焊接称为锡铅焊,简称锡焊,属于软焊。
锡焊是最早得到广泛应用的一种电子产品的布线连接方法。
当前,虽然焊料技术发展很快,但锡焊在电子产品装配中仍占连接技术的主导地位。
锡焊与其他焊接方法相比具有如下特点:3-1、熔点低,适用范围广。
锡焊属于软焊,焊料熔化温度在180℃-420℃之间。
除含有大量铬和铝等合金的金属材料不宜采用焊接之外,其它金属材料大都可采用锡焊焊接,因而适用范围广。
3-2、焊接方法简便,易形成焊接点。
锡焊焊点是利用融熔的液态焊料的浸润作用形成的,因而对加热量和焊量都无须有精确的要求,就可以形成焊点,例如使用手工焊接工具电烙铁进行焊接就非常方便,且焊点大小允许有一事实上的自由度,可以一次形成焊点。
若用机器进行焊接,还可以成批形成焊点。
3-3、成本低廉,操作方便。
焊接教育技能培训(完整版)
Sn Sn Sn Sn Sn Sn 氧化膜
Cu Cu Cu Cu Cu Cu
Sn Sn Sn Sn Sn Sn 氧化膜
Cu Cu Cu Cu
18
③通过助焊剂的作用,焊 料及母材表面的氧化膜 被除去,焊料的金属原 子和母材的金属原子直 接冲突。
◎
◎
○
○ 予焊接
◎
◎
◎
○
◎・・・良好 ○・・・稍稍良 △・・・普通或不良 ×・・・不良
27
酸性雨
对生体、 血液、神经的影响
工厂
汽车
28
Sn-Ag-Cu(217℃~220℃)日本标准。适用于稍微高
价的机械特性、电器・电子产品。 Sn-Cu(226℃)廉价。缩孔少。多以流动方式使用。在熔 点、润湿性、强度方面比Sn-Ag-Cu差。
Sn-Cu Su-Cu0.55
1,210日元/kg
Sn 1,185日元/kg Ag 23,870日元/kg Bi 1,050日元/kg
Sn-Ag-Bi-In Sn-Ag3.5-Bi0.5-In3 4,430日元/kg
Sn-Zn-Bi Sn-Zn8-Bi3
1,010日元/kg Cu 344日元/kg
Sn-Pb Sn-Pb37
1.烙铁的结构、种类 焊料的结合温度由①烙铁的烙铁尖端温度、②烙铁尖端的热容量(大小、W数) ③结合部的热容量(大小)决定。
带卡烙铁
带温度控制烙铁
不带温度控制的烙铁
始业时,用烙铁尖端的温度计确认 焊料温度,抽出卡,固定在该温度 进行作业。
有焊料温度可变或指定温度 一定两种类型。
《焊接技能培训》课件

建筑行业
建筑钢结构、钢筋 混凝土结构等。
汽车工业
车身、发动机、底 盘等。
航空航天
飞机机身、发动机 等。
02
焊接操作技能
焊接工具与设备
焊接工具
包括焊机、焊枪、焊嘴、焊条等 ,是进行焊接操作的基础。
焊接设备
包括电源、焊机控制器、冷却设 备等,是焊接操作的重要辅助工 具。
焊接操作流程
准备
结束工作
包括工件准备、焊接区域清理、焊接 材料选择等。
间结合力而形成牢固的焊接接头。包括电阻焊、摩擦焊等。
03
钎焊
利用熔点低于母材的钎料,加热到高于钎料熔点,但低于母材熔点的温
度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散,实现连
接的方法。包括烙铁钎焊、火焰钎焊等。
焊接的应用领域
机械制造业
压力容器、管道、 锅炉等。
船舶工业
船体、甲板、舱室 等。
广泛应用领域
焊接技术的应用领域不断 扩大,不仅局限于制造业 ,还将拓展到建筑、航空 、能源等领域。
技术创新驱动
焊接技术的不断创新和发 展,将推动焊接行业不断 进步和发展,提高生产效 率和产品质量。
国际化合作与发展
加强国际交流与合作,引 进国外先进技术和管理经 验,推动焊接行业的国际 化发展。
THANKS
《焊接技能培训》ppt课件
目录
• 焊接基础知识 • 焊接操作技能 • 焊接安全与防护 • 焊接实例与技巧 • 焊接行业发展趋势与展望
01
焊接基础知识
焊接的定义与原理
焊接定义
焊接是通过加热或加压,或两者并用,使分离的两部分金属产生原子间相互扩 散和联结,形成致密的金属键,从而形成不可分割的整体的加工工艺。
焊接培训资料
焊接培训资料焊接是一项需要技术和经验的工艺。
一名合格的焊工需要掌握各种焊接方法和技术,了解不同金属和非金属材料的特性,以及使用各种焊接设备和工具的操作技巧。
因此,进行焊接培训是非常重要的,不仅可以提高焊工的技能水平,还可以提高工作效率和质量,确保焊接工作的安全性和可靠性。
本文将介绍一些焊接培训的基本知识和技能要点,帮助焊工们提高他们的焊接技能和知识水平。
本文将讨论以下主题:1. 焊接的基本原理和工艺2. 常见的焊接方法和技术3. 焊接材料和设备的选择和使用4. 焊接的安全问题和注意事项第一部分:焊接的基本原理和工艺焊接是将两个或多个工件连接在一起的技术过程。
焊接的基本原理是利用热能,将其加热并加入某种填充材料(如果需要),使两个或多个工件密封在一起。
焊接过程中,熔化的金属填充材料填充在工件之间,并在冷却后形成坚固的连接。
焊接有许多的理论基础,例如热传导、力学性能、金属工艺学等。
焊接的工艺包括预热,焊接和后处理等环节,每个环节都有其独特的工艺和要求。
焊接的质量受许多因素的影响,如焊接设备、焊接方法、焊接材料和操作者的技能水平等。
因此,了解和掌握焊接的基本原理和工艺是非常重要的。
第二部分:常见的焊接方法和技术焊接方法和技术是影响焊接质量和效率的关键因素。
常见的焊接方法包括电弧焊、气体保护焊、激光焊、等离子焊等。
每种焊接方法都有其独特的特点和适用范围,焊工需要根据具体的工件和要求选择合适的焊接方法。
在日常焊接工作中,电弧焊是最常用的焊接方法。
它包括手工电弧焊、氩弧焊、MIG/MAG焊、弧气混合焊等。
而气体保护焊包括氩弧焊、氩气保护焊和氩气保护焊,激光焊和等离子焊等技术可以实现高速、高效的焊接,适用于一些特殊的工件。
第三部分:焊接材料和设备的选择和使用在焊接过程中,合适的焊接材料和设备对焊接质量和效率至关重要。
焊接材料的选择包括焊丝、焊剂、保护气体和填充材料等,需要根据工件的材料和要求选择合适的焊接材料。
焊接基础知识培训(电子)
13、He who seize the right moment, is the right man.谁把握机遇,谁就心想事成。21 .6.2721. 6.2710: 57:5610:57:56J une 27, 2021
14、谁要是自己还没有发展培养和教 育好, 他就不 能发展 培养和 教育别 人。202 1年6月 27日星 期日上 午10时 57分56秒10:57: 5621.6. 27
天才只意味着终身不懈的努力。21.5.265.26.202108:3008:30:57May-2108:30
2、Our destiny offers not only the cup of despair, but the chalice of opportunity. (Richard Nixon, American President )命运给予我们的不是失望之酒,而是机会之杯。二〇二一年五月二十六日2021年5月26 日星期三
1.2 焊接工具和物料 1.2.1 电烙铁
(1)普通电烙铁
➢只适合焊接要求不高的场合使用。如焊接导线、连接线等。
内热式普通电烙铁外形
内热式普通电烙铁内部结构
1.2 焊接工具和物料 1.2.1 电烙铁
(2)恒温电烙铁
Ø 恒温电烙铁的重要特点是有一个恒温控制装置,使得焊接温度稳定,用
来焊接较精细的PCB板。
充满焊料但整个孔内表面和 上表面必须有焊锡润湿。
1. 部分或整个孔内表面和上表 面没有焊料润湿。
2. 孔内表面和焊盘没有润湿, 在两面焊料流动不连续。
2.1 手插件焊接工艺标准
2.1.2 直线形管脚
焊接类型 接受等级
图示
标准
锡少
可接受
不可接受
焊接技能培训教材
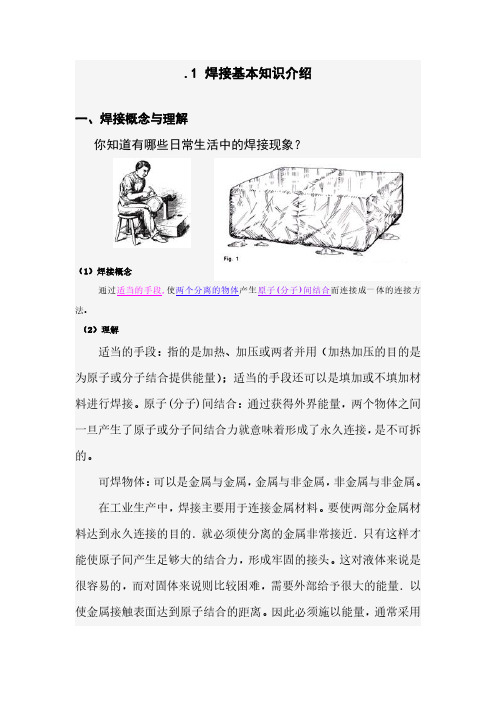
加热、加压或两者并用的方法。
图1.1焊接使物体产生了原子或分子结构(3)区别于可拆卸连接(如螺栓连接、键连接)及一般不可拆卸连接(如铆接、粘接)在机械制造工业中,使两个或两个以上零件连接在—起的方法主要有螺钉连接、键连接、铆钉连接和焊接等,见图1-2和图1-3。
前两种连接方法部是机械联接,可以拆卸。
而焊接则是利用两个物体原子间产生的结合作用来实现连接的,连接后不能拆卸,成为永久性连接。
过去不可拆卸连接一般采用铆接工艺,后来由于焊接工艺的应用及发展,在许多领域如汽车制造、桥梁制造等,逐渐取代了铆接。
(a)螺栓连接(b)键连接(a)铆接(b)焊接图1.2可拆卸连接图1.3不可拆卸连接1—螺母2—零件3—螺钉4—键1—零件2—螺钉3—焊缝二、焊接结构的优点⏹与铆接相比,首先可以节省大量原材料,减轻结构重量的15%-20%;其次简化加工与装配工序;而且一般焊接设备较铆接设备(如多头钻床)投资低;另外密封性好;⏹与铸造结构相比,工序简单,生产周期短;节省材料,不必象铸件那样因工艺要求加大截面尺寸、圆角,增加肋板,故整个结构较轻,且容易保证质量;⏹焊接结构还可以改变材料表面的性能;⏹某些型材采用焊接结构比轧制经济:如当工字钢的高度大于70cm时,采用钢板拼焊比轧制的成本低;三、学习焊接技术的意义在各种产品制造工业中,焊接与切割是一种十分重要的加工工艺,据工业发达国家统计,每年仅需要进行焊接加工之后使用的钢材占钢总产量的45%。
焊接不仅可以解决各种钢材的连接,而且还可以解决铝、铜等有色金属及钛、锆等特种金属甚至非金属材料的连接,因而已广泛应用于机械制造、造船、海洋开发、汽车制造、石油化工、航天技术、原子能、电力、电子、建筑等领域,因此学习焊接技术具有重要的工业意义。
1.2常用焊接方法及其工业应用一、常用焊接方法介绍常用焊接方法主要分为三大类:(1)熔化焊:焊接过程中,将待焊处的母材金属熔化以形成焊缝的方法。
熔化焊的关键要有一热量集中,温度足够高的局部加热热源。