自动上板机操作手册
SMT自动上板机操作指导书

SMT自动上板机操作指导书
(ISO9001-2015)
一、开机前准备:
1.1接通电源.气源。
打开电源开关。
1.2调节导轨宽度,直至与待产PCB 板宽度一致。
二、送板步距数及出板点位置设定(需在手动状态下并且升降台处于下限位置):
2.1步距设定:按键选择Pitch 1 2 3 4
2.2 出板调整:
2.2.1 手动调整推杆在待产PCB的中间。
2.2.2 确认机器能顺畅送板(第一片出板点位置)
2.2.3 按自动键(切换成自动)
2.2.4 按复归键(升降台自动下降至下限点后回升到第一片出板点位置),
三、上料
3.1将防静电料架调至与待产PCB 板的宽度一致,装入PCB板并放入上板机上的承载台.3.2按上板机操作面板内的自动键即可
四、安全操作要求:
4.1开机时请注意工作电压、气压是否正确。
4.2自动运转时,除非紧急状态下按下紧急按钮,其余按键建议都不要使用。
4.3禁止工作人员靠或依在机器上。
4.4升降小车时,切勿将手放于料框四周
4.5注意调整上料架的放板间距,宽了容易导致掉板,紧了容易导致卡板。
4.6注意调整输送带宽度,宽了容易导致掉板,紧了容易导致卡板。
太阳通公司二合一上板机说明书
层叠一体上板机说明书深圳市太阳通品科技有限公司目录一、概述 (1)二、安装机器及注意事项 (1)三、特性介绍 (2)四、机器操作介绍 (3)五、设备保养 (6)六、操作指南 (7)一、概述感谢您使用深圳市太阳通品科技有限公司生产的标准型二合一上板机。
送板机主要用于SMT生产线前端,自动送板,节省员工搬运,提高效率,满足生产需求。
本机工作部位采用进口铝合金结构,美观又不会生锈,符合所有车间使用二、安装机器及注意事项1、机器摆放水平地面,调整机器底部脚杯使机器垂直于地面。
2、电压要求:单相AC220V,频率50/60HZ。
3、气压要求:压力3~5Kg/c㎡(无油、水)。
注意:1、当机器出现卡板或需要人工从设备内部取板时,必需先按下急停,停止自动状态或关机操作.2、开机状态下不能从侧面将PCB,物件或手指伸入机器内部.三、特性介绍特点:※选用精密滚珠丝杆、高精度光电开关和减速马达驱动;※采用标准320型料箱,通用性强;※开口式设计,便于取、放料箱;※采用信捷PLC控制,工作稳定可靠;※触摸屏操作界面,时实查巡设备工作状态;※标准配备SMEMA信号接口,可与其它设备进行在线接驳;※根据PCB厚度设定料箱升降步距;※可放2个料箱,自动循还;※减速马达推板,确保平稳供板;※裸板采用气缸推板,双步电机运输;※采用AE独特的程式设计,可选料箱式或层叠式上板。
技术参数:电力消耗180W输入电压AC 220V 50-60Hz 输入气压4-7Kg/cm2机器外型尺寸L1500*W760*H1400四、机器操作介绍1、打电源、气源,进入触摸屏开机界面进入自动界面执行料箱上板时直接按下启动健,此时机器开始工作,小车开始下降到进料位置等待料箱进入,料箱进入小车后,自动运行送板(后机求板情况下)。
执行层叠式上板时按下叠板机健,此时机器开始自动运行送板(后机求板情况下)。
启动前必需将PCB叠放在机器内部。
手动工作画面:手动功能一般用于调机。
自动上板机操作规范
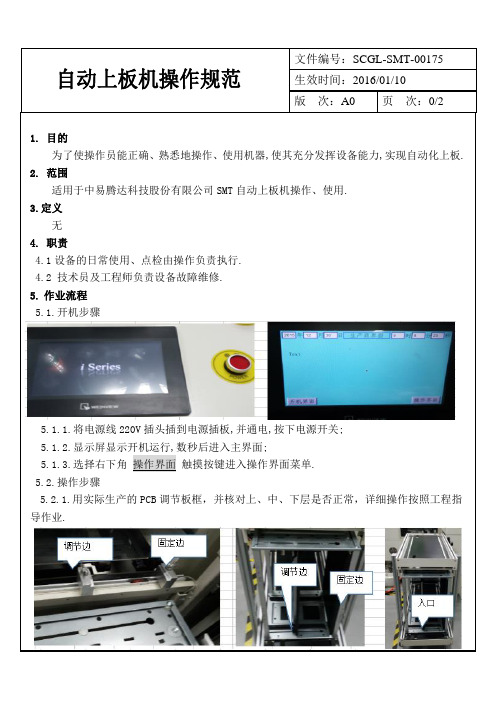
生效时间:2016/01/10版次:A0 页次:0/21. 目的为了使操作员能正确、熟悉地操作、使用机器,使其充分发挥设备能力,实现自动化上板.2. 范围适用于中易腾达科技股份有限公司SMT自动上板机操作、使用.3.定义无4. 职责4.1设备的日常使用、点检由操作负责执行.4.2 技术员及工程师负责设备故障维修.5.作业流程5.1.开机步骤5.1.1.将电源线220V插头插到电源插板,并通电,按下电源开关;5.1.2.显示屏显示开机运行,数秒后进入主界面;5.1.3.选择右下角操作界面触摸按键进入操作界面菜单.5.2.操作步骤5.2.1.用实际生产的PCB调节板框,并核对上、中、下层是否正常,详细操作按照工程指导作业.生效时间:2016/01/10版次:A0 页次:1/25.2.2.根据实际生产的PCB板调节导轨调节边,详细操作按照工程指导作业.5.2.3.将待生产的PCB装入上板框,并放置到自动上板机入口.5.2.4.在开机界面选择自动.5.3关机步骤5.3.1.按电源开关,关闭系统,关闭插座电源.5.4机器保养程序5.4.1.操作员、技术员按照自动上板机保养记录表点检及保养.5.4.2.操作员、技术员将点检及保养结果登入自动上板机保养记录表.5.5注意事项5.5.1.当板框、上板机导轨调节宽度不适当会导致夹板或推坏板.5.5.2.当出现夹板现象应该立即停止并及时纠正问题,如依然无法解决需要及时通知SMT技术人员处理.5.5.3.如遇紧急情况请按紧急停止按钮.6.相关文件无7.相关表格无8.相关附件无。
全自动上板机操作方法
全自动上板机操作方法
全自动上板机是一种用于电子制造业的设备,用于将电子元器件自动上板到PCB 电路板上。
以下是全自动上板机的操作步骤:
1. 准备工作:
a. 将待上板的电子元器件和PCB电路板准备好,确保元器件和电路板的正确配对。
b. 设置好上板机的参数,例如元器件型号、尺寸、排列方式等。
2. 启动上板机:
a. 打开上板机的电源,确保设备正常工作。
b. 将待上板的电子元器件放置到上板机的供料器中。
3. 校准和调试:
a. 进行上板机的校准和调试,确保设备能正确地识别和抓取元器件。
b. 调整上板机的参数,使之适应不同的元器件尺寸和排列方式。
4. 开始上板:
a. 将待上板的PCB电路板放置到上板机的工作台上。
b. 启动上板机,开始自动上板操作。
上板机会根据预设的参数和工艺流程,将电子元器件精确地抓取并粘贴到PCB电路板上。
5. 监控和检查:
a. 监控上板机的工作状态,确保设备正常运行。
b. 检查上板效果,确保电子元器件的位置和焊接质量符合要求。
6. 完成上板:
a. 上板机完成上板操作后,将上板好的PCB电路板取出。
b. 进行下一步的工艺处理,例如焊接、检测等。
总体而言,全自动上板机的操作方法需要根据具体设备的型号和使用说明进行操作。
在操作过程中,需要遵循设备的安全操作规程,并尽可能保持设备和元器件的清洁和干燥,以确保良好的上板效果。
PCB自动制板机操作指南
PCB自动制板机操作指南当您购买到PCB线路板快速制作机时,自然立即想制作一张线路板来看看它的强大功能,但请别着急,并请仔细阅读说明书及本栏操作介绍后再动手,您将很快熟悉操作并会被它的魅力深深吸引。
1、请检查您的配件是否齐全:说明书、紧固工具、DK雕刻驱动程序光盘、刀具、钻头、串口延长线、电源线、少量敷铜板、主轴电机碳刷。
2、把机器平放在工作平台上,取出串口延长线(DB9电缆线),连接机箱右侧通讯接口与计算机COM1口上,连接好电源线。
3、请确认您的计算机操作系统为win98/2000/XP,内存最低配置256M,打开计算机并放入DK雕刻驱动程序光盘,运行相应的setup.exe文件。
打开PROTEL的一个PCB文件并导入DK.4、可根据线路板设计选择合适的刀具,而DK操作界面的刀具选择参数,建议选择略小于PROTEL PCB文件设计中的安全距离(例如选择0.38mm的刀具,刀具参数宜选择0.36mm),必须在打开文件后看看有没有因刀具选择错误而造成的线路板线粘连,直到选择正确为止。
根据线路板厚度设定DK操作的“板厚”参数,此操作为执行钻孔和割边时提供准确数据。
5、因操作系统执行割边和钻孔时,会在略低于线路板底部工作,为保护刀具、钻头和机器工作平台,工作平台须装上一张比要制作的线路板相当或略大的敷铜板作垫板,然后再放置想要制作的敷铜板;注意,敷铜板用薄双面胶放置较理想,粘贴敷铜板时要求粘贴面无颗粒物,用手压平以确保铜板放置平整,所使用铜板亦要求平整,以确保雕刻制作线路板质量。
建议采用我公司提供的经打磨平整的原厂敷铜板。
装铜板时切记注意装在主轴电机上的刀尖,必要时装好铜板,再装刀尖以策安全。
6、铜板、刀具装妥,在未打开机器主电源时移动主轴及工作平台,使刀尖对在铜板右下角附近,在确认主轴电源关闭的情况下,打开主电源,此时联机灯为绿色,按联机键使联机灯转为红色,表示机器处于脱机状态;调整X、Y轴位置,然后调整Z轴高度,使刀尖接近敷铜板,用Z+1mm键粗调至目测距离接近铜板,用一张废纸(建议用双面胶所撕下的白纸)放在线路板上,改用Z+0.1mm逐步调近,最后用Z+ 0.01mm调近,直到刀尖刚压住纸。
全自动上板机作业指导书
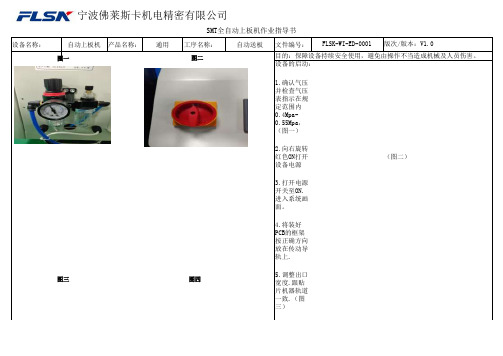
2.向右旋转 红色ON打开 关至ON. 进入系统画 面。
4.将装好 PCB的框架 按正确方向 放在传动导 轨上.
5.调整出口
图三
图四
宽度.跟贴
片机器轨道
一致.(图
三)
注意事项:
1. 设备发生超 出操作员范围故 障时,立刻按下 紧急按钮键.让 设备处于停止状 态 通知技术人员来 处理.
设备名称:
宁波佛莱斯卡机电精密有限公司
SMT全自动上板机作业指导书
自动上板机 产品名称:
图一
通用
工序名称:
图二
自动送板
文件编号: FLSK-WI-ED-0001 版次/版本:V1.0
目的:保障设备持续安全使用,避免由操作不当造成机械及人员伤害。 设备的启动:
1.确认气压 并检查气压 表指示在规 定范围内 0.4Mpa0.55Mpa, (图一)
制定: 彭伍 阳 日期:
6.点击.自 动操作 自动运行. 开始自动送 板(图四) 设备的停止: 1.将电源开 关至OFF状 态。
治/工具 名称
框架
参数
备注
通用
Long Star全自动上板机操作规范
2、 在放置PCB板时,PCB板方向应与印刷方向一致,并放置整齐。
3、 调节出板轨道的宽度时,宽度应比PC颗固定螺丝位置应保持一致。
序 号
物料编码
1
使用辅料
物料名称
规格型号
单位 用量
PCS
2
PCS
使用工具/设备
名称
规格/参数
工程变更记录:(此栏位可手写)
4、
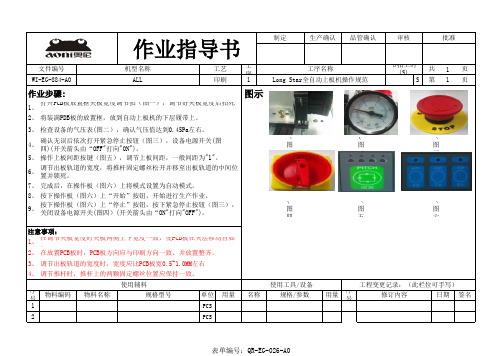
确认无误后依次打开紧急停止按钮(图三),设备电源开关(图 四)(开关箭头由“OFF"打向"ON")。
5、 操作上板间距按键(图五),调节上板间距,一般间距为"1"。
6、
调节出板轨道的宽度,将推杆固定螺丝松开并移至出板轨道的中间位 置并锁死。
7、 完成后,在操作板(图六)上将模式设置为自动模式。
8、 按下操作板(图六)上“开始”按钮,开始进行生产作业。
作业指导书
制定
生产确认 品管确认
审核
批准
文件编号 WI-EG-884-A0
机型名称 ALL
工艺
工 序
印刷
1
作业步骤:
1、
打开PCB板放置框夹板宽度调节扣(图一),调节好夹板宽度后扣死 。
2、 将装满PDB板的放置框,放到自动上板机的下层履带上。
图示
3、 检查设备的气压表(图二),确认气压值达到0.45Pa左右。
用量
序 号
修订内容
日期 签名
表单编号:QR-EG-026-A0
9、
按下操作板(图六)上“停止”按钮,按下紧急停止按钮(图三), 关闭设备电源开关(图四)(开关箭头由“ON"打向"OFF")。
工序名称 Long Star全自动上板机操作规范
捷威赛上板机用户手册
深圳市捷威赛机电有限公司Shenzhen JieWeiSai Electromechanical Co., LTD微型SMT全自动上板机用户手册JWS-900自主研发专业SMT自动化设备选择知名品牌品质更有保障第一章公司简介深圳市捷威赛机电有限公司是一家集开发设计、生产、销售,SMT周边自动化设备的企业。
公司主要产品:微型全自动SMT上板机,。
公司产品由质量监督中心和深圳市电子检测中心检测合格. 产品由先进的单片机控制。
软件及硬件经过不断完善,运行稳定,结合已拥有国内外先进水平的生产工艺流程.在理论与实践经验丰富的专业技术人才的精心研制下,用科学而独特的视觉新概念,设计的流线型外观,造型美观、安全可靠、经久耐用。
其结构合理、性能优质、灵敏度高。
捷威赛产品在“产品尽善尽美,服务至诚至周,质量是企业的真理,客户满意是最终的追求。
●可调式自动上板机(又称高效省人工机),公司最新研制成功的高科技产品已获得国家多项专利保护,专利申请号:2015200205355●设备采用本公司的高科技专利皮带式循环驱动技术,做到先进先出。
灵活运用蜗轮蜗杆技术及电子调节,无需工具方便使用。
第二章产品优点1.循环式耐用、精密、省电、不用气2.省人半自动印刷机的刷满整框板,此员工随时可以做其它工种,或一人可同时印刷多条生产线半自动印刷机的只需一人照看多条生产线,因为是循环式存板,可随时添板,无需再次换框3.占地小4.实用性强半自动、全自动印刷机、单双面板、治具都通用、无板自动报警功能5.可靠性极高由于运动量小、磨损少、全部为金属材料,加上多重保护功能,让你的每一片PCB完美进入下一个环节6.提高效率PCB时,上板机准时供板、无板自动报警功能,不会造成贴片机空转或待机第三章产品特性及规格主要特性1.采用了新发明专利技术的皮带式驱动PCB的有序循环运转,保证了SMT锡膏等工艺的先进先出原则,从而保证了生产要求的必要条件;2.增加了场地的利用率(仅需0.2平米的空间);3.减少了人力成本,提高了生产效率,因为员工印刷了部分板之后存储于上板机中,此员工有大量的时间去做其它比如接料,找料甚至吃饭都不影响机器运行,另外由于上板机根据贴片机的信号随用随取,不造成停机,和用人工不同,还要用人观察,有时耽误放板或去干别的,开小差都会造成停机影响生产,此机具有无板报警功能,若上板机内无板超过10秒(此时贴片机内还有2PCB)时本机会报警提醒加板;4.由于使用了大量的保护装置与微电脑的控制,保护了每一片板的完整与平顺;5.适用性极广,不论半自动印刷机,全自动印刷机以及单双面贴件板都可使用;6.通用接口适用任何贴装设备。