离心泵电阻点焊叶轮有限元分析.
电阻点焊质量控制技术的方法与研究现状

电阻点焊质量控制技术的方法与研究航空制造工程学院080142 05 韦谨宗0 前言电阻点焊是一种高效的焊接方法,具有能量集中、变形小、辅助工序少、无须填加焊接材料、生产效率高、操作简便和易于实现自动化等特点,广泛应用于航空、航天、汽车制造等行业生产中,但是由于点焊过程以电流通过焊接区产生的电阻热为热源,是一个高度非线性、多变量藕合作用并伴随着大量随机不确定因素的过程,焊点接头质量受各种不可测因素的影响;并且焊点熔核处于封闭状态,使形核过程无论是在焊接期间还是在焊后都无法直接观测到,质量信息的提取比较困难;焊点形核凝固时间短暂,同时要求特定、精确的温度场分布,环境的瞬时改变可能造成严重后果,出现裂纹、缩孔、疏松、偏析、深度压痕、喷溅乃至虚焊、漏焊、弱焊、烧穿等缺陷,造成焊点质量不稳定和难以控制,严重限制和影响了点焊技术在重要结构上的广泛使用[1].。
传统生产中,焊接质量是通过稳定焊接工艺参数和焊后检验来保证的。
由于焊点接头质量受大量随机因素的影响,仅通过稳定工艺参数不可能全面保证焊点质接缺陷、实现焊接质量在线监控,因此发展一种在线、非破坏性、低成本、诊断可靠性高的质量评判系统对于现实生产及点焊方法的广泛使用是非常有意义的。
现代信号分析处理、人工智能、模式识别、数据挖掘等信息处理方法凭借其明确的问题定义、严格的数学基础、坚实的理论框架和广泛的应用价值,为处理点焊过程监测特征参量与焊点质量评价指标之间复杂的多元非线性相关关系提供了丰富的方法。
1电阻点焊质量监测技术的方法点焊过程通常由预压、焊接、锻压三个阶段构成[2],是一个电场、热场、力场等各种场祸合作用的过程,因此产生焊接缺陷的原因必然隐含于各种场监测参量的动态变化之中。
点焊过程的工艺参数主要有焊接电流、焊接时间、预紧力、顶锻力等。
接头形式和焊接规范一定时,焊点质量主要取决于电极、工件表面、接触面的微观状态、动态变化,它们影响点焊过程中能量的输入与分配、局部热积累速度和热量的分布。
泵轴及叶轮失效分析
蜡油离心泵泵轴及叶轮失效分析我公司炼油二套常减压车间的蜡油离心泵为悬臂离心泵,其泵轴的设计要求材质为35CrMo,调质处理,硬度为HB=269~302。
叶轮材质为G25钢,静平衡允差为8g。
泵轴端有一M24×1.5的螺纹,用于固定叶轮。
泵扬程150m,体积流量200m3/h,转速2950r/min,蜡油密度0.919kg/m3。
从1995年12月开始,该泵发生多起断轴事故,断裂部位都在轴端螺纹退刀槽处,断轴时间间隔越来越小,最短只有一个月左右。
同时叶轮表面多处出现蜂窝状穿孔,影响了装置的正常运转。
1分析计算1.1泵轴(1)断口宏观分析对失效泵轴断口部位进行宏观观察,发现宏观断口表面可明显分为3个区:疲劳裂源区、疲劳裂纹扩展区和最后断裂区。
仔细观察轴的边缘可看到有几个一次疲劳裂纹台阶,说明该断口的疲劳裂纹源有多处,这些疲劳裂纹源反映了轴端退刀槽处应力集中比较严重。
疲劳裂纹扩展区占断口总面积的大部分区域,最后断裂区域很小,说明此轴肩处所受的拉应力较小。
由于此处过渡圆角半径R非常小,会产生较大的应力集中。
循环载荷作用在应力集中最大的螺纹退刀槽部位,使泵轴发生疲劳断裂。
循环载荷系叶轮失重引起的动不平衡产生的轴向冲击力。
叶轮长期未更换,引起的动不平衡愈加严重,泵轴断裂时间愈来愈短。
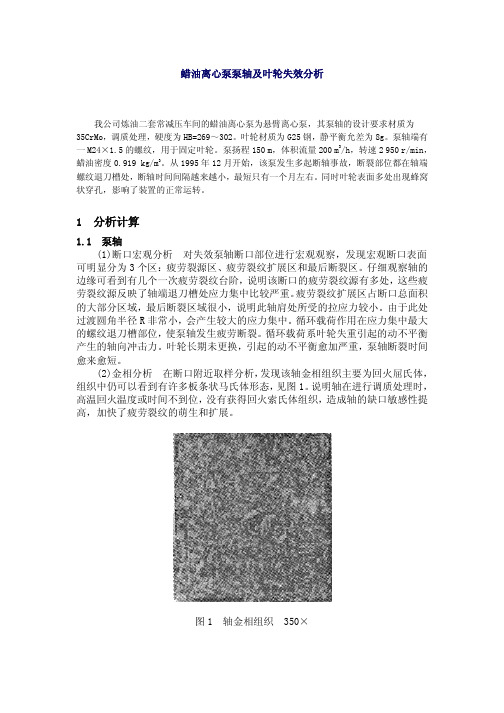
(2)金相分析在断口附近取样分析,发现该轴金相组织主要为回火屈氏体,组织中仍可以看到有许多板条状马氏体形态,见图1。
说明轴在进行调质处理时,高温回火温度或时间不到位,没有获得回火索氏体组织,造成轴的缺口敏感性提高,加快了疲劳裂纹的萌生和扩展。
图1轴金相组织350×(3)硬度试验取样进行硬度试验,洛氏硬度HRC值分别为31、32、31、34,这些值比图样中规定的HB值偏高,进一步表明其组织为非回火索氏体。
(4)扫描电镜(SEM)分析取样后用扫描电子显微镜分析了泵轴断口的微观形貌,可以看到在疲劳裂源区和疲劳裂纹扩展区存在疲劳条纹,见图2和图3,说明失效是由于疲劳断裂引起的,疲劳裂纹扩展的微观形貌是解理花样。
离心泵叶轮的确定
离心泵叶轮的确定
在离心泵设计中,一般需要给定的的设计参数这:流量Q,扬程H,转速N,汽蚀余量NPSHr和效率等。
要根据以上参数的可初步确定离心尖的结构方案并计算出叶轮的比转数Ns,然后利用一些经验数据(公式)以确定叶轮的主要几何尺寸。
在离心泵和混流泵叶轮的水力设计中,假定叶轮内部的液流是轴对称流动,流场中任一点的速度可以分解成轴面(包含叶轮轴线的平面)内的轴面速度分量和圆周速度分量。
轴面速度分量的分布由叶轮流道的轴面旋转投影以及叶轮入口处的边界条件来决定,而圆周速度的分布则由轴面速度分量和叶片安放角的分布来决定。
因此,叶轮设计的第一步是要确定轴面速度和圆周速度。
确定叶轮主要几何尺寸有以下三种方法:
(1)模型换算法。
该方法简单,也较可靠。
具体方法是先一台与所设计的离心泵相似的离心泵,对其过流部分的所有几何尺寸进行放大或缩小。
(2)速度系数法。
速度系数法从本质上说也是一种相似设计法,与模型换算法相比,其区别在于它是建立在一系列相似离心泵的基础上,而不是建立在一台相似离心泵的基础上。
也就是说,速度系数法是根据相似原理,利用对一系列优秀离心泵的统计系数计算叶轮的主要尺寸。
(3)理论计算法。
该方法以叶片泵基本方程为基础,对叶轮外径和叶片出口角进行比较精确的计算,通常需要迭代计算。
以上三种方法通常结合使用,相互补充。
离心泵叶轮轴面流线分点的数学方法

离心泵叶轮轴面流线分点的数学方法
离心泵是一种广泛使用的液体输送设备,其性能取决于叶轮叶片
的设计。
离心泵叶轮轴面流线分点是指在叶轮轴面上的流线分布点,
这些点决定了泵的流量、扬程和效率等参数。
本文将介绍离心泵叶轮
轴面流线分点的数学方法。
离心泵叶轮轴面可看作为多条互相垂直的流线,根据泵的设计需求,需要在轴面上选取若干流线分点,在这些点上确定流线的方向和
斜度。
首先,需要确定离心泵的叶轮外径、叶轮进口直径、叶片数、
叶轮轴线和叶片截面尺寸等一系列参数。
根据这些参数,可以采用叶
片设计理论和流体力学原理,推导出叶轮轴面上流线分布的数学模型。
在数学模型的基础上,需要进行实际计算。
首先,确定离心泵的
流量和扬程等参数,然后根据这些参数进行流线分点计算。
采用数值
分析和计算机仿真等方法,可以得到离心泵叶轮轴面流线分点的具体
位置和方向。
叶片的截面形状、叶片弧度、叶片倾斜角度等因素都会
对流线分点产生影响,因此需要对各个因素进行综合考虑。
总之,离心泵叶轮轴面流线分点的数学方法涉及到多种参数和计
算方法,需要综合考虑多方因素才能得出一个理想的结果。
只有在精
细计算和流体力学原理的基础上,离心泵的叶轮才能实现优秀的性能
表现。
基于UG的离心泵泵盖有限元仿真分析
基于UG的离心泵泵盖有限元仿真分析张百涛(北京科技大学应用科学学院,100083)摘要:利用UG软件对离心泵泵壳进行三维实体建模,在UG中经验设计结构进行有限元仿真分析,计算出现有承载压力下的应力应变分布情况关键词:UG,有限元,应力应变引言目前,尽管有限元分析技术应用广泛且较为成熟,但在应用于离心泵泵体有限元分析及优化设计时,依然存在一些问题,主要有:采用特定类型的单元进行有限元分析时,网格的密度与计算精度之间没有可供参考的量化关系;基于有限元法的结构优化分析是近年来CAD/CAE(计算机辅助设计/计算机辅助分析)领域的一项重要研究课题,但由于有限元模型重构存在一定困难,使得离心泵结构零部件基于有限元法的优化分析目前基本上还局限于一些简单结构或简化结构;近年来,有限元高精度理论取得了重大进展,但其工程应用(包括在离心泵泵体有限元分析中的应用)并不多见。
研究高精度理论在离心泵及其装置复杂零部件有限元分析中的应用对提高分析效率和分析结果的可信度具有重要意义。
正文本课题主要研究内容有:(1)引进CAD三维实体造型技术,运用三维CAD软件的强大参数化特征造型功能,建立离心泵泵盖复杂的实体模型,并导入到有限元的前处理模块中去。
(2)应用有限元法及ANSYS软件对导入的泵盖模型进行分析计算,研究在承水压力大幅增大的背景下,对现行泵盖的结构尺寸是否满足设计要求进行验证。
(3)研究结构优化设计的理论及方法,在结构仿真分析的基础上,进行泵盖结构参数优化设计研究,即选择合理的设计变量、约束函数和目标函数对结构构件的截面参数及形状进行优化设计,在满足结构强度、刚度的前提下使结构重量尽可能轻,应力分布尽量合理,从而提高结构对材料利用的合理性和经济性。
(4)研究ANSYS软件优化设计的原理和方法及其二次开发工具(如APDL语言等)。
本文采用UG实体造型功能中的自上向下的建模方法来构造离心泵泵盖的实体模型,如图1所示。
在有限元模型的力学分析中,有限元网格的划分尤其重要,其划分的质量直接关系到计算的精度与速度。
基于ANSYS Workbench的叶轮有限元分析

【 关键词】 涡轮增压器
汽车 有 限元分析
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 7 - 4 5 5 4 . 2 0 1 4 . 0 2 . 0 5
0 引言
涡轮 增压 器 是 一 种 高 速 回转 机 械 , 一 旦 出 现
故障, 特别 是 运动 部分 发 生 故 障 , 将 导致 整 个 增 压
臻
基于 A N S Y S Wo r k b e n c h的 叶 轮 有 限元 分 析
严 勇 倪计民 王琦玮 石 秀勇 ( 同济大学 , 上海 2 0 1 8 0 4 )
【 摘要】 利用A N S Y S W o r k b e n c h 软 件对某增压器压气机叶轮进行静强度计算及模态计算, 分析叶轮应
进行 结构 改 型优 化 , 以满足 叶轮 的可 靠性 要求 。
收 稿 日期 : 2 0 1 3—1 2—1 3
・
20 ・
上海汽车
2 0 1 4 . 0 2
器 在极 短时 间 内损坏 ¨ 。随着 涡 轮 增 压器 压 比及
转 速 的不断 提 高 , 增 压 器 转 子 叶轮 部 分高 速 旋 转 造 成 应 力 过 大 导 致 低 周 疲 劳、 一 次性强 度 破 坏 以及 叶轮 振 动 引起 的 损 坏 是 压 气 机 叶 轮 损 坏 的 主 要 原 因。如 图 1所 示 , 某 压 气 机 叶轮在 尾 缘 根 部 位 置 出现 断裂 问题 , 针 对 这
产 品 , 集 成 了有 限元 分析 的前 处 理 、 分 析计 算 和 后 处理 功能 , 解决 了传 统 C A E软 件数 据 接 口与共 享 不方 便 的 问题 , 大 大提 高 了仿真 计算 效 率 。 图 2 为 Wo r k b e n c h强 度分 析 的步骤 。
电阻点焊离心泵叶轮有限元分析
W ANG n , ANG n . u ZHANG a g。 XU a — i Ya g W Ho g y , Xin Xio m n
,
( .ins n esy Z ej n 10 3 C ia 1JaguU i ri , hni g2 2 1 , h ; v t a n 2 X MG C nt c o cieyC .Ld uligM c i r o , uhn2 10 , hn ) . C os t nMahnr o ,t.B i v ahn yC . X zo 2 04 C ia u r i d e
关键 词 : 离心泵 ; 叶轮 ; 电阻点 焊 ; 固耦合 ; 流 有限元分析
中图分类号 : T 3 1 H 1 文献标识码 : A di1.9 9 ji n 10 o:0 3 6/.s .05—0 2 .0 1 1 .0 s 3 9 2 1 .0 05
Fi ie El m e n t e ntAna y i o he Re it nc po e d d l ssf r t ss a e S tW l e I p l r o he Ce r f a m p m e l f t nt iug lPu e
te d sg o ae c n i o r ac ltd h e in f w r t o d t n we ec l ua e .Mo e v rt ec aa t r t ft ema i m t s n tl eo mai n a i e e t l i r o e h rc ei i o x mu sr sa d t a f r t tdf r n h sc h e o d o f l ae a n e t td f w r ts w s iv sia e .T e r s l r vd f cie r fr n e h t cu a e in a d o t z t n f r h e i a c p t o g h e u t p o ie ef t ee e c st t e s u t r l s n pi ai e rss n e s o s e v o r d g mi o o t t wed d i el r le mp l . e
双吸离心泵叶轮破裂原因分析及改进措施
第6期图1 孔洞 图2 断裂双吸离心泵叶轮破裂原因分析及改进措施刘福春(沧州大化聚海分公司, 河北 沧州 061000)[摘 要] 对双吸离心泵叶轮损坏情况进行了分析,结合管路特点、操作特点,判断叶轮叶片损坏原因主要为气蚀所致。
分析转子结构特点,叶轮裂纹主要原因是结冰冻胀导致致。
为此针对损坏原因,提出了改进措施。
[关键词] 双吸离心泵;叶轮;断裂;管路;气蚀作者简介:刘福春(1973—),男,河北沧州人,本科学历,中级工程师,主要从事化工装置设备管理与维修工作。
某工业循环水装置,有三台循环水泵,正常工作时二开一备。
设备运行5个月后,检查发现二台主运行泵的叶轮叶片出现孔洞、断裂损坏,三台泵叶轮轮毂处均出现贯通裂纹,叶轮整体全部报废。
1 水泵参数流量:6500 m 3/h ;扬程:52 m ;必需汽蚀余量:5.2 m ;转速:740 rpm ;功率:1250 kw ; 工艺介质:循环水;密封型式:填料密封;主体材质:铸铁。
2 破裂情况2.1 孔洞。
叶片损坏较大孔洞2处,孔洞为不规则椭圆形或长条形,孔洞最宽处约80mm ,最长处约200mm 。
其它小孔洞周围,或尚未出现穿透凹坑周围,存在密集自中部向外渐疏有规律的蜂窝状麻坑。
孔洞、麻坑位置分布在吸入口叶片外侧,如图1。
2.2 断裂。
其中较大断裂叶片有3处,断裂形状呈三角型,最大边约200 mm 。
其中一侧每个叶片出现大小不等裂损。
断裂位置在吸入口叶片外侧,如图2。
2.3 裂纹。
在叶轮轮毂处沿轴向及径向全部贯通的裂纹,如图3。
图3 裂纹3 原因分析3.1 管路系统。
循环水泵为地上布置,入口管路直径为1200mm ,管道吸入口为与管道等径的90°弯头,距池底600 mm ,外壁距池壁950 mm 。
按要求水泵入口管道,吸入口距池底最短距离应为1倍管径,吸入口外壁距池壁应为1.5倍管径,且吸入口宜设1.25倍管径喇叭口。
显然吸入口距池底及池壁距离偏短,且未设喇叭口,这样的直接后果是在吸入口处产生空气吸入涡,造成气蚀,从而出现密集蜂窝状麻坑,严重处出现孔洞。
叶轮有限元分析报告
1.3 问题的工程背景
涡轮增压器压气机是一种高速回转的叶片机械,一旦出现故障,特别是运动部分发生故障,将导致整个增压器在极短时间损坏[3]。随着涡轮增压器压比及转速的不断提高,增压器转子叶轮部分的结构可靠性分析变得愈为重要。车用涡轮增压器的工作转速一般为100000r/min,最高达近260000r/min。叶轮的高速旋转造成应力过大导致低周疲劳、一次性强度破坏以及叶轮振动引起的损坏是增压器叶轮损坏的主要原因。本文运用大型通用有限元分析软件 ANSYSWorkbench,对某型号涡轮增压器叶轮进行了静强度分析以及预应力振动模态分析,分别得出最大应力与转速关系和自振频率和振型,为叶轮的动态特性设计和动力学分析提供了理论依据。
有限元法分析与建模
课程设计报告
报告题目 :基于ANSYS Workbench的叶轮结构强度和振动模态分析
学 院 :机械电子工程学院
指导教师 :
学生及学号:
摘 要
涡轮增压器是一种高速回转的叶片机械,一旦出现故障,特别是运动部分发生故障,将导致整个增压器在极短时间损坏。随着涡轮增压器压比及转速的不断提高,增压器转子叶轮部分的结构可靠性分析变得愈为重要。对某型号增压器叶轮系统使用Catia建立简化的模型,并使用ANSYS Workbench有限元分析软件对叶轮系统进行静强度分析,得到最大应力与转速的曲线。以及对叶轮预应力振动模态分析,得到叶轮的自振频率和振型。为涡轮增压器叶轮系统的优化设计和动力学分析提供依据。
Keywords:Turbocharger, Impeller, FEM, Static strength analysis,Modal analysis
电阻点焊过程中压紧力的数值模拟及实验分析
电阻点焊过程中压紧力的数值模拟及实验分析林景凡;曹璟玉;刘鹏;张瑞鹏;刘萌【摘要】电阻点焊是弹体与减旋片连接的重要工艺,点焊过程中焊接压紧力的大小直接影响焊点的质量,从而影响弹体运行的参数.通过对弹体与减旋片施加压紧力的不同进行了数值模拟,分析不同压紧力下的变形量,得到保证焊点质量下的最优压紧力范围.针对弹体与减旋片的加工工艺,研制了专用数控点焊机并进行实验.结果表明,当压力为300 N时,径向变形量为0.28 mm,超出焊接过程中对焊点质量的要求.综合有限元模拟及实验结果,得到焊接时最优压紧力为250 N.%Resistance spot welding is an important process of connecting the projectile with the reduction vane.The size of the welding pressure during the spot welding directly affects the quality of the welding spot,thus affecting the parameters of the projectile.Numerical simulation was made on the difference of the pressing force between the projectile and the rotary vane.The deformation under different pressing force and the maximum internal stress on the workpiece were analyzed.The optimal compressive force range were obtained.Aiming at the machining process of the projectile and the rotary vane,a special NC spot welding machine was developed.The results show that when the pressure is 300 N,the radial deformation is 0.28 mm,which exceeds the requirement of welding joint quality in the welding process.Based on the finite element simulation and experimental results,the optimal pressing force is 250 N.【期刊名称】《高师理科学刊》【年(卷),期】2018(038)012【总页数】3页(P39-41)【关键词】电阻点焊;压紧力;数值模拟;数控点焊机;压紧力优化决策【作者】林景凡;曹璟玉;刘鹏;张瑞鹏;刘萌【作者单位】齐齐哈尔大学机电工程学院, 黑龙江齐齐哈尔 161006;齐齐哈尔大学机电工程学院, 黑龙江齐齐哈尔 161006;齐齐哈尔大学机电工程学院, 黑龙江齐齐哈尔 161006;齐齐哈尔大学机电工程学院, 黑龙江齐齐哈尔 161006;齐齐哈尔大学机电工程学院, 黑龙江齐齐哈尔 161006【正文语种】中文【中图分类】TH122现代制造业多数的零部件都是采用传统的点焊法连接而成,电阻点焊在工业领域应用非常广泛[1].电阻点焊较之手弧焊、气焊先进可靠,同时更易于实现自动化,且在多数部位是其它连接方法不可替代的.电阻点焊被认为是制造业中最重要的连接工艺,尽管有激光束焊接和粘结剂粘接等新技术,但点焊仍然会保留其稳固的地位[2].电阻点焊过程是一个具有高度非线性的多物理场耦合的复杂过程,涉及了力、热、电、磁和冶金等多种因素[3].兵器工业制造炮弹的过程是一项简单、枯燥、单调的工作,且人工点焊浪费严重、轨迹不均、效率不高,宜采用数控焊接机来完成这项工作.末敏子弹药和某些弹道修正弹需要将高速旋转的弹体迅速降至所要求的转速,常在总体布局上设置减旋片等部件[4-5].弹体和减旋片焊接的过程中,焊接的压紧力是影响焊点质量的一个重要参数[6]555,而针对弹体和减旋片焊接时压紧力的分析并未见报道.本文通过对焊接时压紧力的数值模拟,得到该工件保证焊点质量的最优压紧力范围,再利用专用数控点焊机进行实验验证,从而得到最优压紧力.1 压紧力分析方法由于在电阻点焊的过程中,要保证焊接时所需要的接触电阻[7-8],所以,会对弹体与减旋片施加压力,使工件紧密地接触在一起,而这个压紧力的大小以及保持时间非常重要.因此,选择一个合适的压紧力是保证焊点质量的关键.经过分析,认为可以有3种方法解决[9].1.1 理论分析法通过建立弹体与减旋片的理论模型,利用弹性力学中的薄壳理论来分析,得到一个解析解.1.2 有限元分析法利用有限元的方法,建立弹体与减旋片的有限元模型,分析在不同压紧力的情况下,满足焊点处的变形量、径向拉脱力等指标下,对比得出一个最优的压紧力值.1.3 试验法进行设计试验,在不同的压紧力下对弹体与减旋片进行焊接试验,从而得到最优的压紧力值.本文采用有限元法来模拟分析压紧力的最优值,再利用实验进行验证模拟值的准确性.2 有限元模型的建立2.1 典型零件减旋片长度246 mm,厚度0.8~1 mm,材料为10#钢.弹体直径88 mm,高度400 mm,壳体厚度5 mm,材料为20#钢,热处理HRC37-42.以典型零件(见图1)为例,每个壳体均匀地焊接4个减旋片,每个薄片上有2排焊点,第1排21个,第2排5个.图1 典型零件模拟弹体与减旋片在静力加载的工况下,焊接压紧力分别为100,150,200,250,300,350,400,450,500 N,焊接零件的径向变形量.根据焊接过程中对焊点质量的要求[6]556:所有点焊处,壳体均不许被击穿和产生内壁金属突起,焊接零件的径向变形量应小于0.25 mm.以此作为有限元模拟的结果依据,研究不同的压紧力对径向变形量的影响,并得到关系曲线.2.2 载荷与边界条件在SolidWorks软件中建立弹体与减旋片的三维模型并生成通用格式X-T,利用AbaqusCAE中standard/explicit仿真模块进行分析.建立解决方案,为材料定义属性,弹体材料为20#钢,弹性模量206 GPa,泊松比0.3;减旋片的材料为T10钢,弹性模量201 GPa,泊松比0.3[10].在分析步中设置通用静力学分析步中的“静力,通用”,为保证云图和X-Y图计算精度设置场变量与历史输出变量.场变量输出是对空间位置变化的描述,历史输出变量是对时间变化的描述.对几何体进行理想化后,选择四面体网格,进行网格划分,划分后的结果见图2.为保证载荷作用在减旋片上创建集管理器.定义接触及边界条件:由于弹体和减旋片的弧度一致,可以直接定义接触.为保证实验与模型边界条件的一致性,实验中弹体和减旋片要装夹在点焊机上焊接,模型中弹体两边设置为完全固定,实验中减旋片是靠专用夹具固定在弹体上,模型中减旋片与弹体用Tie链接.图2 网格划分结果3 有限元结果分析对焊点位置施加压力载荷,然后定义多个分析步,每个分析步的压紧力载荷分别为100,150,200,250,300,350,400,450,500 N,模拟结果见图3.施加压紧力进行分析后,得到焊点处的变形量随压紧力变化曲线(见图4).从图4中可以看出,焊点处的变形量随着压紧力的变化不断增加,在压紧力较小时,变形量的增大趋势缓慢,当压紧力在250~300 N之间时,变形量的变化趋势突然增加,这个值域是临界范围,此时,受力变形量的最大值为0.199 2 mm.图3 有限元模拟结果图4 焊点处的变形量随压紧力变化曲线4 实验验证针对典型零件研发了专用数控点焊机,专用于弹体与减旋片之间的钨极氩弧焊.专用数控点焊机的结构见图5.对典型零件进行实验,生产效率:10.5 min/件,焊接时间为5.3 s/点(由氩弧焊机控制).在有限元分析的最优压紧力的范围内分别取200,250,300 N进行实验,得到相应压力下的径向变形量.当压力为300 N时,径向变形量为0.28 mm,超出焊接过程中对焊点质量的要求.综合考虑变形量实验的结果,在满足焊点质量的情况下,最优焊接压紧力为250 N.图5 专用数控点焊机的结构5 结束语(1)通过对弹体和减旋片焊接压紧力的有限元模拟,分析了不同压紧力下变形量的变化.变形量随着压紧力的增加而变大,在100~200 N时,趋势缓慢,而在200~300 N后,趋势急速增加.所以,得到最优压紧力的范围200~300 N. (2)根据弹体与减旋片的工艺要求,研发了专用数控点焊机进行钨极氩弧焊实验.结果表明,当压力为300 N时,径向变形量为0.28 mm,超出焊接过程中对焊点质量的要求.综合有限元模拟及实验结果,得到焊接时最优压紧力为250 N.参考文献:【相关文献】[1] 刘波.压力电阻点焊机焊接316(Ti)不锈钢板状件的工艺研究[J].机械,2015,42(5):59-63[2] 康丽齐,邵有发,魏良,等.电阻点焊在不锈钢轨道车辆上的应用研究[J].电焊机,2018,48(3):349-353[3] 罗保发.电阻点焊组织预测和质量控制研究[D].天津:天津大学,2008[4] 欧方明.弹体高速入水特性实验研究[J].科技展望,2014(19):153[5] 丁则胜,刘亚飞,徐琴,等.弹体及减旋片滚转阻尼实验研究[J].弹道学报,2001(1):62-65[6] 王珉,薛少丁,蒋红宇,等.飞机大部件对接自动化制孔单向压紧力分析[J].南京航空航天大学学报,2012(4):553-558[7] 彭扬文,王银军. 焊接电流及压力对QStE340TM电阻点焊接头性能的影响[J].热加工工艺,2017,46(15):231-233[8] 孙海涛,王爵丰,马强.电极压力对三层超厚高强钢板电阻点焊质量的影响分析[J].热加工工艺,2017,46(3):235-237[9] 毛书勤,刘剑,伍雁雄.焊接方法对焊点质量的影响研究[J].电子工艺技术,2013,34(3):148-150[10] 张思婉,董天立.材料弹性模量实验台的研究[J].襄樊职业技术学院学报,2011,10(1):28-30。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
离心泵电阻点焊叶轮有限元分析*王洋王洪玉王维军(江苏大学流体机械工程技术研究中心镇江 212013)摘要:为准确计算电阻点焊叶轮在流场中的应力及变形情况,借助多物理场协同仿真平台ANSYS Workbench,采用单向流固耦合方法对电阻点焊叶轮进行有限元分析。
首先对叶轮有限元模型的网格无关性进行分析。
在此基础上,计算了叶轮在设计工况下的等效应力及变形情况,并分析了叶轮最大等效应力及最大总变形随流量的变化情况。
计算结果为电阻点焊叶轮结构设计及优化提供有效依据。
关键词:离心泵电阻点焊叶轮流固耦合有限元分析中图分类号:TH311Finite Element Analysis for Resistance Spot Welded Impeller of CentrifugalPumpWANG Yang WANG Hongyu WANG Weijun(Technical and Research Center of Fluid Machinery Engineering, Jiangsu University, Zhenjiang 212013)Abstract :To accurately calculate stress and deformation of the resistance spot welded impeller in the flow field, the finite analysis for the impeller was carried out by means of the co-simulation platform ANSYS Workbench used for the multi-physical fields, with one-way fluid structure interaction method. Firstly, the sensitivity of the finite element analysis models of the impeller on different mesh density was analyzed. Then, the equivalent (von-Mises stress and total deformation of the impeller at the design flow rate condition were calculated. Moreover the characteristic of the maximum stress and total deformation at different flow rates was investigated. The results provide effective references to the structural design and optimization for the resistance spot weldedimpeller. Key words:Centrifugal pump Resistance spot welded impeller Fluid structure interaction (FSI finite element analysis0 前言冲压焊接离心泵叶轮是国外首先研制的产品,20世纪90年代国内才开始使用。
由于该泵具有节能、环保、生产率高等特点,广泛应用于医药、化工、消防、锅炉给水等领域。
电阻点焊以生产率高、焊接质量稳定,并易于实现机械化和自动化等优点在冲压焊接叶轮成型中得到广泛应用,特别是井泵和立式多级泵的规模化生产正是得益于电阻点焊这种高效的焊接工艺。
随着电阻点焊工艺在泵类产品中的广泛应用,相应产品得到不断地更新和发展,同时对产品的要求也不断提高。
电阻点焊叶轮作为冲压焊接离心泵的核心部件也开始受到挑战,其结构的强度及可靠性越来越受到人们的关注。
对电阻点焊1叶轮在工作状态下的应力及变形情况的研究,可准确地对电阻点焊叶轮进行强度分析,并可为点焊成型叶轮的结构设计、寿命延长及可靠性提高提供依据,因此有其重要的应用价值。
∗国家科技支撑计划(2008BAF34B15);江苏省科技服务业计划项目(BM2008375)。
目前对于离心泵叶轮强度的计算大多基于经验和统计分析,一般采用近似方法或只考虑离心力。
只能粗这些方法[1-2]对流场压力载荷作了极大简化,略估算叶轮上的应力,无法得到叶轮上的应力分布特征,更不能准确地确定最大应力的发生位置。
这样得到的计算结果和叶轮实际工作情况有较大出入。
另一方面,对在液体中高速旋转的叶轮进行应力测试的难度较大,而且只能测量特定部位的应力。
随着现代分析方法及有限元软件的不断完善,流固耦合(FSI )技术可以成功地将流场和结构计算结合起来,使得有限元分析的数据更贴近叶轮的实际工作状况。
因此采用流固耦合方法对电阻点焊叶轮进行有限元分析完全可行,并有其实际意义。
本文借助CAE 多物理场协同仿真平台ANSYS Workbench ,采用单向FSI 方法对电阻点焊叶轮耦合系统进行求解计算。
通过对泵内流场的计算,得到不同工况下叶轮所承受的流场压力载荷,进而对电阻点焊叶轮进行有限元分析,重点分析电阻点焊叶轮在流场载荷及不同工况下的应力及变形情况。
1 单向耦合求解方法流固耦合力学是流体力学与固体力学交叉生成的力学分支,主要研究固体在流场作用下的各种行为及固体位形对流场的影响。
流固耦合问题从求解方法上可以分为直接求解的强耦合和分区迭代求解的弱耦合。
由于叶轮在流场中的变形微小,故本文采用弱耦合中的单向耦合方法求解,忽略固体变形对流场的影响。
采用有限元方法对流体域(FD和结构域(SD进行离散,基于统一耦合方程及其凝聚方式,单向耦合的求解步骤如下:首先对流场元素进行求解;(2)根据求解的流场元素,将更新后的流体矢量传递给结构,结合耦合界面信息求解结构元素。
单向耦合控制方程具体表达式及推导过程详见文献[3-5]。
2 计算模型及边界条件设置2.1 计算模型计算模型为某厂生产的LVS3-9型立式多级泵电阻点焊叶轮。
叶轮由前盖板、叶片、后盖板经点焊焊接而成,焊接过程在30000J 型电容储能凸焊机上完成。
叶轮实体如图1(a )所示,图1(b )显示的为焊点分布情况。
为分析方便,图1(b )对焊点进行编号,内圈焊点为1、2、3、4、5、6,相应叶片上的外圈焊点为1'、2'、4'、5'、6',并按建立的坐标系将叶轮分为四个区域,分别为Ⅰ、Ⅱ、Ⅲ、Ⅳ。
(a )叶轮实体(b )焊点分布图1 电阻点焊叶轮2.2 流场计算模型及边界条件文中计算对象为9级立式多级泵,根据流动及结构的相似性[6],只对其中的一级进行分析。
耦合模型由流场计算域和叶轮模型组成。
流场计算域由三部分组成,分别为进口延伸、叶轮流道和导流体内流体,如图2所示。
在CFX-Mesh 中采用非结构混合网格对流场计算域进行网格划分,网格数为514 065,节点数为109 516。
采用ANSYS CFX软件对流场进行计算。
求解过程中采用SST κ-ω[7-8]湍流模型,边界条件设置为总压进口、质量出口、无滑移壁面边界条件。
图2 流场计算模型2.3 有限元模型及边界条件 2.3.1 单元及材料属性对于薄壳结构的点焊叶轮应选择三维壳体单元进行计算,但壳体单元与水体单元的耦合技术并不成熟[9],另外壳体单元与水体单元节点的连续性较差,所以文中选用20节点六面体单元SOLID 186。
电阻点焊叶轮材料为不锈钢0Cr18Ni9,密度ρ=7930kg/m3,弹性模量E=1.93×1011Pa ,泊松比μ=0.31,条件屈服强度σ0.2=207MPa,抗拉强度σb=520MPa。
由于储能焊瞬时放电、能量集中、冷却速率大、线能量低,焊缝在高温停留时间很短,避免了焊缝中柱状晶粒的长大,所产生的内应力较小[10],所以在分析中忽略储能电阻点焊对材料属性的影响。
2.3.2 载荷及边界条件载荷条件:离心载荷和流场压力载荷。
约束条件:花键槽处后端面施加轴向约束,U y =0;键槽圆柱面设置为圆柱支撑,施加径向和轴向约束;键槽的工作面设置为U x =U z =0。
接触边界条件:叶片与盖板之间的焊点区域接触类型为固结;非焊接区域接触类型设置为摩擦,摩擦系数为0.15。
2.3.3 网格无关性及划分分别采用5种不同网格密度的模型对叶轮结构进行计算,用以确定网格划分的最终方案,计算结果如图3所示。
当网格数达到15 254(节点87 241)时,网格加密对叶轮最大等效应力和最大等效变形的计算结果影响很小,因此为节省计算时间并保证精度,叶轮有限元网格数为15 254,节点数为87 241,网格划分情况如图4所示。
图3 不同网格数下的计算结果图4 电阻点焊叶轮有限元网格3 流场计算结果与分析3.1 试验与计算性能曲线对比根据流场计算结果可以得到泵的特性曲线,并与试验结果(扬程和功率都折合成单级)比较,如图5所示。
从图中可以看出,流场计算结果与试验结果吻合良好,建立流场模型能很好的预测泵的性能。
因此,文中建立的模型可详细描述泵内流场的分布情况,进而准确地得到叶轮表面的分布压力。
图5 试验和计算的性能曲线对比3.2 流场分布压力图6为设计工况下流场(轴截面Y =0截面)静压分布图。
图6中显示:叶轮各流道内流体压力分布均匀,压力由进口到出口逐渐增加,在叶轮出口达到最大值,最低压力出现在叶片背面的进口处;相同半径上,叶片工作面压力明显高于叶片背面;导流壳内压力明显大于叶轮流道内压力,由于导流部件(见图2)对流道的压缩,此区域的压力明显小于相同半径处的其它区域压力。
图6 设计工况下流场内的静压分布图7为叶轮盖板外表面的分布压力。
对比两图可以看出,前后盖板外表面压力都基本呈环状分布,相同半径上靠近导流部件区域的压力较低。
但两者也存在明显差异:相同半径上,后盖板压力明显大于前盖板;随半径的增大,前后盖板表面的压力均有明显的增大,但前盖板外表面压力增大梯度明显大于后盖板。
另外,还可以注意到,后盖板外表面Ⅰ区及附近区域(见图1(b ))处于相对高压区的面积明显大于Ⅲ区及附近区域。
(a 前盖板外表面压力 (b 后盖板外表面压力图7 叶轮盖板表面分布压力由此可预测,叶轮的总变形[11]应主要表现为指向叶轮进口的轴向弯曲变形,且Ⅲ区的总变形应小于Ⅰ区。
相应地,叶轮Ⅰ区的应力也应大于其他区域。
4叶轮有限元计算结果与分析4.1 叶轮的应力分布图8为叶轮在设计流量下的等效应力分布,其中图8(b )为叶片和后盖板等效应力分布。
由图可知:叶轮的等效应力基本呈轴对称分布,但在盖板焊点及轮毂处出现应力集中;最大等效应力为40.6Mpa ,出现在后盖板轮毂处,且此处正好位于Ⅰ区,与3.2中预测相符。