锅炉制造质量保证手册.doc
最新版ASME质保手册
Yantai Moon Co., Ltd. □CONTROLLED NO.___烟台冰轮股份有限公司□UNCONTROLLED NO.____ 受控号:非受控号:Document No: Q/YBA00-08 文件号:Q/YBA00-08COVER SHEET 封面3 rd Edition,REV.0 Page 1 of 1 第3版第0次修改共1页第1页QUALITY CONTROL MANUAL质量控制手册FORTHE SHOP CONSTRUCTIONOFPRESSURE VESSELS AND PARTS压力容器和部件建造IN ACCORDANCE WITHASME BOILER AND PRESSURE VESSEL CODESECTION Ⅷ, DIVISION 1符合ASME锅炉及压力容器规范第Ⅷ卷第1册ISSUE DATE:JAN 17,2008 EFFECTIVE DATE:JAN 17,2008 2008年1月17日发布2008年1月17日实施Address: No.1 Binglun Road,Zhifu District,Yantai,Shandong 264002,P.R.China地址:中国山东省烟台市芝罘区冰轮路1号264002Telephone(+86-535) 6697062 6584990电话:Fax(+86-535) 6642776 6584991传真:E-mail**********************电子邮件:Document No: Q/YBA00-08 文件号:Q/YBA00-08CHAPTER A: TABLE OF CONTENTS第A章目录3 rd Edition,REV.0 Page 1 of 2 第3版第0次修改共2页第1页TABLE OF CONTENTS目录CHAPTER章TITLE标题REV. N0.修改标记DATE日期——COVER SHEET0 1/17/2008封面A TABLE OF CONTENTS0 1/17/2008目录B STATEMENT OF POLICY AUTHORIZATION0 1/17/2008政策授权声明C TERMS AND ABBREVIATIONS0 1/17/2008缩略词1 CONTROL OF MANUAL0 1/17/2008手册的管理2 ORGANIZATION0 1/17/2008组织机构3 DRAWINGS, DESIGN CALCULATIONS ANDSPECIFICATIONS CONTROL 0 1/17/2008图纸、设计计算和技术条件的管理4 MATERIAL CONTROL0 1/17/2008材料管理5 EXAMINATION AND INSPECTION PROGRAM0 1/17/2008检验和试验程序6 CORRECTION OF NONCONFORMITIES0 1/17/2008不一致品的处理7 WELDING CONTROL0 1/17/2008焊接管理8 NONDESTRUCTIVE EXAMINATION0 1/17/2008无损检验Document No: Q/YBA00-08 文件号:Q/YBA00-08CHAPTER A: TABLE OF CONTENTS第A章目录3 rd Edition,REV.0 Page 2 of 2 第3版第0次修改共2页第2页9 HEAT TREATMENT热处理0 1/17/200810 CALIBRATION OF EXAMINATIONMEASUREMENT AND TEST EQUIPMENT 0 1/17/2008检测和试验设备的校准11 RECORD RETENTION0 1/17/2008文件保管12 AUTHORIZED INSPECTOR0 1/17/2008授权检验师13 EXHIBIT FORM0 1/17/2008样表Prepared by Examination Section Chief Date 制订:质量检验科长日期:Approved by QA Manager Date 批准:质保经理日期:Accepted by Authorized Inspector Date 认可:授权检验师日期:Document No: Q/YBA00-08 文件号:Q/YBA00-08CHAPTER B: STATEMENT OF AUTHORIZATION第B章政策授权声明3 rd Edition,REV.0 Page 1 of 2 第3版第0次修改共2页第1页STATEMENT OF POLICY AUTHORIZATION 政策授权声明Yantai Moon Co.,Ltd. has established the QC system for U certificate of authorization under the rules of the ASME Boiler and Pressure Vessel Code Section VIII Division 1 to assure that the Code Items manufactured by YTMC are in compliance with the ASME Code and Custome r’s requirements and this QC Manual.为了确保我公司产品符合ASME规范、用户和该质量控制手册的要求,按照ASME锅炉压力容器规范第Ⅷ卷第1册的要求,建立了烟台冰轮股份有限公司获取U授权证书的质量控制体系。
ASME质量控制手册

文件号:WPEC/ASME-QCM 封面版本:2003 日期:2003-7-15 修订号:0 页码:1/1 质量控制手册遵照ASME锅炉和压力容器规范第Ⅷ卷第1册制造压力容器及其零部件生效日期: 2003年7月15日□受控本□非控本副本编号:xxxxxx公司地址:江苏邮编:xxxxx电话:xxx传真:xxxx目录章标题修订号日期─封面0 2003.07.15 A目录0 2003.07.15 B缩略词0 2003.07.15 C授权声明0 2003.07.15 1手册的管理0 2003.07.15 2组织机构0 2003.07.15 3图纸、设计计算和技术条件的管理0 2003.07.15 4材料管理0 2003.07.15 5检查和检验程序0 2003.07.15 6不一致品的处理0 2003.07.15 7焊接管理0 2003.07.15 8无损检验0 2003.07.15 9热处理0 2003.07.15 10计量和试验设备的校准0 2003.07.15 11记录保存0 2003.07.15 12授权检验师0 2003.07.15 13样表0 2003.07.15制定:日期:(质控部长)批准:日期:(总经理)同意:日期:(授权检验师)缩略词AIA: 授权检验机构AI: 授权检验师AIS: 主任授权检验师ASME: 美国机械工程师学会Code : ASME锅炉及压力容器规范第Ⅷ卷第1册,包括参考规范卷Code Items: 按照ASME规范要求设计、制造、检查、试验和检验的压力容器或零部件COL: 验收单Customer: 购买符合ASME规范要求产品的公司Customer Specification: 用户提供的相应技术说明Corporation: xxxxx公司JIC: 焊缝识别卡MAWP: 最大许用工作压力MDMT: 最小设计金属温度MDR: 制造厂数据报告MT: 磁粉探伤MTR: 材料测试报告NB: 美国锅炉压力容器检验师总部NCR: 不一致品处理通知单NDE: 无损检验PFC: 工艺流程图PQR: 工艺评定报告PT: 液体渗透探伤PV: 压力容器QC: 质量控制RT: 射线探伤QC Manager: 质控部部长UT: 超声波探伤Welder: 一般项目的焊工和焊接操作工WPQ: 焊工技能评定WPS: 焊接工艺规程WPEC: xxxxx公司WOPQ: 焊接操作工技能评定授权声明为了建造优质的ASME规范产品,确保产品符合规范和用户的要求,按照ASME锅炉压力容器规范第Ⅷ卷第1册,无锡市石油化工设备有限公司(WPEC)建立了相应质量控制体系。
对锅炉制造质量控制的思考

表 1 D G ... W 型锅炉锅筒、管板实测壁厚 Z 0507 I I
经过检验 ,该锅炉主要受压元件并未发现有
明显 的腐蚀 、冲 刷 、磨 损现 象( 图 1所示) 如 。
()制 造 环 节 没 有 把 好 质 量 关 。筒 体 为 1 2 0 Il、如果 封头 采用 1 ii管 板 ,则 按要 求应对 Tn l 4 Il l1 封头 进行 削薄 处理 ,而如 果封 头采 用 1 ll 2rn 的管 l 板 ,则不 必 进行 削 薄处 理 ,该 工厂 的锅 炉 制作 工 艺卡 上会 有 此项 内容 ,制造 班 组手 里 的 图纸 也应 当标 明封 头是 采用 1mm 管板 ,但 制造 班 组没有 4
把质量关,从而减少存在质量 问题特别是低级质
量 问题 的必要 的时候 自
己动手 复 测 ,特 别是 对 无缝 钢管 , 肉眼不 易测 出 壁 厚和 管径 ,需用游 标 卡尺 测量 。 23建 议 质监 管理 部 门采取 的措 施 . ()做 好 发证 后 的监 管 , 不 定期 对 制 造 单位 1 进 行质 量 体系 突击 检 查 , 以便 发 现 问题 ;对 经 过
1 实际检验 过程 中发现 的问题
1 案例 1 锅炉 出厂资料与实物不符 . 1 一 21 0 0年 1 1月,笔 者在 一 台 DZ .... I G050 W 7 I 型锅炉 的移装前检验过程 中,发现该锅炉前后管 板 实测 壁厚 与 出厂 资料 不一致 , 品质量 证 明书 、 产 竣工图、计算书等资料都显示该锅炉管板应采用 的是公称 壁 厚 1 /的 2 g钢板 ,但 锅筒 、管板 4mi 1 0
实测 壁 厚值 如表 1 示 。 所
要有多高的技术要求,往往是因为质量体系各级
锅炉设计实用手册设计手册
锅炉设计实⽤⼿册设计⼿册锅炉设计实⽤⼿册(内部资料)xxxxxxxx有限公司总师室标准组前⾔锅炉制造是公司⽀柱产业之⼀。
在保证锅炉额定参数和各项性能指标满⾜⽤户(标准)要求的前提下,实现低成本、⾼质量、⾼效益和外形美观,是公司⼀贯的⽬标。
为利于公司锅炉产品设计,提⾼⼯作效率,降低产品⽣产成本,根据公司现有⽣产能⼒并考虑适当的前瞻性,特编辑本“锅炉设计实⽤⼿册”(以下简称⼿册)。
在使⽤本“⼿册”的过程中,设计⼈员及各部门对本“⼿册”的使⽤意见和要求,请及时反映给总师室标准级,以便修订和补充。
⽬录第⼀章压⼒……………………………………………1. 额定蒸汽压⼒Pe(表压)……………………2. ⼯作压⼒Pg和⽔压试验压⼒Ps(表压) ……3. 计算压⼒P(表压)……………………………第⼆章温度……………………………………………2. 给⽔温度 tgs …………………………………3. 冷空⽓温度 tlk ………………………………4. 热空⽓温度 trk ………………………………第三章燃料……………………………………………1. 固体燃料 ………………………………………2. 液体燃料 ……………………………………3. ⽓体燃料 …………………………………4.其它燃料 …………………………………第四章理论空⽓量和烟⽓量 …………………1. 理论空⽓量……………………………………2. 过量空⽓系数…………………………………3. 烟⽓量 …………………………………第五章流速 …………………………………………1. ⽔和⽔蒸汽流速 …………………………2. 锅内装置中的汽⽔流速………………………3. 对流受热⾯中烟⽓和空⽓的流速……………4. 风、烟管道的流速 ………………第六章管接头 ………………………………………1. 坡⼝ ……………………………………2. 壁厚、⾼度和套管……………………………第七章开孔 ………………………………………1. 胀接管孔、管端伸出长度和试胀板…………2. 焊接管孔………………………………………第⼋章拼接 …………………………………………1. 受压元件的拼接 …………………………2. 锅筒内部装置的拼接 ……………………3. 钢结构件的拼接 …………………………4. 管式空⽓预热器的拼接 …………………第九章锅筒(锅壳)、锅内装置和集箱 ……1. 锅筒(锅壳) ……………………………2. 锅内装置 …………………………………3. 集箱 ………………………………第⼗章膜式壁、蛇形管与管⼦2. 蛇形管 ……………………………………3. 管⼦ ………………………………4. 空间弯管的计算 …………………………5. 由投影⾓计算空间夹⾓ ………………………第⼗⼀章紧固件 …………………1. 螺纹基本尺⼨ …………………………2. 紧固件的机械性能 ……………………3. 常⽤螺纹连接副 …………………第⼗⼆章法兰、阀门和垫⽚ …………1. 法兰 …………………………2. 阀门 ………………………3. 管路法兰⽤垫⽚ …………………………第⼗三章技术⽂件和图样 ………………………1. 锅炉各部件代号 ……………………2. 技术⽂件代号 ……………………3. 供⽤户技术资料 …………………………4. 图样要求 ………………… 附录1 锅炉常⽤法规和标准⽬录附录2 国内外有关标准代号和名称附录3 常⽤计量单位换算 ……附录4 锅炉⽤⽆缝钢管(GB3087-1999,GB531 附录5 锅炉、热交换器⽤不锈钢⽆缝钢管附录6 ⽔煤⽓管(GB/T3091-1993,GB/T3092-1 附录7 热轧扁钢(GB/T704-1988) … 附录8 热轧等边⾓钢(GB/T9787-1988)附录9 热轧不等边⾓钢GB/T9788-1988)附录10 热轧槽钢(GB/T707-1988)附录11 热轧⼯字钢(GB/T706-1988) …… 附录12 热轧圆钢、⽅钢、六⾓钢(GB/T702-19 附录13 锅炉⽤钢板(GB/T713-1997)附录14 花纹钢板(GB/T3277-1991)附录15 重型钢板⽹附录16 铜及铜合⾦拉制管常⽤规格(GB/T1527附录17 常⽤铸造材料附录18 常⽤钢材的线膨胀系数附录19 ⽯棉绳(JC/T222-1994)附录20 通⽤耐⽕砖形状尺⼨(GB/T2992-1998)附录21 普通硅酸铝耐⽕纤维毡的规格与性能(附录22 普通形⼯业⽤热电偶型号规格附录23 直螺旋形双温度计型号规格附录24 弹簧管压⼒表型号规格附录25 常⽤远传压⼒表和压⼒变送器型号规格附录26 ⼯业锅炉热效率附录27 锅炉⼤⽓污染物排放标准(GB13271-20附录28 ⽕电⼚⼤⽓污染物排放标准(GB13223-附录29 垃圾焚烧⼤⽓污染物排放限值附录30 集装箱分类、尺⼨和额定重量(GB/T14附录31 铁路、公路货物运输限界附录32 饱和状态下⽔和⽔蒸⽓的热⼒特性附录33 ⽔和⽔蒸汽的⽐容和焓参考⽂献 …【压⼒】第⼀章压⼒1.额定蒸汽压⼒Pr(表压)本公司蒸汽锅炉的额定蒸汽压⼒系列按表1-1。
TSGZ0004-2OO7锅炉安装维修质量保证手册

锅炉安装、维修质量保证手册(依据TSG Z0004—2OO7《特种设备制造、安装、改造、维修质量保证体系基本要求》标准编制)发布令为确保锅炉安装、维修的安装质量满足国家有关法律、法规、标准和顾客的要求,公司依据《特种设备安全监察条例》和《锅炉安装改造单位监督管理规则》等规定,按照TSG Z0004—2OO7《特种设备制造、安装、改造、维修质量保证体系基本要求》标准编制了《锅炉安装、维修质量保证手册》。
本手册经审定,符合国家有关法律,法规和标准的要求,适应锅炉安装、维修的实际情况,现批准发布。
于2011年11月1日开始实施。
此手册是我公司锅炉安装、维修实施质量管理和控制的纲领性文件,是全体职工在锅炉安装、维修过程中的行为指南。
要求参与锅炉安装、维修质量管理活动的人员,必须掌握《手册》中的有关规定,并认真贯彻执行,以确保实现公司的质量方针和质量目标,以优质的产品和服务质量,保证锅炉安装、维修的安全运行,赢得顾客的满意,确保国家和人民生命财产的安全。
为此现予批准发布《锅炉安装、维修质量保证手册》,公司全体职工必须遵照执行。
锅炉安装、维修质量保证手册1 术语和缩写1.1术语1.1.1质量——产品、过程或服务满足规定或潜在要求的特征和特性总和。
1.1.2质量保证——为使人们确信某一产品、过程或服务质量能满足规定的质量要求所必须的有计划的全部活动。
1.1.3质量控制——为保持某一产品、过程或服务质量能满足规定的质量要求所采取的作业技术和活动。
1.1.4质量体系——为保证产品、过程或服务质量能满足规定或潜在的要求,由组织机构、职责、程序、活动、能力和资源构成的有机整体。
1.1.5质量信息——质量活动中的各种数据、报表、资料和文件。
1.1.6质量管理——对确定和达到质量要求必须的职能和活动管理。
1.1.7质量信息反馈——将产品、过程或服务质量信息及时地按规定的程序返回给有关部门。
1.1.8质量计划(或方案)——是指为完成锅炉安装过程中的每一项工作所编制的技术文件。
质量计划(锅炉)
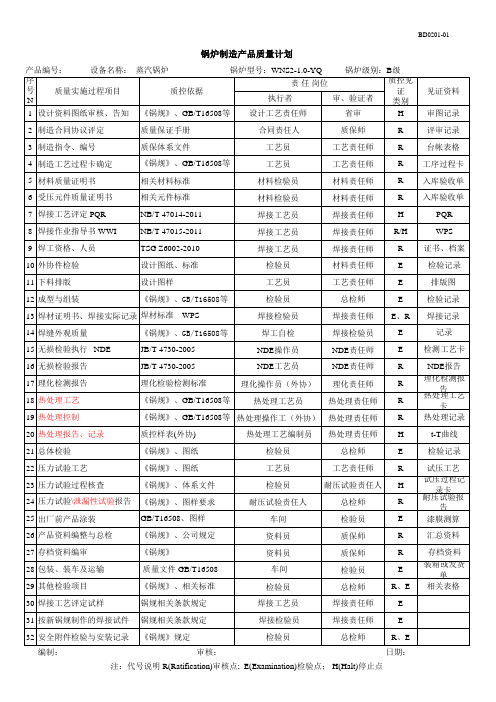
注:代号说明 R(Ratification)审核点; E(Examination)检验点; H(Halt)停止点
见证资料 审图记录 评审记录 台帐表格 工序过程卡 入库验收单 入库验收单 PQR WPS 证书、档案 检验记录 排版图 检验记录 焊接记录 记录 检测工艺卡 NDE报告 理化检测报 告 热处理工艺 卡 热处理记录 t-T曲线 检验记录பைடு நூலகம்试压工艺 试压过程记 录卡 耐压试验报 告 漆膜测算 汇总资料 存档资料 装箱或发货 单 相关表格
13 焊材证明书、焊接实际记录 焊材标准 14 焊缝外观质量 15 无损检验执行 NDE 16 无损检验报告 17 理化检测报告 18 热处理工艺 19 热处理控制 20 热处理报告、记录 21 总体检验 22 压力试验工艺 23 压力试验过程核查 24 压力试验\泄漏性试验报告 25 出厂前产品涂装 26 产品资料编整与总检 27 存档资料编审 28 包装、装车及运输 29 其他检验项目 30 焊接工艺评定试样 31 按新锅规制作的焊接试件 32 安全附件检验与安装记录 编制:
BD0201-01
锅炉制造产品质量计划
产品编号: 设备名称: 蒸汽锅炉 锅炉型号:WNS2-1.0-YQ 锅炉级别:B级 序 质控见 责 任 岗位 质量实施过程项目 质控依据 号 证 执行者 审、验证者 N 类别 1 设计资料图纸审核、告知 《锅规》、GB/T16508等 H 设计工艺责任师 省审 2 制造合同协议评定 3 制造指令、编号 4 制造工艺过程卡确定 5 材料质量证明书 6 受压元件质量证明书 7 焊接工艺评定 PQR 8 焊接作业指导书 WWI 9 焊工资格、人员 10 外协件检验 11 下料排版 12 成型与组装 质量保证手册 质保体系文件 《锅规》、GB/T16508等 相关材料标准 相关元件标准 NB/T 47014-2011 NB/T 47015-2011 TSG Z6002-2010 设计图纸、标准 设计图样 《锅规》、GB/T16508等 WPS 合同责任人 工艺员 工艺员 材料检验员 材料检验员 焊接工艺员 焊接工艺员 焊接工艺员 检验员 工艺员 检验员 焊接检验员 焊工自检 NDE操作员 NDE工艺员 理化操作员(外协) 热处理工艺员 质保师 工艺责任师 工艺责任师 材料责任师 材料责任师 焊接责任师 焊接责任师 焊接责任师 材料责任师 工艺责任师 总检师 焊接责任师 焊接检验员 NDE责任师 NDE责任师 理化责任师 热处理责任师 热处理责任师 热处理责任师 总检师 工艺责任师 耐压试验责任人 总检师 检验员 质保师 质保师 检验员 总检师 焊接责任师 焊接责任师 总检师 R R R R R H R/H R E E E E、R E E R R R R H E R H R E R R E R、E E E R、E 日期:
锅炉压力容器制造质量管理体系

质量体系文件评审记录表(推荐)
体系要素
评审程序 (文件)
评审内容
评审场所 (部门)
评审情况
评审 人员
文件和 资料控 制
采购与 材料控 制
锅炉压力容器制造质量保证体系 建立及实施的审查要点
举例一:文件和资料控制
规定的程序:
(一)应制定文件管理的规定: 1.明确受控文件类型; 2.文件的编制、会签、发放、修改、回收、保管 等的规定。 (二)应有确保有关部门使用最新版本的受控文 件的规定。 (三)适当范围的外来文件,如标准和顾客提供 的图样。
锅炉压力容器制造质量体系的建立
——质量保证手册是纲领性文件,应当由企 业的负责人(法人)正式签发。
质量保证手册应当根据所生产产品确定 质量保证的主要要素以及支持每个要素所 需要的程序文件名称及其编号。
——质量体系程序文件主要包括:目标、适 用范围、实施主体及相关辅体、控制程序 (环节)。
——作业指导文件(书),记录表(卡)内 容企业可根据具体情况设置。
领取人
领取日期
质量体系
01
文件编制
程序
锅炉压力容器制造质量保证体系 建立及实施的审查要点
举例二:采购与材料控制 审查要点: 1.对分供方评价(评估)的规定及其评价
记录; 2.合格分供方名单; … 3.材料保管的规定及其实施情况。
锅炉压力容器制造质量保证体系 建立及实施的审查要点
举例三:计量与设备控制
锅炉压力容器制造质量体系的建立
根据《锅炉压力容器制造许可条件》第四 章要求建立质量管理体系。涉及17个要素, 46个程序,其中6个属于程序性要求,企业 需要在《质保手册》中予以规定;其余40 个属于程序文件的要求,企业应当制订相 应程序文件。
压力容器制造质量保证手册
发放序号:文件编号:压力容器制造质量保证手册第五版编制:审核:批准:文件层次:第一层目录章节号内容页次01····························前言 3 02····························发布令 4 03····························任命令 6 04····························质量方针和目标7 05····························质量保证手册的范围及管理10 06····························术语和缩写12 第一章························管理职责15 第二章························质量保证体系38 第三章························文件和记录控制44 第四章························合同控制49 第五章························设计控制51 第六章························材料、零部件控制54 第七章························工艺控制61 第八章························焊接控制67 第九章························热处理控制74 第十章························无损检测控制79 第十一章······················理化检验控制84 第十二章······················检验与试验控制88 第十三章·····················设备和检验与试验装置控制95 第十四章······················不合格品(项)控制99 第十五章·······················质量改进与服务100第十六章······················人员培训、考核及其管理102 第十七章·······················其它过程控制104 第十八章······················执行特种设备许可制度105 附录1质量管理程序文件目录107 附录2质量管理制度目录108 附录3质量体系通用工艺守则目录110 附录4适用的质量记录样表目录111 附录5压力容器制造法规标准索引目录114 附录6D级压力容器制造资源状况117 附录7手册修改记录12901前言企业概况02发布令发布令为加强管理、保证压力容器制造质量、提高效益和降低成本,本公司根据《特种设备安全监察条例》、《锅炉压力容器制造监督管理办法》、《锅炉压力容器制造许可条件》、《TSG Z0004-2007特种设备制造、安装、改造、维修质量保证体系要求》等相关标准的有关规定,结合公司的实际情况组织重新编制了《压力容器制造质量保证手册》第五版,完善和健全了质量保证体系。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件更改记录表编号:QX/QJ-JS-01 №:QA-01目录0 文件更改记录表 (2)0.0 目录 (3)0.1 质量保证手册颁布令 (4)0.2 质量保证体系责任人员任命书 (5)0.3 质量方针和质量目标批准令 (6)0.4 企业概况 (7)1.0 适用范围 (9)2.0 引用标准 (10)3.0 术语和缩写 (11)4.0 管理职责 (12)5.0 质量保证体系文件 (22)6.0 文件和记录控制 (25)7.0 合同控制 (28)8.0 设计控制 (31)9.0 材料、零部件控制 (35)10.0 工艺控制 (39)11.0 焊接控制 (43)12.0 无损检测控制 (47)13.0 理化检验控制 (51)14.0 检验与试验控制 (53)15.0 设备和计量控制 (56)16.0 不合格品(项)控制 (59)17.0 质量改进与服务 (61)17.1 质量信息控制 (61)17.2 纠正与预防措施 (63)17.3 内部审核 (65)17.4 顾客服务控制 (67)17.5 统计控制 (68)18.0 人员培训、考核及其管理 (69)19.0 执行特种设备许可制度 (70)20.0 适用法规、安全技术规范及标准目录 (72)质量保证手册颁布令为确保产品的安全性能得到有效控制,不断增强质量保证能力,持续稳定的为顾客提供安全可靠的锅炉产品,实现公司的质量方针和质量目标,公司按TSG Z0004-2007《特种设备制造、安装、改造、维修质量保证体系基本要求》,组织编制了第5版《质量保证手册》。
经审查符合国家法律、法规、安全技术规范及标准的要求,并符合本公司的实际情况,适用于锅炉产品的设计制造过程中的质量管理,现予颁布,自年月日起实施。
自本手册QX/QA-2007 《质量保证手册》实施之日起,原第4版QX/QM-2005《质量手册》作废。
《质量保证手册》是本公司设计、制造锅炉产品过程中一切质量体系活动必须遵循的纲领性文件,公司各部门人员均应认真学习贯彻执行本手册,为确保持续稳定的设计制造出安全可靠、质量合格的锅炉产品而努力。
总经理:批准日期:年月日质量保证体系责任人员任命书根据我公司的实际情况,为加强质量保证体系管理,认真贯彻《质量保证手册》,确保质量保证体系有效运行,我是公司安全质量责任的第一责任人;现授权质量保证责任工程师协助我对质量保证体系的建立、实施、保持和改进负责,在处理质量问题上有高于其他部门的权力,不受其他因素的影响,并向我报告质量保证体系的运行状况和效力;授权检验责任工程师具有独立行使严格检验、鉴别和报告的权力,当各责任工程师发生分歧时,将由质保工程师予以仲裁。
各质量责任工程师对制造过程中相关的质量控制责任。
为确保质量保证体系的有效运行,特任命下列人员为质量保证体系责任工程师。
质量保证责任工程师:质量管理责任工程师:设计责任工程师:工艺责任工程师:检验责任工程师:材料责任工程师:焊接责任工程师:无损检测责任工程师:理化责任工程师:标准化责任工程师:计量责任工程师:设备责任工程师:生产责任工程师:销售责任工程师:新疆库尔勒恒坤机械设备安装部总经理:年月日质量方针和质量目标批准令本公司的质量方针是:公司的质量目标是:上述质量方针和质量目标自即日起批准发布,年月日起实施。
总经理:年月日企业概况我们新疆库尔勒恒坤机械设备安装部锅炉制造厂,位于新疆库尔勒市,厂区地址为机场路水泥制品厂大院内。
公司2004年创建,当时只有2名职工,主要从事采暖安装。
我们通过自身积累扩建了生产场所,增加设备投资,改进了生产条件,引进技术人员,使企业得到发展,为了企业的发展壮大,我们自筹资金扩建了300㎡的主生产厂房,增添新设备,随着国家新《锅炉压力容器制造许可条件》的发布,2014年努力申请D级锅炉制造许可,市政府决定将我公司整体搬迁至市郊的机会,在新建厂区开始我们即按D级生产条件的要求设计施工,并陆续增加新设备,引进技术人才。
这次我们按TSG Z0004-2007《特种设备制造、安装、改造、修理质量保证体系基本要求》重新制定了《质量保证手册》。
公司目前占地面积1200㎡,建筑面积600㎡,主生产车间面积300㎡,曝光室面积100㎡,防雨材料库200㎡。
公司现有职工30名,其中工程技术人员3名,其中工程师1名(包括锅炉专业工程师1名和焊接专业工程师1名),助理工程师4名;持证焊工8名(包括2名埋弧自动焊焊工和2名氩弧焊焊工);持证检验员3名,持证Ⅱ射线探伤员2名,持证Ⅱ级超声探伤员1名。
公司生产车间吊车最大起吊能力20t,卷板机可卷30㎜以下的钢板,φ80钻床1台,自动埋弧焊机1台,弯管放样平台1台,氩弧焊机1台,交流焊机8台,直流焊机1台,射线探伤机2台,周向射线探伤机1台,超声波探伤机1台,万能试验机1台,冲击试验机1台,冲击试样缺口投影仪1台,化学分析试验设备一套。
本公司将管板、封头的热压加工外协,将超声波无损检测分包。
公司的组织机构设6部1室,即技术部、质检部、生产部、供应部、销售部、财会部、办公室。
总经理负责公司的全面工作,总工程师负责公司的技术和质量管理工作,实行责任工程师负责制,各责任工程师由总经理任命。
在质量保证工程师的领导下,各责任工程师认真履行职责,确保质量保证体系的正常运转,生产出安全可靠、顾客满意的产品。
本公司现生产6个系列40个品种的蒸汽锅炉、热水锅炉和有机热载体炉,主要有DZW系列往复炉排水火管蒸汽锅炉和热水锅炉、DZG系列固定炉排水火管蒸汽锅炉和热水锅炉、QXW系列强制循环热水锅炉、YLL系列链条炉排有机热载体炉、YGL系列其它炉排有机热载体炉、YYL系列油燃烧器有机热载体炉,并且还在继续不断开发设计新产品。
我们公司是一个小型企业,虽然人员少,一人身兼多职,但在管理上严格执行《质量保证手册》,确保质量保证体系的正常运转;但由于我们经验不足,水平有限,在工作中一定存在很多不足之处,但是我们有决心通过不断的持续改进,加强企业管理,完善质量保证体系,确保质量保证体系有效运转,保证产品质量不断提高,增进顾客满意,把安全可靠、节能减排作为我们永恒目标。
新疆库尔勒恒坤机械设备安装部地址:电话:传真:本《质量保证手册》是按TSG Z0007-2013 《特种设备制造、安装、改造、维修质量保证体系基本要求》,参照国质检锅〔2003〕194号文《锅炉压力容器制造许可条件》、《锅炉压力容器制造许可工作程序》、《锅炉压力容器产品安全性能监督检验规则》及国家有关法律、法规、安全技术规范及标准的要求编制,适用范围是:a.本公司D级锅炉产品的设计、生产、服务的控制过程;b.通过质量保证体系的实施和有效运行,确实保证产品的安全性能得到有效控制,旨在增强顾客满意;c.也适用于本公司内部质量保证体系的审核、第二方审核和第三方认证审核。
下列法规、安全技术规范及标准通过本手册的引用成为本手册的依据。
其适宜的条款构成本手册的内容。
所有文件都会被修订,当其修订时,应探讨使用下列文件最新版本的可能性,并对本手册进行修改。
a.《特种设备安全监察条例》b.《蒸汽锅炉安全技术监察规程》c.《热水锅炉安全技术监察规程》d.《有机热载体炉安全技术监察规程》e.《小型和常压锅炉安全技术监察规定》f.TSG Z0007-2013 《特种设备制造、安装、改造、维修质量保证体系基本要求》g.国质检锅〔2003〕194号文件:《锅炉压力容器制造许可条件》《锅炉压力容器制造许可工作程序》《锅炉压力容器产品安全性能监督检验规则》本质量保证手册采用a.GB/T19000-2000 idt ISO9000:2000 质量保证体系基础和术语b.GB2900.48-1983 电工名词术语固定式锅炉c.本手册中文件编号所引用的缩写字母符号及其含义表示如下:QX - *********锅炉制造有限责任公司,简称“”的缩写;QA -质量保证手册QC -程序文件ZD -管理制度QP -质量计划QJ -质量记录ZQ -蒸汽锅炉RS -热水锅炉YJ -有机热载体炉ZY -作业指导书GY -工艺规程CZ -操作规程JY -检验规程PQR -焊接工艺评定报告WPS -焊接工艺指导书QT -其他4.1 目的通过制定质量方针和质量目标,确定公司行政组织机构和质量组织机构,明确各级管理人员的职责和权限,落实管理评审,以保证公司质量保证体系有效运行并不断完善,最终得以实现公司的质量方针和质量目标。
4.2 范围本章适用于公司产品质量形成全过程相关的组织或责任人员和职责、权限的控制。
4.3 质量方针和质量目标4.3.1质量方针4.3.1.1为确保产品安全可靠、节能高效,实现以顾客满意为目标,确保顾客的需求和期望得到确定,并转化为公司的产品和服务要求,特确定本公司的质量方针为:创新务实诚信服务安全高效持续发展4.3.1.2质量方针的含义:根据公司的实际情况,建立具有本公司特色的质量保证体系,并在现有的基础上不断创新,实现产品创新,技术创新、管理创新,从而设计、制造出顾客满意的安全、高效、节能、环保产品;同时结合在应用中出现的问题做到持续改进,以优良的产品质量及服务赢得市场,使企业不断发展壮大。
4.3.1.3质量方针是由总经理正式发布的本公司的质量宗旨和方向,为制订和评审质量目标提供了框架,公司与质量有关的各部门应在此基础上制定部门质量目标。
4.3.1.4总经理要将质量方针传达到管理、执行、验证和作业等层次,使全体员工正确理解。
4.3.1.5公司应对质量方针进行适宜性评审,必要时可对其进行修改,以适应公司内外环境的变化。
4.3.1.6对质量方针的批准、发布、评审、修改都应实行控制。
4.3.2质量目标4.3.2.1总经理负责制定质量目标,由质检部、技术部、生产部对目标进行适当分解,直到为实现质量目标而进行的相关活动能受到充分控制。
4.3.2.2质量目标要建立在公司质量方针基础上,在质量方针给定的框架内展开分解后,在作业层次上的目标是定量的。
4.3.2.3质量目标的内容可涉及产品的具体特性,即满足产品要求所需的资源、过程、文件和活动等方面,并反应出对持续改进的承诺。
4.3.2.4 公司的目标为:a. 以环保合格为设计目的,以安全、高效为设计原则,设计文件的说明、计算、审批、设计文件鉴定等在转入产品制造前合格率达到100%;c.产品出厂合格率100%;d.公司产品质量评审合格率大于98%; 4.3.2.5各职能部门质量目标 a.技术部(1) 设计文件准确率: %100%100=⨯-设计文件总页数设计文件不合格页数设计文件总页数(2)新产品开发设计文件鉴定合格率:%100%100=⨯-年设计文件鉴定总数数年设计文件鉴定不合格年设计文件鉴定总数b.质检部(1)售产品出厂资料完整率:%100%100=⨯-年产品出厂资料总数数年产品出厂资料不合格年产品出厂资料总数(2)产品制造中检验项目漏检率: %0%100=⨯-台产品总检验项目数实际检验项目数台产品总检验项目数(3)产品制造中相关表格文件填写及时率:%100%100=⨯-应按时填写的表格总数没有按时填写的表格数应按时填写的表格总数c. 生产部 (1)计量检定率:%100%100=⨯-在用计量器具总数超期没检定数在用计量器具总数(2)设备完好率:%97%100≥⨯全部生产设备台数完好设备台数(3)工艺执行率:%100%100=⨯-年工艺执行检查总数没执行工艺数数年工艺纪律执行检查总(4)探伤一次合格率:%98%100≥⨯-台需探伤焊缝总长度超标缺陷总长度台需探伤焊缝总长度4.3.2.6质量目标考核a.公司的质量目标由质保工程师每年12月前考核,并上报总经理审查;b.各职能部门工作质量由质量管理责任工程师12月前至少各考核一次,并提交质保工程师审查。