聚丙烯生产中等规度的控制分析
聚丙烯生产中等规度的控制分析
聚丙烯生产中等规指数的控制分析杨涛丁建莉宗林聚丙烯车间玉门油田炼化总厂聚丙烯装置初始设计能力为5000吨/年,经过2005年装置扩容改造后,生产能力达到了4万吨/年。
聚丙烯装置采用间歇式液相本体法聚合工艺,该工艺具备工艺流程简单、设备少、见效快的显著特点,但同时也存在产品质量波动大的的缺点。
因此在聚丙烯车间生产中产品质量控制始终占据着至关重要的地位。
产品质量的好坏不但影响产品的加工应用,而且还会影响聚丙烯生产本身能否正常进行以及原料动力消耗、生产成本等其他技术经济指标。
聚丙烯产品等规度是聚丙烯牌号等级划分的关键指标,也是聚丙烯产品最重要的质量指标之一。
产品等规度的高低及其控制水平直接反映出聚丙烯的生产技术水平。
近年来聚丙烯车间通过对工艺、设备的优化改造,在聚丙烯产品质量控制方面取得的一定成绩。
本文通过对聚丙烯产品等规度影响因素的分析,结合我装置生产的实际情况,对现阶段我装置控制产品等规度所采取的措施进行简述。
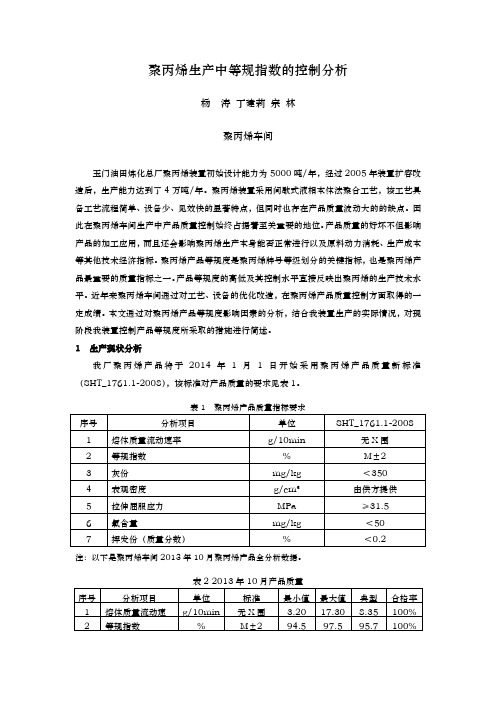
1 生产现状分析我厂聚丙烯产品将于2014年1月1日开始采用聚丙烯产品质量新标准(SHT_1761.1-2008),该标准对产品质量的要求见表1。
注:以下是聚丙烯车间2013年10月聚丙烯产品全分析数据。
从表1、表2中可以看出聚丙烯车间在10月份生产中较好的控制了聚丙烯产品的等规度,产品等规度合格率为100%。
近年来聚丙烯车间在生产过程中,根据实际情况找出影响产品等规度的主要原因,采取相应的措施,以满足产品等规度的要求,保障产品质量。
采取的具体措施有以下几个方面:2 采用高效催化剂体系目前,聚丙烯车间生产采用DJD-Z型高效催化剂。
DJD-Z型丙烯聚合高效催化剂,以三乙基铝为助催化剂、DDS为外给电子体组成的催化剂体系,具有高活性、高表观密度、高等规度(可调)、氢调性能良好,以及粒度分布、流动性较好等特点。
催化剂在丙烯聚合反应时的加入量,既对聚合反应速度产生影响,同时也影响着聚丙烯产品的等规度。
聚丙烯等规指数测试方法综述
学
工
程
师
C h e mi c a l E n g i n e e r
2 0 1 5年第 0 8期
速 , 习 j D O I : 1 0 ・ 1 6 2 4 7 0 - c n k i ・ 2 3 一 l l 7 1 / t q ・ 2 0 1 5 0 8 3 8
n_ u .
法的测试原理、 国内研 究进展及优劣性进行了综述 。
关键词 : 聚丙烯 ; 立构规整 ; 等规指数
中图 分 类 号 : T Q 3 2 5 文献 标 志码 : A
Pr o g r e s s i n me a s u r e me n t me t h o d s o f p o l y p r o p y l e n e i s o t a c i f c i n d e x
i mp o r t a n t i n d e x f o r q u a l i t y c o n t r o l o f p o l y p r o p y l e n e p r o d u c t i o n ,r e l f e c t i n g t h e a v e r a g e s t e r e o r e g u l a r i t y o f
量 的间规 物 和无 规物 。聚丙烯 的性 能 与其 等规 结 构 的 含量 密 切 相 关 , 即立 构 规 整 性 越 好 , 结 晶 能 力越
方法 的原理 、 国内研 究进 展 及优 劣 性 进行 综 述 , 最 后 简要 介 绍 了表征立 构规 整性 分 布 的分 析方 法 。
1 正庚 烷萃取法
p o l y p r o p y l e n e ,c o mmo n l y u s e d a n a l y t i c a l me t h o d s i n c l u d e n- h e p t a n e e x t r a c t i o n me t h o d ,x y l e n e s o l u b l e a n a l y s i s ,
基于红外光谱法的聚丙烯等规指数定量检测与分析

结构与性能CHINA SYNTHETIC RESIN AND PLASTICS合 成 树 脂 及 塑 料 , 2019, 36(5): 78聚丙烯(PP)是五大通用树脂之一,在电子电器、家装建材领域应用广泛[1-2]。
PP有多种分类,在实际应用中分为纤维、薄膜、挤塑、吹塑、注塑等。
而根据PP分子中甲基(—CH3)空间位置的不同,又可分为等规、间规和无规三类。
等规指数是PP生产中质量控制指标之一,用来描述立构规整性聚合物的含量。
高等规指数的产品,易于结晶,熔点、机械强度、耐老化性等相关性能也随之升高。
测定PP等规指数对生产工艺具有重要指导意义。
常用的等规指数测量方法有核磁共振波谱(NMR)法和索氏萃取法。
NMR法是测试等规指数最有效的方法,但仪器设备昂贵,过程繁杂,周期长,不适应快速分析的要求。
索氏萃取法测试周期长,也不能快速应用于工业生产。
因此,需要建立一种简便、快捷、准确的检验方基于红外光谱法的聚丙烯等规指数定量检测与分析张 燕1,黄亚平2(1. 南阳理工学院 电子与电气工程学院,河南省南阳市 473004;2. 南阳理工学院 生物与化学工程学院,河南省南阳市 473004)摘要:采用红外光谱法测定聚丙烯等规指数,建立快速测定聚丙烯三单元等规指数、五单元等规指数含量的工作曲线,并对其准确性与精密度进行了评价。
结果表明:聚丙烯等规指数可以用998 cm-1处的吸光度与973cm-1处的吸光度比值以及熔体流动速率的对数来测定,存在较好的线性关系。
利用该方法得到的聚丙烯等规指数与采用核磁共振法测定的等规指数接近,最大偏差为±0.004,具有较好的准确度与精密度,同时具有分析速度快、操作简便的优点。
关键词:聚丙烯 等规指数 红外光谱 定量检测中图分类号:TQ 325.1+4文献标志码:B 文章编号:1002-1396(2019)05-0078-004Quantitative detection and analysis for PP isotactic indexbased on IR spectrometryZhang Yan1,Huang Yaping2(1. School of Electronic and Electrical Engineering,Nanyang Institute of Technology,Nanyang 473004,China;2. School of Biology and Chemical Engineering,Nanyang 473004,China)Abstract:The isotactic index of polypropylene(PP) was determined by infrared(IR) spectroscopy. A curvilinear equation was established to detect isotactic-triads and isotactic-pentads of PP,whose accuracy and precision were evaluated. The experimental results show that the isotactic index of PP can be determined by the absorbance ratio at the wave numbers of 998 cm-1and 973 cm-1in IR and the logarithm of melt flow rate in linear relationship. The isotactic index obtained by IR and curvilinear equation is closed to the data obtained by nuclear magnetic resonance spectrometer(NMR),whose deviation is kept within ±0.004. The IR method is fast in analysis and simple in operation with high accuracy and precision.Keywords:polypropylene; isotactic index; infrared spectroscopy; quantitative detection收稿日期:2019-05-08;修回日期:2019-07-07。
NOVOLEN气相聚丙烯工艺中对产品等规度影响因素的浅析
张艳微 李杨
( 捷机黼 限公司) 中
摘要 : 五轴联 动加 工中心是一种科 技含量高、 密度高专门用于加 工复 精 与原 结 构 进 行 比较 ,我 们 可 以 看 出第 一 阶 固 有频 率 提 高 杂曲的机床。 五轴联动数控机床系统是解决船用螺旋桨、 叶轮、 重型发 电机转 64 % , 二 阶 段 提 高 68 % , . 8 第 .7 以后 的 各 阶 固 有 频 率 都 有 不 同 程 度 子 、 轮机转子、 汽 叶片、 大型柴油机 曲轴等; 的唯一手段。文章 重点 针对五 的 提 高。 明 采 用双 轴 承 结 构 对 提 高 系 统 的 刚度 , 别是 提 高 低 阶 段  ̄q 0- 说 特 轴 联 动 / T 中心 的优 化 进 行 了 分 析和 探讨 。 j D 固 有频 率 有 明显 的作 用 。 关键词 : 五轴联动 加工中心 轴承 优化
32 自动 换 刀 动作 的 P C编 程 设 计 . L T l 一6 C< 1 S系列机床是瑞士走心式高速精密数控车床 ,属于 电 z 此 次 改 造 使 用 的 是 西 门子 公 司 的 S — 0 L 7 3 0 P C模 块 。 在 P C L 脑 加 工 中 心 类型 的机 床 。 该 五轴 联 动 加 工 中 心增 加 了 可摆 动 的动 力 程序 设计 中 , 自动换 刀编 程 是 重 要 的 外 围 动作 设计 任 务 。 加 工 中 心 该 刀 具 组 件 , 此机 床 具 有可 完成 零 件 侧 面 、 因 正面 、 向钻 孔 及 铣 削 等 斜 的 刀具 交换 装置 采 用 可 双 向旋 转 的盘 式 刀库 ,通 过 单臂 双 爪 的机 械 功 能 , 具 有 “ Y Z C B 五轴 联 动 控 制 加 工 能力 。该 系列 数 控 车 并 X… 、 ” 手 用 1 个 步 骤 将 刀库 中 的 刀具 装 到 主 轴 上 , 个 动 作 我 们 都 用 M 6 每 床适合加工 要求较为复杂的车、铣复合加工的零件 的大批量、多品 代码 进行 设定 。 防 止某 个动 作 不 到 位 , 编 程 过 程 中加 入 了 到位 信 为 在 种、 高精 度 的/ T 任务 o J n 号互锁。另外 , 主轴 换 档 、 标 运 动 、 急 停 止 、 却 液 开 关 、 台 夹 坐 紧 冷 转 1五轴联动加工 中心概述 紧 、 松开 等其 它动 作 的 P C 编 程 设 计 跟 一般 卧 式 加 工 中 心 的 类似 , L 五 轴联 动加 工 中心 的 刀具 排 布 采 用 两 轴 控 制排 式 刀架 排 布 的结 在 此 不 再 介 绍。 构 , 构 简 单 、 刀 快 捷 、 靠 性 极 高 。 加 工 中心 具 有 超 长 行 程 的 Z 结 换 可 33 光 栅 的安 装 . 轴, 行程 可达 2 0 3 mm。 因此机床在加 工较 长零件时, 同类数控车 和 光栅 是数控 系统构成全 闭环控制的重要检测反馈元件 ,其安装 床 相 比, 可 以 明显 减 少 送 料 次 数 ,提 高 / T 效 率 。 对于 许 多长 度 在 J 0 方 式 的 选 择 必须 注 意防 止 切 屑 、 削 液 及 油液 等 的溅 落 影 响 。 栅 在 切 光 10 2 0 8 — 3 mm 的 零件 , 以 一 次送 料 完 成 零 件 全 长度 的加 工 。 轴 联 可 五 装 配 时严 禁剧 烈 震动 或 敲 打 , 以免 造 成 损 环 。 定尺 的安 装 , 光 栅 尺 将 动 加 工 中 心 配有 高速 精 密 同步 导套 , 因此 可 以 完成 对 钢 件 、 锈 钢 件 不 的 M4 螺 钉 旋 入 安 装 面 孔 内 , 不要 上 紧。 用 千分 表 测 量 定 尺 平 面 但 的大 批 量 精 密加 工 以 实现 高 品 位零 件 的高 速 切 削 。 数控 加 工 中心 配 与机床导轨运 动方向的平行度 , 并调整 M4螺钉位置 , 使平行度达到 备 三 轴 钻 孔加 工 功 能 , 以完 成 零 件 轴 端 的钻 孔及 攻 丝 的加 工 。 且 可 并 O1 .mm门0 0 0 mm 以 内 。在 安 装 定 尺 时 , 能 只 安 装 两 端 , 需 要 在 不 还 针 对 客 户 的 零件 , 五轴 联 动 加 工 中心 配 备 安 装 有 各类 钻 铣 动 力 刀具 、 定尺 中部 进行 支撑 。 滑 尺 的 安 装 , 安 装 方 法 与定 尺 相 似 , 整 使 滑 其 调 或 者旋 风 刀 具 的 摆 动 动力 刀具 模 块 , 因 此动 力 刀具 可 以在 0 9 — 0度 尺 与 定尺 平行 度在 01 .mm门0 0 0 mm 以 内 ,并 将 滑 尺 与 定 尺 的 间 隙 范围 内摆动, 以完成各种轴件 的多方 向精密钻 、 铣加 工功 能。加工中 控制在 1 mm 一15 .mm 之 间。 圆光 栅 的安 装 , 圆光 栅 的 输 出轴 通 过 弹 心 的 送 料 部 分可 以配 备 自动 送 料器 ,接 料 部 分 可 安 装 短件 接 料 器 及 性 联 轴 器 与 转 台 一起 旋 转。 安 装 时 要 保证 转 台 的转 轴 中 心线 与 圆光 长 件 接 料 器 , 实 现 一 人 操作 、 护 多 台机 床 的 “ 人 多 机 ” 工 模 以 看 一 加 栅 输 出 轴 的 中 心 线及 弹 性 联 轴 器 中心 线 的跳 动 在 O1 .mm 以内 。 式, 为工 厂节 省 人 力 资 源 。 可 以 配 备 自动 排 屑 器 等 多 种 附加 设施 并 还 34 机 床 参 数 的设 置 . 组成柔性加工生产线 , 以完成 自动化加工。 此类加工中心床 最适合加 在 系 统调 试 初 期 需要 先 对 轴 参 数进 行 设置 ,而 各 轴 需根 据 实 际 工 用 于 航 空 、 天 、 工 、 车 、 托 车 、 讯 、 冷 、 学 、 电 、 特 航 军 汽 摩 通 制 光 家 微 情 况 进 行 配 置 , 此 以 分 别代 表 直 线 、 转 、 轴 的 X、 、 P三 类 典 在 旋 主 BS 电子 、 电子 、 钟表 等行 业 的各 种 高精 度 、 批 量 、 形 复 杂 的轴 类零 件 多 外 型 轴 为 例 , 绍 部 分 轴 参 数 的 设置 情 况 。 以 上 轴数 据 设 置 好 以 后 , 介 还 的精 密 复 合 加 工 。 要对轴 的基本配置参数、 回参考点参数 、 报警监控参数、 测量系统参 2五轴联动加工中心 改造方案 数 等 进 行 相 应 的 设 置 , 处 就 不再 详 细 说 明 了。 此 因为 T K 一 6 C Z 1 S系列 机 床 全 部 属 于 全 进 口 的设 备 , 制 定 了如 故 4 改造效果 下 的总 体 优 化 方 案 :对原 有 机 械部 分主 轴 系统 的 轴承 支撑 系统 进 行 通 过 上 述 的优 化 改 造 之 后 ,C< 一 6 T I 1 S加 工 中心 在 原 有 的 基 础 Z 了动态优化设计, 出了双排轴承 的设计方案 , 提 并对选用当前我 国市 上 增 加 了一 些 新 的功 能 , 比如 : 性 攻 丝 、 刚 主轴 点 动 、 形模 拟 、 NC 图 D 、 场 上 最 为 常 见 的 SE N 4 D 对 原 有 的 B S co IME S 8 0 O H Mir8数 控 系 手轮驱动等 , 使得操作起来更为便捷和简单。 用了 6 1 选 1 D伺服 系统 统 进 行 替 代 ; 原 有 的 可 控 硅 直 流 调 速 的 系 统 采 用 了 配 套 的 IME 4 D S E NS 6 1 数 字 交 流 伺 服 系 统 进 行 替 代 ;原 有 直 流 的 电机 选 和 SE NS 8 0 数 控 系 统 ,构 成 了一 个 全 数 字 式 的 自动 化 控 制 IME 1 D 系统 , 保 了T K 一 6 确 C Z 1 S加 工 中 心 的 实际 控 制 性 能 接 近 了 当前 国 内 用 当前 流 行 的 SE N IME S伺 服 电机 与交 流 主 轴 进 行 替 代 ; 用 1 T 利 F6 流的技术。改造 之前 T K 一 6 C Z 1 S加 工中心设备发生故障次数很频 的全 数 字 交 流 伺 服 电机 对 刀库 旋 转 进行 驱 动 ,从 而 实 现 了半 闭环 控 经 而 制 : 用 德 国 H I N AI 的 R 2 5 圆 光 栅 与 L 3 2 型 直 线 繁 , 常 都 会 停 机 进 行 长 时 间 的修 理 , 且 整 个 维 修 的费 用 比较 大 。 选 EDE H N ON 8 B 8C 经 过 上 述 的优 化 与 改造 之 后 , 得 大 大 降低 了 T ( 一 6 使 CI 1 S加 工 中心 Z 光栅 对所 有 的 轴 检 测 装 置进 行 分 别 的 替 换。 的电气故障率 , 其稳定性有了较 为显著 的提高。 3改造 中的重点事项
核磁共振法分析聚丙烯中等规指数和二甲苯的影响因素
I l
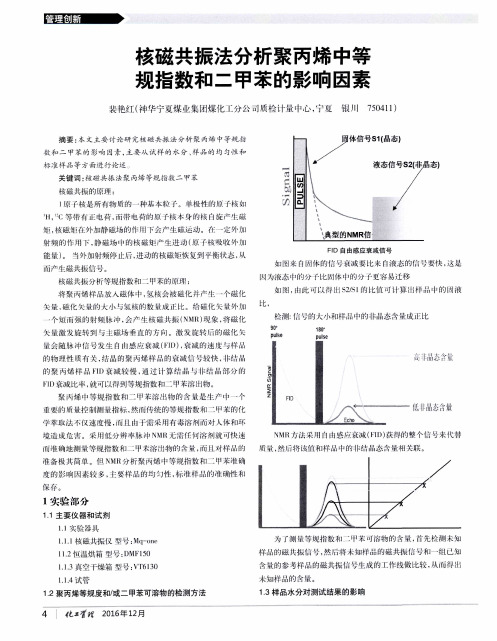
N MR办法 采川 自由感 农减 ( F I I ) ) 获得的 整个 号 柬代替 质 , 然J - , 7 5  ̄陔f f [ 和样品 中的非结品态 含量丰 f 1 荚联 。
p u l s e
p u l s e
会随脉 冲 信 号发生 F { 巾感应 衰减 ( F I D ) , 农减 的速 度与 样 . 的物 理性 质 有关 , 结 晶的 聚 烯样 品 的衰减 信 号较快 , l h  ̄ . i t , . 1 l I I
的聚 烯 样 品 HD衰 减较 慢 , 通 过 计 算结 晶 j 非 结 晶部 分的 ¨I ) 衰减 比率 , 就可以褂到 等 指数和 二 苯溶 m物 。
F I D 自由感应衰减信号
能量) 。 当外加射频 停 止后 , 进动的 核磁 恢 复到 衡状态 , 从
而 产, 上磁共振 信号 。 核磁 振 分析等规 指数和 二} _ f = j 苯 的原州 :
如图柬广 1 体I : t g f 言 号 农减 嘤比求 『 1 液态的 l 为液态 I f 的分 于比固体 , J 分子更容 易迁移
2 0 1 6 年1 2 月
游离 水对 N M R信号的影 响 , 即对等规和 二 甲苯溶 出物 测试
结 果的影 响 , NMR信号 强度直接 和样 品中的氢 质子数量成 正比 所以 水分对聚 丙烯等 规指数 的核磁 测试结 果是 有较大影 响 , 如 有必要 , 测试前样 品要经过干 燥处理 。
1 . 1主要仪 器 和试 剂
1 . 1 实验 器具 1 . 1 . 1 核磁共振 仪 型 号: Mq — O l l e 1 I . 2 恒温 烘箱 型 : I ) MF l 5 0
聚丙烯颗粒等规度测试的影响因素
聚丙烯颗粒等规度测试的影响因素摘要:聚丙烯的等规指数工业上用不熔于正庚烷的组分表示。
测试等规指数的方法常用萃取法,萃取时间,试样颗粒大小和丙酮冲洗量是影响等规度测试的主要因素。
本次主要针对这三个方面进行试验。
根据试验结果确定最佳的分析条件。
结果表明最佳条件是:萃取时间6小时,颗粒度为0.3mm-0.6mm,萃取结束后加丙酮30mL冲洗。
因此用最佳的试验条件测试的等规度不仅提高了分析效率,准确度也明显提高。
关键词:聚丙烯等规指数萃取时间颗粒度丙酮1 前言等规聚丙烯等规指数是一种高分子材料,利用价值很高,等规指数的测定就是测定聚合物中等规聚丙烯的含量,以便用来控制生产等规含量较大的聚丙烯产品,提高产品利用价值。
等规聚丙烯的含量(等规指数)是表征聚丙烯产品的主要质量特性之一。
聚丙烯等规指数增大,则结晶度增大,拉伸强度增强,硬度增大,冲击强度下降,熔融指数升高;等规指数减少,则产品粘度增大,流动性差,包装储存时易结晶,成块,成团,加工时加料困难,甚至无法加工,还影响液相本体聚合。
因此生产过程中常常通过调整等规指数来调整聚丙烯产品的物理性能。
本次试验围绕等规指数的测定方法进行优选,确定最佳的分析方案,从而提高等规指数的分析准确性。
2 实验部分2.1 原料和试剂正庚烷分析纯丙酮分析纯聚丙烯粒料(AC28B 宁波富德能源有限公司)2.2 分析仪器索氏萃取法(底部多孔玻璃漏斗)分析天平(精度0.1mg)容积为500mm的玻璃煮沸器(配有接头和冷凝管)恒温真空干燥箱可调温电热套标准分子筛粉粹机2.3 实验方法、将一定量的聚丙烯粒料加入液氮进行粉粹,采取符合标准的聚丙烯颗粒试样,筛分好的样品放于140℃2℃真空烘箱干燥2小时。
萃取器与滤纸放入1052℃烘箱干燥1.5小时。
样品与漏斗放于干燥器冷却1小时。
称样5.00000.0005g。
称好的样品放于萃取器中回流萃取开始加热,控制回流速度,让正庚烷在萃取器中有序流动状态,且不能让试液溅到器壁,观察从冷凝管末端流下第一滴计时,回流4小时后,停止加热。
聚丙烯产品质量控制

聚丙烯产品质量控制
标题:聚丙烯产品质量控制
引言概述:
聚丙烯是一种常用的塑料原料,广泛应用于各种领域,如包装、建筑、医疗等。
为了确保聚丙烯产品的质量,需要进行严格的质量控制。
本文将从原料选择、生产工艺、检测手段、质量标准和质量管理五个方面进行详细介绍。
一、原料选择
1.1 选择合格的聚丙烯树脂作为原料
1.2 确保原料的纯度和稳定性
1.3 严格控制原料的质量指标,如熔流速、密度等
二、生产工艺
2.1 控制生产温度和压力
2.2 保证生产设备的清洁和维护
2.3 确保生产过程中的搅拌、混合和注塑等环节的准确操作
三、检测手段
3.1 采用先进的物理性能测试仪器
3.2 进行化学成分分析
3.3 建立完善的检测流程和标准
四、质量标准
4.1 制定严格的产品质量标准
4.2 确保产品符合国家相关标准
4.3 定期对产品进行抽样检测和质量评估
五、质量管理
5.1 建立质量管理体系
5.2 培训员工,提高质量意识
5.3 不断改进质量管理体系,提高产品质量和生产效率
结论:
通过严格的原料选择、生产工艺控制、检测手段、质量标准和质量管理,可以有效控制聚丙烯产品的质量,提高产品的竞争力和市场占有率。
希望各生产企业能够加强质量管理,提升产品质量,为客户提供更优质的产品和服务。
聚丙烯(T30S)等规指数测定方法的改进
聚丙烯(T30S)等规指数测定方法的改进
李瑞华;刘小莉;乔广军;白永乐
【期刊名称】《现代化工》
【年(卷),期】2010(0)S2
【摘要】本着节能降耗,在萃取时间、萃取溶剂体积及抽提速度三方面对萃取法测定聚丙烯(T30S)等规指数做了进一步的改进。
采用萃取法,以正庚烷为萃取溶剂,萃取2.5 h,测定不溶于沸腾正庚烷的聚丙烯等规立体异构物占总试样的质量分数(聚丙烯等规指数)。
在正庚烷的体积为140.0 mL,抽提速度为18~30次/h,萃取时间为2.5 h的实验条件下,实验结果完全能够达到GB/T 2412—2008法中0.20%的误差要求。
该方法所用仪器简单,操作简便,试剂消耗量少,分析时间短,利于快速、准确地报出分析结果,适用于聚丙烯(T30S)生产中等规指数的中间控制和成品分析。
【总页数】3页(P340-342)
【关键词】聚丙烯;等规指数;萃取时间;萃取体积;抽提速度
【作者】李瑞华;刘小莉;乔广军;白永乐
【作者单位】延长石油集团公司延安石油化工厂;富县高级中学
【正文语种】中文
【中图分类】TQ325.14
【相关文献】
1.干冷技术制样在聚丙烯T30S等规指数测定中的应用 [J], 朱海斌;聂同军;薛桂萍;崔书臣;李继红
2.聚丙烯等规度测定方法的改进 [J], 丁敏
3.聚丙烯等规指数分析法改进及影响因素研究 [J], 张雯娟;李景明
4.聚丙烯等规指数的测定方法的改进 [J], 韩红玉;孙少杰
5.聚丙烯等规指数测定方法的优化 [J], 梁科红;阎伟华
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚丙烯生产中等规度的
控制分析
公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
聚丙烯生产中等规指数的控制分析
杨涛丁建莉宗林
聚丙烯车间
玉门油田炼化总厂聚丙烯装置初始设计能力为5000吨/年,经过2005年装置扩容改造后,生产能力达到了4万吨/年。
聚丙烯装置采用间歇式液相本体法聚合工艺,该工艺具备工艺流程简单、设备少、见效快的显着特点,但同时也存在产品质量波动大的的缺点。
因此在聚丙烯车间生产中产品质量控制始终占据着至关重要的地位。
产品质量的好坏不但影响产品的加工应用,而且还会影响聚丙烯生产本身能否正常进行以及原料动力消耗、生产成本等其他技术经济指标。
聚丙烯产品等规度是聚丙烯牌号等级划分的关键指标,也是聚丙烯产品最重要的质量指标之一。
产品等规度的高低及其控制水平直接反映出聚丙烯的生产技术水平。
近年来聚丙烯车间通过对工艺、设备的优化改造,在聚丙烯产品质量控制方面取得的一定成绩。
本文通过对聚丙烯产品等规度影响因素的分析,结合我装置生产的实际情况,对现阶段我装置控制产品等规度所采取的措施进行简述。
1 生产现状分析
我厂聚丙烯产品将于2014年1月1日开始采用聚丙烯产品质量新标准(),该标准对产品质量的要求见表1。
表1 聚丙烯产品质量指标要求
注:以下是聚丙烯车间2013年10月聚丙烯产品全分析数据。
从表1、表2中可以看出聚丙烯车间在10月份生产中较好的控制了聚丙烯产品的等规度,产品等规度合格率为100%。
近年来聚丙烯车间在生产过程中,根据实际情况找出影响产品等规度的主要原因,采取相应的措施,以满足产品等规度的要求,保障产品质量。
采取的具体措施有以下几个方面:
2 采用高效催化剂体系
目前,聚丙烯车间生产采用DJD-Z型高效催化剂。
DJD-Z型丙烯聚合高效催化剂,以三乙基铝为助催化剂、DDS为外给电子体组成的催化剂体系,具有高活性、高表观密度、高等规度(可调)、氢调性能良好,以及粒度分布、流动性较好等特点。
催化剂在丙烯聚合反应时的加入量,既对聚合反应速度产生影响,同时也影响着聚丙烯产品的等规度。
在实际生产中,一定范围内,四氯化钛在丙烯中浓度越高,产品等规度也越高,当催化剂的活性因某种原因下降时可适当提高催化剂的加入量。
目前本车间采用的DJD-Z型高效催化剂其定向能力高,产品等规度可达96~99%,但是在生产中其它因素如:活化剂、原料丙烯质量、工艺条件的影响,也会使催化剂的定向能力得不到发挥。
因此在操作中根据实际情况适当调节催化剂的加入量,当原料质量较好时,适当催化剂的加入;但是当原料杂质超标,就要适时提高催化剂的加入量以保证反应的平稳进行,于此同时还应该综合考虑灰分、氯含量等指标。
3 优化三剂加入量
(1)DJD-Z型催化剂的主催化剂为TiCl4,活化剂三乙基铝为助催化剂,活化剂是将主催化剂上的TiCl4还原成具有催化活性的TiCl3。
一般情况下
Al/Ti控制在一定范围内,当活化剂加入量过少时对产品等规度有明显影响,严重时可能降低至90%以下,因此生产中根据原料的情况,适当增加或减少活化剂,一定要保证加入足够量的活化剂,以保证产品等规度。
(2)DDS作用是外给电子体与主催化剂中的脂类内给电子体匹配,以达到提高催化剂定向能力的目的。
所以DDS在一定范围内提高加入量,有利于聚丙烯产品等规度的提高。
目前我装置生产中三剂加入量,平稳生产时每釜加入量如下:催化剂:55克/釜;活化剂:450ml/釜;DDS:140ml/釜。
如果前一釜聚合反应较弱时,适当增加三剂的用量,确保聚合反应平稳进行。
4 减少丙烯原料中杂质
原料丙烯中杂质含量不但影响催化剂的实际效率,而且也会影响催化剂的定向能力,从而影响产品的等规度。
这是因为原料丙烯中的杂质碳-2、丙烷、空气、甲烷在反应中参加聚合到链中间去,破坏催化剂体系的定向能力,使产品的等规结构发生变化。
为了更好地消除精丙烯中杂质对产品质量的影响,在本次大检修过程中车间实施了丙烯精制大循环工艺。
该流程主要是将丙烯投料循环流程和精制塔进口流程贯通,可以实现精丙烯罐内物料再循环精制。
当精丙烯原料不合格时,打开丙烯循环精制流程,关闭或关小循环进精丙烯罐阀门,通过精制系统循环精制,从而保证精丙烯原料合格。
5 消除工艺条件对聚丙烯产品等规度的影响
消除聚合温度的影响
聚合反应受温度的影响较大,由于丙烯的气液临界温度为91.9℃,反应温度不宜过高。
反应温度过高,丙烯气相浓度增大,不利于转化率的提高。
同时,反应不易控制,往往会造成爆聚,造成产品质量不合格。
但是温度过低,会造成产品的等规度偏低,甚至会发粘。
实验在Al/Ti=1000(mol/mol)、Al/Si=8(mol/mol)、聚合时间为2h的
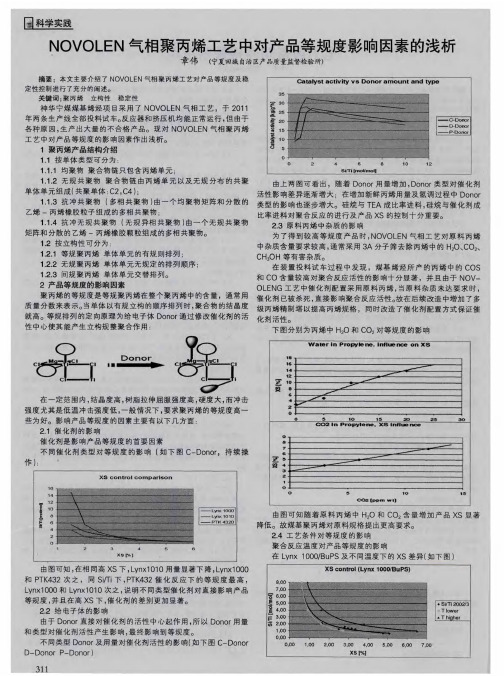
由图2可知,聚合温度由45~60℃,聚合物的等规度逐渐上升,60~80℃聚合物的等规度保持不变;催化剂活性由45~75℃迅速上升到最大,75~80℃活性基本不变。
随着反应温度的提高,催化剂的活性增加,催化剂的定向性提高,聚合物的等规度也随之提高。
因此综合质量、安全等各方面因素,我车间生产中反应温度基本控制在76-80℃;为防止塑化结块,最高温度不得超过90℃。
消除加氢量的影响
在聚合反应中,氢气起活性链的转移作用,可用作分子量的调节剂。
随着氢气量的加大,聚丙烯的分子量相应的变小,熔融指数增大。
同时氢气的加入量也对反应活性有着较为明显的影响。
实验在Al/Ti=1000(mol/mol)、Al/Si=8(mol/mol)、聚合时间为2h、聚合温度为80℃的聚合条件下,氢气加入量与催化剂活性及产品质量之间的关系如表4(氢气加入量用加氢前后釜压变化值来衡量)。
从表4可知,在加氢调节聚合物分子量和熔体流动速率时,随着加氢量的增加,产品熔体流动速率增高,同时产品等规度下降,催化剂的定向能力受加氢量的影响有所下降。
上述所说的加氢量的影响,实质上应该是氢调效果的影响。
因此,在提高熔融指数的同时,也应该考虑对产品等规度的影响;在生产中,必须熟练掌握各变化因素的影响规律,根据市场需求生产不同牌号的产品。
6 结束语
聚丙烯车间通过全体员工的努力,对聚丙烯质量控制采取的一系列措施,使产品质量持续提高,产品的等规度得到控制,可以根据市场需求生产适销对路牌号的产品,创造了良好和经济效益,为实现总厂“聚丙烯效益化”奠定了坚实的基础。