喷涂质量检测记录表
油漆检验记录表
□不合格
4
抛光印和抛穿现象检测
表面不能有抛光印和抛穿现象
近看油漆面(特别是边角)有无抛穿,远看光泽有无明显变化
□合格
□不合格
5
边角位检测
边角位是否修补到位或漏喷
通过近处观察油漆表面来检验
□合格
□不合格
6
面漆及色漆检测
面漆色漆有没有完全遮盖中涂漆或走珠现象
0.5米处观察
□合格
□不合格
7
车身活动部件和装饰件等
车身活动部件和装饰件等的油漆和抛光蜡是否清除干净
通过近处观察油漆表面来检验
□合格
□不合格
8
表面光泽度
全车喷涂或新车光泽60度时大于90度,无明显“桔皮”现象
通过光泽度测试仪检验
□合格
□不合格
9
修补工件表面光泽
修补工件表面的光泽与原车基本一致,形成衬托效果,不能相差太远
远看,多角度观察
□合格
□ቤተ መጻሕፍቲ ባይዱ合格
10
□合格
□不合格
14
综合判定:□允收□拒收□让步接收
检验员:日期:
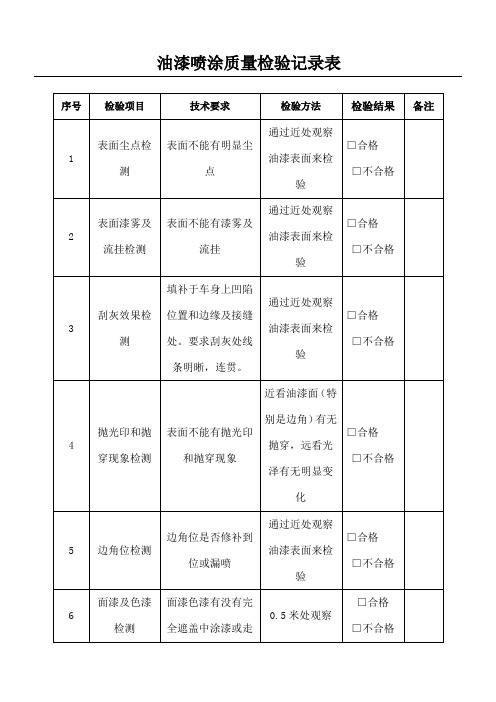
油漆喷涂质量检验记录表
序号
检验项目
技术要求
检验方法
检验结果
备注
1
表面尘点检测
表面不能有明显尘点
通过近处观察油漆表面来检验
□合格
□不合格
2
表面漆雾及流挂检测
表面不能有漆雾及流挂
通过近处观察油漆表面来检验
□合格
□不合格
3
刮灰效果检测
填补于车身上凹陷位置和边缘及接缝处。要求刮灰处线条明晰,连贯。
通过近处观察油漆表面来检验
修补后漆纹与原车匹配度
喷漆过程检测记录表
喷漆过程检测记录表
1. 背景
喷漆过程是制造业中常见的一项工艺,用于给产品表面涂上一层漆。
为了确保喷漆过程的质量和一致性,需要进行检测和记录。
2. 目的
本文档的目的是记录喷漆过程中的检测结果,以便后续分析和质量控制。
3. 检测内容
3.1 喷漆前检测
在进行喷漆之前,需要进行以下检测:
- 表面清洁程度:检查产品表面是否干净,无灰尘、油污等杂质。
- 表面平整度:检测产品表面是否平整,无凹凸不平的情况。
- 喷涂底漆:检查底漆的颜色和质量是否符合要求。
3.2 喷漆过程中检测
在喷漆过程中,需要进行以下检测:
- 喷涂厚度:使用涂层厚度测量仪器,检测涂层的厚度是否符
合要求。
- 喷涂均匀性:观察涂层的颜色和光泽,确保喷涂均匀无斑块。
- 干燥时间:记录每次喷涂后的干燥时间,以控制下一次涂层
的喷涂时机。
3.3 喷漆后检测
在喷漆完成后,需要进行以下检测:
- 外观检查:检查产品表面的漆膜是否平整、无气泡、流挂等
缺陷。
- 色差测试:使用色差仪器,检测产品表面颜色与标准颜色之
间的差异。
5. 结论
通过对喷漆过程的检测记录,我们可以掌握每个环节的质量情况,及时发现和解决问题,以确保喷漆过程的质量和一致性。
检测记录表是一项重要的质量控制工具,应当被认真填写和保留。
钢结构防火涂料喷涂施工检验记录

监理
(建设)
单位
专业监理工程师:
(建设单位项目专业技术负责人):
年月日
0.85
1.16
1.45
1.75
2.05
7
0.28
0.58
0.87
1.15
1.43
1.73
2.03
8
0.3
0.6
0.89
1.13
1.44
1.74
2.04
9
0.28
0.58
0.88
1.12
1.42
1.72
2.02
10
0.28
0.58
0.88
1.16
1.43
1.73
2.03
11
0.25
0.56
0.86
1.16
浙建监A5
承包单位报审表(通用)
工程名称:编号:A5
致:(监理单位)
事由:我单位已完成了钢结构防火涂料喷涂施工检验记录工作,按设计文件及有关规范进行了自检,质量合格,请予以审查和验收。
内容:钢结构防火涂料喷涂施工检验记录
承包单位(章):
项目经理:
日期:2014.12.25
审查意见:
项目监理机构(章):
总/专业监理工程师:
日期:
钢结构防火涂料喷涂施工检验记录
工程名称
施工单位
验收规范
GB50205-2001
检验仪器
涂层厚度测量仪、测针、钢尺
钢结构防火涂料施工及检验记录
构件
次数
编号
第一遍
厚度
(mm)
第二遍
厚度
(mm)
第三遍
厚度
(mm)
喷漆作业检查记录单

喷漆作业检查记录单
1. 检查概述
本检查记录单用于记录喷漆作业的检查情况,以确保作业符合相关标准和要求。
2. 喷漆作业信息
- 作业日期:
- 作业人员:
- 作业区域:
3. 检查内容
3.1 喷漆准备
- [ ] 准备喷漆区域,确保周围没有易燃物或其他危险物品。
- [ ] 确认使用的喷漆设备和材料符合规范要求。
- [ ] 检查喷漆设备的安全性能,如压力控制、泄漏等。
3.2 喷漆过程
- [ ] 检查喷漆区域是否进行了适当的掩护和遮盖,以防止喷漆溅到不需要喷漆的地方。
- [ ] 确认喷漆设备的喷嘴调整合适,喷漆均匀且无滴漏。
- [ ] 检查喷漆厚度是否符合要求,避免过度喷涂或喷涂不足。
- [ ] 检查是否有颗粒物或瑕疵附着在喷漆表面。
3.3 喷漆后处理
- [ ] 确认喷漆作业完成后是否及时清理和收拾喷漆设备和周围区域。
- [ ] 检查喷漆表面是否干燥均匀,无滴痕或明显的瑕疵。
- [ ] 检查喷漆作业是否符合客户要求和标准规范。
4. 检查结果
- [ ] 合格
- [ ] 不合格
5. 检查人员
- 检查人员:
- 签名:
- 日期:
以上为喷漆作业检查记录单,用于记录喷漆作业的检查情况和结果,以确保作业质量符合要求。
喷漆过程检测记录表

喷漆过程检测记录表
1. 检测记录概述
本文档记录了喷漆过程中的检测记录,包括喷漆前、喷漆中和喷漆后的各项检测指标。
2. 喷漆前检测记录
2.1 表面准备检测
- 检查表面是否平整,无明显凹凸或划痕。
- 检查表面是否清洁干燥,无灰尘、油脂或其他杂质。
2.2 喷漆材料准备检测
- 检查喷漆颜料是否充足,并确保颜色与要求一致。
- 检查喷漆稀释剂是否正确配比,以保证喷涂效果。
3. 喷漆中检测记录
3.1 喷涂厚度检测
- 使用喷涂厚度测量仪对喷涂层厚度进行测量,确保符合要求。
3.2 喷涂均匀性检测
- 目视检查喷涂表面是否均匀,无明显颜色差异或斑块。
4. 喷漆后检测记录
4.1 表面质量检测
- 目视检查喷漆表面是否光滑平整,无明显气泡、划痕或色差。
4.2 喷涂附着力测试
- 使用适当的附着力测试方法,检测喷涂层与基材之间的附着力。
5. 检测记录保存
- 所有检测记录应妥善保存,并按照规定的时间进行归档。
6. 结论
本文档提供了喷漆过程中的检测记录表,以确保喷漆作业的质量符合要求。
通过仔细执行检测记录中的各项指标,可以提高喷漆作业的效率和质量,并确保最终的喷漆结果符合预期。
喷漆检验记录范文

喷漆检验记录范文1.前言喷漆检验是车辆制造过程中非常重要的一环,它关系到车辆的外观质量和使用寿命。
本文将详细记录喷漆检验过程中的各项检测指标和结果。
2.检验项目2.1喷漆涂层厚度使用涂层厚度测量仪对喷漆涂层的厚度进行检测,按照车辆制造商的要求,喷漆涂层的最低厚度为XXmm,最高厚度为YYmm。
通过测量,我们发现该车喷漆涂层的平均厚度为XXmm,各个部位的厚度均在要求范围内。
2.2喷漆涂层硬度采用硬度计对喷漆涂层的硬度进行检测,按照车辆制造商的要求,喷漆涂层的硬度应达到ZZH。
经过测试,我们发现该车的涂层硬度为ZZH,符合要求。
2.3喷漆涂层附着力使用附着力测试仪对喷漆涂层的附着力进行测试。
按照标准要求,涂层的附着力应该达到标准值。
我们测试了该车的涂层附着力,结果显示各个部位的附着力均在要求范围内,没有出现剥离或脱落的情况。
2.4喷漆涂层颜色一致性使用颜色测量仪对喷漆涂层的颜色进行测量,并与标准样品进行对比。
结果显示该车的涂层颜色与标准样品一致,不存在色差。
2.5喷漆涂层表面平整度通过目测和触摸来评估喷漆涂层的表面平整度。
我们对该车进行了仔细观察和触摸测试,发现表面平整度良好,没有出现凹凸或砂眼等问题。
2.6喷漆涂层光泽度采用光泽度测试仪对喷漆涂层的光泽度进行测试。
按照车辆制造商的要求,喷漆涂层的光泽度应达到标准值。
我们测试了该车的涂层光泽度,结果显示各个部位的光泽度都在要求范围内。
3.检验结论通过以上检验项目的测试结果,我们得出以下结论:1)喷漆涂层的厚度、硬度、附着力、颜色、表面平整度和光泽度均符合要求;2)喷漆涂层没有出现剥离、脱落或色差等质量问题;3)喷漆涂层的外观质量良好,符合车辆制造的标准。
4.建议和改进方案在喷漆检验过程中,我们发现需要改进的地方:1)需要加强对喷漆涂层厚度的测试,尽量减小各个部位的厚度差异,以提高涂层的均匀性;2)对涂层硬度和附着力的测试结果需要进行更详细的记录,以备后续使用。
喷漆质量检验标准
喷漆质量检验标准
1.0 目的 :
为增强质检员对产品外观品质标准撑握,提高质检员对产品外观的检验效率和判定准确性,预防不良品流入下工序及因各种标准不清晰使不良品流入客人IQC处,特制定此外观检查通用标准.
2.0 范围
适用于本公司常用原材料、外协加工、进货品、半成品、成品(包括电镀、涂装、喷油)产品外观通用检查。
3.0 职责:
3.1 所有质检员:负责对所需检查产品以<<外观检验通用标准指引>>进行检验。
4.0 外观品质检查标准
4.1 IQC来料检验分板料、卷料和棒料.
4.1.1 卷料和板料表面要求光洁、无明显的划痕、无压印、无裂纹、不可有擦不掉的脏污。
卷料分条要均匀不可有扭曲现象。
如有特别要求请参照样板比校后确认。
4.1.2 对于棒料表面要求光洁均称不能有明显的凹痕,切面不能有粗糙的杂粒、凹痕、凸起、砂眼如有特别要求请参照样板比较后确认。
4.2 电镀品表面要求
4.2.1 表面要求光洁、不可有起皮、积瘤、起泡、水纹等不良现象,电镀颜色参照色板确认(凹痕、凸起、砂眼原则上属普通外观缺陷允许最大直径≦0.5mm,凹痕、凸起、砂眼内发黑明显属严重缺陷,允许最大直径≦0.25mm,上述普通及严重缺陷必须按AQL国标抽样进行确认,超出规定范围均不可轻易放行出货;必须请示质检部主管级以上人员判定是否可出货时才可放行).另外要求检测镀层厚度和做盐雾试验,个别产品客户要求做上锡测试。
如有特别要求请参照样板比较确认。
4.3 喷涂产品表面要求
4.3.1 表面要求不可露底材、刮伤、压痕、污渍、起皮、积瘤、发白等不良现象,喷涂颜色参照客户确认喷涂色板及喷涂首件样板确认;(凹痕、凸起、。
整车涂装制作过程质量检验卡
整车涂装制作过程质量检验卡
说明
1、本卡一车一册,由专检员发卡、收卡。
生产过程丢失或破损,必须补填。
本卡保留期为五年。
2、车辆交检时,必须在检验卡的“部门负责人”、“交检日期”、及每一项目的“自检人”等栏内填写清楚,并在每一检
验项目对应的“自检结果”栏内打“√”表示自检合格,打“×”表示不合格,需返工,并在“自检结果”栏内加以说明。
若检验项目上有数字要求的,必须在“自检结果”栏内标明。
3、检验员应认真填写检验卡,车辆是否允许通过、下流,必须在对应的“专检结果”栏内打“√”或打“×”,打“√”
表示合格,打“×”表示不合格需返工。
有关的缺陷必须记录在“专检结果”栏内。
若检验项目上有数字要求的,必须在“专检结果”栏内标明。
经过返修复检合格后在“复检结果”栏内打“√”表示合格通过。
4、专检项目合格后(不合格需下流必须由有关主管领导签字同意)方可在检验卡上签字放行。
5、检验项目按重要度进行分级,分为关键项(★)、重要项(▲)、一般项三类。
6、关键项、重要项为检验员必检项目,一般项按20%进行抽检。
整车涂装制作过程质量检验卡。