凹印打样方法的比较(上)
包装印刷方主力军凹版印刷制版方法谈(上)
包装印刷方主力军凹版印刷制版方法谈(上)建材产品印刷的“包装凹印”两大类。
面对“多品种、小批量、短交期”的市场要求,总的来说尽管有所改进但对凹印来说有些勉其所难。
近年来异军突起的柔性版印刷则越来越显示出其优势。
不过各有各的优势和市场。
凹印以其自身具有的不可替代的特长,现在及将来都会继续在大批量出版及包装印刷方面发挥主力军的作用。
本文就凹印制版与的现有技术作一介绍。
凸版、平版以网点面积的大小来表达印刷品的层次,凹印则以凹版的凹下部分(油墨网孔)来表达层次。
凹版凹下部分按形状不同可分为:①凹下部分的表面积相等深度不等;②凹下部分深度相等表面积不等;③凹下部分的深度和表面积均不等几种。
与其它印刷方式的印版相比,这些今天已经完全实用化的凹印印版制作非常复杂。
凹版制作所使用的分色软片(原版)也因此具有制作工艺复杂、难度大的特点。
现在,包围凹印的技术环境环境如印前电子化、无软片化也获得急速的推进。
滚筒制作的CTP化不仅限于电雕方式,激光方式也被开发出来,正进入多样化技术的时代。
(一)凹印制版方法凹印制版方法中传统的方法是照相凹版制版法。
该方法制成的印版网孔面积相同、以网孔深度不同表达印刷品的层次。
其原版无网点,为连续调软片。
原版上的图像经紫外线照射成像于耐蚀膜(对印版滚筒镀层进行腐蚀所用的膜)或碳素纸上,再将此膜包裹于滚筒上,在温水中显影,通过氯化铁进行化学腐蚀,形成深浅不一的网孔。
不过近年来几乎不再使用连续调的原版了,碳素纸的用量也大幅减少了。
现在的工艺基本分两种,一种是使用分色软片的方法,即按照与胶印完全相同的方法制作加网分色片的方法;另一种是对图像进行全数字化处理、无软片制作印版滚筒的方法。
在包装印刷和特殊凹印领域,无软片制作法正迅速得到推广。
在出版凹印领域无软片化也有了实在的进展。
1. 出版凹印的制版出版凹印制版在1975年以前以使用碳素纸的照相凹版制版法为主,因此其原版为连续调软片。
这一时期对电子雕刻技术进行了开发,出现了使用连续调软片的电雕方式。
凹版打样方法及使用

书山有路勤为径;学海无涯苦作舟凹版打样方法及使用凹版打样在凹版印刷中起着非常重要的作用,其样张是制版公司、印刷公司以及客户的联系纽带,但由于在凹版印刷中承印材料多种多样,可能是薄摸、铝箔、复合材料以及各种纸张或纸板,这就要求凹印打样必须有很高的灵活性,并有相应的设备及工艺支持。
凹印打样有多种模拟和数字方式,如软打样(Soft Proof)、蓝线打样(Bluelines or Ozachrome Proof)、重叠打样(Overlay Proof)、单张打样(Single Sheet Proof)、胶印打样(Offset Press Proof)、直接数字打样(Driect Digital Proof)和凹印打样机打样(Gravure Press Proof)等。
在这里重点介绍一下直接数字打样和凹印打样机打样两种打样方法,直接数字打样机也称DDCP(Direct Digital Color Proof,直接数字彩色打样),它采用喷墨和电子成像打样机,利用数字技术直接在热转移材料上得到高分辨力的半色调样张,省掉了使用中间软片的步骤。
这种打样工艺速度快,细微层次显明,但是,呈色范围有限。
直接数字打样具有生产效率高、可靠、方便等特性,因此一些厂家已率先放弃了凹印打样机进行打样,完全采用了无软片的数字打样。
无疑,直接数字打样是未来发展的趋势。
目前使用最多的打样方法是凹印打样机打样方法,凹印生产工艺要求凹印打样机打出的样张要印刷公司正式印刷的产品效果基本一致,因而它的构造与凹印机区别不大。
它是模拟凹印机原理制成的,通过压印滚筒与凹印版辊之间的挤压作用将油墨转移到承印物上形成清晰图案。
新型凹印打样机在模拟实际印刷过程(压印形式、油墨、承印材料专注下一代成长,为了孩子。
凹版印刷制版工艺过程对比
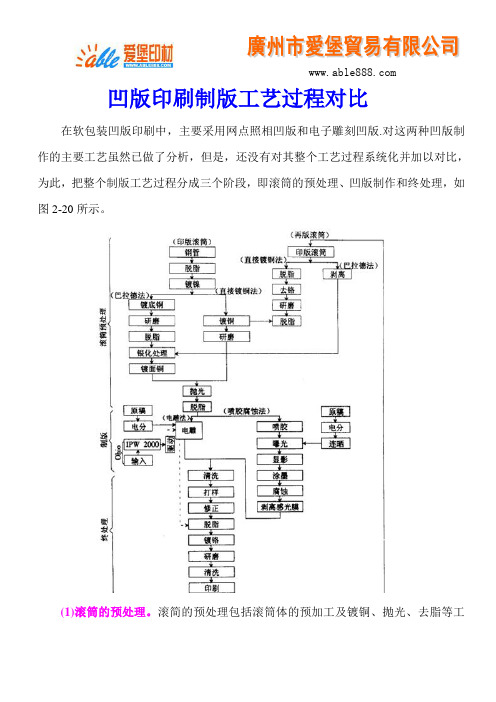
凹版印刷制版工艺过程对比在软包装凹版印刷中,主要采用网点照相凹版和电子雕刻凹版.对这两种凹版制作的主要工艺虽然已做了分析,但是,还没有对其整个工艺过程系统化并加以对比,为此,把整个制版工艺过程分成三个阶段,即滚筒的预处理、凹版制作和终处理,如图2-20所示。
(1)滚筒的预处理。
滚简的预处理包括滚筒体的预加工及镀铜、抛光、去脂等工艺过程。
在镀铜工艺中.按其工艺特点分为巴拉德法和直接镀铜法两套工艺。
所谓巴拉德镀铜法是指将镀铜工艺分为镀底铜、银化处理、镀面铜等三个主要工艺过程,一般称镀面铜层为巴拉德层,而直接镀铜法则是在预加工的滚筒表面的镍层上进行一次镀铜。
滚筒完成镀铜工艺后,经抛光和脱脂便可进行凹版制作。
(2)凹版制作。
凹版制作工艺是指在经滚筒预处理的表面上完成图文制作的工艺过程。
在凹版制作中,这里列出网点照相凹版和电子雕刻凹版两种制作工艺。
网点照相凹版,包括“布美兰”法所制凹版以电分、连晒后所得到的软片为原稿进行晒版。
电子雕刻凹版包括有软片的电子雕刻凹版和无软片电子雕刻凹版(即Ohio电雕系统)两套工艺过程。
(3)滚筒的终处理。
滚筒的终处理是指滚筒完成图文制作到印版制成的工艺过程。
若采用Ohio电子雕刻系统,因在雕刻之前已进行打样和修正,所以雕刻后可直接进行去脂、镀铬等工序的处理。
如果是再版滚筒,其凹版的制作与滚筒的终处理与上述工艺过程相同,只是在滚筒预处理阶段,应按巴拉德法或直接镀铜法进行预处理即可。
在凹版纸板中,选择好的印刷耗材如:刮墨刀、模切胶垫(优力胶)、网纹辊也会大大的提高生产效果、减少保养费用。
长远考虑,节省企业的综合成本是很重要的。
注:本文来自广州爱堡官方网站,转载请注明!。
凹印打样方法及设备

书山有路勤为径;学海无涯苦作舟凹印打样方法及设备打样是凹版印刷工艺中非常重要的环节,是制版公司、印刷公司以及客户之间确定合同的主要依据。
但是,由于凹版印刷的承印材料品种繁多,既可能是薄膜、铝箔、复合材料,也可能是各种纸张或纸板。
因此,凹印打样必须有很高的灵活性,并有相应的设备及工艺支持。
凹印打样有可以采用模拟或数字方式。
模拟打样包括,如凹印打样机打样(Gravure Press Proof)、蓝线图打样(Blueline or Ozachromo Proof)、重叠打样(Overlay Proof)、单张打样(Single Sheet Proof)、胶印打样(Offset Press Proof)等;数字打样主要是软打样(Soft Proof)和直接数字打样(Direct Digital Proof)。
在此,重点介绍直接数字打样和凹印打样机打样。
直接数字打样也称DDCP(Direct Digital Color Proof,直接数字彩色打样),它采用喷墨或电子成像打样机,利用数字技术直接在热转移材料上得到高分辨率的半色调样张,省掉了使用中间软片的步骤。
这种打样工艺速度快,细微层次鲜明,但是呈色范围有限。
直接数字打样具有生产效率高、可靠、方便等特性,因此一些厂家已率先放弃了凹印打样机进行打样,完全采用了无软片的数字打样。
无疑,直接数字打样是未来发展的趋势。
目前使用最多的打样方法是凹印打样机打样方法,凹印生产工艺要求凹印打样机打出的样张要印刷公司正式印刷的产品效果基本一致,因而它的构造与凹印机区别不大。
它是模拟凹印机原理制成的,通过压印滚筒与凹印版辊之间的挤压作用将油墨转移到承印物上形成清晰图案。
新型凹印打样机在模拟实际印刷过程(压印形式、油墨、承印材料等)专注下一代成长,为了孩子。
凹版印刷中级工必须学会的一种技术:新版打样与标准样制作

凹版印刷中级工必须学会的一种技术:新版打样与标准样制作所谓新版是指新品印版或图案发生变化时需要重新制作的印版,学会新版打样与标准样制作是做好凹版印刷作业的关键一步,倍特包装列出了有关新版打样和标准样制作的相关要点供大家参考。
1.新版打样的目的确认新制印版质量、确认印版上机的印刷适性、制作印刷标样及上下限样、确定新版印刷工艺条件。
2.印刷操作工在打样时的工作责任①保证印刷机的正常运转②对工艺的合理性提出改进意见③负责鉴定印版满足生产的可能性。
(在正常生产条件下打样)④负责工艺调整并准确报告每次调整后的参数(各色油墨配比、冲淡比例、油墨工作黏度、刮刀角度、位置、压力、各色溶剂配比等),在规定的消耗内尽快打出合格的样品。
对印版的可行性做出鉴定意见,如印版有问题及时提出改进意见。
3.签样与制作标准样打样正常后,印刷标准样200m左右。
如客户在现场,则客户在标准印刷样上签字,客户不在现场时,由客户委托人在印刷标准上签字。
签字样共计四份,一份有工艺员留存,一份有检测室留存,一份交客户,一份装入样袋中流转。
200m标准印刷样有相关部门保存,并在较短时间内复合50m制作复合标准样四份以上部门留存。
对于塑料凹版印刷,复合样需要送达客户审核的,等客户审核通过之后再制作标准样。
客户有特殊要求的按客户要求打样。
4.标准样制作①标准样有工艺员负责制作并保管,所有标样必须由制作人签字并注明日期。
②制作标准样完成后,工艺员保管好剩余标准印刷、复合样,以备换样时使用。
③工艺员保管客户标样,包括客户签字样、委托签字样,签字样长期保存。
④改版取样同上,如原标准样作废,由工艺员负责收回原标准样销毁,保证客户唯一的标样。
标样避光保存、放置一定时间后更新标样(颜色发生褪色)。
浅析凹印和胶印方式印刷质量比较
浅析凹印和胶印方式印刷质量比较由于凹印和胶印的印刷方式不同,所以如果细看印刷物,就会有很大差别。
有代表性的差别如下:实地文字的轮廓实地部分在胶印中由于不需要网点,所以印刷文字的轮廓和底版一样平滑;但凹印方式,无论在什么场合,都需要墨槽,所以文字的轮廓也由于这个槽(槽形成独立的穴)的存在,成了锯齿状。
为了使这个锯齿尽可能的小,就要考虑合适的制版方式。
实地部油墨的游动这种现象,是使用低粘度油墨凹印时独有的。
槽深度深的实地的油墨转移到纸等承印物上时,得不到均匀的浓度,产生轻微的浓淡不匀现象。
作为对策,可调整油墨的粘度、墨槽的角度(网版角度)、槽的深度和形状的变更等。
色相的变化印刷油墨相同,但由于油墨膜的厚度不同,色相也会不同。
在胶印中,网点的大小不同,原则上油墨膜的厚度是不变的(严格地说,有不同)。
但在凹印方式中,特别是用槽的深度表现层次时,由于深度变化,油墨膜厚度也变化,所以随着层次变化出现了在胶印中不需要考虑的色相变化。
但是,用深度不变的方式,难以发生这种现象。
这种现象,无论用哪种方式进行彩色打样,也会出现和生产机印刷相同的色差问题。
静电的影响凹印油墨由于使用挥发性高、易燃性强的溶剂,所以要特别注意防火。
静电对油墨的转移也有很大影响。
由于静电作用,油墨溢出影像部,阻碍油墨的转移。
但是,很好地利用静电着墨装置,对油墨的转移非常有效。
制版和打样方式和以前相比,在胶片底版的制作中,不需要连续调底版了,制作方法也和胶印制版方式不同。
特别是制作网点底版,打样可以象用胶印的打样机一样,特别容易,并且过程缩短。
以前的方式,用和在生产机上印刷时制作的版相同的方法制作打样用滚筒,用凹印专用打样机印刷。
但由于打样机与生产机的印刷环境不一样,印刷质量也有差别。
现在,为了得到质量好的印刷制品及满意结果,也有在生产机上进行打样的。
如果印刷质量满意,就作为正式印版使用。
最近,制版已采用数字化,为了能发展到无胶片化,多使用数字彩色打样打印机。
凹版打样工艺(一)

书山有路勤为径;学海无涯苦作舟凹版打样工艺(一)一、凹版打样分类在印刷前对雕刻凹版滚筒进行打样对于雕刻版滚筒质量、滚筒本身复制和其合格性检定来说都是极为关键的。
凹印打样技术必须有很高的灵活性,以此来满足多种承印材料和油墨合成不同产品的复制要求,这些产品可能是出版物、包装、标签、包装纸、折叠纸盒、纸袋等,而打样承印材料可能是薄膜、铝箔、复合材料以及各种涂布级和表面特性的纸和纸板。
凹印打样有多种模拟和数字方式,如软打样(SoftProof)、蓝线打样(BluelinesorOzachromeProof)、重叠打样(OverlayProof)、单张纸打样(SingleSheetProofing)、胶印打样(OffsetProof)、直接数字打样(DirectDigitalProofing)和凹印打样机打样(GravurePressProof)等。
下面简单介绍这些方法的特点与工艺。
(一)软打样软打样是描述从视频显示监视进行色彩复制、表现一个单色页面或合成彩页过程的一个不太严格的术语。
软打样的图样可以从制版公司或印刷厂的终端进行观测,也可以作为数据传输到其它地方观察。
由于这种打样方法在分辨力、图像尺寸、色彩范围、与实际印张效果之间的关系等方面存在着一定的局限性,因此,它仅用来检测版面元素的位置、印张颜色和顺序的正确性以及色彩纠正的程度等。
由于精度问题,目前软打样还不能作为客户和印刷厂最后认定质量的手段。
(二)蓝线打样蓝线打样是以最后输出的正片或负片通过曝光来得到纸印样的打样方法。
它作为一种检验手段,可用来检查是否所有的信息都位于正确的色版和位置上。
通过改变曝光时间可以得到不同深浅的颜色,因此两色之间存在色彩改变(突变)。
由于它是单色图像,不能在同一个印品专注下一代成长,为了孩子。
凹版数码打样(上)

书山有路勤为径;学海无涯苦作舟
凹版数码打样(上)
样张是印刷品质量控制的重量依据和与客户沟通交流的工具,其作用主要体现在以下两方面。
其一,样张可以帮助用户检查文档中所包含的各种信息,以便在必要时
进行修改,如字体、图像、颜色和所有页面的设置等。
其中颜色在打样中是最难控制的,因为不同的承印材料、油墨和网点增大率都会引起样张色彩的变化。
其二,样张可以用做客户和印刷厂之间的合约。
合同样张应精确地提供
与最终印刷品一致的颜色,而且,合同样张最好在印刷前不久打出来,以免由于放置时间较长引起样张退色、失真。
凹印打样方法
打样是印前制作与印刷之间衔接的工序,它可以让用户在印刷前就预
见最终印刷品的效果。
目前凹印行业中常用的打样方法主要有软打样、传统打样和数码打样3种。
1.软打样
软打样是在彩色显示器上实现的,无疑是最方便、最快速、最便宜的
一种打样方法,但要求彩色显示器的精度要高,且必须经过正确校准。
专注下一代成长,为了孩子。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
书山有路勤为径;学海无涯苦作舟
凹印打样方法的比较(上)
在印刷前对雕刻凹滚筒进行打样对于雕刻版滚筒质量通讯,滚筒本身
复制和其合格性检定来说都是极为关键的。
凹印打样技术必须有很高的灵
活性,以此来满足多种承印材料和油墨合成不同产品的复制要求,这些产
品可能是出版物、包装、标签、包装纸、折叠纸盒、纸袋等,而打样承印
材料可能是薄膜、铝箔、复合材料以及各种涂布级和表面特性的纸和纸板。
凹印打样有多咱模拟和数字方式,如软打样(SOFT PROOF)、蓝线
打样(BLUELINES OR OZACHROME PROOF)、重叠打样(OVERLAY PROOF)、
单张纸打样(SINGLE SHEET PROOFING)、胶印打样(OFFSET PRESS PROOF)、直接数字打样(DIRECT DIGITAL PROOF)和凹印打样机打样(GRAVURE PRESS PROOF)等。
下面简单介绍这些方法的特点,并重点说
明打机的打样方法。
一、常见的凹印打样方法
1、软打样
软打样是描述从视频显示监视器进行色彩复制、表现一个单色页面
蔌合成彩页过程的一个不太严格的术语。
软打样的图样可以从制版公司或
印刷厂的终端进行观测,也可以作为数据舆到其它地方以便观看。
由于这
种打样方法在分辨力、图像尺寸、色彩范围、与实际印张效果之间的关系
等方面存在一定的局限性,因此,它仅用来检测版面无素的位置,印张颜
色和顺序和正确性以及色彩纠正的程度等。
由于精度问题,目前软打样还
不能作为客户和印刷厂最后认定的质量的手段。
2、蓝线打样
专注下一代成长,为了孩子。