项目5:三角形螺纹加工
图例:普通三角形外螺纹加工
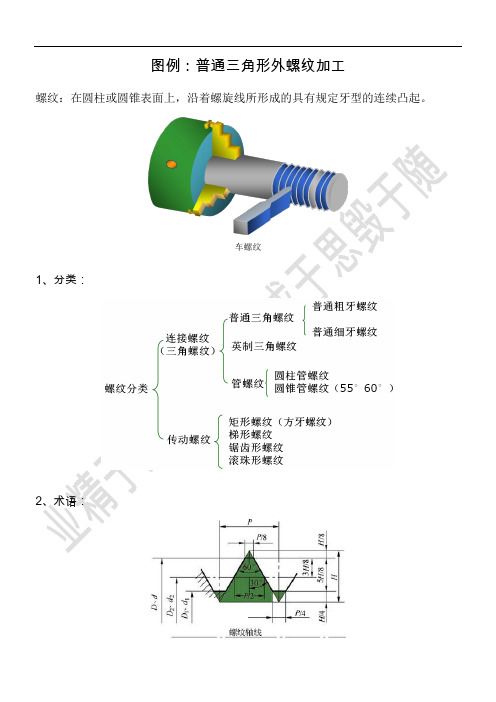
图例:普通三角形外螺纹加工
螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
车螺纹
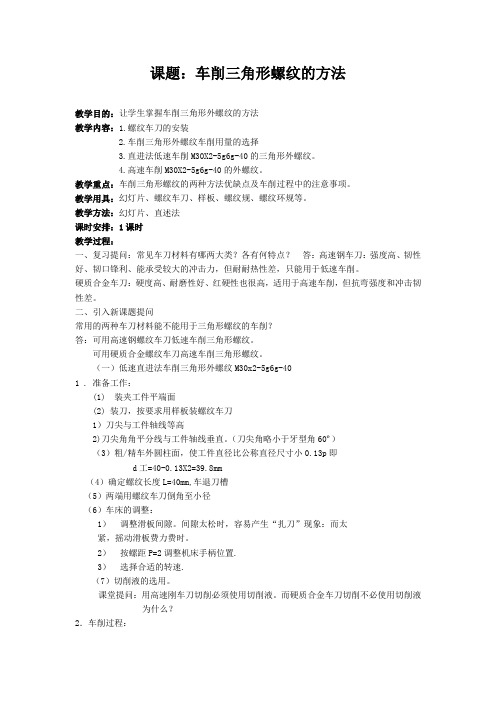
1、分类:
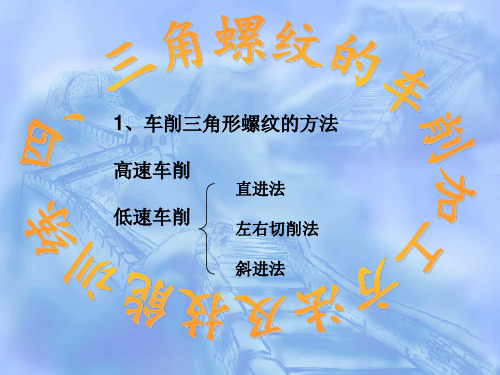
2、术语:
3、标注:
一、螺纹车削原理
车床主轴与刀具之间必须保持严格的运动关系:即主轴(工件)每旋转一周,刀具均匀地移动一个导程的距离。
二、普通外螺纹的车削加工工艺流程
三、分析零件图
五、刀具安装
1、安装要点:刀尖分角线垂直于工件轴线
六、机床调整
mm、是车公制螺纹、(含梯形螺纹);mπ、是车蜗杆的(模数螺纹或公制蜗杆);DP/1"π、是车径节螺纹的(英制蜗杆);n/1"、是车英制螺纹(每英吋多少牙);
2、主轴箱调整
3、交换齿轮箱调整:调整交换齿轮
5、开合螺母调整
6、倒顺车车削
7、进刀方式
七、检测
八:小结:直进法车削螺纹
1、重点
“一”:一个方向进刀;“二”:二刀刃同时切削;“大”:刀具受力大;“小”适用于小螺距加工。
2、难点
正反车:车削螺纹时,双手协调动作
右手:操纵横向手柄,控制进退刀;
左手:操纵主轴手柄,控制正反车。
螺纹件的加工——三角形螺纹的加工

三、计划、决策
(一)零件图分析
图样内容
制
零件材料
45#钢
获取的信息
定
毛坯尺寸
φ30X100棒料
零件加工部位 φ30外圆、倒角及端面
工
零件尺寸公差 φ26外圆直径尺寸公差为-0.05;
零件总长度30的尺寸公差为-0.1。
艺 零件表面粗糙 φ26外圆Ra3.2
度
零件技术要求 零件加工表面上,不应有划痕、擦伤等损伤零件表面 的缺陷
Produced by Мiss Хiè
二、资讯
(十)车削三角形螺纹方法
1.提开合螺母法 适用于退刀时采用打开开合螺母的场合。
操作方法是:启动车床,螺纹车刀在工件外圆表面对刀后,移动车刀在 工件的起点位置,横向进给后(第一刀0.5mm左右,以后随着进给次数 的增加逐渐减少),合上开合螺母纵向进给,第一次进给结束后,在螺 母结束长度位置迅速拉开开合螺母,使刀架和丝杠脱离,然后纵向退刀 至螺母起点,重新横向进刀后,再合上开合螺母开始第二次进给,,如 此往复车削至螺纹完成。采用这种操作方法只适合车削丝杠螺距是工件 螺距整数倍的螺距的螺纹,否则会产生乱牙。
螺纹类零件加工
——三角形螺纹的加工
教学流程
1
任务布置
2
资讯
3
计划、决策
4
工作任务实施
5
自测与检查
6
评价
Produced by Мiss Хiè
一、任务布置
(一)任务布置
技术要求
1.毛坯φ30×100 2.未注倒角均为1×45° 3.零件加工表面上,不应该有划 痕、擦伤等损伤零件表面的缺 陷。 Produced by Мiss Хiè
Produced by Мiss Хiè
三角形螺纹车削方法

主讲:郝金星
2009.11.18
1、螺纹测 量包括哪些 参数? 2、螺纹测量 的方法有 哪些?
复 习 提 问
3、如何用螺 纹量规判 断螺纹合 格与否?
一、三角形螺纹车削方法
三角形螺纹的车削方法有低速和高速两 种,低速车削使用高速钢螺纹车刀,高速 车削使用硬质合金螺纹车刀。 低速车削精度高,表面粗糙度好,但效 率低。 高速车削速度高,方法得当可以得到较 高的表面粗糙度。
小 结
• 三角形螺纹车 削有低速和高 速车削两种。 • 低速车削包括 直进法、左右 切削法、斜进 法。
课后作业
• 熟练三角形车削方法。 • 学习三角形螺纹的车削用量选择。Leabharlann 再 见外螺纹车削方法
由于三角形螺纹车刀刀尖强度较差, 工件条件恶劣,加之两侧切削刃同时 参加切削,则会产生较大的切削抗力, 将引起工件振动,影响加工精度和表 面粗糙度
(1)低速车削 直进刀法: 中滑板横向进给,适于车削螺距小 于三的螺纹粗、精车。 (2)左右切削法: 中滑板横向进给,同时小滑板将车 刀向左或向右作微量移动。适于车削 梯形以外的各类螺纹的粗、精车。
•
高速车削
• 高速车削只能采用直进法,而不能采用左 右进刀法,否则会拉毛牙型的侧面,影响 螺纹精度。此时由于车刀对工件的挤压力, 容易使工件胀大,故车削前工件大径一般 比公称直径小约0.13P
二、切削用量的选择
• 车削螺纹的切削用量应根据工件材质、螺 纹牙型角和螺距的大小,及所处的加工阶 段等因素来决定。 • 精车时切削速度因车刀两刃夹角小,散热 条件差,故切削速度应比车外圆时低。粗 车时选100~180r/min,精车选44~ 72r/min.
车削外螺纹时, 大部分余量在 顺向走刀方向 一侧切去;车 削内螺纹时, 为了改善刀柄 受力变形,大 部分余量应在 尾座一侧切去。
课题:车削三角形螺纹的方法
课题:车削三角形螺纹的方法教学目的:让学生掌握车削三角形外螺纹的方法教学内容:1.螺纹车刀的安装2.车削三角形外螺纹车削用量的选择3.直进法低速车削M30X2-5g6g-40的三角形外螺纹。
4.高速车削M30X2-5g6g-40的外螺纹。
教学重点:车削三角形螺纹的两种方法优缺点及车削过程中的注意事项。
教学用具:幻灯片、螺纹车刀、样板、螺纹规、螺纹环规等。
教学方法:幻灯片、直述法课时安排:1课时教学过程:一、复习提问:常见车刀材料有哪两大类?各有何特点?答:高速钢车刀:强度高、韧性好、韧口锋利、能承受较大的冲击力,但耐耐热性差,只能用于低速车削。
硬质合金车刀:硬度高、耐磨性好、红硬性也很高,适用于高速车削,但抗弯强度和冲击韧性差。
二、引入新课题提问常用的两种车刀材料能不能用于三角形螺纹的车削?答:可用高速钢螺纹车刀低速车削三角形螺纹。
可用硬质合金螺纹车刀高速车削三角形螺纹。
(一)低速直进法车削三角形外螺纹M30x2-5g6g-401 . 准备工作:(1) 装夹工件平端面(2) 装刀,按要求用样板装螺纹车刀1)刀尖与工件轴线等高2)刀尖角角平分线与工件轴线垂直。
(刀尖角略小于牙型角60º)(3)粗/精车外圆柱面,使工件直径比公称直径尺寸小0.13p即d工=40-0.13X2=39.8mm(4)确定螺纹长度L=40mm,车退刀槽(5)两端用螺纹车刀倒角至小径(6)车床的调整:1)调整滑板间隙。
间隙太松时,容易产生“扎刀”现象:而太紧,摇动滑板费力费时。
2)按螺距P=2调整机床手柄位置.3)选择合适的转速.(7)切削液的选用。
课堂提问:用高速刚车刀切削必须使用切削液。
而硬质合金车刀切削不必使用切削液为什么?2.车削过程:(1)吃刀,使刻度对“0”位,接着刻度盘进2格,(刻度盘每格为0.05mm)试车螺纹(2)用螺纹规检测螺距P是否为2mm。
注意:检查前必须先停车!(3)分十二次选用合适的切削深度车削螺纹至小径d1,保证螺纹深度为1.2mm。
数控车(铣)床编程与操作模块五 三角形螺纹加工

表5-6车普通三角形外螺纹加工工艺
工步内容
刀具 号
切削用量 背吃量 进给速度 ap/(mm) f/(mm/r)
主轴转速 n/(r/min)
1 车右端面
T01
1~2
0.2
500
粗加工螺纹外圆及φ22
2 外圆,留0.4mm精车余 T01
1~2
0.2
500
量
3
精加工螺纹外圆及φ22 外圆至尺寸
T01
0.2
图5-3螺纹加工空刀导入量和空刀退出量
二、车削普通三角形外螺纹尺寸计算
1.普通三角形外螺纹主要部分名称及计算公式
2.车螺纹前圆柱面及螺纹实际小径的确定
车塑性材料螺纹,由于受车刀挤压作用,会使外径胀大, 故车螺纹前圆柱面直径应比螺纹公称直径(大径)小
0.1~0.4mm,一般取d计=d-0.1P。
螺纹实际牙型高度考虑刀尖圆弧半径等因素的影响, 一般h1实=0.65P; 螺纹实际小径为d1实=d-2h1实=d-1.3P。
N370
T0404
T04 D1
换螺纹车刀
N380
M3 S400
M3 S400
车螺纹转速400r/min
N390
G00 X15.2 Z2
G00 X15.2 Z2
车刀移至进刀点
N400
G32 Z-17.5 F2
G33 Z-17.5 K2 第一次进给切螺纹
N410
G00 X24
G00 X24
刀具沿X方向退出
N420
Z2
Z2
刀具沿Z方向退回
N430
X14.6
X14.6
刀具沿X方向进刀
N440
三角形螺纹的加工方法

三角形螺纹的加工方法
嘿,朋友们!今天咱就来好好聊聊三角形螺纹的加工方法。
你知道吗,三角形螺纹就像是一件精巧的艺术品等待被雕琢。
加工它可不简单哦,就好比要打造一件专属的礼物。
首先,准备工作得做好呀!就像出征前要整理好装备一样。
选好合适的刀具,这可不能马虎,不然怎么能做出漂亮的螺纹呢?“工欲善其事,必先利其器”嘛!然后呢,调整好机床的参数,这就像是给机床注入了灵魂,让它能和咱默契配合。
开始加工啦!刀具就像一位勇敢的战士,冲向那坚硬的材料,一点一点地刻画出螺纹的形状。
看着那材料在机床上旋转,螺纹慢慢显现出来,哇,那种成就感简直爆棚!“嘿,这不就有了嘛!”就好像看着自己亲手培育的花朵绽放了一样惊喜。
在加工过程中,可得时刻关注着,不能有一丝马虎。
就像照顾一个小婴儿,稍有不慎可能就出问题啦。
如果不小心刀具磨损了,那可不得了,得赶紧换,可不能让它影响了咱们的“大作”呀!
加工三角形螺纹,需要耐心和细心。
这可不是一朝一夕就能掌握的技能,得不断地练习,不断地摸索。
“哎呀,这不就是个技术活嘛”,但是一旦掌握了,那可就牛啦!
总之,三角形螺纹的加工方法虽然有挑战性,但只要咱用心去学,用心去做,就一定能做出漂亮的螺纹来。
所以啊,大家可别害怕困难,勇往直前地去尝试吧!。
三角螺纹的车削加工方法及技能训练
小滑板赶刀格数
左
右
25
0
15
6
10
4
5
4
3
1
2
1
1/2
1
1/2
5
9
1
2
10
1
0
11
1/2
1
12
1/2
1
13
1
6
14
1
0
15
1/2
1
1/2
0
16
0.65×3/0.02=97格
1/2
1
1/2
6
1
0
1
1
1/2
1/2
0
0.65×2.5/0.02=81格
1
1
1
1
1/2
1
1/2
0
0.65×2/0.02=65格
C=75.
▪ 2)调整交换齿轮 某些车床需要调整交换齿 轮,根据要求进行调整,
① 切断机床电源,车头变速手柄放在空挡位 置;
② 识别有关齿轮、齿数、上、中、下轴;
③ 了解齿轮装拆的程序及单式、复式交换齿 轮的组装方法;
④ 注意加润滑油;
⑤保证各齿轮的啮合间隙保持在0.1~0.15左右。
2) 保证螺距(P) A 关键是保证工件旋转一周,车刀准确轴向移动一个螺距
(3)进刀切削方式和外螺纹 相同,螺距小于1.5mm或铸 铁螺纹采用直进法;螺距大 于2mm采用左右切削法。
为了改善刀杆受切削力变形,它的大部分余量应 先在尾座方向上切削掉,后车另一面,最后车 螺纹大径。车内螺纹时目测困难,一般根据观 察排屑情况进行左右赶刀切削,并判断螺纹表 面的粗糙度。 (4)车盲孔或台阶孔内螺纹 ▪ ①车退刀槽,它的直径应大于内螺纹大径,槽宽 为2~3个螺距,并与台阶平面切平。 ▪ ②选择盲孔车刀。 ▪ ③根据螺纹长度加上1/2槽宽在刀杆上做好记号, 作为退刀,开合螺母起闸之用。
数控 车床 编程 三角形螺纹加工
单元五螺纹加工课题一普通三角形螺纹加工一、复习提问:●何为刀具半径补偿功能?●何为刀补建立?二、教学目标●掌握G32、G34与G92指令的编程方法;●掌握三角形螺纹加工工艺;●编写螺纹加工程序;●掌握螺纹的测量方法;三、任务分析任务要求如图5 -1所示工件,毛坯尺寸为Ф42mm×56 mm,试编写其数控车加工程序并进行加工。
任务分析螺纹加工是数控车床的主要功能之一。
编写螺纹加工程序时,有多种螺纹加工指令可供选择,如G32、G92、G76等,学员可根据具体情况进行合理的选择。
此外,为了加工出合格的三角形螺纹,选用合理的螺纹加工工艺是关键。
四、相关理论1.三角形螺纹加工艺(1)螺纹标记及基本牙型普通螺纹分粗牙普通螺纹和细牙普通螺纹,牙型角为60。
●粗牙普通螺纹的螺距是标准螺距,其代号用字母“M”及公称直径表示,如M16、M12等。
●细牙普通螺纹代号用字母“M”及公称直径×螺距表示,如 M24×1.5、M27X2等。
●普通螺纹有左旋螺纹和右旋螺纹之分,左旋螺纹应在螺纹标记的末尾处加注“LH”字,如M20×1 .5LH等,未注明的是右旋螺纹。
(2)普通螺纹的基本牙型如图5- 2所示,各字符的含义如下:P:螺纹螺距:H:螺纹原始三角形高度,H—0. 866PD、d;螺纹大径,螺纹大径的基本尺寸与螺纹的公称直径相同;D、d2:螺纹中径,D2(d2)一D(d)一O.649 5P;D、d1:螺纹小径,D (d)一D(d)1. 08P。
(3)螺纹总切深及多刀切削螺纹总切深为1.3P。
多次进给切削。
进给次数及实际背吃刀量可按表5--1选取。
(4)螺纹的导入导出距离如图5—3b所示。
一般δ1取2~3P,δ2一般取l~2P.(4)车螺纹前直径尺寸的确定:可采用下列近似公式计算:●车削外螺纹 D底=D-0.13P,一般应车得比基本尺寸小0.24-0.4mm。
●车削塑性金属的内螺纹 D孔≈d- P●车削脆性金属的内螺纹: D孔=d -1.05P上式中,D底为外螺纹的小径,D孔为车螺纹前的孔径;D、d为螺纹公称直径;P为螺距。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图号 精度
0.02mm 0.01mm
单位 个 副 副 块 个 把 把 副
数量 1 1 1
若干 1 1 1 1
60° 90°
块
1
把
1
90° 4mm×15mm
60°
把
1
把
1
把
1
沈阳理工大学应用技术学院
三、项目计划
(二)工艺规划
2.制定加工工艺路线 先用外圆车刀T0数1控粗车床车上,零件再加工外过程圆车刀T02精车,然后用 切槽刀T03切槽,用60°螺纹刀T04车螺纹,最后用用 切槽刀T03切断工件。
沈阳理工大学应用技术学院
三、项目计划
1.工、量、刃具选择
(二)工艺规划
种类 工具
量具 刀具
工、量、刃具清单
序号
名称
1 三爪自定心卡盘
2 卡盘扳手
3 刀架扳手
4 垫刀片
5 划线盘
1 游标卡尺
2 外径千分尺
3 螺纹环规
4 角度样板
1 外圆粗车刀
2 外圆精车刀
3 切槽刀
4 螺纹刀
规格
0~150mm 0~25mm M12×1
程序段号 程序内容
动作说明
N05
T0101
选择T01号外圆粗车刀
N10
主轴转速 n(r/min)
600
600
3
精加工螺纹外圆及Ф18mm外圆至尺寸
4
车4×Ф9mm螺纹退刀槽
5
粗、精车M12×1至尺寸
6
切断,控制工件总长
T02
0.2
0.1
800
T03
4
0.08
400
T04
0.1~0.4
1
400
T03
4
0.08
400
沈阳理工大学应用技术学院
三、项目计划
(三)编制参考程序
1.建立工件坐标系
工件原点设在工件右端面与主轴轴线的交点上
2.计算基点坐标
数控车床上零件加工过程
基点 P1 P2 P3
坐标(X,Z) (9.9,0) (11.9,-1) (11.9,-20.05)
基点 P4 P5
坐标(X,Z) (18.026,-20.05)
(18.026,-35)
沈阳理工大学应用技术学院
沈阳理工大学应用技术学院
二、项目分析
三角形螺纹零件加工是学习数控车床编程与操作加工 的最重要一环。通过本项目的学习,要掌握如下知识: 轴向切削固定循环指令G90、径向切削固定循环指令 G94、螺纹切削固定循环指令G92、螺纹加工指令G32 ; 三角螺纹零件加工工艺制定及循环参数选择;螺纹刀 和切断刀的选择及对刀方法; 完成三角螺纹零件的加 工及其尺寸控制、检验方法。
沈阳理工大学应用技术学院
三、项目计划
(一)知识学习 1.编程指令 (1)固定循环切削指令G90、G94、G92
名称
指令格式
数控车床上零件加工过程
轴向切削固定循环 指令G90
径向切削固定循环 G94
螺纹切削固定循环 G92
G90 X(U)_ Z(W)_ F_; (圆柱切削) G90 X(U)_ Z(W)_ R_ F_; (圆锥切削) G94 X(U)_ Z(W)_ R_ F_;
G92 X(U)_ Z(W)_ R_ F_;
沈阳理工大学应用技术学院
三、项目计划
(一)知识学习
名称
刀具路径
数控车床上零件加工过程
G90
G91
G92
沈阳理工大学应用技术学院
三、项目计划
(一)知识学习 2.螺纹加工指令G32
功能:G32为等距圆柱螺纹或圆锥螺纹车削指令,只需一个指令便可完 成螺纹全部车削。
数控机床
模块二:数控车床编程与操作加工
项目5:三角形螺纹加工
一、项目呈现
零件图
沈阳理工大学应用技术学院
一、项目呈现
知识目标: 1. 掌握轴向切削固定循环指令G90、径向切削固定循环指令
G94、螺纹切削固定循环指令G92、螺纹加工指令G32; 2. 了解三角螺纹的尺寸计算方法; 3. 会制订螺纹加工工艺及合理选择循环参数,确定切削用量
三、项目计划
(一)知识学习 3.车螺纹前圆柱面及螺纹实际小径的确定
车塑性材料螺纹,在车刀的挤压作用下,会使外径胀大,故 车螺纹前,圆柱面直径应比螺纹公称直径小0.1~0.2mm,一般取d 计=d-0.1p。螺纹实际牙型高度考虑刀尖圆弧半径等因素的影响, 一般取h1实=0.65p;螺纹实际小径d1实=d-2h1实=d-1.3p。
沈阳理工大学应用技术学院
三、项目计划
(一)知识学习 G32指令使用说明: (1)使用螺纹切削指令时,进给倍率无效。 (2)螺纹切削指令为续效指令,一经使用便一直有效,直到 被同组的G代码取代为止。 (3)加工螺纹时,刀具应处于螺纹起点位置。 (4)在螺纹加工轨迹中应设置足够的升速进刀段δ和降速退刀 段δ’,以消除伺服滞后造成的螺距误差。 (5)从螺纹粗加工到精加工,主轴的转速必须保持一常数。
沈阳理工大学应用技术学院
三、项目计划
(一)知识学习
2.车削三角外螺纹尺寸计算 (主要参数及公式)
名称 牙型角
螺距 螺纹大 d1
计算公式 60°
d2=d-0.6495p h1=0.5413p
d1=d-2 h1=d-1.083p
沈阳理工大学应用技术学院
能力目标: 1. 熟练装夹工件毛坯和刀具;
2. 掌握螺纹车刀的安装及对刀方法; 3. 会使用VNUC数控仿真软件进行练习; 4. 完成三角形螺纹零件的加工,熟悉其尺寸控制及检验方法
情感目标: 1. 通过工件制作,学生体验成功的喜悦,感受软件和机器的
综合魅力,从而提高学生专业课的学习兴趣; 2. 通过任务驱动的方法逐步完成项目,培养学生发现和分析 问题的能力。 3. 通过分工协作,加强团队合作精神。
指令格式:G32 X_ Z_ R_数控F车_床上;零件加工过程 其中: (1)X,Z值为螺纹加工轨迹终点的坐标值。 (2)R表示螺纹切削的退尾量,R的符号表示回退方向。R为正表示沿X 轴正向退回;R为负表示沿X轴负向退回。使用R可免除退刀槽。R可以省 略,表示不用系统的回退功能。 (3)F为螺纹的导程。即主轴每转一周,伺服轴的进给值。当加工锥螺 纹时,斜角α在45°以下为Z轴方向的螺纹导程;斜角α在45°以上为X轴方 向的螺纹导程。
沈阳理工大学应用技术学院
三、项目计划
(二)工艺规划
3.合理选择切削用量
加工材料为Q235,硬度不高,切削力不大,切削用量选择如下表。
工步号
工步内容
数控车床上零件加工过程
刀具号
1
车右端面
T01
2
粗加工螺纹外圆及Ф18mm外圆,留0.4mm精车余量 T01
背吃刀量 ap(mm) 1~2
1~2
切削用量 进给速度 f(mm/r) 0.2 0.2